| Информационная система | |
ИЗМЕНЕНИЕ № 5
|
ОАО «НПО ЦКТИ» |
Отдел № 24 |
Извещение БВАИ.184-2015 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ДАТА ВЫПУСКА |
Приказ № _____ от _________ |
Лист 1 |
Листов 8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЧИНА |
Прекращение действия ПБ 03-574-03 и выход новых нормативных документов |
Код 9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
УКАЗАНИЕ О ЗАДЕЛЕ |
Не отражается |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
УКАЗАНИЕ О ВНЕДРЕНИИ |
По графику ТПП. Срок внедрения - с июля 2016 г. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИМЕНЯЕМОСТЬ |
----------------- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
РАЗОСЛАТЬ |
ООО «Белэнергомаш-БЗЭМ», ОАО ТКЗ «Красный котельщик», ОАО «ЗКО», ОАО «Дорогобужкотломаш», ОАО НПО «ЦНИИТМАШ» |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЛОЖЕНИЕ |
---------------- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ИЗМ. |
СОДЕРЖАНИЕ ИЗМЕНЕНИЯ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 Пункт 1.4. Заменить слова: «Правилами Ростехнадзора по котлам (ПБ 10-574)» на: «Техническим регламентом (ТР ТС 032/2013) и Федеральными нормами и правилами (ФНП)». 2 Пункт 2.1. Заменить обозначения нормативных документов: ГОСТ 2.308-79 на ГОСТ 2.308-2011 «ЕСКД. Указание на чертежах допусков форм и расположения поверхностей» ГОСТ 1050-88 на ГОСТ 1050-2013 «Металлопродукция из калиброванных конструкционных качественных и специальных сталей. Общие технические условия»; ГОСТ 14782-86 на ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые»; ГОСТ 24297-87 на ГОСТ 24297-2013 «Верификация закупленной продукции. Организация проведения и методы контроля» Исключить: ПБ 10-574-03. Включить в пункт 2.1: ГОСТ 427-75 «Линейки измерительные металлические. Технические условия»; ГОСТ 19281-2014 «Прокат повышенной прочности. Общие технические условия»; ГОСТ Р 52630-2012 «Сосуды и аппараты стальные сварные. Общие технические условия»; ГОСТ Р 55614-2013 «Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования». ГОСТ Р 55682-2013 (части 1 ÷ 17) «Котлы водотрубные и котельно-вспомогательное оборудование»; ТР ТС 032/2013 Технический регламент таможенного союза. «О безопасности оборудования, работающего под избыточным давлением»; ФНП «Федеральные нормы и правила в области промышленной безопасности. Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением». 3 Раздел 3 дополнить пунктом 3.1.41: «3.1.41 фланжирование: Отбортовка». 4 Пункт 4.2. Заменить обозначение ПБ 10-574 на слова: «Изготовитель должен провести аттестацию технологии сварки согласно требованиям РД 03-615». 5 Пункт 4.4. Исключить обозначение ПБ 10-574 (два раза). 6 Пункт 5.1.1. Заменить слова: «Правилами Ростехнадзора» на обозначения НД: «ТР ТС 032/2013 и ФНП». Лист 2 7 Пункт 5.2.7.5 дополнить следующим текстом: «Допускается располагать отверстия для приварки труб или штуцеров на стыковых сварных соединениях и на расстоянии от них менее 0,9 диаметра отверстия при выполнении следующих условий: а) до расточки отверстий сварные соединения должны быть
подвергнуты радиографическому или ультразвуковому контролю на участке
отверстий с припуском не менее б) расчетный ресурс эксплуатации должен быть обоснован
поверочным расчетом на прочность. Расчеты допускается не производить, если
расстояние между кромками отверстий, расположенных в продольном шве, не менее
Допускается располагать отверстия под развальцовку труб на стыковых (кольцевых) сварных соединениях при условии, что сварной шов на длине, подлежащей обработке, будет подвергнут неразрушающему контролю в соответствии с разделом 18 настоящего стандарта». 8 Пункт 6.1.1. Заменить обозначение ПБ 10-574 на ГОСТ Р 55682.2 (Приложение А). 9 Пункт 6.1.2. Заменить слово: «Правил» на ГОСТ Р 55682.2. 10 Пункт 6.1.4. В первом абзаце исключить слова: «допускаемых ПБ 10-574»; абзац для полос дополнить сталью марки 09Г2С по ГОСТ 19281; последний абзац изложить в редакции: «Допускается применение материалов, не указанных в Приложении А ГОСТ Р 55682.2, если их применение предусмотрено международными стандартами на аналогичные изделия». 11 Пункт 6.2.2. Заменить обозначение ПБ 10-574 на ГОСТ 24297 и ГОСТ Р 55682.6 (пункт 10.1). 12 Пункт 11.2.2. Заменить слова: «указанных в таблице 2 подраздела 5.6 ПБ 10-574 на слова «в пункте 8.11.5 ГОСТ Р 55682.5». 13 Пункт 12.6 изложить в новой редакции: «12.6.1. В стыковых сварных соединениях с одинаковой толщиной стенки смещение (несовпадение) кромок свариваемых элементов (деталей) с наружной стороны шва не должно превышать значений, указанных в таблице 12.1. Таблица 12.1 В миллиметрах
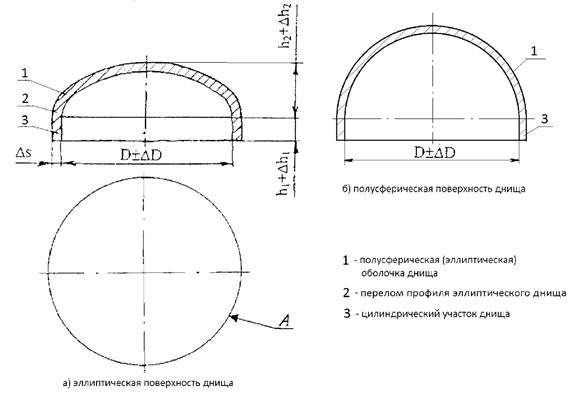
______________ * Значения, приведенные в скобках, могут быть допущены только в случаях, указанных в рабочих чертежах Примечание. В стыковых сварных соединениях, выполняемых электродуговой сваркой с двух сторон, а также электрошлаковой сваркой, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней стороны шва. Лист 3 12.6.2 Смещение (несовпадение) кромок элементов (деталей) с внутренней стороны шва (со стороны корня шва) в стыковых сварных соединениях с односторонней разделкой кромок не должно превышать норм, установленных соответствующими стандартами, производственными инструкциями по сварке и рабочими чертежами. 12.6.3 Требования, указанные в 12.6.1 и 12.6.2, не являются обязательными для сварных соединений элементов с различной фактической толщиной стенки при условии обеспечения плавного перехода от одного сечения к другому за счет наклонного расположения поверхности шва в соответствии с требованиями пункта 12.6.4. При смещении кромок свариваемых элементов (деталей) в пределах норм, указанных в пунктах 12.6.1, 12.6.2, поверхность шва должна обеспечивать плавный переход от одной кромки к другой. 12.6.4 В стыковых сварных соединениях деталей различной номинальной толщины должен быть обеспечен плавный переход от одной детали к другой путем постепенного утонения более толстостенной детали с углом наклона каждой из поверхностей перехода не более 15°. Допускается увеличить угол наклона поверхностей перехода до 30°, если надежность соединения обоснована расчетом на прочность с определением расчетного ресурса. При разнице в номинальной толщине стенки свариваемых элементов менее 30 % толщины стенки тонкого элемента, но не более 5 мм, допускается осуществление указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхностей шва. Требования к стыковым соединениям разнотолщинных элементов с различными прочностными свойствами, например, соединениями литых элементов с трубами, деталями из листа или поковок, а также соединениями труб с крутоизогнутыми коленами, изготовленными методами протяжки или гибки с осадкой, приведены в пп. В8, В9, В10 Приложения В СТО ЦКТИ 10.003-2007». 14 В раздел 13 внести новые требования к изготовлению выпуклых днищ для коллекторов котлов (подраздел 13.4). «13.4 Требования к изготовлению выпуклых полусферических и эллиптических днищ для коллекторов 13.4.1 Днища должны изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке. 13.4.2 Днища должны изготавливаться штамповкой из целого листа по режиму предприятия-изготовителя. Днища должны изготавливаться из листовой стали, а также из поковок. 13.4.3 Материалы для изготовления днищ должны пройти входной контроль с получением от службы технического контроля положительного заключения о возможности запуска их в производство. Должны быть проверены наличие сопроводительных сертификатов и полнота необходимых сведений. 13.4.4 В средней части каждой заготовки для штамповки днищ должна быть нанесена маркировка с указанием: - марки стали; - номера плавки; - номера листа; - порядкового номера днища; - внутреннего диаметра днища; - обозначения чертежа. 13.4.5 Изготовление днищ должно производиться с соблюдением размеров и допусков, указанных в чертежах. Допускается основные размеры эллиптических днищ принимать согласно ГОСТ 6533. 13.4.6 Отклонения основных размеров отбортованных днищ не должны превышать величин, указанных в таблицах 13.6, 13.7, 13.8. Методы и средства контроля указанных отклонений определяются технологией, принятой на предприятии-изготовителе. Лист 4 13.4.7 После штамповки наружная и внутренняя поверхность днищ должны быть очищены от окалины и подвергнуты визуальному и измерительному контролю. Не допускаются трещины, расслоения, раковины, плены, глубокие риски и вмятины. Допускаются без исправления вмятины от окалины и рябизна глубиной до 10 % от толщины стенки при толщине стенки до 30 мм, и не более 3 мм при толщине стенки более 30 мм. Раковины, риски и задиры глубиной в этих же пределах должны быть расшлифованы с плавным переходом радиусом кривизны выборки не менее 100 мм и радиусом закруглений перехода на основную поверхность днища не менее 30 мм. Исправление дефектов поверхности, выходящих за расчетную толщину стенки, определяемую согласно РД 10-249, производится расшлифовкой с заваркой дефектных мест по технологии предприятия-изготовителя коллекторов с применением неразрушающих методов контроля.
Рисунок 13.6 13.4.8 Заготовки днищ, подвергавшиеся на предприятии-изготовителе штамповке для снятия внутренних напряжений, подлежат дополнительной термообработке, необходимость которой и ее режим (температура нагрева, время выдержки, скорость нагрева и охлаждения) должны быть указаны в технологическом процессе на термообработку. Дополнительной термообработке подвергаются днища, изготовленные методом горячего формоизменения из углеродистых и низколегированных сталей, если температура окончания деформации была ниже 700 °С. 13.4.9 Механические свойства материала готового днища должны соответствовать требованиям стандартов или технических условий на исходный материал 13.4.10 На цилиндрической части днища не допускается волнистость (гофры) высотой более 2 мм. Лист 5
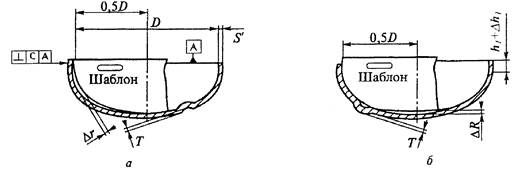
Рисунок 13.7 - Отклонения формы эллиптического днища 13.4.11 Высота отдельной вогнутости или выпуклости Т на эллиптической (полусферической) части поверхности днищ должна быть не более 2 мм (рисунки 13.7, 13.8). Высота отдельной вогнутости или выпуклости Т на эллиптической части днища, изготавливаемого на фланжировочном прессе, допускается до 6 мм.
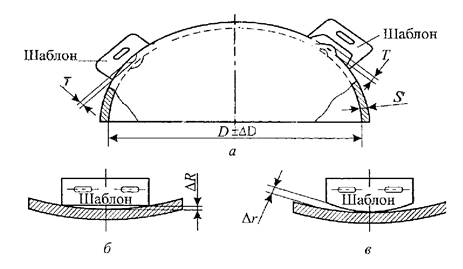
Рисунок 13.8 - Отклонение формы полусферического днища 13.4.12 Зазоры ΔR и Δr между шаблоном и эллиптической поверхностью штампованного днища должны быть не более значений, указанных в таблице 13.6. Такие же значения должны быть и для полусферического днища (рисунки 13.7, 13.8). Таблица 13.6 - Допуск формы эллиптической поверхности В миллиметрах
13.4.13 Контроль формы готового днища следует производить шаблоном не менее чем в двух взаимоперпендикулярных положениях. Высота цилиндрической части днища должна измеряться приложением линейки по ГОСТ 427. Лист 6 13.4.14 Допуск наклона цилиндрической части днища относительно шаблона (зазор) указан в таблице 13.7 и на рисунке 13.7. Таблица 13.7 В миллиметрах
13.4.15 Предельные отклонения основных размеров днищ после штамповки на диаметр и на высоту эллиптической поверхности представлены на рисунках 13.6, 13.8 и в таблице 13.8. Таблица 13.8 В миллиметрах
13.4.16 Утонение днища на участке перехода цилиндрической части днища в эллиптическую допускается не более 10 % от номинальной толщины и не должно превышать расчетных величин. Утолщение участка перехода допускается до 10 % независимо от номинальной толщины стенки. Толщина стенки цилиндрической части днища должна быть не менее расчетной толщины стенки обечайки коллектора. 13.4.17 Готовое днище, являющееся товарной продукцией, подлежит маркировке, включающей: - товарный знак или наименование организации-изготовителя; - номер днища по системе нумерации организации-изготовителя; - марку материала; - обозначение; - клеймо технического контроля. Маркировка наносится на наружной выпуклой поверхности днища. Правильность маркировки заверяется клеймом службы технического контроля предприятия-изготовителя днища. 15 Пункт 13.3.1. Заменить слова: «в пункте 5.6.10 ПБ 10-574 на слова: «в пункте 7.4 ГОСТ Р 55682.5». 16 Пункт 14.4.1 дополнить новым первым абзацем: «Изготовление сварных мембранных панелей должно соответствовать требованиям Приложения С ГОСТ Р 55682.5». 17 Пункт 14.4.2.3. Во втором абзаце, а также на рисунке 14.3 заменить цифру 2 мм на 3 мм. 18 Пункт 17.1.1. Исключить обозначение ПБ 10-574». 19 Пункт 17.1.5. Второй абзац дополнить словами: «и таблицы 10.3-1 ГОСТ Р 55682.5». 20 Пункт 17.1.7. Заменить обозначение ПБ 10-574 на слова: «раздела 8.5 ГОСТ Р 55682.5». 21 Пункт 17.3.1. Исключить обозначение ПБ 10-574. 22 Пункт 17.6.1 дополнить словами: «например, согласно Приложению В ГОСТ Р 55682.5». 23 Пункт 18.4.1.1. Заменить слова: «соответствии РД 2730.940.103 (Приложение 8)» на слова: «с разделом 10.5 РД 2730.940.103». Лист 7 24 Таблица 18.1. Пункт 1.1.4 изложить в новой редакции.
25 Пункт 18.4.2.1 дополнить обозначением «РД 2730.940.103 (пункт 10.9)». 26 Пункт 18.4.2.3. Исключить ссылку на ПБ 10-574 (Приложение 8)». 27 Пункт 18.4.5 изложить в новой редакции. «18.4.5 Твердость. 18.4.5.1 Испытанию на твердость металла шва подвергаются выполненные дуговой сваркой и прошедшие все предусмотренные высокие отпуска сварные соединения из хромомолибденовых или/и хромомолибденованадиевых сталей. Испытание на твердость металла шва сварных соединений, не несущих нагрузку от давления рабочей среды, допускается не производить. 18.4.5.2 Объем контроля твердости, подготовка поверхности под замер твердости определяется по ПТД предприятия-изготовителя. 18.4.5.3 В случае технической невозможности выполнения замеров твердости на сварных соединениях изделий, прошедших термическую обработку, допускается проведение испытания твердости металла шва на контрольных сварных соединениях в порядке, устанавливаемом ПКД. При этом контрольные сварные соединения должны быть подвергнуты высокому отпуску совместно с изделием или отдельно от него, но по тем же режимам, что и контролируемые производственные сварные соединения. 18.4.5.4 Качество сварного соединения считается удовлетворительным, если результаты испытания твердости металла шва соответствуют нормам, приведенным в таблице 18.2. Таблица 18.2 - Нормы твердости металла шва
Примечания: 1 Значение твердости металла контролируемого шва определяется как среднее арифметическое результатов замера на его отдельных участках. 2 Результаты замеров твердости на отдельных участках шва не должны выходить за пределы указанных в таблице значений, более чем на 6 НВ от величины нижнего предела и на 40 НВ от величины верхнего предела. Лист 8 18.4.5.5 При неудовлетворительных результатах испытания твердости металла шва допускается его повторный контроль с утроенным количеством замеров (на том же сварном соединении). При неудовлетворительных результатах повторного контроля испытанию твердости подлежат все сварные соединения, термообработанные в садке. 18.4.5.6 Значения твёрдости металла швов сварных соединений сталей импортного производства, содержащих 9 % Cr, с другими марками сталей, следует определять, руководствуясь европейскими (EN) или американскими стандартами (ASME)». 28 Таблица 19.3. Заменить параметры термообработки после горячего формоизменения для сталей марок
29 Пункт 19.9.1. Заменить слова: «согласно требованиям ПБ 10-574» на слова: «согласно требованиям раздела 18 настоящего стандарта». 30 Пункт 20.2.1. Заменить обозначение ПБ 10-574 (Приложение 7) на слова: «ГОСТ Р 52630 (Приложение Н)». 31 Пункт 23.1.2. Во втором абзаце заменить обозначение ПБ 10-574 на слова: «раздела «Контроль качества сварных соединений» ФНП». 32 Пункт 23.3.1. В первом абзаце заменить обозначение ПБ 10-574 на РД 2730.940.103; во втором абзаце исключить обозначение ПБ 10-574. 33 Пункт 23.8.8. Заменить ссылку на ПБ 10-574 на слова: «разделом «Гидравлическое испытание» ФНП». 34 Пункт 23.10.1. Заменить ссылку на ПБ 10-574 на слова: «разделом «Гидравлическое испытание» ФНП». 35 Пункт 23.10.4. Заменить слова: «Трубопровод и его элементы» на слова: «Элементы котла». 36 Пункт 23.10.8. Из первого предложения исключить слова: «в соответствии с требованиями ПБ 10-574». 37 Пункт 24.2. Исключить обозначение ПБ 10-574; дополнить вторым абзацем: «На изготовленный котел предприятие-изготовитель заполняет паспорт, содержание которого должно соответствовать пункту 20 ТР ТС 032/2013, форма паспорта до выхода соответствующего НД должна быть согласована с местным органом Ростехнадзора». 38 Пункт 25.1. Заменить обозначение ПБ 10-574 на ТР ТС 032/2013. 39 Пункт 25.7. Исключить ссылку на ПБ 10-574. 40 Пункт 26.2.8. Заменить ссылку на ПБ 10-574 на слова: «с действующими нормативными документами». 41 В пунктах 1.2, таблицах 6.1, 6.2, 6.3, 23.1, 23.3 заменить слова: «категория безопасности» и «категории котлов» на слова: «группа изделий». |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||