 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Автомобильные транспортные средства
ПРУЖИНЫ
ЦИЛИНДРИЧЕСКИЕ ВИНТОВЫЕ,
ТОРСИОНЫ, СТАБИЛИЗАТОРЫ ПОДВЕСКИ
Технические требования и методы испытаний
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт «НАМИ» (ФГУП «НАМИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 «Дорожный транспорт»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2010 г. № 155-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Автомобильные транспортные средства
ПРУЖИНЫ ЦИЛИНДРИЧЕСКИЕ ВИНТОВЫЕ, ТОРСИОНЫ,
СТАБИЛИЗАТОРЫ ПОДВЕСКИ
Технические требования и методы испытаний
Vehicles. Cylindrical screw springs, torsions,
stabilizers of suspension.
Technical requirements and test methods
Дата введения - 2010-09-15
1 Область применения
Настоящий стандарт распространяется на винтовые пружины из стали круглого сечения, работающие на сжатие, и торсионы, применяемые в качестве упругих элементов подвесок, а также на торсионные стабилизаторы автомобильных транспортных средств (АТС) и устанавливает технические требования и методы испытаний.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 51585-2000 Рессоры листовые автомобильных транспортных средств. Общие технические условия
ГОСТ Р 52430-2005 Автомобильные транспортные средства. Передачи карданные автомобилей с шарнирами неравных угловых скоростей. Общие технические условия
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Пружины винтовые, торсионы и стабилизаторы должны соответствовать требованиям настоящего стандарта и конструкторской документации (КД), утвержденной в установленном порядке.
3.2 Пружины винтовые, торсионы и стабилизаторы не должны иметь вмятин, трещин, повреждений покрытия, коррозии и других дефектов механического и металлургического происхождения.
3.3 В качестве обязательных должны проверяться на соответствие требованиям настоящего стандарта и КД:
а) для всех деталей:
- внешний вид;
- геометрические размеры в свободном состоянии;
- качество антикоррозионного покрытия.
б) для пружин:
- контрольная высота H1 при номинальной нагрузке Р1;
- наименьшая рабочая высота Н2 при максимальной рабочей нагрузке Р2;
- высота при соприкосновении всех витков Н3, если такая деформация предусмотрена КД;
- высота Н4, указанная в КД, после осадки по 3.8;
- жесткость пружины.
в) для торсионов и стабилизаторов:
- ребровая кривизна и неплоскостность у пластинчатого торсиона;
- качество сварного шва;
- параметры, характеризующие упругость.
3.4 Отклонение размеров пружин от номинальных не должно превышать:
- наружного диаметра D ± 0,8 %;
- полного числа витков n1 ± 0,125.
3.5 В случае плоских торцов пружины длина плоской части должна быть не менее 0,7 витка.
3.6 Отклонение оси пружины от перпендикулярности к опорной поверхности не должно превышать 3 % высоты пружины в свободном состоянии.
3.7 Пружины должны быть подвергнуты трехкратной осадке до соприкосновения витков или до высоты Н4, указанной в КД, а торсионы и стабилизаторы - трехкратной закрутке на предельно допустимый угол α3.
При последующей осадке пружины или закрутке торсиона и стабилизатора на те же величины остаточная деформация и трещины должны отсутствовать.
4 Правила приемки
4.1 Изготовленные цилиндрические винтовые пружины, торсионы, стабилизаторы подвески (далее в разделе - изделия) до их отгрузки, передачи или продажи потребителю подлежат приемке с целью удостоверения их годности для использования в соответствии с требованиями, установленными в настоящем стандарте и в КД, договорах, контрактах (далее в разделе - нормативная и техническая документация).
4.2 Для контроля качества и приемки изготовленные изделия подвергают:
- приемке (контролю) службой технического контроля (СТК);
- периодическим испытаниям;
- типовым испытаниям (при внесении предлагаемых изменений в конструкцию выпускаемых изделий и (или) технологию их изготовления).
4.3 Приемка СТК и периодические испытания в совокупности должны обеспечивать достоверную проверку всех свойств выпускаемых изделий, подлежащих контролю на соответствие требованиям нормативной и технической документации.
4.4 Применяемые при испытаниях и контроле средства измерений и контроля должны быть поверены, а испытательное оборудование - аттестовано в установленном порядке в соответствии с ГОСТ Р 8.568.
4.5 Результаты испытаний и контроля единиц изделия считают положительными, а единицы изделия - выдержавшими испытания, если они испытаны в объеме и последовательности, которые установлены для данной категории испытаний (контроля), а результаты подтверждают соответствие испытуемых единиц изделия заданным требованиям.
4.6 Результаты испытаний единиц изделия считают отрицательными, а единицы изделия - не выдержавшими испытания, если по результатам испытаний будет установлено несоответствие единицы изделия хотя бы одному требованию, установленному в нормативной и технической документации для проводимой категории испытаний.
4.7 Приемка изделий службой технического контроля
4.7.1 Изготовленные изделия должны быть приняты СТК предприятия-изготовителя согласно технологическому процессу и должны иметь ее приемочное клеймо.
Объем (состав необходимых проверок) и последовательность проведения контроля, а также места и тип клеймения СТК должны быть установлены в технической документации предприятия-разработчика.
4.7.2 Основанием для принятия решения о приемке единиц (партий) изделий СТК являются положительные результаты предшествующих периодических испытаний, проведенных в установленные сроки.
4.7.3 Правила отбора образцов:
а) предъявление изделий на приемку СТК осуществляют поштучно либо партиями, что отражают в предъявительском документе, оформляемом в порядке, принятом у изготовителя. Партией считают изделия одного варианта конструкции (модели, модификации, вариантного исполнения, комплектации), изготовленные за одну смену;
б) образцы изделий, предъявляемые на приемку СТК, должны быть укомплектованы в соответствии с требованиями нормативной и технической документации;
в) в процессе контроля СТК не допускается подстраивать (регулировать) образцы изделий и заменять входящие в них сменные элементы, если это не предусмотрено специальными требованиями нормативной и технической документации.
4.7.4 Приемку СТК проводят методом сплошного или выборочного контроля.
При выборочном контроле рекомендуется применять процедуры выборочного контроля по ГОСТ Р ИСО 2859-1. При этом значения объема выборки и приемлемого уровня качества (AQL) должны назначаться из установленных в ГОСТ Р ИСО 2859-1 для одноступенчатого плана при нормальном контроле с приемочным числом Ас = 0 и браковочным числом Re = 1.
Принятый метод контроля (сплошной или выборочный), объем выборки и приемлемый уровень качества (AQL) должны быть установлены в технических условиях на изделие.
4.7.5 Приемку изделий СТК приостанавливают в следующих случаях:
- изделия не выдержали периодических испытаний;
- обнаружены нарушения выполнения технологического процесса (в том числе обнаружены несоответствия установленным требованиям средств испытаний и контроля), приводящие к неисправимым дефектам изделий.
Примечания
1 Приемку изделий могут приостанавливать также в других случаях по усмотрению предприятия-изготовителя, что рекомендуется отражать в документации, действующей у предприятия-изготовителя, в соответствии с действующей на предприятии системой менеджмента качества.
2 В случае приостановки приемки изделий изготовление и проводимую техническую проверку (или приемку) деталей и сборочных единиц, не подлежащих самостоятельной поставке, разрешается продолжать (кроме тех, дефекты которых являются причиной приостановки приемки).
4.7.6 Решение о возобновлении приемки изделий СТК принимает руководство предприятия-изготовителя после устранения причин приостановки приемки и оформления соответствующего документа.
Если приемка изделий была приостановлена вследствие отрицательных результатов периодических испытаний, то решение о возобновлении приемки принимают после выявления причин возникновения дефектов, их устранения и получения положительных результатов повторно проводимых периодических испытаний.
4.7.7 Изделия, принятые СТК, подлежат отгрузке или передаче на ответственное хранение. Изготовитель должен обеспечить сохранение качества изделий после приемки СТК вплоть до доставки к месту назначения, если это определено условиями договора (контракта).
4.8 Правила проведения периодических испытаний
4.8.1 Периодические испытания проводят для периодического подтверждения качества изделий и стабильности технологического процесса в установленный период с целью подтверждения возможности продолжения изготовления изделий по действующей конструкторской и технологической документации и продолжения ее приемки СТК.
Объем (состав необходимых проверок) и последовательность проведения испытаний должны быть установлены в технической документации предприятия-разработчика.
4.8.2 Периодические испытания проводит изготовитель с привлечением, при необходимости, других заинтересованных сторон, в том числе представителей потребителя.
4.8.3 Периодические испытания проводят не реже одного раза в квартал.
Календарные сроки проведения периодических испытаний устанавливают в графиках, которые составляет предприятие-изготовитель.
В графике указывают: место и сроки проведения испытаний, сроки оформления документации по результатам испытаний.
Графики оформляют в соответствии с порядком, принятым на предприятии-изготовителе.
4.8.4 Правила отбора образцов:
а) образцы изделий для проведения очередных периодических испытаний отбирают, как правило, из числа единиц изделий, изготовленных за одну смену производственного цикла, предшествующую очередным испытаниям, и прошедших приемку СТК;
б) образцы изделий, предъявляемые на периодические испытания, должны быть укомплектованы в соответствии с требованиями нормативной и технической документации;
в) в процессе периодических испытаний не допускается подстраивать (регулировать) образцы изделий и заменять входящие в них сменные элементы, если это не предусмотрено специальными требованиями нормативной и технической документации;
г) отбор изделий оформляют документально в порядке, установленном предприятием-изготовителем.
4.8.5 Периодические испытания проводят методом выборочного контроля. Система, схема и план приемочного контроля, включая объем выборки, устанавливаются предприятием-изготовителем в технических условиях на изделие.
Рекомендуемые системы, схемы и планы статистического приемочного выборочного контроля - по ГОСТ Р ИСО/ТО 8550-1. Общие требования к организации и нормативно-методическому обеспечению статистического приемочного контроля - по ГОСТ Р 50779.30.
4.8.6 При получении положительных результатов периодических испытаний качество изделий контролируемого периода считается подтвержденным по показателям, проверяемым в составе периодических испытаний. Также считается подтвержденной возможность дальнейшего изготовления и приемки изделий (по той же документации, по которой изготовлены изделия, подвергнутые данным периодическим испытаниям) до получения результатов очередных (последующих) периодических испытаний, проведенных с соблюдением установленных норм периодичности.
Примечание - При условии применения единого технологического процесса для изготовления вариантов конструкций (комплектаций и вариантных исполнений) базовой модели (или модификации базовой модели) изделия допускается положительные результаты периодических испытаний образцов базовой модели (или модификации базовой модели) распространять на совокупность вариантов конструкций (комплектации и вариантные исполнения).
4.8.7 Если образцы изделий не выдержали периодических испытаний, то приемку изделий СТК и их отгрузку потребителю приостанавливают до выявления причин возникновения дефектов, их устранения и получения положительных результатов повторных периодических испытаний.
Предприятие-изготовитель должно проанализировать результаты периодических испытаний для выявления причин появления и характера дефектов, составить перечень дефектов и мероприятий по устранению дефектов и (или) причин их появления, который оформляют в порядке, принятом на предприятии-изготовителе.
4.8.8 Если данные проведенного анализа показывают, что обнаруженные дефекты существенно снижают технические характеристики изделий, а также могут привести к причинению вреда для жизни, здоровья и имущества граждан и окружающей среды, то все принятые (но неотгруженные) изделия, в которых могут быть подобные дефекты, возвращают на доработку (замену), а по всем принятым и отгруженным изделиям, в которых могут быть подобные дефекты, принимают решение, не противоречащее интересам потребителей.
4.8.9 Повторные периодические испытания проводят в полном объеме периодических испытаний на доработанных (или вновь изготовленных) образцах изделий после устранения дефектов.
К моменту проведения повторных периодических испытаний должны быть представлены материалы, подтверждающие устранение дефектов, выявленных при периодических испытаниях, и принятие мер по их предупреждению.
В технически обоснованных случаях в зависимости от характера дефектов повторные периодические испытания допускается проводить по сокращенной программе, включая только те виды испытаний, при проведении которых обнаружено несоответствие изделий установленным требованиям, а также виды, по которым испытания не проводились.
4.8.10 При положительных результатах повторных периодических испытаний приемку изделий СТК и их отгрузку потребителю возобновляют.
4.8.11 При получении отрицательных результатов повторных периодических испытаний предприятие-изготовитель принимает решение о прекращении приемки изделий, изготовленных по той же документации, по которой изготовлялись единицы изделий, не подтвердившие качество изделий за установленный период, и о мерах по отгруженным (реализованным) изделиям.
В случае невозможности устранения изготовителем причин выпуска изделий с дефектами, которые могут принести вред здоровью и имуществу граждан и окружающей среде, такие конструкции изделий снимаются с производства.
4.8.12 Решение об использовании образцов изделий, подвергавшихся периодическим испытаниям, принимают руководство предприятия-изготовителя и потребитель на взаимоприемлемых условиях, руководствуясь условиями договоров на поставку изделий и рекомендациями соответствующих правовых актов.
4.9 Правила проведения типовых испытаний
4.9.1 Типовые испытания изделий проводят с целью оценки эффективности и целесообразности предлагаемых изменений в конструкции или технологии изготовления, которые могут повлиять на технические характеристики изделий, связанные с безопасностью для жизни, здоровья или имущества граждан, или на соблюдение условий охраны окружающей среды, или могут повлиять на эксплуатацию изделий, в том числе на важнейшие потребительские свойства изделий.
4.9.2 Необходимость внесения изменений в конструкцию изделий или технологию их изготовления и проведения типовых испытаний определяет держатель подлинников КД на изделия (далее по тексту - разработчик изделия) с учетом действия и защиты авторского права.
4.9.3 Типовые испытания проводит предприятие-изготовитель или по договору с ним и при его участии испытательная (сторонняя) организация с участием, при необходимости, представителей разработчика изделия, потребителя, природоохранных органов и других заинтересованных сторон.
4.9.4 Типовые испытания проводят по разработанным разработчиком изделия программе и методикам, которые в основном должны содержать:
- необходимые проверки из состава периодических испытаний;
- требования по количеству образцов, необходимых для проведения типовых испытаний;
- указание об использовании образцов, подвергнутых типовым испытаниям.
В программу типовых испытаний, при необходимости, могут быть включены также специальные испытания (например, сравнительные испытания образцов изделий, изготовленных без учета и с учетом предлагаемых изменений, а также испытания из состава проводившихся испытаний опытных образцов изделий или испытаний, проводившихся при постановке изделий на производство).
Объем испытаний и контроля, включаемых в программу, должен быть достаточным для оценки влияния вносимых изменений на характеристики изделий, в том числе на ее безопасность, на взаимозаменяемость и совместимость, на ремонтопригодность, на производственную и эксплуатационную технологичность, а также на утилизируемость изделий.
4.9.5 Программу и методики (при отсутствии стандартизованных) типовых испытаний разрабатывает разработчик изделий, который в установленном порядке утверждает конструкторскую или технологическую документацию на изделия.
4.9.6 Типовые испытания проводят на образцах изделий, изготовленных с внесением в конструкцию или технологию изготовления предлагаемых изменений.
4.9.7 Результаты типовых испытаний считают положительными, если полученные фактические данные по всем видам проверок, включенных в программу типовых испытаний, свидетельствуют о достижении требуемых значений показателей изделий (технологического процесса), оговоренных в программе и методике, и достаточны для оценки эффективности (целесообразности) внесения изменений.
4.9.8 Если эффективность и целесообразность предлагаемых изменений конструкции (технологии изготовления) подтверждены положительными результатами типовых испытаний, то эти изменения вносят в документацию на изделия в соответствии с установленным порядком.
4.9.9 Если эффективность и целесообразность предлагаемых изменений не подтверждены положительными результатами типовых испытаний, то эти изменения в соответствующую утвержденную и действующую документацию на продукцию не вносят и принимают решение по использованию образцов изделий, изготовленных для проведения типовых испытаний (в соответствии с требованиями программы испытаний).
4.10 Отчетность о результатах испытаний
4.10.1 Результаты каждого испытания, проведенного испытательной лабораторией (далее - лаборатория), должны быть оформлены точно, четко, недвусмысленно и объективно.
Примечание - Под «испытательной лабораторией» в настоящем стандарте подразумеваются предприятия (организации), центры, специальные лаборатории, подразделения предприятий (организаций), являющиеся первой, второй или третьей стороной и осуществляющие испытания, которые, в том числе, составляют часть контроля при производстве и сертификации продукции.
4.10.2 Результаты испытаний оформляют протоколом испытаний, в котором указывают всю информацию, необходимую для толкования результатов испытаний.
а) наименование документа - «Протокол испытаний»;
б) вид испытаний (периодические, типовые и др.);
в) уникальную идентификацию протокола испытаний (например, серийный номер), а также идентификацию на каждой странице, чтобы обеспечить признание страницы как части протокола испытаний;
г) нумерацию страниц с указанием общего числа страниц;
д) наименование и адрес лаборатории, а также место проведения испытаний, если оно не находится по адресу лаборатории;
е) наименование и адрес изготовителя испытываемого изделия;
ж) идентификацию используемого метода;
з) описание, состояние и недвусмысленную идентификацию испытываемого изделия (модель, тип, марка и т.п.);
и) дату получения изделия, подлежащего испытаниям, если это существенно для достоверности и применения результатов, а также дату проведения испытаний;
к) ссылку на метод отбора образцов, используемый лабораторией, если он имеет отношение к достоверности и применению результатов;
л) результаты испытаний с указанием (при необходимости) единиц измерений;
м) имя, должность и подпись лица, утвердившего протокол испытаний;
н) при необходимости указание на то, что результаты относятся только к изделиям, прошедшим испытания.
Примечание - Лабораториям рекомендуется делать запись в протоколе испытаний или прилагать заявление о том, что протокол испытаний не может быть полностью или частично воспроизведен без письменного разрешения лаборатории.
4.10.4 В дополнение к требованиям, перечисленным в 4.10.3, протоколы испытаний должны, если это необходимо для толкования результатов испытаний, включать следующее:
а) отклонения, дополнения или исключения, относящиеся к методу испытаний, а также информацию о специальных условиях испытаний, таких как условия окружающей среды;
б) указание на соответствие/несоответствие требованиям и/или техническим условиям;
в) мнения и толкования, которые могут, в частности, касаться следующего:
- мнения о соответствии/несоответствии результатов требованиям;
- рекомендаций по использованию результатов;
- мнения по улучшению образцов.
4.10.5 В дополнение к требованиям, приведенным в 4.10.3 и 4.10.4, протоколы испытаний, содержащие результаты отбора образцов, должны включать, если это необходимо для толкования результатов испытаний, следующее:
- дату отбора образцов;
- однозначную идентификацию изделий, образцы которых отбирались (включая, при необходимости, наименование производителя, обозначение модели или типа и серийные номера);
- место, где проводился отбор образцов, включая любые графики, эскизы или фотографии;
- ссылку на план и процедуры отбора образцов;
- подробное описание условий окружающей среды во время проведения отбора образцов, которые могут повлиять на истолкование результатов испытаний;
- ссылку на любой стандарт или другую нормативную и техническую документацию, касающиеся метода или процедуры отбора образцов, а также отклонения, дополнения или исключения из соответствующей нормативной и технической документации.
4.10.6 Рекомендуемая форма протокола испытаний приведена в приложении А:
- форма А.1 - для пружин;
- форма А.2 - для торсионов и стабилизаторов.
4.10.7 По результатам испытаний (периодических, типовых и др.) также оформляют акт. Рекомендуемые формы актов испытаний приведены в приложении А (формы А.3 и А.4).
5 Методы испытаний
5.1 Для испытаний предъявляют:
- полный комплект КД, содержащий спецификации, сборочные чертежи и чертежи деталей;
- технические условия (ТУ) на конкретные изделия или техническое описание.
5.2 Методы испытаний пружин
5.2.1 Контроль размеров в ненагруженном состоянии:
- диаметр прутка;
- наружный диаметр пружины;
- число витков;
- отклонение оси пружины от перпендикулярности;
- свободная высота.
5.2.2 Определение остаточной деформации.
5.2.2.1 Определение контрольной высоты при номинальной нагрузке.
5.2.2.2 Определение жесткости.
5.2.3 При наружном осмотре проверяют наличие поверхностных дефектов, снижающих долговечность пружин: трещин, царапин, раковин или неровностей, а также других дефектов механического происхождения. Проверяется также наличие дробенаклепа и защитного антикоррозионного покрытия.
5.2.4 Контроль геометрических размеров пружин в ненагруженном состоянии.
5.2.4.1 Наружный диаметр пружины. Измерение проводят на верхнем и нижнем полных витках и в середине между ними. Проводят по два замера во взаимно перпендикулярных плоскостях.
5.2.4.2 Полное число витков.
5.2.4.3 Отклонение оси пружины от перпендикулярности к опорной поверхности.
5.2.4.4 Свободная высота пружины. Проводят по два замера во взаимно перпендикулярных плоскостях.
5.2.5 Измерение твердости - по Роквеллу в трех точках во взаимно перпендикулярных плоскостях.
5.2.6 Измерение параметров пружины под нагрузкой.
5.2.6.1 Измерение производят на пружинах, подвергнутых осадке в соответствии с 3.8.
Измерение проводят на стенде, обеспечивающем возможность нагружения пружины силой, направленной вдоль оси пружины. Стенд должен быть оборудован датчиком перемещения и силоизмерительным устройством, обеспечивающим возможность определения характеристики пружины. Точность определения силы - 5 %, перемещения - 1 мм.
5.2.6.2 Для определения остаточной деформации перед нагружением пружины измеряют ее высоту (фиксируют положение штока стенда).
Пружину подвергают трехкратной осадке до соприкосновения витков или до высоты Н4, указанной в КД. После снятия нагрузки вновь измеряют высоту свободной пружины (фиксируют новое положение поршня). Разница измерений (показаний датчика) определяет осадку пружины. Измерения проводят линейкой или по показаниям датчика. Точность измерения - 1 мм.
5.2.6.3 Для определения контрольной высоты пружины H1 при номинальной нагрузке Р1 фиксируют положение поршня при нагрузке Р1 и измеряют расстояние между поршнем и нижним торцом пружины (контроль нагрузки проводят по показаниям датчика силоизмерительного устройства). Измерения проводятся линейкой. Точность измерения высоты пружины ±1 мм, усилие - 5 % от измеряемой величины.
5.2.6.4 При линейной упругой характеристике пружины ее жесткость определяют в интервале ±25 мм от прогиба при номинальной нагрузке (приложение Б).
Характеристику пружины определяют при непрерывном ее нагружении с записью перемещения штока стенда и усилия на нем. Допускается ступенчатое нагружение пружины.
5.2.6.5 При нелинейной упругой характеристике пружины определяют зависимость жесткости пружины от величины прогиба (приложение В).
5.3 Методы испытаний торсионов и стабилизаторов
5.3.1 Контроль геометрических размеров
Измеряют полную и рабочую длину торсиона, ширину пластинчатого торсиона и высоту сварного шва. При цилиндрическом торсионе измеряют его диаметр.
Замер диаметра производят в трех местах, расположенных равномерно по длине торсиона.
Замер диаметра, ширины и высоты сварного шва производят штангенциркулем. Точность измерения - 0,1 мм.
Измерение полной длины торсиона производится линейкой с точностью 0,5 мм.
5.3.1.3 Проверка качества термообработки
Измерение твердости по Роквеллу производят в трех местах, расположенных равномерно по длине торсиона.
5.3.1.4 Определение остаточной деформации после закручивания.
Торсион закрепляют в местах, указанных в КД, и подвергают действию закручивающего момента. Место приложения момента и его величина или заданный угол закручивания должны соответствовать КД.
Для торсионов, использующихся в качестве стабилизаторов, в случае отсутствия в КД указаний о величине момента или угла закручивания, предельный угол должен составлять 15° (при этом напряжение кручения не должно превышать 65 кН/см2).
Величина остаточной деформации после снятия нагрузки при повторном нагружении должна соответствовать требованиям КД, при отсутствии в КД требований остаточная деформация должна отсутствовать.
5.3.1.5 Определение параметров, характеризующих упругость (угловая жесткость, угол закручивания при заданном моменте или момент, необходимый для закручивания на заданный угол), проводят на оборудовании и по методикам, аналогичным применяемым при определении остаточной деформации. Показатели, характеризующие упругость, должны соответствовать КД.
5.3.1.6 Определение остаточной деформации и параметров, характеризующих упругость торсиона, производят на стенде для испытаний рессор (ГОСТ Р 51585) или на стенде для испытаний карданных валов (ГОСТ Р 52430), аттестованных в установленном порядке.
Указанные стенды должны быть оборудованы силоизмеряющими устройствами и датчиками, позволяющими фиксировать прилагаемый момент и угол закручивания.
Для торсионов малой жесткости может применяться также устройство, имитирующее опоры и заделку торсиона на автотранспортном средстве, с созданием момента гирями или динамометрами.
6 Гарантии изготовителя
6.1 Изготовитель гарантирует соответствие пружин и торсионов требованиям настоящего стандарта при соблюдении условий эксплуатации и требований по уходу, изложенных в руководстве по эксплуатации автотранспортных средств (АТС).
6.2 Гарантийный срок эксплуатации и гарантийная наработка пружин и торсионов должны соответствовать гарантийному сроку и гарантийной наработке АТС, на котором они установлены.
Приложение А
(рекомендуемое)
Типовые формы документов, оформляемых в процессе испытаний
Форма А.1 - Протокол испытаний пружины подвески
|
Лист 1 Всего листов 3
Протокол _______________ испытаний вид испытаний № ____ от ___________ 20__ г. 1 Испытываемое изделие ____________________________________________________ наименование и чертежное обозначение, идентификационный _________________________________________________________________________ номер изделия 2 Предприятие - изготовитель испытываемого изделия __________________________ _________________________________________________________________________ наименование и адрес 3 Испытательная лаборатория _______________________________________________ _________________________________________________________________________ наименование и адрес 4 Дата поступления образцов на испытания ____________________________________ 5 Количество испытываемых образцов ________________________________________ 6 Дата проведения испытаний _______________________________________________ 7 Технические требования ___________________________________________________ наименование документа 8 Методы испытаний _______________________________________________________ наименование документа |
______________
* Предприятие (организация), испытательный центр, специальная лаборатория, подразделение предприятия (организации) и т.п., осуществляющие испытания.
|
Лист 2 Всего листов 3 Продолжение протокола ______________________________ испытаний вид испытаний № _____ от ______________________ 20__ г. 9 Результаты испытаний: |
||||
|
9.1 Диаметр прутка, мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.2 Наружный диаметр, мм, при прогибе ... мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.3 Полное число витков |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.4 Отклонение оси пружины от перпендикулярности, град. |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.5 Свободная высота, мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.6 Остаточная деформация, мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.7 Контрольная высота пружины, мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
9.8 Жесткость пружины, кН/см, при прогибе ... мм |
Результат испытания |
Требования КД |
||
|
Пружина |
1 2 3 4 |
|||
|
Лист 3 Всего листов 3 Продолжение протокола _____________________ испытаний вид испытаний № ____ от ________________ 20 г. 10 Заключение ____________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Испытания провел (должностное лицо): _____________________ __________________________ _______________________ должность личная подпись инициалы, фамилия Дата _____________________ |
Форма А.2 - Протокол испытаний торсиона или стабилизатора
|
Лист 1 Всего листов 2
Протокол _______________ испытаний вид испытаний № ____ от ___________ 20__ г. 1 Испытываемое изделие ___________________________________________________ наименование и чертежное обозначение, идентификационный _________________________________________________________________________ номер изделия 2 Предприятие - изготовитель испытываемого изделия __________________________ _________________________________________________________________________ наименование и адрес 3 Испытательная лаборатория _______________________________________________ _________________________________________________________________________ наименование и адрес 4 Дата поступления образцов на испытания ____________________________________ 5 Количество испытываемых образцов ________________________________________ 6 Дата проведения испытаний _______________________________________________ 7 Технические требования __________________________________________________ наименование документа 8 Методы испытаний ______________________________________________________ наименование документа |
______________
* Предприятие (организация), испытательный центр, специальная лаборатория, подразделение предприятия (организации) и т.п., осуществляющие испытания.
|
Лист 2 Всего листов 2 Продолжение протокола _____________________ испытаний вид испытаний № ____ от ________________ 20 г. 9 Результаты испытаний:
10 Заключение ____________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Испытания провел (должностное лицо): _____________________ __________________________ _______________________ должность личная подпись инициалы, фамилия Дата _____________________ |
||||||||||||||||||||||||||||||
Форма А.3 - Акт о результатах периодических испытаний
|
Лист 1 Всего листов 1
АКТ № ____ № ____ от ___________ 20__ г. 1 Испытанное изделие ______________________________________________________ наименование и чертежное обозначение, идентификационный номер _________________________________________________________________________ изделия 2 Предприятие - изготовитель изделия ________________________________________ наименование и адрес 3 Результаты испытаний ____________________________________________________ положительный или отрицательный результат в целом; при отрицательном _________________________________________________________________________ результате перечисляют выявленные дефекты или приводят ссылки на перечень дефектов 4 Заключение _____________________________________________________________ выдержали или не выдержали изделия периодические испытания 5 Акт составлен на основании Протокола периодических испытаний № ___ от «__» _________ 20__ г. Данные результаты периодических испытаний распространяются на продукцию, выпускаемую до ___________ месяц, год Акт составил (должностное лицо): _____________________ __________________________ _______________________ должность личная подпись инициалы, фамилия Дата _____________ |
Форма А.4 - Акт о результатах типовых испытаний
|
Лист 1 Всего листов 1
АКТ
№ _____ № ____ от ___________ 20__ г. 1 Испытанное изделие ______________________________________________________ наименование и чертежное обозначение, идентификационный номер ______________________________, изготовленное ______________________________ изделия месяц и год изготовления 2 Предприятие - изготовитель изделия ________________________________________ наименование и адрес 3 Цель испытаний: оценка эффективности и целесообразности предлагаемых изменений ________________________________________________________________ __________________________________________________________________________ внесенные изменения 4 Результаты испытаний ____________________________________________________ положительный или отрицательный результат в целом; _________________________________________________________________________ при наличии отрицательных результатов их перечисляют 5 Заключение _____________________________________________________________ соответствует (не соответствует) образец изделий требованиям программы _________________________________________________________________________ испытаний; подтверждена (не подтверждена) целесообразность внесения предлагаемых изменений в конструкцию, _________________________________________________________________________ в технологический процесс изготовления 6 Акт составлен на основании Протокола типовых испытаний № ______ от «__» ______________ 20__ г. Акт составил (должностное лицо): _____________________ __________________________ _______________________ должность личная подпись инициалы, фамилия Дата _____________ |
Приложение Б
(справочное)
Линейная упругая характеристика пружины
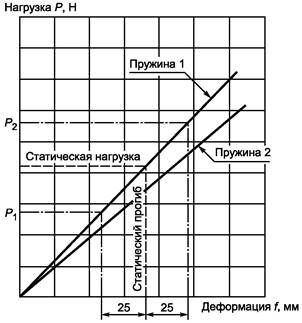
Жесткость С = (Р2 - P1)/50 Н/мм
Приложение В
(справочное)
Нелинейная упругая характеристика пружины
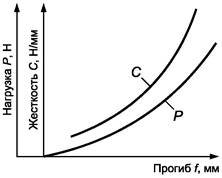
Жесткость пружины С, Н/мм, определяют, как минимум, в пяти точках зависимости нагрузки Р от прогиба f как производную dP/df.
Ключевые слова: автомобильные транспортные средства, винтовые пружины, торсионы, торсионные стабилизаторы, упругость, жесткость