 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

Изделия крепежные
ДЕФЕКТЫ ПОВЕРХНОСТИ
Часть 1
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ
ОБЩЕГО
НАЗНАЧЕНИЯ
ISO 6157-1:1988
Fasteners - Surface discontinuities - Part 1: Bolts, screws, and studs for
general
requirements
(IDT)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 декабря 2009 г. № 688-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6157-1:1988 «Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения» (ISO 6157-1:1988 «Fasteners - Surface discontinuities - Part 1: Bolts, screws and studs for general requirements»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р ИСО 6157-1-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Изделия крепежные ДЕФЕКТЫ ПОВЕРХНОСТИ Часть 1 БОЛТЫ, ВИНТЫ И ШПИЛЬКИ ОБЩЕГО НАЗНАЧЕНИЯ Fasteners. Surface
discontinuities. Part 1. |
Дата введения - 2011-01-01
1 Область применения
1.1 Настоящий стандарт устанавливает допустимые предельные значения для различных типов дефектов поверхности болтов, винтов и шпилек общего назначения:
- с номинальным диаметром резьбы не менее 5 мм;
- классов точности А и В;
- классов прочности до 10.9 включительно, если иначе не определено соответствующими стандартами на продукцию или соглашением между изготовителем и заказчиком.
1.2 Допустимые предельные значения дефектов поверхности болтов, винтов и шпилек специального назначения (например, для автоматической сборки) установлены в ИСО 6157-3. Для дефектов поверхностей болтов, винтов и шпилек машиностроительного назначения необходимо проводить более тщательный контроль, который определен соответствующими стандартами на продукцию, или заказчик должен сам определить допустимые пределы приемки в заявке и при заказе на поставку.
1.3 Для изделий, в которых обнаружены допустимые дефекты поверхности, приведенные в разделе 3, должны выполняться требования к минимальным значениям механических и функциональных свойств, указанных в ИСО 898-1.
Примечания
1 Рисунки в разделе 3 представлены как примеры; соответственно они также относятся и к другим типам болтов, винтов и шпилек.
2 На некоторых рисунках дефекты поверхности преувеличены для более наглядного их иллюстрирования.
2 Нормативные ссылки
Следующие ниже нормативные документы содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных документов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих документов.
ИСО 468 Шероховатость поверхности. Параметры, их значения и общие правила установления технических требований (ISO 468, Surface roughness - Parameters, their values and general rules for specifying requirements)
ИСО 898-1 Изделия крепежные. Механические свойства. Часть 1. Болты, винты и шпильки (ISO 898-1, Mechanical properties of fasteners - Part 1: Bolts, screws and studs)
ИСО 2859 Методы выборочного контроля и таблицы с атрибутами для контроля (ISO 2859, Sampling procedures and tables for inspection by attributes)
ИСО 3269 Изделия крепежные. Приемочный контроль (ISO 3269, Fasteners - Acceptance inspection)
3 Типы, причины образования, внешний вид дефектов поверхности и допустимые предельные значения
3.1 Трещины
Трещина - это чистый (кристаллический) разрыв, проходящий вдоль или поперек границ зерен, и может быть следствием включения инородных элементов.
Трещины обычно являются результатом перенапряжения металла во время штамповки или других формообразующих операций, или во время термообработки. В том случае, когда детали подвергаются значительному нагреву, трещины обычно обесцвечиваются окалиной.
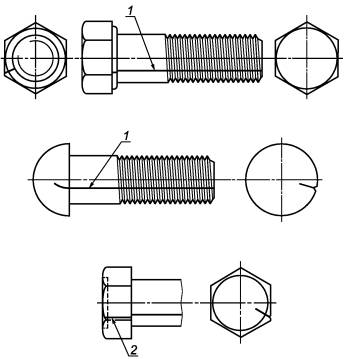
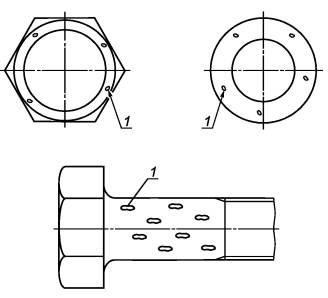
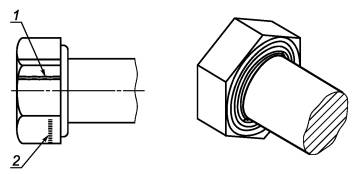
3.1.1 Трещины напряжения
|
Причина образования |
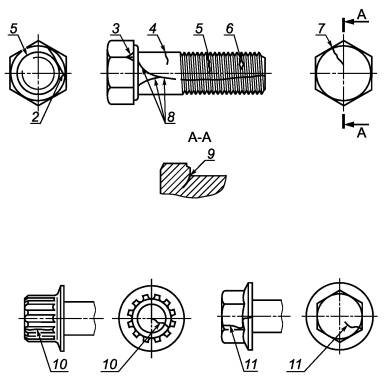
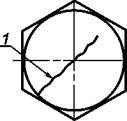
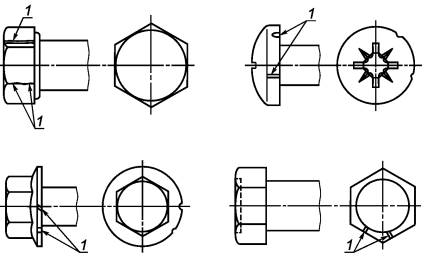
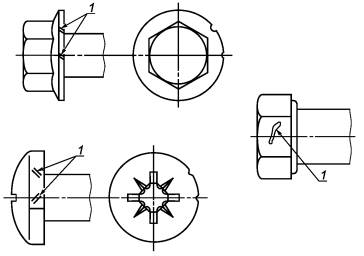
Трещины напряжения могут появиться в процессе термической обработки вследствие высоких термических напряжений и напряжений преобразования структуры. Трещины напряжения обычно располагаются произвольно на поверхности крепежного изделия. |
|
Внешний вид |
|
|
1 - круговая трещина напряжения на радиусе под головкой; 2 - трещина напряжения на опорной шайбе и на всю ее толщину; 3 - трещина напряжения на ребре головки; 4 - трещина напряжения в поперечном направлении; 5 - трещина напряжения во впадине резьбы; 6 - трещина напряжения на вершине резьбы; 7 - трещина напряжения на торце головки, обычно имеющая продолжение на стержне или боковой поверхности головки; 8 - трещины напряжения в продольном направлении; 9 - трещина напряжения с радиальным проникновением внутрь радиуса под головкой; 10 - трещина напряжения в дне канавки; 11 - трещина напряжения |
|
|
Допустимое предельное значение |
Трещины напряжения любой глубины, любой длины или в любом местоположении не допускаются. |
3.1.2 Штамповочные трещины
|
Причина образования |
Штамповочные трещины могут возникать при отрезке или при штамповке; они расположены на торце головки винтов и болтов и на кромках углубления в головке болтов и винтов. |
|
Внешний вид |
1 - штамповочная трещина на головке |
|
Допустимое предельное значение |
Длина l штамповочной трещины не должна превышать d1). Глубина или ширина b штамповочной трещины не должна превышать 0,04d __________ 1) d- номинальный диаметр резьбы. |
|
Причина образования |
Рванины могут возникать, например, во время штамповки на гранях или углах головок болтов и винтов, на фланцевых или круглых головках изделий или на кромках углубления в головке болтов и винтов. |
|
Внешний вид |
1 - рванина |
|
Допустимое предельное значение |
Болты и винты с шестигранной головкой Рванины на гранях шестигранника болтов и винтов не должны распространяться дальше, чем до фаски на торце головки (окружность плоскости подрезки), и не должны заходить на опорную поверхность головки. Рванины на ребрах шестигранника не должны уменьшать диаметр описанной окружности ниже установленного минимального значения. Рванины на кромках углублений болтов и винтов не должны иметь ширину более 0,06d1) или иметь глубину более чем глубина углубления. |
|
Болты и винты с круглой головкой Фланцы болтов и винтов и кромки круглых головок изделий могут иметь рванины, но ширина их не должна превышать следующие пределы: - если имеется только одна рванина, то ее ширина не должна превышать 0,08dc2); - если имеются две рванины и больше, то их ширина не должна превышать 0,04dc, одна из них может иметь ширину, не превышающую 0,08dc. 1) d - номинальный диаметр резьбы. 2) dc - диаметр головки или фланца. |
3.1.4 Трещины сдвига
|
Причина образования |
Трещины сдвига могут возникать, например, при штамповке, чаще всего на кромках круглых или фланцевых головок болтов и винтов, они располагаются приблизительно под углом 45° к оси изделия. Трещины сдвига могут также возникать на гранях шестигранных головок болтов и винтов. |
|
Внешний вид |
1 - трещина сдвига |
|
Допустимое предельное значение |
Болты и винты с шестигранной головкой Трещины сдвига на гранях шестигранника болтов и винтов не должны распространяться дальше, чем до фаски на торце головки (окружность плоскости подрезки) и не должны заходить на опорную поверхность головки. Трещины сдвига на ребрах шестигранника не должны уменьшать диаметр описанной окружности ниже установленного минимального значения. Трещины сдвига на кромках углублений болтов и винтов не должны иметь ширину более 0,06d1) или иметь глубину более чем глубина углубления. Болты и винты с круглой головкой Фланцы болтов и винтов и кромки круглых головок изделий могут иметь трещины сдвига, но ширина их не должна превышать следующие пределы: - если имеется только одна трещина сдвига, то ее ширина не должна превышать 0,08dc2); - если имеются две трещины сдвига и больше, то их ширина не должна превышать 0,04dc, одна из них может иметь ширину, не превышающую 0,08dc. __________ 1) d - номинальный диаметр резьбы. 2) dc - диаметр головки или фланца. |
3.2 Раскатанные пузыри
Раскатанный пузырь - это узкая обычно прямая или плавно изогнутая линия дефекта, проходящая в продольном направлении по резьбе, стержню или головке.
|
Причина образования |
Раскатанные пузыри являются дефектами исходного материала, из которого изготовляют крепежные изделия. |
|
Внешний вид |
1 - раскатанный пузырь, представляющий собой прямую или плавно изогнутую линию дефекта, проходящую в продольном направлении; 2 - раскатанный пузырь |
|
Допустимое предельное |
Глубина раскатанных пузырей не должна превышать 0,03d1). Если раскатанные пузыри проходят по головке, то они не должны превышать допустимые предельные значения для ширины и глубины, установленные для рванин (см. 3.1.3). __________ d - номинальный диаметр резьбы. |
3.3 Рябизна
Рябизна представляет собой мелкие углубления или выемки на поверхности болта или винта, появившиеся в результате незаполнения металлом в процессе штамповки или высадки.
|
Причина образования |
Рябизна возникает от следов и отпечатков стружки (срезанных заусенцев) или в результате образования ржавчины на исходном материале. Подобные дефекты не устраняются при штамповке и высадке. |
|
Внешний вид |
1 - рябизна |
|
Допустимое предельное значение |
Глубина рябизны h h не должна превышать 0,02 d1) но не более 0,25 мм. Площадь всей рябизны Общая площадь всей рябизны на опорной поверхности не должна превышать 10 % площади опорной поверхности головки. ___________ 1)d - номинальный диаметр резьбы. |
3.4 Складки
Складки представляют собой придавленные выступы металла, которые образовываются на поверхности крепежных изделий в процессе штамповки.
|
Причина образования |
Складки образуются смещением материала из-за несоответствия формы и объема за один переход штамповки. |
|
Внешний вид |
1 - допустимая складка типа «лист клевера» в зоне некруглых подголовков крепежных изделий; 2 - допустимая в месте пересечения фланца и приводной части головки; 3 - допустимая на поверхности конца болта; 4 - допустимая складка у наружного угла; 5 - недопустимая складка у внутреннего угла |
|
Допустимое предельное значение |
Складки у внутренних углов или под опорной поверхностью не допускаются, если конкретно не оговариваются в настоящем стандарте или в стандарте на изделие. Складки на внешних углах допустимы. |

3.5 Следы от инструмента
Следы от инструмента - продольные или кольцевые риски небольшой глубины.
|
Причина образования |
Следы от инструмента возникают в результате движения обрабатывающего инструмента по поверхности болта или винта. |
|
Внешний вид |
1 - следы от инструмента; 2 - допустимые следы от инструмента после снятия заусенцев |
|
Допустимое предельное значение |
Глубина следов от инструмента, полученных в результате механической обработки стержня, на галтели или опорной поверхности не должна превышать параметр шероховатости Ra = 3,2 мкм при проверке в соответствии с ИСО 468. |
3.6 Повреждения
Повреждения - это углубления на любой поверхности болта, винта или шпильки.
|
Причина образования |
Повреждения, например заусенцы, вмятины, забоины и зарубки, образуются в результате внешнего воздействия во время изготовления и перемещения болтов, винтов и шпилек, например в процессе погрузки. |
|
Внешний вид |
Невозможно установить определенную геометрическую форму, расположение и направление, они идентифицируются как результат внешнего воздействия. |
|
Допустимое предельное |
Вышеуказанные дефекты не должны служить причиной браковки, за исключением тех случаев, когда они могут отрицательно сказаться на функции и применяемости крепежной детали. Заусенцы, вмятины, забоины и зарубки на первых трех витках резьбы не должны препятствовать навинчиванию проходного калибра с крутящим моментом не более 0,001 с/3, Нм. |
4 Методика контроля и оценки
Приемочный контроль проводят в соответствии с ИСО 3269. Поверхностное покрытие следует удалить перед проверкой, если оно будет мешать выявлению дефектов поверхности. Планы выборочного контроля приведены в приложении А.
4.1 Правила
Изготовитель имеет право использовать любые методы контроля, гарантирующие соответствие изделия требованиям настоящего стандарта.
При приемочном контроле заказчик может использовать метод контроля, указанный в данном разделе, для принятия решения, какое количество крепежных изделий может быть принято или забраковано. Этот метод также следует применять в спорных вопросах оценки соответствия техническим условиям, если другой метод приемки не был согласован между изготовителем и заказчиком во время оформления заказа на крепежные изделия.
Из партии должна быть отобрана случайная выборка в соответствии с таблицей 1, приведенной в приложении А, и подвергнута или визуальному контролю, или другим подходящим методом контроля, например с помощью магнитных методов или вихревых токов. Если дефектных изделий не обнаружено, то партию принимают (см. также 4.4). При обнаружении дефектных изделий из них формируется партия для осуществления последующей проверки в соответствии с процедурой, указанной в 4.3.
При обнаружении дефектной продукции с помощью методов, указанных в 4.2, из партии дефектных изделий делается повторная выборка в соответствии с таблицей 2, приведенной в приложении А. Отобранные изделия, имеющие наиболее серьезные дефекты разрезают под углом 90° через дефектный участок в том месте, где предполагается наибольшая глубина.
Если при визуальном контроле любого изделия выявлено наличие трещин напряжения в любом месте или складок на внутренних углах или под опорной поверхностью, за исключением складок типа «листа клевера», в зоне некруглых подголовков крепежных изделий, то партия должна быть забракована.
Если при разрушающих испытаниях любого изделия выявлено наличие штамповочных трещин, рванин, раскатанных пузырей, рябизны, следов от инструмента или повреждений, которые превышают допустимые предельные значения, установленные для данного типа дефекта, то партия должна быть забракована.
Приложение
А
(справочное)
План выборочного контроля для дефектов поверхности
Отбор образцов для контроля дефектов поверхности должен быть выполнен с использованием размеров выборки, приведенных в таблице 1, и методов и правил, приведенных в разделе 4.
Таблица 1 - Размер выборки для визуального контроля и неразрушающих испытаний
|
Размер партии1) N, шт. |
Размер выборки п, шт. |
|
N £ 1200 |
20 |
|
1201 £ N £ 10000 |
32 |
|
10001 £ N £ 35000 |
50 |
|
35001 £ N £ 150000 |
80 |
|
1) Размер партии - число изделий одного типа, размера и класса прочности, представленных для контроля в первый раз. Примечание - Размер выборки основывается на уровне контроля S - 4 в соответствии с ИСО 2859. |
|
Таблица 2 - Размер вторичной выборки для разрушающих испытаний
|
Размер вторичной выборки п, шт. |
|
|
N £ 8 |
2 |
|
9 £ N £ 15 |
3 |
|
16 £ N £ 25 |
5 |
|
26 £ N £ 50 |
8 |
|
51 £ N £ 80 |
13 |
|
Примечание - Размер вторичной выборки основывается на общем уровне контроля II в соответствии с ИСО 2859. |
|
Приложение
ДА
(справочное)
Сведения о соответствии ссылочных
международных стандартов ссылочным национальным
стандартам Российской Федерации и действующим
в этом качестве межгосударственным стандартам
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 468:1982 |
NEQ |
ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики» |
|
ИСО 898-1:1999 |
MOD |
ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний» |
|
ИСО 2859:1999 |
MOD |
ГОСТ Р 50779-99 (ИСО 2859:1999) «Статистические методы. Процедуры выборочного контроля по альтернативному признаку» |
|
ИСО 3269:2000 |
IDT |
ГОСТ Р ИСО 3269-2009 «Изделия крепежные. Приемочный контроль» |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
||
Ключевые слова: изделия крепежные, дефекты, поверхности, болты, винты, шпильки