 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 2336-1:1996, |

ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА
Технические условия
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2009 г. № 453-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения международных стандартов: ИСО 2336-1:1996 «Полотна ножовочные. Часть 1. Размеры ручных ножовочных полотен» (ISO 2336-1:1996 «Hacksaw blades. Part 1. Dimensions for hand blades», MOD), ИСО 2336-2:2006 «Полотна ножовочные. Часть 2. Размеры полотен машинных ножовок» (ISO 2336-2:2006 «Hacksaw blades. Part 2. Dimensions for machine blades», MOD).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 2, 4, 5, 6, в пункте 3.2, в подпункте 3.1.2, 3.1.3, приложениях А и В и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам приведены в приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 53411-2009
(ИСО 2336-1:1996,
ИСО 2336-2:2006)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА Технические условия Saw blades for metal cutting. Specifications |
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт распространяется на ручные и машинные ножовочные полотна для металла (далее - полотна).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 5406-84 Эмали НЦ-25. Технические условия
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 6631-74 Эмали марок НЦ-132. Технические условия
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23522-79 Лента холоднокатаная для ручных ножовочных полотен. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Полотна следует изготовлять типов:
1 - ручные;
2 - машинные.
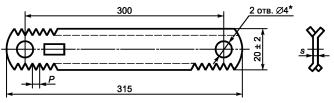
3.1.2 Основные размеры полотен должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
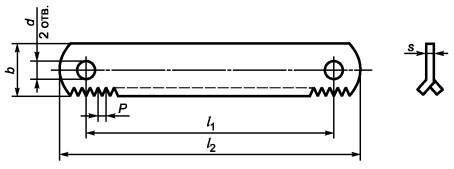
Рисунок 1
Таблица 1 - Размеры ручных полотен
Размеры в миллиметрах
|
l1 |
l2, |
b |
s |
Р |
Число зубьев |
d |
|
250 |
265 |
12,5 |
0,63 |
0,80 |
32 |
4,0 |
|
1,00 |
24 |
|||||
|
1,25 |
20 |
|||||
|
300 |
315 |
0,80 |
32 |
|||
|
1,00 |
24 |
|||||
|
1,25 |
20 |
|||||
|
1,40 |
18 |
|||||
|
1,60 |
16 |
Таблица 2 - Размеры машинных полотен
Размеры в миллиметрах
|
l1 |
l2, |
b |
s |
Р |
Число зубьев |
d |
|
300 |
330 |
25 |
1,25 |
1,8 |
14 |
8,4 |
|
2,5 |
10 |
|||||
|
1,50 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
350 |
380 |
25 |
1,25 |
1,8 |
14 |
8,4 |
|
2,5 |
10 |
|||||
|
1,50 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
30 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
2,00 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
400 |
430 |
25 |
1,50 |
1,8 |
14 |
|
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
30 |
1,8 |
14 |
||||
|
2,5 |
10 |
|||||
|
4,0 |
6 |
|||||
|
2,00 |
2,5 |
10 |
||||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
440 |
40 |
4,0 |
6 |
10,4 |
||
|
6,3 |
4 |
|||||
|
450 |
490 |
30 |
1,50 |
2,5 |
10 |
8,4 |
|
4,0 |
6 |
|||||
|
40 |
2,00 |
2,5 |
10 |
8,4; |
||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
500 |
540 |
2,5 |
10 |
10,4 |
||
|
4,0 |
6 |
|||||
|
6,3 |
4 |
|||||
|
575 |
615 |
50 |
2,50 |
4,0 |
6 |
|
|
6,3 |
4 |
|||||
|
8,5 |
3 |
|||||
|
600 |
640 |
4,0 |
6 |
10,4; |
||
|
6,3 |
4 |
|||||
|
700 |
745 |
4,0 |
6 |
|||
|
6,3 |
4 |
|||||
|
8,5 |
3 |
Пример условного обозначения ножовочного полотна длиной l1 = 300 мм, шириной b = 25 мм, толщиной s = 1,25 мм, с шагом зубьев Р = 2,5 мм:
Полотно ножовочное 300 - 25 - 1,25 - 2,5 ГОСТ Р 53411-2009
3.1.3 По заказу потребителя полотна типа 1 изготовляют с расположением зубьев с двух сторон в соответствии с приложением А.
3.2.1 Ножовочные полотна следует изготовлять:
- типа 1 - из стальной ленты по ГОСТ 23522, быстрорежущей стали по ГОСТ 19265, стали марок Х6ВФ или В2Ф по ГОСТ 5950;
- типа 2 - из быстрорежущей стали по ГОСТ 19265. Допускается изготовление из других марок быстрорежущей стали, обеспечивающих стойкость полотен в соответствии с требованиями настоящего стандарта.
3.2.2 Полотна должны быть термически обработаны в соответствии с указаниями на рисунке 2 и в таблице 3.
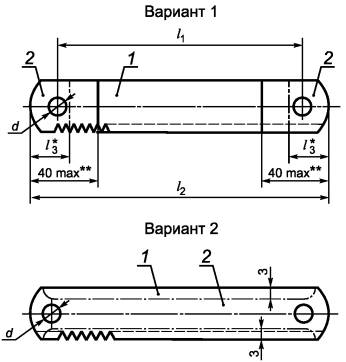
1 - зона повышенной твердости; 2 - зона пониженной твердости
___________
* l3 = 0,5(l2 - l1) + 0,5 d.
** Допускается 60 мм для полотен с разводкой по всей длине полотна.
Рисунок 2
Таблица 3
|
Тип полотна |
Твердость |
Марка стали |
||
|
HRC |
HRA |
|||
|
1 - повышенной твердости |
1 |
- |
82-84 |
Быстрорежущая, Х6ВФ, В2Ф |
|
2 |
62-65 |
- |
Быстрорежущая |
|
|
2 - пониженной твердости |
1 |
- |
£ 73 |
|
|
£ 78,5 |
Х6ВФ, В2Ф |
|||
|
2 |
£ 46 |
- |
Быстрорежущая |
|
3.2.3 На поверхности полотен не должно быть трещин, плен, окалины и коррозии. Допускаются дефекты, глубина или высота которых не превышает норм, установленных для ленты или листа в состоянии поставки.
3.2.4 Ножовочные полотна должны иметь одно из следующих покрытий: эмаль НЦ-25 по ГОСТ 5406, НЦ-132 по ГОСТ 6631, Хим.Окс.прм. и другие покрытия, обеспечивающие сохранность и внешний вид поверхности.
3.2.5 Полотна должны иметь разводку зубьев: для типа 1:
- по полотну в соответствии с рисунком 3,
- по каждому зубу или через зуб,
- по двум смежным зубьям через один неразведенный в соответствии с рисунком 4; для типа 2:
- по каждому зубу или через зуб,
- по двум смежным зубьям через один неразведенный в соответствии с рисунком 4.
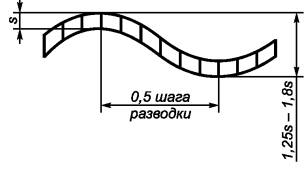
Рисунок 3
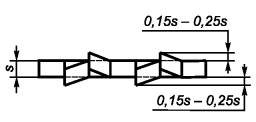
Рисунок 4
3.2.6 Разводка полотна должна быть на всей длине полотна или заканчиваться на расстоянии от торца:
- 30 мм - для полотен типа 1;
- (35 ± 5) мм - для полотен типа 2. Величина разводки зубьев должна быть:
- (1,25 - 1,8) s - для полотен с разводкой по полотну;
- (0,15 - 0,25) s на сторону - для полотен с разводкой по зубу.
Шаг разводки для полотен с разводкой по полотну должен быть равен 8Р, но не более 8 мм.
3.2.7 Предельные отклонения шага зубьев должны быть, мм, не более:
±0,45Р на 10 мм длины - для полотен типа 1;
±0,2 - для полотен типа 2.
- 1,0 - для полотен типа 1;
- 1,4 - для полотен типа 2.
3.2.9 Допуск прямолинейности боковых сторон полотна в свободном состоянии в продольном направлении на 100 мм длины должен быть, мм, не более:
- 0,5 - для полотен типа 1;
- 0,3 - для полотен типа 2.
3.2.10 Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине неразведенной части должен быть, мм, не более:
- половины разности величины разводки и толщины полотна, измеренной на неразведенной части, - для полотен типа 1 с разводкой по полотну;
- величины разводки зуба на сторону - для полотен типа 1 с разводкой по зубу;
- 0,8 величины разводки зуба на сторону - для полотен типа 2.
3.2.11 Разность высоты вершин смежных зубьев полотна должна быть, мм, не более:
- 0,10 - для полотен с шагом зубьев до 1,4 мм включ.;
- 0,15 - для полотен с шагом зубьев св. 1,4 мм.
Допускается по согласованию с потребителем для полотен типа 1 с шагом зубьев свыше 1 мм разность высоты смежных зубьев 0,15 мм.
3.2.12 Допуск прямолинейности линии вершин зубьев полотна должен быть, мм, не более:
- 1,4 - для полотен типа 1;
- 1,0 - для полотен типа 2 при l1 до 350 мм включ.;
- 1,5 » » » » » » » » » » » » » » » св. 350 до 600 мм »;
- 2,5 » » » » » »» » » » » » » » » » » 600 мм.
3.2.13 Верхнее предельное отклонение толщины полотна должно соответствовать верхнему предельному отклонению толщины исходного материала. Нижнее предельное отклонение толщины полотна не должно превышать предельного отклонения исходного материала:
- на 0,05 мм - для полотен типа 1;
- на 0,10 мм - для полотен типа 2.
3.2.14 Средний ![]() и установленный Ту
периоды стойкости полотен при условиях испытаний, приведенных в разделе 5, должны
быть, мин, не менее:
и установленный Ту
периоды стойкости полотен при условиях испытаний, приведенных в разделе 5, должны
быть, мин, не менее:
для полотен типа 1:
- из
быстрорежущей стали - ![]() = 98, Ту = 42;
= 98, Ту = 42;
- из
инструментальной легированной стали - ![]() = 60, Ту
= 24;
= 60, Ту
= 24;
для полотен
типа 2: ![]() = 123, Ту = 64.
= 123, Ту = 64.
Примечание - Для полотен, изготовленных из марок быстрорежущей стали с содержанием легирующих элементов меньше, чем в стали марки Р6М5, поправочный коэффициент на средний и установленный периоды стойкости - 0,8.
3.2.15 Критерием затупления полотен является потеря производительности, выраженная временем разрезки заготовки с сечениями, указанными в таблице 4, которое должно быть не более, мин:
для полотен типа 1:
из быстрорежущей стали:
- с шагом зубьев 0,8 - 1,4 мм - 1,40,
- с шагом зубьев 1,6 мм - 4,00;
из инструментальной легированной стали:
- с шагом зубьев 0,8 - 1,4 мм - 1,60,
- с шагом зубьев 1,6 мм - 5,00;
для полотен типа 2 - 5,25.
3.2.15 Маркировка
На каждом полотне должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- ширина полотна;
- шаг зуба полотна;
- марка стали (марку стали 11РЗАМЗФ2 не маркируют).
3.2.16 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.2.17 Упаковка - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка полотен - по ГОСТ 23726.
4.2 Периодические испытания полотен на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год.
Испытания проводят не менее чем на пяти полотнах любого типоразмера каждого типа полотен.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид полотен контролируют визуально с помощью лупы ЛП-1-4х по ГОСТ 25706.
5.2 Твердость полотен контролируют по ГОСТ 9013.
5.3 При контроле размерных параметров полотен применяют методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051, - при измерении линейных размеров;
- 35 % допуска на проверяемый угол » » » » » » » » » » угловых » » » » »;
- 25 % допуска на проверяемый параметр - при контроле формы и расположения поверхностей.
5.4 Размеры полотен и разность высоты вершин смежных зубьев полотна измеряют до разводки зубьев.
5.5 Полотна типа 1 перед испытаниями на стойкость проверяют на остроту зубьев и упругость.
Острота зубьев полотен должна обеспечивать сцепляемость с контрольной пластиной твердостью 56 HRC.
Упругость полотен испытывают изгибанием полотен в обе стороны вокруг цилиндра диаметром 250 мм. После испытания полотна не должны иметь трещин и остаточных деформаций, превышающих значения, указанные в 3.2.8.
5.6 Испытания полотен на работоспособность, средний и установленный периоды стойкости следует проводить на ножовочных станках, соответствующих установленным для них нормам точности и жесткости, на образцах из стали марки 45 по ГОСТ 1050, твердостью 180 ... 190 НВ.
5.7 Испытания полотен следует проводить на режимах, указанных в таблице 4.
Таблица 4
|
Число двойных ходов при |
Усилие полотна на разрезаемый |
Сечение образца, мм |
|
|
0,8-1,4 |
60 |
60-100 |
10´10* |
|
1,6 |
(6-10) |
20´20 |
|
|
1,8 и выше |
110 |
800 (80) |
80´80 |
|
* Допускается проводить испытания на образцах сечением 12´12 мм. В этом случае испытания на работоспособность проводят при семи резах. Время седьмого реза равно произведению поправочного коэффициента 1,65 на время десятого реза при испытании образца сечением 10´10 мм. Поправочный коэффициент на критерий затупления равен 1,65. Примечание - При обратном ходе усилие на полотно не снимается. |
|||
5.8 При испытаниях полотен типа 2 в качестве смазочно-охлаждающей жидкости следует применять 5 %-ный (по массе) раствор эмульсола в воде с расходом 6-8 л/мин.
5.9 Испытания полотен на работоспособность следует проводить при десяти резах, при этом время последнего реза должно быть, мин, не более:
- для полотен типа 1 из быстрорежущей стали:
0,7 - с шагом зубьев 0,8 - 1,4 мм,
2.0 - с шагом зубьев 1,6 мм;
из инструментальной легированной стали:
0,8 - с шагом зубьев 0,8 - 1,4 мм,
2,5 - с шагом зубьев 1,6 мм;
- для полотен типа 2 - 3,5.
Примечание - Для полотен, изготовленных из быстрорежущей стали с содержанием легирующих элементов меньше, чем в стали марки Р6М5, поправочный коэффициент на время десятого реза равен 1,15.
5.10 После испытаний полотен на работоспособность на них не должно быть изломов, и они должны быть пригодны к дальнейшей работе.
5.11 Приемочные
значения среднего ![]() и установленного Ту
периодов стойкости должны быть, мин, не менее:
и установленного Ту
периодов стойкости должны быть, мин, не менее:
- для полотен типа 1: _
из быстрорежущей стали - Т= 115, Ту = 50;
из
инструментальной легированной стали - ![]() = 70, Ту = 28;
= 70, Ту = 28;
- для полотен
типа 2: ![]() = 145, Ту = 75.
= 145, Ту = 75.
Примечание - При увеличении ширины разводки до 1,8s поправочный коэффициент на время 10-го реза и критерий затупления равен 1,15; на средний и установленный периоды стойкости - 1,1.
6 Транспортирование и хранение
6.1 Транспортирование и хранение - по ГОСТ 18088.
Приложение А
(рекомендуемое)
Основные размеры ножовочных полотен типа 1
с расположением зубьев с двух сторон
А.1 Основные размеры полотен с расположением зубьев с двух сторон должны соответствовать указанным на рисунке А.1 и в таблице А.1.
_____________
* Допускается изготовлять полотна с посадочными отверстиями диаметром 6 мм и шириной 25 мм.
Рисунок А.1
Таблица А.1
В миллиметрах
|
Р |
|
|
0,63 |
0,80 |
|
1,00 |
|
|
1,40 |
|
|
0,80 |
1,40 |
Приложение В
(обязательное)
Сведения
о соответствии ссылочных национальных
стандартов ссылочным международным стандартам
Таблица В.1
|
Обозначение ссылочного национального стандарта |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному национальному стандарту |
|
ИСО 6508:1986 «Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А-В-С-D-E-F-G-Н-К)» (MOD) |
Ключевые слова: полотна ножовочные ручные, машинные; разводка зубьев
СОДЕРЖАНИЕ