 | Информационная система | |
|
|
УТВЕРЖДАЮ: Зам. генерального директора ________________ В. Щеглов 12.12.1990 г. |
РЕКОМЕНДАЦИЯ
ГОСУДАРСТВЕННАЯ
СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА
ИЗМЕРЕНИЙ.
УГЛОМЕРЫ С НОНИУСОМ
МЕТОДИКА ПОВЕРКИ
МИ 2131-90
Государственный
комитет Союза ССР по управлению качеством
продукции и стандартам
Москва
1990
РЕКОМЕНДАЦИЯ
|
Государственная
система обеспечения УГЛОМЕРЫ
С НОНИУСОМ МИ 2131-90 |
Дата введения 01.07.91
Настоящая рекомендация распространяется на угломеры с нониусом по ГОСТ 5378 и устанавливает методику их первичной и периодической поверок.
1. ОПЕРАЦИИ ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции указанные в табл. 1.
2. СРЕДСТВА ПОВЕРКИ
2.1. При проведении поверки должны быть применены средства поверки, указанные в табл. 2.
|
Номер пункта рекомендации |
Наименование образцового средства измерений или вспомогательного средства поверки; номер документа, регламентирующего технические требования к средству; разряд по государственной поверочной схеме и (или) метрологические и основные технические требования |
|
|
Для исполнения 1 |
- щуп (приложение); |
|
|
|
исполнения 2 |
- щуп толщиной 0,03 мм класса точности 2 по ТУ2.034.225 |
|
Инструментальный микроскоп типа БИМ по ГОСТ 8074 |
||
|
Образцы шероховатости поверхности по ГОСТ 9378 или образцы деталей с шероховатостью Ra = 0,2 мкм; или контактный профилограф-профилометр по ГОСТ 19300 |
||
|
При длине измерительных поверхностей |
||
|
до 100 мм |
- лекальная линейка типа ЛД-0-200 по ГОСТ 8026; |
|
|
|
св. 100 мм |
- - лекальная линейка типа ЛД-0-320 по ГОСТ 8026; |
|
|
плоскопараллельные концевые меры длины 1-го класса точности по ГОСТ 9038 или 4-го разряда по МИ 1604 |
|
|
|
плоская стеклянная пластина для интерференционных измерений ПИ-60 2-го класса точности по ГОСТ 2923 |
|
|
Микрометры MP 25 по ГОСТ 4381 |
||
|
Призматические угловые меры 2-го класса точности по ГОСТ 2875; лупа ЛИ-1-4× по ГОСТ 25706; микрометр MP 75 по ГОСТ 4381 |
||
Примечание. Допускается применение средств измерения, не приведенных в табл. 2, но удовлетворяющих по точности требованиям настоящей рекомендации.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1 При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки угломеров, призматических угловых и плоскопараллельных концевых мер длины (далее - концевых мер длины).
3.2. В помещении, где проводят промывку, должна соблюдаться пожарная безопасность по ГОСТ 12.1.004.
4. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
4.1. При проведении поверки должны быть соблюдены следующие условия:
температура помещения, в котором проводят поверку, должна быть (20 ± 5) °С;
перед поверкой угломер следует промыть бензином по ГОСТ 1012 или бензином-растворителем по ГОСТ 443 или моющими растворами с пассиваторами, насухо вытереть и выдержать на рабочем месте не менее 3 ч.
5. ПРОВЕДЕНИЕ ПОВЕРКИ
5.1. При внешнем осмотре должно быть установлено соответствие угломеров требованиям ГОСТ 5378 в части комплектности, наличия хромового покрытия. Штрихи шкал и цифры должны быть отчетливыми и хорошо видимыми.
5.2. Опробование
При опробовании проверяют:
плавность перемещения подвижных частей; надежность закрепления подвижных, частей по отсутствию изменения показаний угломера после фиксации установленного угла стопорным устройством; начало перемещения нониуса при микрометрической подаче не более чем на 1/4 оборота.
5.3. Определение метрологических характеристик
5.3.1. Расстояние между кромкой нониуса и основанием определяют щупом (см. приложение) для исполнения 1 и щупом 0,03 мм для исполнения 2 в трех точках. При поверке угломеров, соответствующих исполнению 1 щуп укладывают на основание рядом с нониусом. Верхняя кромка нониуса не должна быть выше плоскости щупа. При поверке угломеров, соответствующих исполнению 2, щуп вставляют между поверхностью перпендикулярной поверхности шкалы основания и кромкой нониуса. Щуп не должен проходить между указанными поверхностями ни в одной из контролируемых точек.
5.3.2. Значение перекрытия штрихов шкалы основания шкалой нониуса у угломеров соответствующих исполнению 1, и размеры штрихов шкал основания и нониуса определяют на инструментальном микроскопе. На каждом угломере проверяют не менее трех штрихов шкалы основания и трех штрихов нониуса.
Значение перекрытия штрихов шкалы основания краем нониуса допускается определять визуально.
Допускается ширину штрихов шкал и значение перекрытия штрихов шкалы основания краем нониуса определять на трех угломерах из партии.
Допускается проверять размеры штрихов шкалы основания и нониуса до сборки угломеров.
Размеры штрихов шкалы основания и нониуса и значение перекрытия штрихов шкалы основания краем нониуса должны соответствовать указанным в ГОСТ 5378.
5.3.3. Определение шероховатости измерительных поверхностей угломеров осуществляют визуальным сравнением с образцами шероховатости, или образцами деталей, или при помощи контактного профилографа-профилометра.
Значение параметра шероховатости измерительных поверхностей Ra должно соответствовать указанному в ГОСТ 5378.
5.3.4. Отклонение от плоскостности и прямолинейности измерительных поверхностей угломеров определяют лекальной линейкой, острое ребро которой прикладывают к измерительным поверхностям угломеров, и оценивают по значению просвета между ними.
При ширине измерительных поверхностей угломеров от 5 мм и более лекальную линейку прикладывают также и по диагоналям исследуемой поверхности.
Значение просвета оценивают визуально сравнением ее с образцами просвета. Образцы просвета создают с помощью лекальной линейки, концевых мер длины и плоской стеклянной пластины для интерференционных измерений согласно черт. 1
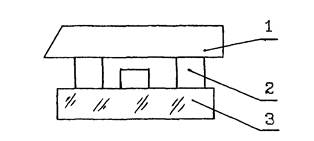
1 - лекальная линейка; 2 - концевые меры длины;
3 - плоская стеклянная пластина
Черт. 1
Допуски плоскостности и прямолинейности измерительных поверхностей угломеров должны соответствовать значениям, указанным в ГОСТ 5378.
Просвет между измерительной поверхностью угломера и ребром лекальной линейки не должен превышать просвета на образце.
5.3.5. Отклонения от параллельности измерительных поверхностей линейки угломера типа 3 и нониуса угломера типа 4 определяют рычажным микрометром.
Измерения расстояния между измерительными поверхностями производят не менее чем в двух сечениях при длине измерительных поверхностей до 100 мм и трех сечениях - при длине более 100 мм.
Отклонение от параллельности определяют как разность между наибольшим и наименьшим измеренными значениями расстояний,
Отклонения от параллельности измерительных поверхностей линейки угломера типа 3 и нониуса угломера типа 4 не должны превышать допускаемых значений по ГОСТ 5378.
5.3.6. Погрешность угломеров (кроме нулевых положений) определяют при измерении призматических угловых мер. За погрешность угломера принимают разность между показанием по угломеру и номинальным значением призматической угловой меры.
Погрешность угломеров в нулевых положениях определяют при совмещении измерительных поверхностей в одной плоскости или измерительной поверхности и ребра лекальной линейки до их контакта. При получении просвета между ними просвет не должен превышать просвета на образце просвета по п. 5.3.4. Погрешность угломера в нулевом положении определят по показанию угломера.
Погрешность угломера типа 1 с угольником определяют при углах 0°00'; 15°10'; 30°20'; 45°30'; 60°40'; 75°50'; 90°00' и 90°30'; без угольника с помощью лекальной линейки - при угле 180°.
Погрешность угломера типа 2 с угольником и линейкой определяют при углах 0°00'4 15°10'; 30°20'; 45°30' и 50°00' и без угольника с линейкой - при углах 50°00'; 60°40'; 75° 50' и 90°00'.
Погрешность угломера типа 3 определяют не менее чем в 7 точках круговой шкалы, размещенных равномерно по всей шкале основания, охватывая при этом различные точки нониуса, включая и угол 90°00'.
Погрешность угломера типа 4 определяют в двух положениях угловой меры (при контакте с левым и правым участком измерительной поверхности основания):
1) в положении при углах 45°30' и 90°00' (правый угол, образованный измерительными поверхностями правой стороны нониуса и основания угломера в соответствии с черт. 4 ГОСТ 5378);
2) в положении при угле 90°30' и 180° с помощью лекальной линейки (левый угол).
Нулевыми положениями, в которых производится определение погрешности угломеров, являются:
для угломеров типа 1 с угольником - положение при угле 0°00', без угольника - при 180°00';
для типа 2 с угольником и линейкой при угле 0°00';
для типа 3 - при угле 0°00' при двух положениях линейки относительно основания:
1) измерительная поверхность линейки лежит в одной плоскости с основанием;
2) измерительная поверхность линейки и плоскость основания параллельны и лежат в разных плоскостях. В этом случае при определении погрешности угломера указанные поверхности устанавливают параллельно друг другу. Допуск параллельности этих поверхностей для угломеров со значением отсчёта по нониусу 5' равен 0,15 мм на 100 мм длины; со значением 10' - 0,30 мм на 100 мм длины. Отклонение от параллельности измерительной поверхности линейки и основания определяют по разности расстояний, измеренных рычажным микрометром в двух сечениях.
Нулевым положением угломера типа 4 является положение при 180°.
Погрешность угломеров всех типов не должна превышать допускаемых значений по ГОСТ 5378.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
6.1. Положительные результаты первичной поверки угломеров предприятие-изготовитель оформляет отметкой в паспорте, заверенной поверителем.
6.2. На угломеры, признанные годными при государственной периодической поверке выдают свидетельства по форме, установленной Госстандартом СССР.
6.3. Положительные результаты периодической ведомственной поверки оформляют отметкой в документе, составленной ведомственной метрологической службой.
6.4. Угломеры, не соответствующие требованиям настоящих рекомендаций, бракуют и к применению не допускают, при этом в паспорте производят запись о непригодности угломеров. Кроме того, выдают извещение о непригодности и изъятии из обращения и применения угломеров с указанием причин. Свидетельство аннулируют.
ПРИЛОЖЕНИЕ
Справочное
Щуп для определения расстояния между краем нониуса и основанием для угломера исполнения 1
Толщина щупа - ![]() мм;
мм;
Технические требования должны соответствовать ТУ2.034.225.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА И ВНЕСЕНА Министерством станкостроительной и инструментальной промышленности СССР (ВНИИизмерения)
ИСПОЛНИТЕЛИ; к.т.н. М.Б. Шабалина, Т.Ю. Неудачина
2. УТВЕРЖДЕНА НПО "ВНИИМ им. Д.И. Менделеева"
ВВЕДЕНА В ДЕЙСТВИЕ с 01.07.91
3. Рекомендация соответствует СТ СЭВ 4567-84 в части угломеров с нониусом
4. Взамен ГОСТ 13006-67 в части угломеров с нониусом
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
п. 3.2 |
|
|
п. 4.1 |
|
|
п. 4.1 |
|
|
п. 2.1 |
|
|
ГОСТ 2923-75 |
п. 2.1 |
|
п. 2.1 |
|
|
ГОСТ 8026-75 |
п. 2.1 |
|
п. 2.1 |
|
|
п. 2.1 |
|
|
ГОСТ 3378-75 |
п. 2.1 |
|
п. 2.1 |
|
|
п. 2.1 |
|
|
МИ 1604-87 |
п. 2.1 |
|
ТУ2.034.225-87 |
|
зам. директора по научной работе |
______________ подпись |
А.В. Высоцкий |
|
Зав. отделом № 23 |
______________ подпись |
И.А. Медовой |
|
Руководитель темы |
______________ подпись |
М.В. Шабалина |
|
Исполнитель |
______________ подпись |
Т.Ю. Неудачина |
СОДЕРЖАНИЕ
|
4. Условия поверки и подготовка к ней. 2 6. Оформление результатов поверки. 5 Приложение Справочное. Шуп для определения расстояния между краем нониуса и основанием для угломера исполнения 1. 5
|