 | Информационная система | |
Министерство автомобильной промышленности СССР
__________________
ГИПРОДВИГАТЕЛЬ
ОБЩЕСОЮЗНЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ МАШИНОСТРОЕНИЯ,
ПРИБОРОСТРОЕНИЯ И МЕТАЛЛООБРАБОТКИ
ЦЕХИ МЕТАЛЛОПОКРЫТИЙ
ОНТП 05-86*
МИНАВТОПРОМ
Утверждены
Минавтопромом
протокол № 2 от 5 марта 1986 г.
по согласованию с
ГКНТ СССР и Госстроем СССР
от 30.12.85 № 45-1246
Москва - 1987
«Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи металлопокрытий» разработаны Государственным институтом по проектированию заводов автомобильных двигателей и приборов (Гипродвигатель, г. Ярославль) Минавтопрома с участием Государственного института по проектированию заводов автомобильной промышленности (Гипроавтопром) Минавтопрома, Государственного института по проектированию заводов тяжелого машиностроения (Гипротяжмаш) Минтяжмаша, Государственного института по проектированию станкостроительных, инструментальных, абразивных заводов и заводов кузнечно-прессового машиностроения (Гипростанок) Минстанкопрома, Харьковского государственного проектного института (ХГПИ).
В настоящем издании учтено изменение № 1, утвержденное Минавтопромом.
Настоящие нормы согласованы с ГУПО МВД СССР (№ 7/6/804 от 23 марта 1987 г.) и Министерством здравоохранения СССР (№ 122-5/13-4 от 6 января 1987 г.).
Директор института «Гипродвигатель» В.А. Шлапак
Главный инженер Ю.П. Соломахин
Руководитель разработки В.В. Беликов
|
Министерство
автомобильной промышленности СССР |
Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи металлопокрытий |
ОНТП 05-86* Минавтопром |
|
Взамен ОНТП 05-83 Минавтопром |
|
Внесены
Государственным институтом по проектированию заводов автомобильных двигателей
и приборов |
Утверждены
Минавтопромом протокол № 2 |
Срок
введения в действие |
1. ОБЩАЯ ЧАСТЬ
1.1. Общие положения
1.1.1. Настоящие нормы технологического проектирования распространяются на разработку проектов строительства, реконструкции, расширения, технического перевооружения цехов (участков) металлопокрытий предприятий машиностроения, приборостроения и металлообработки с единичным, мелкосерийным, среднесерийным, крупносерийным и массовым характером производства.
1.1.2. Введение в проекты цехов металлопокрытий автоматических систем управления технологическими процессами (АСУ ТП) и гибких производственных систем (ГПС) следует предусматривать в соответствии с отраслевыми планами внедрения АСУ ТП и ГПC.
1.2. Классификация цехов по серийности производства
По серийности производства цехи металлопокрытий следует классифицировать как единичные, мелко-, средне-, крупносерийные и массовые. В одном цехе одновременно может осуществляться производство покрытий с разной серийностью. Производство цеха следует относить к тому типу серийности, который является в данном цехе преобладающим.
В табл. 1 приведена классификация цехов по серийности производства.
1.3.1. Организация основного производственного процесса, обслуживания производства и материальной подготовки производства.
1.3.1.1. Создание основных и вспомогательных подразделений в составе цеха должно производиться в зависимости от конструктивно-технологических особенностей покрываемых деталей, технологических процессов, программы выпуска, типа производства и исходя из условий разделения и кооперации труда.
Состав цеха:
а) Основные производственные подразделения:
- подготовки и получения покрытия (гальванические залы);
- шлифования и полирования;
- дробеструйной и гидропескоструйной очистки;
- обезжиривания в органических растворителях;
- ультразвукового обезжиривания;
- монтажа и демонтажа деталей;
- источников постоянного тока;
- пультов и щитов управления;
- ультразвуковых генераторов;
- снятия некачественных покрытий.
б) Вспомогательные производственные подразделения:
- централизованного приготовления, корректировки, фильтрации, аварийного слива, регенерации растворов и извлечения металлов;
- холодильных установок;
- сбора и перекачки сточных вод;
- приточной и вытяжной вентиляции;
- ремонта и изоляции подвесок;
- контроля качества обработки;
- изготовления и накатки кругов, оклейки шлифовальных лент, приготовления мастик и паст;
- турбовоздуходувок;
- приготовления обессоленной воды;
- автоматических систем управления технологическими процессами (АСУТП) и вычислительной техники;
- ремонтные площадки электриков, механиков;
- склады (кладовые) деталей;
- кладовая химикатов;
- кладовая вспомогательных материалов;
- кладовая растворителей;
- кладовая кислот;
- площадка оборудования для механизированной уборки помещения;
- экспресс-лаборатория;
- кладовая инструмента, оснастки, чертежей и эталонов покрытий;
- трансформаторные подстанции.
Состав цеха должен уточняться в зависимости от конкретных условий проектируемого предприятия.
1.3.1.2. При определении состава цеха необходимо исходить из того, что соответствующими службами предприятия централизованно должно осуществляться:
а) по функции обслуживания:
- разработка управляющих программ;
- выполнение работ, связанных с обслуживанием и всеми видами ремонта оборудования;
- изготовление и капитальный ремонт оснастки, инструмента и приспособлений (кроме накатки кругов, ремонта и изоляции подвесок);
- поддержание в рабочем состоянии зданий и сооружений;
- выполнение транспортных и погрузочно-разгрузочных работ, связанных с перемещением материалов, полуфабрикатов и готовой продукции в цех и из цеха металлопокрытий;
- удовлетворение биологических, социально-культурных и бытовых потребностей работающих в процессе производства;
б) по функции материальной подготовки производства:
- снабжение материалами, покупным инструментом и т.д.
Таблица 1
|
Площадь поверхности покрытия, м2/год |
Состав оборудования и средств механизации и автоматизации |
|||
|
Механическая обработка деталей под нанесение и после нанесения покрытий |
Процессы приготовления и транспортирования растворов и электролитов |
Процессы получения покрытий |
||
|
Единичное и мелкосерийное |
До 50000 |
1. Шлифовально-полировальные станки одно- и двухсторонние 2. Барабанные и вибрационные установки |
Средства малой механизации (ручные тележки, электротележки с установленными на них емкостями, насосами, фильтрами, дозаторами) |
Одно- и многопроцессорные автоматические линии Механизированные линии с управлением «от кнопки на операцию» Ванны, обслуживаемые тельферами и вручную |
|
Среднесерийное |
От 50000 до 150000 |
1. Агрегатные станки с поворотными столами 2. Шлифовально-полировальные станки одно- и двухсторонние 3. Барабанные и вибрационные установки |
В основном средства малой механизации |
Одно- и многопроцессорные автоматические линии |
|
Крупносерийное |
От 150000 до 300000 |
1. Агрегатные станки с поворотными столами 2. Шлифовально-полировальные станки одно- и двухсторонние 3. Барабанные и вибрационные установки |
Централизованное приготовление растворов и электролитов, в основном подача по трубопроводам, для части растворов - средствами малой механизации |
Одно- и многопроцессорные автоматические линии |
|
Массовое |
Свыше 300000 |
1. Специальные станки |
Централизованное приготовление растворов и электролитов и перемещение их по трубопроводам, средства малой механизации |
Автоматические линии с жестким единичным циклом и автооператорные автоматические линии |
|
2. Агрегатные станки: - с поворотными столами - с транспортерами - с конвейерами |
Автоматизированная система корректировки растворов и электролитов |
Автоматические линии с жестким единичным циклом и автооператорные линии |
||
|
3. Шлифовально-полировальные станки одно- и двухсторонние |
||||
|
4. Барабанные и вибрационные установки |
||||
Примечание. Серийность производства следует определять с учетом ГОСТ 14.004-83.
1.3.1.3. При наличии на предприятии двух и более цехов металлопокрытий создание указанных ниже подразделений в каждом цехе или централизованно для всех цехов должно определяться на основе технико-экономических расчетов.
К этим подразделениям относятся подразделения:
ремонта и изоляции подвесок;
изготовления и накатки кругов, склейки шлифовальных лент, приготовления мастик и паст;
турбовоздуходувок;
приготовления обессоленной воды;
экспресс-лаборатории.
1.4. Фонды времени
1.4.1. Количество рабочих дней в году при 5-дневной рабочей неделе: 253.
1.4.2. Режим работы:
- для гибких производственных систем - трехсменный;
- для автоматических линий, не входящих в ГПС, и остального производственного оборудования - двухсменный.
Режим работы цеха должен уточняться заданием на проектирование предприятия.
1.4.3.* Эффективные годовые фонды времени работы оборудования и рабочих следует принимать по «Общесоюзным нормам технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Фонды времени работы оборудования и рабочих».
|
ОНТП 15-86 |
|
Минстанкопром |
2. РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ И РАБОЧИХ МЕСТ
2.1. Расчет количества производственного оборудования
2.1.1. Расчет автоматических и механизированных линий
Расчетный такт работы автоматических и механизированных линий должен определяться по формуле
tp = Tq60/P, (2.1)
где tp - расчетный такт работы линии, мин;
Т - эффективный годовой фонд времени работы оборудования, ч;
q - количество одновременно выдаваемых подвесок (барабанов), шт.;
Р - годовая программа по количеству подвесок (барабанов) , шт.
Годовая программа по количеству подвесок (барабанов) определяется по загрузочной ведомости исходя из максимальной плотности завески деталей или по формуле
Р = F/Sc, (2.2)
где F - годовая программа по площади поверхности покрытия, м2;
Sc - средняя загрузка на подвеску или в барабан по площади поверхности деталей, м2.
Средняя загрузка в барабан определяется по табл. 2.
Среднюю загрузку на подвеску следует рассчитывать по формуле
Sc = fj, (2.3)
где f - площадь, ограниченная контуром подвески, м2;
j - средняя норма загрузки деталей на 1 м2 площади подвески, м2 (принимается по табл. 3).
Таблица 2
|
Средняя норма загрузки деталей по площади их поверхности, м2, при вместимости приспособления, дм3 (л) |
|||||
|
2,5 |
6,5 |
12 |
50 |
100 |
|
|
Барабан |
- |
0,65 |
1,1 |
3,0 |
4,6 |
|
Колокол |
0,2 |
0,33 |
0,6 |
1,5 |
2,3 |
Примечание. Допускается определять загрузку барабана (колокола) по насыпной плотности деталей и по коэффициенту заполнения деталями объема барабана (колокола). Коэффициент следует принимать равным: для барабанов - 0,55, для колоколов - 0,10 - 0,15.
Расчетное количество линий следует определять по формуле
Пр = F/(TQ), (2.4)
где Пр - расчетное количество линий;
Q - производительность линии, м2/ч.
Производительность линии:
- для существующих конструкций принимается по паспортным данным или (при несоответствии продолжительности операции загрузки на подвеску) пересчитывается по формуле
Q = 60qScm/t, (2.5)
где m - количество позиций в ванне покрытия (для автооператорных линий - во всех ваннах покрытий);
t - продолжительность процесса, мин (определяется по формуле (2.10) или по технологическому процессу);
- для вновь проектируемых линий определяется по формуле
Q = 60qSc/(tpКи), (2.6)
где Ки - максимально допустимый коэффициент использования оборудования.
Таблица 3
|
Средние нормы загрузки на 1 м2 площади, ограниченной контурами подвески, м2 |
|
|
1. Получение металлических покрытий из щелочных (в том числе цианидных) электролитов |
|
|
1.1. Цинкование |
|
|
1.1.1. мелких деталей |
1,15 - 1,3 |
|
1.1.2. средних деталей |
1,5 |
|
1.1.3. крупных деталей |
1,15 |
|
1.2. Меднение мелких и средних деталей |
1,15 - 1,3 |
|
1.3. Серебрение |
1,0 |
|
1.4. Оловянирование |
1,3 |
|
1.5. Кадмирование |
|
|
1.5.1. мелких деталей |
1,15 - 1,3 |
|
1.5.2. средних деталей |
1,15 |
|
1.5.3. крупных деталей |
1,15 |
|
2. Получение металлических покрытий из кислых электролитов |
|
|
2.1. Никелирование |
1,0 - 1,15 |
|
2.2. Меднение |
1,0 - 1,15 |
|
2.3. Цинкование |
1,0 - 1,3 |
|
2.4. Хромирование |
|
|
2.4.1. декоративное |
0,8 - 1,0 |
|
2.4.2. износостойкое |
См. примечание 2 к таблице |
|
2.5. Оловянирование |
1,3 |
|
3. Получение металлических покрытий контактным и химическим способами |
|
|
3.1. Оловянирование |
2 - 3 дм2 на 1 л раствора |
|
3.2. Никелирование |
1 - 4 дм2 на 1 л раствора |
|
4. Получение покрытий из сплавов |
|
|
4.1. Олово-свинец |
1,15 - 1,3 |
|
4.2. Олово-никель |
1,15 - 1,3 |
|
4.3. Олово-висмут |
1,15 - 1,3 |
|
4.4. Серебро-сурьма |
1,15 - 1,3 |
|
4.5. Олово-цинк |
1,15 - 1,3 |
|
4.6. Медь-цинк |
1,15 - 1,3 |
|
5. Получение неметаллических неорганических покрытий |
|
|
5.1. Анодное окисление алюминия и его сплавов для получения покрытий |
|
|
5.1.1. Ан. окс. Ан. окс. хром |
2,5 - 3,0 |
|
5.1.2. Ан. окс. тв., Ан. окс. из., Ан. окс. эмт. |
0,2 - 0,3 |
|
5.2. Фосфатирование |
2,0 - 2,5* |
|
5.3. Химическое оксидирование стали, меди и ее сплавов |
2,0 - 2,5* |
|
5.4. Химическое оксидирование алюминия и его сплавов для получения покрытий |
|
|
5.4.1. Хим. окс. |
2,0 - 2,5** |
|
5.4.2. Хим. окс. фос., Хим. окс. фтор. |
0,3 - 0,9*** |
|
5.5. Химическое оксидирование магниевых отливок |
0,6 - 0,8**** |
|
6. Подготовка поверхности и заключительная обработка |
|
|
6.1. Полирование электрохимическое |
0,5 - 0,6 |
|
6.2. Полирование химическое |
1,0 - 1,2 |
|
6.3. Химическое пассивирование стали, меди и ее сплавов |
1,0 - 1,2* |
|
* При обработке насыпью загрузка 8 - 10 м2 (80 - 100 кг) на 1 м3 раствора. ** При обработке насыпью загрузка 8 - 10 м2 на 1 м3 раствора. *** При обработке насыпью загрузка 5 - 6 м2 на 1 м3 раствора. **** Для мелких деталей. |
|
Примечания: 1. Нормы для всех операций, кроме цинкования и кадмирования, даны для мелких и средних деталей. Для крупногабаритных деталей при больших программах величину одновременной загрузки на подвеску необходимо устанавливать путем составления загрузочной ведомости, исходя из максимальной плотности завески деталей.
2. Для твердого хромирования величину одновременной загрузки на подвеску необходимо устанавливать путем составления загрузочной ведомости, исходя из максимальной плотности завески деталей.
2.1.2. Расчет неавтоматизированного оборудования, источников тока, оборудования для шлифования и полирования.
2.1.2.1. Время, необходимое для выполнения годовой программы, определяется по формуле
tг = tсх/50, (2.7)
где tг - время, необходимое для выполнения годовой программы, ч;
tс - продолжительность обработки одной загрузки с учетом времени на загрузку-выгрузку, мин;
х - количество загрузок на годовую программу.
2.1.2.2. Количество загрузок на годовую программу рассчитывается до формуле
х = R/r, (2.8)
где R - годовая программа, м2, (кг, шт.);
r - величина загрузки, м2, (кг, шт.).
Расчетное количество единиц оборудования рассчитывается по формуле
Пр = tг/Т, (2.9)
где Пр - расчетное количество единиц оборудования;
Т - эффективный годовой фонд времени работы оборудования, ч.
2.1.2.3. Продолжительность процесса осаждения металла определяется по формуле
tос = dr × 1000 × 60/(сiкВТ), (2.10)
где tос - продолжительность процесса осаждения металла, мин;
d - толщина покрытия, мкм;
r - удельная плотность осаждаемого металла, г/см3;
с - электрохимический эквивалент, г/(А × ч);
iк - плотность электрического тока на катоде, А/дм2;
ВТ - выход по току металла, %.
2.1.2.4. Время загрузки-выгрузки ванны с обслуживанием тельфером или вручную следует принимать равным 2 - 3 мин.
2.1.2.5. Продолжительность обезводороживания, вибрационного и подводного шлифования, полирования и других аналогичных процессов следует принимать по технологическому процессу.
Величину загрузки в установки для указанных процессов следует определять по паспортным данным установок или по руководящим техническим материалам, утверждаемым в установленном порядке.
2.1.2.6. Расчет количества шлифовально-полировальных автоматов и полуавтоматов производится по формуле
Пр = Q/(Тz), (2.11)
где Пр - расчетное количество автоматов (полуавтоматов), ед.;
Q - годовая программа для данной детали или группы конструктивно подобных деталей, подлежащих обработке на рассчитываемом автомате (полуавтомате), шт.;
z - производительность автомата (полуавтомата), шт./ч.
2.1.2.7. Расчет количества шлифовально-полировальных станков производится по формуле
Пр = Sст/Т, (2.12)
где Пр - расчетное количество станков, ед.;
Sст - станкоемкость годовой программы, ч.
2.1.2.8. Расчет рабочих мест, к которым относятся столы для протирки деталей, изоляции поверхности покрытия и т.п., производится по формуле
Прм = Sрм/Трм, (2.13)
где Прм - расчетное количество рабочих мест;
Sрм - трудоемкость годового объема работ, выполняемых на рабочих местах, ч;
Трм - годовой фонд времени рабочего места, ч.
Расчетное количество рабочих мест округляется до целого числа в большую сторону.
2.1.2.9. Источник постоянного тока следует выбирать по силе тока и напряжению на ванне.
Силу тока следует рассчитывать по формуле
I = К1К2Sqik, (2.14)
где I - сила тока, А;
К1 - коэффициент, учитывающий поверхность неизолированной части контактов (для подвесок К1 = 1,06, для колоколов и барабанов К1 = 1,02);
К2 - коэффициент, учитывающий отклонение площади покрытия деталей от расчетной;
S - площадь покрытия деталей на одной подвеске (барабане), дм2;
q - количество подвесок (барабанов), одновременно загружаемых в ванну, шт.;
ik - плотность электрического тока на катоде (для ряда операций - на аноде), принятая для расчета продолжительности электроосаждения, А/дм2.
Если количество оборудования определяется по загрузочной ведомости, то при расчете силы тока на ванну необходимо брать максимальную площадь покрытия деталей на подвеске, и в этом случае коэффициент К2 = 1,0.
Если количество оборудования рассчитывается по нормам загрузки деталей (по табл. 2 и 3), то в формуле (2.14) должна приниматься величина расчетной площади поверхности с коэффициентом К2 = 1,15 + 1,20.
Как правило, на каждую электрохимическую ванну должен устанавливаться индивидуальный источник тока.
Номинальное напряжение источников тока следует принимать по ГОСТ 9.305-84 или в случаях, указанных в ГОСТ 9.305-84 - по отраслевой нормативно-технической документации, утвержденной в установленном порядке.
2.2. Определение количества вспомогательного оборудования
2.2.1. Количество вспомогательного оборудования экспресс-лаборатории, оборудования для ремонта и изоляции подвесок, регенерации растворов, изготовления и накатки кругов, склейки шлифовальных лент, приготовления мастик и паст должно приниматься по типовым проектам (решениям), утвержденным в установленном порядке.
2.2.2. Количество емкостей в кладовых кислот (при резервуарном хранении) должно быть принято из условия: две емкости (рабочая и аварийная) на каждый вид и сорт кислоты. Вместимость емкости должна определяться, исходя из нормы запаса с коэффициентом 1,2 - 1,3.
Допускается устанавливать на все виды и сорта кислот одну аварийную емкость.
2.2.3. Количество вспомогательного оборудования для приготовления, корректирования и фильтрации растворов принимается необходимым технологическим комплектом, при этом устанавливается следующее количество запасных емкостей: одна для каждой основной операции, раствор которой не требует длительной проработки (цинкование, кадмирование), и два для каждой основной операции, раствор которой требует длительной проработки (никелирование и т.п.).
Номинальная вместимость запасной емкости должна приниматься равной номинальной вместимости наибольшей из сливаемых ванн линий с жестким единичным циклом или сумме номинальных вместимостей сливаемых ванн одной из линий с программным управлением, у которой эта сумма максимальная.
2.3. Уровень использования эффективного годового фонда времени работы оборудования.
2.3.1. Коэффициент сменности оборудования должен составлять:
- для автоматического оборудования - не менее 1,9;
- для ГПС - не менее 2,5;
- для остального производственного оборудования - не менее 1,7.
2.3.2. Коэффициент использования автоматических, механизированных и поточных линий должен приниматься по ваннам для нанесения покрытий.
Коэффициент использования оборудования должен составлять:
- для мелкосерийного производства - не менее 0,7;
- для среднесерийного, крупносерийного и массового - не менее 0,8.
Коэффициент использования оборудования для единичного производства не регламентируется.
Для линий нанесения покрытий, входящих в состав гибких производственных систем и требующих при переходе от одной циклограммы к другой полной разгрузки линий, дополнительно должен учитываться коэффициент снижения производительности линии из-за смены управляющих программ, равный:
0,7 - 0,8 - для мелкосерийного производства;
0,8 - 0,85 - для среднесерийного производства;
0,85 - 0,9 - для крупносерийного и массового производств.
Наладка оборудования, не входящего в состав ГПС, должна осуществляться, как правило, в нерабочее время.
При расчетах оборудования, работающего в две смены, следует учитывать время запуска (время от начала первой смены до момента выхода обработанных подвесок из оборудования) за вычетом времени обеденных перерывов.
3. РАСЧЕТ ЧИСЛЕННОСТИ РАБОТАЮЩИХ
3.1. Расчет численности основных рабочих
Численность основных рабочих соответствующих специальностей (кроме наладчиков и контролеров) следует определять расстановкой их по рабочим местам с учетом коэффициента использования оборудования или путем нормирования по общемашиностроительным либо отраслевым нормативам времени на подготовку поверхности и нанесение гальванических покрытий.
В последнем случае численность основных рабочих соответствующей специальности рассчитывается по формуле
Рп = Тп/Фп, (3.1)
где Тп - расчетная технологическая* трудоемкость на годовую программу по данному виду работ, ч;
Фп - эффективный годовой фонд времени работы рабочего данной специальности, ч.
____________
* Согласно постановлению Госплана СССР от 11 января 1980 г. № 7 «О системе прогрессивных технико-экономических норм и нормативов и мерах по их внедрению в планирование».
Численность наладчиков оборудования должна определяться из расчета: один наладчик в смену для пяти автоматических и механизированных линий нанесения покрытий, один наладчик в смену для 3 - 7 автоматов и полуавтоматов шлифования-полирования.
Нормы обслуживания производственного оборудования (без учета коэффициента использования) приведены в таблице 4.
Таблица 4
|
Количество единиц оборудования, обслуживаемых 1 рабочим в смену |
|
|
1. Механизированная линия нанесения покрытий с управлением «от кнопки на операцию» |
0,5 - 1 |
|
2. Автоматические линии нанесения покрытий: |
|
|
- автооператорные при обработке в барабанах или корзинах |
0,5 - 1 |
|
- автооператорные при обработке на подвесках |
0,5 - 1 |
|
- с жестким единичным циклом при обработке в барабанах, колоколах и корзинах |
0,5 - 1 |
|
- с жестким единичным циклом при обработке на подвесках |
0,2 - 1 |
|
3. Автоматы и полуавтоматы для шлифования |
0,5 - 1 |
|
4. Установки виброобработки |
5 - 6 |
|
5. Установки подводного шлифования-полирования |
10 - 12 |
|
6. Шлифовально-полировальные станки |
0,5 - 1 |
|
7. Ванны покрытий: |
|
|
- с ручным обслуживанием (при общей длине штанг до 3 м) |
1 - 5 |
|
- с обслуживанием тельфером или кран-балкой (при длине штанг более 3 м) |
2 - 3 |
|
8. Сушильное оборудование |
3 - 10 |
Численность основных рабочих при использовании данных табл. 4 определяется по формуле
N = ТКи/(НобФ), (3.2)
где N - численность основных рабочих в 2-х сменах, обслуживающих единицу оборудования;
Т - эффективный годовой фонд времени работы оборудования, ч;
Ки - коэффициент использования оборудования;
Ноб - количество единиц оборудования, обслуживаемых 1 рабочим в наибольшую смену;
Ф - эффективный годовой фонд времени работы рабочего, ч.
Численность контролеров должна определяться по таблице 5.
Таблица 5
|
Процентное отношение контролеров к основным рабочим (с исключением наладчиков) |
|
|
До 25 |
10 |
|
26 - 100 |
9 |
|
101 - 150 |
8 |
|
св. 150 |
7 |
Примечание: В численность основных рабочих (с исключением наладчиков) должны включаться только рабочие, занятые на автоматических и механизированных линиях по нанесению покрытий, требующих специальных видов контроля (хромирование поршневых колец и т.п.). Контроль качества покрытий по внешнему виду должен производиться рабочими на монтаже-демонтаже деталей.
3.2. Нормы для определения численности вспомогательных рабочих
Номенклатура профессий и нормы для определения численности вспомогательных рабочих по профессиям приведены:
- для крупносерийного и массового производства в табл. 6;
- для единичного, мелкосерийного и среднесерийного производства в табл. 7.
Совмещение профессий рабочих следует производить в соответствии с табл. 8.
Для предпроектных и укрупненных расчетов численность вспомогательных рабочих следует определять по табл. 9.
Таблица 6
|
Расчетный показатель |
Численность вспомогательных рабочих в наибольшую смену |
|||
|
Наименование |
Единица измерения |
Численное значение |
||
|
Кладовщик: |
|
|
|
|
|
- кладовой кислот и химикатов |
Численность обслуживаемых основных рабочих в наибольшую смену |
чел. |
50 |
1 |
|
- кладовой вспомогательных материалов |
То же |
- » - |
100 |
1 |
|
Транспортный рабочий |
- » - |
- » - |
50 |
2 |
|
Уборщик |
Убираемая площадь |
м2 |
3500 |
1 |
|
Корректировщик ванн |
Количество обслуживаемых ванн |
шт. |
15 - 20 |
1 |
|
Лаборант |
Число ванн покрытия |
шт. |
25 - 30 |
1 |
|
Оператор автоматизированной транспортно-складской системы (АТСС) |
АТСС |
ад |
1 |
1 |
|
Слесарь по ремонту и изоляции подвесок |
Численность основных рабочих в наибольшую смену |
чел. |
20 |
1 |
|
Комплектовщик |
Численность основных рабочих в наибольшую смену |
чел. |
50 |
2 |
|
100 |
2 |
|||
|
200 |
3,5 |
|||
|
300 |
5 |
|||
|
Распределитель работ |
То же |
- » - |
75 |
0,6 |
|
120 |
1,0 |
|||
|
Накатчик кругов |
Численность основных рабочих на шлифовании-полировании в наибольшую смену |
- » - |
10 |
1 |
|
Пастоварщик |
То же |
- » - |
20 |
1 |
Примечания: 1. При других численных значениях расчетных показателей численность вспомогательных рабочих определяется интерполяцией или экстраполяцией.
2. Общая численность вспомогательных рабочих определяется путем умножения полученной численности вспомогательных рабочих (без округления) на коэффициент сменности основных рабочих.
3. При неполной загрузке рабочих отдельных профессий следует производить совмещение профессий.
4. При централизации вспомогательных служб не учитываются рабочие следующих профессий:
- уборщики;
- транспортные рабочие;
- контролеры.
5. В случае отсутствия средств механизации уборочных работ при расчете следует вводить коэффициент 0,7 на площадь, обслуживаемую одним уборщиком в смену.
6. Для лаборантов и корректировщиков ванн меньшие значения расчетных показателей следует принимать для цехов с преобладанием защитно-декоративных покрытий.
7. При определении числа вспомогательных рабочих в зависимости от основных рабочих в число последних не включаются наладчики и контролеры.
8. В число основных рабочих при определении числа транспортных рабочих, комплектовщиков, распределителей не включаются так же основные рабочие ГПС.
Таблица 7
|
Численность вспомогательных рабочих, чел., при численности основных рабочих |
||||
|
до 10 чел. |
до 25 чел. |
до 50 чел. |
до 100 чел. |
|
|
Распределитель работ |
- |
1 |
1 - 2 |
1 - 2 |
|
Составитель химических растворов |
1 |
1 - 2 |
2 - 3 |
3 - 5 |
|
Корректировщик ванн |
- |
0 - 2 |
2 - 3 |
3 - 5 |
|
Изолировщик (изоляция подвесок) |
- |
1 - 2 |
1 - 2 |
2 - 3 |
|
Накатчик |
- |
- |
0 - 1 |
1 - 2 |
|
Лаборант |
- |
1 - 2 |
1 - 2 |
2 - 3 |
|
Подсобные (транспортные) рабочие |
1 |
1 - 2 |
2 - 3 |
3 - 5 |
|
Водитель погрузчика (электротележки) |
- |
0 - 1 |
1 - 2 |
2 - 4 |
|
Машинист крана-штабелера |
- |
1 - 2 |
2 - 4 |
4 - 6 |
|
Уборщик производственных помещений |
1 |
1 - 2 |
2 - 3 |
3 - 4 |
|
Итого: |
3 |
7 - 17 |
15 - 25 |
24 - 37 |
Примечание. Меньшие итоговые значения численности вспомогательных рабочих принимаются для участков с меньшей численностью основных рабочих.
Таблица 8
|
Возможность (+) или невозможность (-) совмещения с профессиями: |
||||||||||||||
|
Кладовщик кладовой химикатов и кислот |
Кладовщик кладовой вспомогательных материалов |
Транспортный рабочий |
Уборщик |
Корректировщик ванн |
Лаборант |
Наладчик |
Слесарь по ремонту и изоляции подвесок |
Комплектовщик |
Распределитель |
Контролер |
Накатчик кругов |
Пастоварщик |
Рабочий по очистке оборудования |
|
|
1. Кладовщик кладовой химикатов и кислот |
X |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
|
2. Кладовщик кладовой вспомогательных материалов |
+ |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
|
3. Транспортный рабочий |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4. Уборщик |
- |
- |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
5. Корректировщик ванн |
- |
- |
- |
- |
Х |
+ |
+ |
- |
- |
- |
- |
- |
- |
+ |
|
6. Лаборант |
- |
- |
- |
- |
+ |
X |
- |
- |
- |
- |
+ |
- |
- |
- |
|
7. Наладчик |
- |
- |
- |
- |
+ |
- |
Х |
- |
- |
- |
|
- |
- |
- |
|
8. Слесарь по рем. и изоляции подвесок |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
|
9. Комплектовщик |
- |
- |
- |
- |
- |
- |
- |
- |
X |
+ |
- |
- |
- |
- |
|
10. Распределитель работ |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
X |
- |
- |
- |
- |
|
11. Контролер |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
X |
- |
- |
- |
|
12. Накатчик кругов |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
+ |
- |
|
13. Пастоварщик |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
Х |
- |
|
14. Рабочий по очистке оборудования |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
X |
Примечания: 1. Допускается совмещение профессии «гальваник» (рабочие на монтаже - демонтаже) с профессией «наладчика».
2. Другие возможные варианты совмещения профессий и условия совмещения профессий см. «Межотраслевые нормативные материалы по выбору оптимальных вариантов организации труда при многостаночном обслуживании и совмещении профессий», НИИтруда, М., 1980.
Таблица 9
|
Процентное отношение вспомогательных рабочих к основным рабочим |
||||
|
по нанесению покрытий на немеханизированном и механизированном оборудовании |
по нанесению покрытий в основном на автоматизированном оборудовании |
по подготовке поверхности, производимой механическими способами |
по обработке поверхностей в ГПС |
|
|
до 10 |
30 - 35 |
60 - 75 |
- |
60 - 70 |
|
11 - 25 |
40 - 60 |
65 - 75 |
35 |
60 - 70 |
|
26 - 50 |
- |
60 - 70 |
35 |
50 - 60 |
|
51 - 100 |
- |
55 - 65 |
30 |
30 - 35 |
|
101 - 150 |
- |
55 - 60 |
25 |
30 - 35 |
|
св. 150 |
- |
50 - 55 |
- |
30 - 35 |
Примечания: 1. Меньшие значения следует принимать для цехов с защитными покрытиями, большие значения - для цехов с преобладанием защитно-декоративных и специальных покрытий.
2. Для цехов, имеющих участки по подготовке поверхности механическими способами, с численностью основных рабочих до 10 чел., численность вспомогательных рабочих следует определять в целом по цеху.
3.3. Нормы для определения численности инженерно-технических работников (ИТР), служащих и МОП.
3.3.1.* Численность ИТР и служащих следует определять по таблице 10.
В
табл. 10
включены работники служб, не учтенные «Общесоюзными
нормами технологического проектирования заводоуправлений предприятий
машиностроения, приборостроения и механообработки ![]() ».
».
В табл. 10 не учтены ИТР и служащие по разработке управляющих программ и обслуживанию вычислительной техники.
3.3.2. Младший обслуживающий персонал - МОП (уборщики конторских помещений) должен приниматься численностью 1 - 1,2 % от численности рабочих.
Другие профессии МОП (уборщики бытовых помещений, гардеробщики) должны рассчитываться централизованно и не должны включаться в штат цеха.
Таблица 10
|
Численность в % от численности рабочих |
||||
|
для единичного, мелкосерийного и среднесерийного производства |
для массового и крупносерийного производства |
|||
|
ИТР |
служащие |
ИТР |
служащие |
|
|
До 25 |
10 - 12 |
- |
10 |
1,2 |
|
От 25 до 50 |
9 - 10 |
1,2 |
9 |
1,2 |
|
От 50 до 100 |
8 - 9 |
1,2 |
8 |
1,2 |
|
От 100 до 150 |
7 - 8 |
1,2 |
7 |
1,2 |
|
Св. 150 |
7 |
1,2 |
7 |
1,2 |
3.4. Распределение работающих по сменам
Распределение работающих по сменам приводится в табл. 11.
Таблица 11
|
Численность работающих в 1-ю смену, % от общей численности работающих |
|||
|
в единичном производстве |
в мелкосерийном и среднесерийном производстве |
в массовом и крупносерийном производстве |
|
|
1. Основные рабочие |
60 - 100 |
50 - 60 |
50 - 55 |
|
2. Вспомогательные рабочие |
50 - 100 |
50 - 60 |
60 |
|
3. Инженерно-технические работники |
70 - 100 |
70 |
70 |
|
4. Служащие |
100 |
100 |
100 |
|
5. Младший обслуживающий персонал |
100 |
100 |
100 |
3.5. Укрупненные показатели численности женщин
Укрупненные показатели численности женщин приводятся в табл. 12.
Таблица 12
|
Численность женщин, % от общей численности работающих |
|
|
1. Основные рабочие: |
|
|
- на подготовке поверхности основного металла и обработке покрытий, производимой механическими способами |
25 - 40 |
|
- на нанесении покрытий |
70 - 75 |
|
2. Вспомогательные рабочие |
40 - 50 |
|
3. Инженерно-технические работники |
50 - 60 |
|
4. Служащие |
100 |
|
5. Младший обслуживающий персонал |
100 |
Примечание. Большая численность берется при более высоком уровне механизации и автоматизации.
3.6. Распределение работающих по группам санитарной характеристики производственных процессов
Распределение работающих по группам санитарной характеристики производственных процессов см. по табл. 13.
Таблица 13
|
Наименование профессии и признаки производственных процессов |
Санитарная характеристика производственного процесса |
Группа производственного процесса по санитарной характеристике |
|
Мойщик: |
|
|
|
а) органическими растворителями: |
|
|
|
- опасными при поступлении в кровь через кожу (трихлорэтилен и др.) |
Воздействие веществ, опасных при поступлении через кожу |
IIIа |
|
- не поступающими в кровь через кожу (бензин, керосин и др.) |
Воздействие на рабочего веществ 3 и 4-го классов опасности |
IIIб |
|
б) растворами с наличием едких щелочей |
Воздействие на рабочего веществ 2-го класса опасности |
IIIа |
|
Гидропескоструйщик |
Воздействие влаги, вызывающей намокание специальной одежды и обуви |
IIв |
|
Дробеметчик, дробеструйщик |
Воздействие пыли: |
|
|
- меди и медных сплавов |
IIIа |
|
|
- прочих цветных металлов и черных металлов |
IIг |
|
|
Оператор вибрационных или ультразвуковых установок: |
|
|
|
- с кислыми средами |
Воздействие минеральных кислот |
IIIа |
|
- с нейтральными или слабощелочными средами (без едких щелочей) |
Воздействие веществ 3 и 4-го классов опасности |
IIIб |
|
Полировщик |
Воздействие пыли растительного происхождения: |
|
|
- с окисью хрома |
IIIа |
|
|
- без окиси хрома |
IIг |
|
|
Шлифовщик |
Воздействие пыли меди и ее сплавов и двуокиси кремния |
IIIа |
|
Воздействие пыли металлов (кроме меди и ее сплавов) с примесью двуокиси кремния |
IIг |
|
|
Крановщик |
Воздействие пыли: |
|
|
- черных и цветных металлов (кроме меди и ее сплавов) |
IIг |
|
|
- меди и ее сплавов |
IIIа |
|
|
Галтовщик |
|
|
|
- при обработке сухим методом |
Древесная пыль |
IIг |
|
- при подводном методе |
Воздействие воды |
IIв |
|
Гальваник на линиях с ручным обслуживанием или с обслуживанием тельферами (кранами) при наличии технологических процессов, в которых применяются вещества: |
|
|
|
- азотная, серная, соляная, хромовая, фтористо-водородная кислоты; соли синильной, фтористо-водородной, хромовой кислот; соли никеля, кадмия, ртути, свинца; едкие щелочи |
Воздействие веществ 1-го и 2-го классов опасности |
IIIа |
|
- прочие |
Воздействие веществ 3-го и 4-го классов опасности |
IIIб |
|
Гальваник на загрузке-выгрузке автоматических и механизированных линиях |
То же |
IIIб |
|
Кладовщик: |
|
|
|
- кладовых кислот и химикатов |
Воздействие веществ 1, 2, 3 и 4-го классов опасности |
IIIа |
|
- кладовых вспомогательных материалов |
Незначительное загрязнение рук и специальной одежды |
Iа |
|
Транспортный рабочий |
То же |
См. примечание 1 к настоящей таблице |
|
Уборщик помещения |
Загрязнение рук и спецодежды |
См. примечание 1 к настоящей таблице |
|
Корректировщик ванн |
Воздействие веществ 1, 2, 3 и 4-го классов опасности (попеременно) |
IIIа |
|
Наладчик |
То же |
IIIа |
|
Слесарь по ремонту и изоляции подвесок |
Воздействие органических веществ 3 и 4-го классов опасности (бутилацетат и т.п.) |
IIIб |
|
Комплектовщик, распределитель работ |
Незначительное загрязнение рук и специальной одежды |
Iа |
|
Контролер |
Загрязнение рук и одежды |
См. примечание 1 к настоящей таблице |
|
Накатчик кругов |
Воздействие абразивной пыли |
IIг |
|
Пастоварщик |
Воздействие пыли электрокорунда, кварца молотого, триэтаноламина, окиси хрома |
IIIа |
|
Рабочие по очистке оборудования |
Воздействие различных веществ 1, 2, 3 и 4-го классов опасности (попеременно) |
IIIа |
|
Сортировщик продукции |
Незначительное загрязнение рук |
Iа |
Примечания: 1. Инженерно-технических работников, транспортных рабочих, уборщиков помещений и контролеров, занятых непосредственно на производственных участках, следует относить к той же группе производственного процесса по санитарной характеристике, к которой отнесены рабочие этих участков. Если указанные работники обслуживают целиком цех, состоящий из участков с различными группами, их следует относить к группе, к которой относится участок с наибольшей численностью рабочих.
2. Профессии, для которых требуется устройство ингаляторов:
- гальваники и электрополировщики при работе с хромовыми электролитами при обслуживании ванн вручную или тельферами;
- корректировщики ванн и наладчики оборудования при работе с хромовыми электролитами;
- рабочие на процессах с выделением пыли.
3. Рабочие, занятые на работах с вибрацией, передающейся на руки, для которых требуется устройство ручных ванн:
- шлифовщики и полировщики, обрабатывающие детали вручную на станках;
- гидропескоструйщики, дробеметчики, дробеструйщики при обработке вручную.
4. Для ИТР и рабочих, относящихся к группам производственных процессов по санитарной характеристике IIIa, IIIб, в соответствия с главой СНиП «Вспомогательные здания и помещения промышленных предприятий» - специальная одежда расширенного состава, для остальных рабочих и ИТР - специальная одежда обычного состава.
3.7. Коэффициент сменности рабочих
Коэффициент сменности рабочих:
|
для единичного и мелкосерийного производства |
1,0 - 1,65; |
|
для среднесерийного производства |
1,65 - 1,75; |
|
для массового и крупносерийного производства |
1,8 - 2,0. |
4. ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ
4.1. Основные строительные параметры зданий и грузоподъемность транспортных средств
4.1.1. Нормы размеров пролетов зданий и грузоподъемности подъемно-транспортных средств приводятся в табл. 14.
Таблица 14
|
Основные параметры зданий |
Подъемно-транспортные средства |
|||||||
|
Сетка колонн, м |
Высота, м |
Наименование |
Грузоподъемность, т |
|||||
|
I этаж |
II этаж |
Подвал |
I этаж |
II этаж |
Подвал |
|||
|
Одноэтажные |
24´12 |
- |
- |
6; 7,2 |
- |
- |
Конвейеры подвесные |
0,5 - 1 |
|
18´12 |
- |
- |
6; 7,2 |
- |
- |
Тали электрические |
0,25 - 1,0 |
|
|
24´6 |
- |
- |
6; 7,2 |
- |
- |
Краны подвесные электрические однобалочные |
0,25 - 3,2 |
|
|
Одноэтажные с подвалом (для цехов с существующими подвалами и при разработке проектов техперевооружения) |
24´12 |
- |
6´6 |
6;7,2 |
- |
- |
Контейнеры подвесные |
0,5 - 1,0 |
|
18´12 |
- |
6´6 6´9 |
6; 7,2 |
- |
6,0 |
Тали электрические |
0,5 - 1,0 |
|
|
24´6 |
- |
6´6 |
6; 7,2 |
- |
6,0 |
Краны подвесные электрические однобалочные |
0,25 - 3,2 |
|
|
18´6 |
- |
6´6 |
6; 7,2 |
- |
6,0 |
|||
|
Одноэтажные с подвалом для авиационной промышленности |
48´12 |
- |
6´6 6´9 |
14,4; 24 |
- |
6,0 8,0 |
Краны подвесные электрические однобалочные |
До 50 |
|
60´12 |
- |
6´6 6´9 |
24 |
- |
8,0 |
До 50 |
||
|
Двухэтажные |
6´6 |
24´12 |
- |
6,6 |
6,0 |
- |
Конвейеры подвесные |
0,5 - 1,0 |
|
6,0 |
6,6 |
|||||||
|
7,2 |
7,2 |
|||||||
|
6´12 |
24´12 |
- |
6,6 |
6,0 |
- |
Тали электрические |
0,25 - 1,0 |
|
|
6,0 |
6,6 |
|||||||
|
7,2 |
7,2 |
|||||||
|
6´6 |
18´12 |
- |
6,0 |
6,6 |
- |
Краны подвесные электрические однобалочные |
0,25 - 1,0 |
|
|
7,2 |
7,2 |
|||||||
|
6´9 |
18´12 |
- |
6,0 |
6,6 |
- |
|||
|
7,2 |
7,2 |
|||||||
Примечания к табл. 14:
1. В случае размещения участков с единичным и мелкосерийным производством в существующих зданиях (при реконструкции, техническом перевооружении) высота помещений допускается: не менее 3,6 м - для подвала и 5,6 м - на отметках выше 0,000, при этом объем производственного помещения на одного работающего должен быть не менее 15 м3.
2. Для одноэтажного цеха без подвала высота указана до низа несущих конструкций здания.
Для одноэтажного цеха с подвалом высота указана: для подвала - от пола до пола, для 1-го этажа - до низа несущих конструкций.
Для двухэтажного цеха высота указана: для 1-го этажа - от пола до пола, для 2-го этажа - до низа несущих конструкций.
3. Наряду с указанными в таблице типами исполнений цехов допускаются, при соответствующем обосновании, другие типы исполнений (трехэтажное с техническим этажом, одноэтажное с неперекрытым приямком и др.).
4.1.2. Цехи металлопокрытий следует размещать у наружной стены зданий (предпочтительно по наибольшей стороне). Допускается размещать цехи (участки) не у наружной стены:
- при техническом перевооружении (реконструкции) этих цехов;
- из условий поточности производства с обеспечением эффективной приточно-вытяжной вентиляции с максимально возможной герметизацией оборудования.
4.1.3.* Цехи металлопокрытий следует отделять от остальных производственных подразделений несгораемыми стенами или перегородками с пределом огнестойкости не менее требуемого согласно части 2 СНиП.
4.1.4.* Исключен.
4.1.5. Транзитные корпусные проезды и проходы как через производственные, так и вспомогательные помещения цехов (участков) металлопокрытий проектировать не допускается.
4.1.6. Автоматические и автоматизированные линии нанесения металлопокрытий и линии ванн с ручным обслуживанием рекомендуется устанавливать выше уровня пола на 0,3 м и более в целях рационального размещения и объединения всех идентичных инженерных коммуникаций под площадками обслуживания линий, а также для уменьшения количества пропусков их через межэтажное перекрытие для подключения к соответствующим магистралям, проходящим под потолком 1-го этажа.
4.1.7. При размещении гальванических цехов в блоке с другими производствами допускается принимать ширину и высоту пролетов, обусловленные требованиями других технологических переделов, но не менее размеров, указанных в табл. 14 и в примечании 1 к этой таблице.
4.2. Нормы для определения площадей
Нормы удельной площади на единицу производственного оборудования (для укрупненных расчетов) следует определять по табл. 15.
Нормы площадей под вспомогательное оборудование (для укрупненных расчетов) следует определять по табл. 16.
Нормы для определения площадей, приведенные в табл. 15 и 16, подлежат использованию при разработке предварительной компоновки цехов, располагаемых в корпусе.
Таблица 15
|
Удельная площадь на единицу производственного оборудования, м2 |
|
|
Автоматические и механизированные линии нанесения металлопокрытий |
Площадь пола, занимаемая линией, с площадкой обслуживания (без комплектующего оборудования) с коэффициентом: |
|
- для единичного, мелко- и среднесерийного производства 3,0 - 3,5 |
|
|
- для крупносерийного и массового производства 2,0 - 2,5 |
|
|
Шлифовально-полировальное оборудование: |
|
|
- двухшпиндельные станки с кругами |
12 - 14 |
|
- двухшпиндельные станки с лентой |
16 - 18 |
|
- автоматы и полуавтоматы с занимаемой площадью до 5 м2 |
18 - 20 |
|
- автоматы и полуавтоматы с занимаемой площадью более 5 м2 |
Площадь пола, занимаемая оборудованием, с коэффициентом 3,5 - 4,0 |
|
Ванны: |
|
|
- длиной до 3 м |
8 - 10 |
|
- длиной 3 - 5 м |
15 - 18 |
|
- длиной более 5 м |
Площадь цеха, занимаемая ванной, с коэффициентом 2,5 - 3,0 |
|
Вытяжные шкафы, сушильные шкафы |
8 - 10 |
|
Выпрямители: |
|
|
- до 3200 А (с встроенным трансформатором) |
8 - 10 |
|
- более 3200 А (с вынесенным трансформатором) |
18 - 20 |
Примечание к табл. 15.
Для отдельных сложных высокопроизводительных автоматических и механизированных линий нанесения многослойных защитно-декоративных покрытий и линий твердого хромирования коэффициент при крупносерийном и массовом производстве может приниматься равным 3,0.
Таблица 16
|
Нормы площадей под вспомогательное оборудование, % от площади, занятой производственным оборудованием |
|
|
Защитных покрытий |
80 - 100 |
|
Защитно-декоративных покрытий |
100 - 120 |
|
Твердого покрытия |
110 - 130 |
Примечания: 1. Табличные данные учитывают вспомогательные участки и помещения, перечисленные в подразделе 1.3 (кроме вычислительной техники к АСУТП), а также площади, занятые внутрицеховыми проездами.
2. Нормами площадей не учтены: магистральные проезды, распределительные устройства и тепловые вводы, служебно-бытовые помещения. Площадь последних следует определять по главе СНиП «Вспомогательные здания и помещения промышленных предприятий».
3. В составе площадей, занятых вспомогательным оборудованием, площадь, занимаемая участком сбора и перекачки сточных вод, принята в размере 15 - 20 %, системами приточно-вытяжной вентиляции - 25 - 30 %, участками регенерации - 5 - 10 % от площадей, занятых производственным оборудованием.
Площадь помещения на одного работающего должна составлять не менее 4,5 м2.
Окончательный размер площади цеха должен определяться путем размещения технологического оборудования, рабочих мест, подъемно-транспортных и других устройств на планировке цеха с учетом установленных табл. 17 и 18 расстояний.
4.3. Нормы расстояний между оборудованием и строительными элементами зданий.
Нормы расстояний между оборудованием и между строительными элементами зданий и оборудованием следует определять по табл. 17.
Нормы ширины проездов следует определять по табл. 18.
4.4.* Указания о необходимости выделения подразделений цеха в отдельные помещения и рекомендации по размещению подразделений.
Указания о необходимости выделения подразделений цеха в отдельные помещения и рекомендации по размещению подразделений приведены в табл. 19.
4.5.* Технологические требования к конструкциям полов, отделке стен, колонн и потолков помещений.
Технологические требования к конструкциям полов, отделке стен, колонн и потолков помещений следует определять по табл. 20.
Таблица 17
|
Расстояние |
Обозначение |
Размеры, мм |
Эскиз |
|
|
1. Ванны с ручным обслуживанием |
От ванны до стола |
А |
300 - 400 |
|
|
Между тыльными сторонами ванны |
Б* |
800 - 1000 |
||
|
Между рабочими сторонами ванны |
В |
1500 - 2000 |
||
|
От колонны до тыльной стороны ванны |
Г |
600 - 800 |
||
|
От боковой стороны ванны до проезда |
Д |
1500 - 2000 |
||
|
От рабочей до тыльной стороны ванны |
Е |
1500 - 1700 |
||
|
* Размер Б может быть увеличен при наличии между ваннами проемов для спуска коммуникаций. |
||||
|
|
Oт колонны до боковой стороны ванны |
А |
500 - 600 |
|
|
Между ванной и выпрямителем |
Б |
250 - 300 |
||
|
Между выпрямителями |
В* |
300 - 400 |
||
|
От колонны до рабочей стороны ванны |
Г |
1000 - 1200 |
||
|
Между ваннами, расположенными в ряд |
Д |
100 - 150 |
||
|
От колонны до тыльной стороны ванны |
Е |
600 - 800 |
||
|
* При наличии у выпрямителей выводов шин вверх размер В принимать равным 100 - 150 мм. |
||||
|
2. Колокольные установки |
Между колокольными установками |
А |
200 - 250 |
|
|
От колонны до тыльной стороны установки |
Б |
600 - 800 |
||
|
Между рабочими сторонами установок |
В |
1500 - 2000 |
||
|
3. Ванны с механизированной загрузкой электротельфером или автооператором без площадок обслуживания |
Между тыльными сторонами ванн |
А |
1000 - 1200 |
|
|
От рабочей стороны ванны до колонны |
Б |
1200 - 1500 |
||
|
Oт боковой стороны ванны до колонны |
В |
800 - 1000 |
||
|
Между ваннами |
Г |
100 - 150 (уточняется по характеристике оборудования) |
||
|
От проезда до загрузочной стойки |
Д |
2000 - 3500 |
||
|
|
Между рабочими сторонами ванн |
А |
1500 - 2000 |
|
|
Между колонной и тыльной стороной ванны |
Б |
800 - 1000 |
||
|
От проезда до загрузочной стойки |
В |
2000 - 3500 |
||
|
4. Ванны с механизированной загрузкой электротельфером или автооператором с площадками обслуживания |
Между тыльными сторонами ванн спаренных линий |
А |
800 - 1000 |
|
|
Ширина площадки обслуживания |
Б |
800 - 1000 |
||
|
От колонны до щита управления |
В |
1200 - 1500 |
||
|
Между ванными |
Г |
100 - 150 (уточняется по характеристике оборудования) |
||
|
От проезда до линии |
Д |
2000 - 3500 |
||
|
От щита управления до ванны |
Е |
300 - 400 |
||
|
От боковой стороны ванны до колонны |
Ж |
800 - 1000 |
||
|
Между щитами управления (при их отсутствии - между линиями) |
И |
2000 - 2500 |
||
|
5. Автоматы нанесения металлопокрытий с площадками обслуживания |
Между пристенной колонной и боковой стороной автомата (площадкой) |
А |
1200 - 1300 |
|
|
Между площадками |
Б |
1000 - 2500 |
||
|
Между колонной и тыльной стороной автомата |
В |
1000 - 1500 |
||
|
От проезда до автомата |
Г |
2000 - 3500 |
||
|
|
Между колонной и площадкой обслуживания |
А |
0 - 100 |
|
|
Между колонной и тыльной стороной автомата |
Б* |
Не менее 500 |
||
|
* При наличии прохода между площадкой обслуживания и колонной размер Б принимать равным 700 мм. |
||||
|
6. Выпрямители: |
|
|
|
|
|
- у ванн с ручным обслуживанием |
Между ванной и выпрямителем |
А |
250 - 300 |
|
|
- у ванн с механизированной загрузкой электротельфером или автооператором без площадок обслуживания |
Между рабочей стороной ванны и выпрямителем |
А |
1200 - 1500 |
|
|
Между выпрямителями |
Б* |
300 - 400 |
||
|
Между тыльной стороной ванны и выпрямителем |
В |
800 - 900 |
||
|
Между тыльной стороной ванны и боковой стороной выпрямителя |
Г |
100 - 150 |
||
|
* При наличии у выпрямителей выводов шин вверх размер Б принимать равным 100 - 150 мм. |
||||
|
- у автоматов без обслуживающих площадок (настилов) |
Между тыльной стороной автомата и боковой стенкой выпрямителя |
А |
500 - 600 |
|
|
Между тыльной стороной автомата и рабочей стороной выпрямителя |
Б |
800 - 900 |
||
|
Между рабочей стороной автомата и лицевой стороной выпрямителя |
В |
1200 - 1500 |
||
|
Между рабочей стороной автомата и боковой стороной выпрямителя |
Г |
1000 - 1200 |
||
|
Между тыльными сторонами выпрямителей |
Д |
1000 - 2500 |
||
|
- у автоматов кареточного и автооператорного типов с обслуживающими площадками (настилом) |
Meжду боковой стороной автомата и выпрямителем |
А |
Расстояние «Г» + (100 ¸ 200) |
|
|
Между боковой стороной автомата и лицевой стороной выпрямителя |
Б |
800 - 900 |
||
|
Между выпрямителями |
В* |
300 - 400 |
||
|
Ширина площадки |
Г |
800 - 900 |
||
|
Между стороной выпрямителя и ограждением площадки |
Д |
200 - 300 |
||
|
Между площадками обслуживания |
Е |
2000 - 2500 |
||
|
* При наличии у выпрямителей выводов шин вверх размер Б принимать равным 100 - 150 мм. |
||||
|
- в отдельном помещении |
Между тыльной стороной выпрямителя и колонной |
А |
500 - 800 |
|
|
Между боковыми сторонами выпрямителей |
Б* |
300 - 400 |
||
|
Между лицевыми сторонами выпрямителей |
Б |
1200 - 1500 |
||
|
Между тыльными сторонами выпрямителей |
Г |
800 - 1000 |
||
|
Между боковой стороной выпрямителя и колонной |
Д* |
300 - 400 |
||
|
* При наличии у выпрямителей выводов шин вверх размеры Д, Б принимать равными 100 - 150 мм. |
||||
|
7 Комплектующее оборудование (насосы, фильтры, буферные емкости, теплообменники) у линий для покрытий |
От комплектующего оборудования до площадки обслуживания линии |
А |
100 - 200 (для фильтров и насосов 500 - 600) |
|
|
Между единицами комплектующего оборудования |
Б |
200 - 300 |
||
|
Между комплектующим оборудованием, располагаемым у двух соседних линий |
В |
2000 - 2500 |
||
|
От колонн до комплектующего оборудования |
Г |
1200 - 1300 |
||
|
8. Оборудование для фильтрования, приготовления и корректирования растворов |
От тыльной или боковой стороны оборудования до колонны или стены |
А* |
200 - 300 |
|
|
Между лицевыми сторонами оборудования или площадками обслуживания, располагаемыми с лицевых сторон |
Б |
1500 - 2000 |
||
|
Между насосами (фильтрами) или между насосом и другим видом оборудования |
В |
700 - 800 |
||
|
Между боковыми сторонами оборудования (кроме насосов и фильтров) |
Г |
200 - 300 |
||
|
* При необходимости периодического обслуживания оборудования размер А принимать равным 700 - 800 мм. |
||||
|
9. Шлифовально-полировальные станки |
Он колонны до боковой стороны станка |
А |
800 - 1000 |
|
|
Между боковыми сторонами станков |
Б* |
1000 - 1500 |
||
|
Между тыльными сторонами станков |
В** |
600 - 800 |
||
|
Между рабочими сторонами станков |
Г*** |
2500 - 2800 |
||
|
От колонны до тыльной стороны станка |
Д |
600 - 800 |
||
|
* Большие значения размера Б принимать при обработке крупногабаритных деталей. ** Размер В для станков с обработкой лентой должен быть равен 1200 - 1300 мм. *** При обработке крупногабаритных деталей расстояние Г устанавливать в зависимости от обрабатываемых деталей. |
||||
|
10. Бесцентровые шлифовально-полировальные станки |
От тыльной стороны стенка до колонны |
А |
800 - 1000 |
|
|
От торца станка до границы зоны загрузки (выгрузки) |
Б |
Длина обрабатываемых деталей |
||
|
От границы зоны загрузки (выгрузки) до стены |
В |
500 - 600 |
||
|
От лицевой стороны станка до проезда |
Г |
800 - 1000 |
||
|
11. Шлифовально-полировальные автоматы для мелких деталей |
От проезда до лицевой стороны автомата |
А |
1500 - 2500 |
|
|
От боковой стороны до колонны или боковой стороны другого станка |
Б |
700 - 1000 |
||
|
От тыльной стороны станка до строительного элемента |
В |
700 - 1000 |
||
|
12. Шлифовально-полировальные автоматы и полуавтоматы для средних и крупных деталей |
От строительного элемента здания до боковой или тыльной стороны, не имеющей шлифовальной головки |
А |
600 - 1200 |
|
|
До стороны, имеющей шлифовальную головку |
Б |
900 - 1200 |
||
|
От боковой стороны автомата (полуавтомата) до шлифовально-полировального станка, автомата или его пульта |
В |
800 - 1200 |
||
|
От лицевой стороны автомата до границы рабочей зоны (со складочным местом) |
Г |
2000 - 3500 |
||
|
От пульта до автомата |
Д |
0 - 300 (по характеристике оборудования) |
||
|
От лицевой стороны до колонны |
Е |
2000 - 2500 |
||
|
13. Вибрационные установки |
Между тыльными (нерабочими) сторонами |
А |
800 - 900 |
|
|
Между лицевыми (рабочими) сторонами |
Б |
1000 - 1200 |
||
|
Между тыльной (нерабочей) стороной и стеной (колонной) |
В |
700 - 800 |
||
|
Между пультом и колонной |
Г |
700 - 900 |
||
|
Между проездом и стороной оборудования (при наличии складочного места) |
Д |
1500 - 2000 |
||
|
Между пультом и установкой |
Е |
По технической документации на установку |
||
|
14. Версточные места |
|
|
|
|
|
Верстаки для операций, требующих вентиляции (для нанесения горячих покрытий, изоляции мест, не подлежащих покрытию, и др.) |
Между верстаками |
А |
200 - 300 |
|
|
Между рабочими местами верстаков |
Б |
1500 - 1600 |
||
|
Между тыльными сторонами верстаков |
В |
600 - 800 |
||
|
Верстаки для операций, не требующих вентиляции |
Между верстаками |
А |
50 - 100 |
|
|
Между рабочими местами верстаков |
Б |
1500 - 1600 |
||
|
Между тыльными сторонами верстаков |
В |
50 - 100 |
||
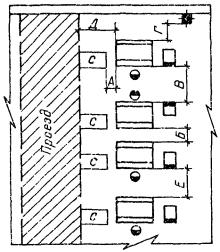
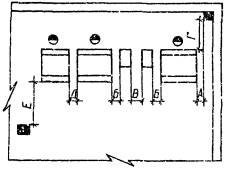
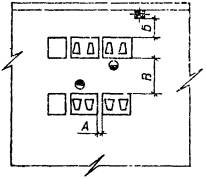
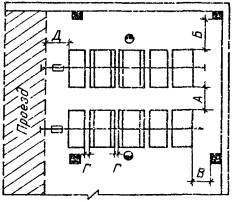
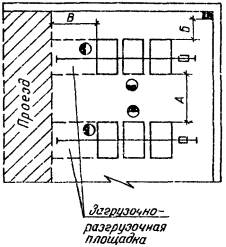
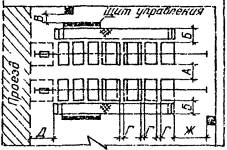
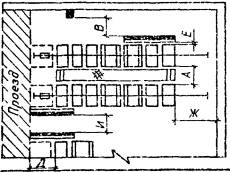
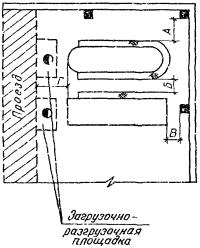
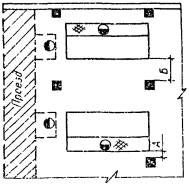
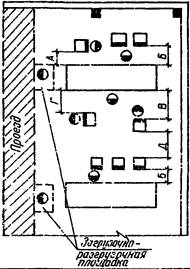

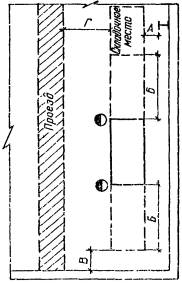
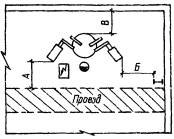
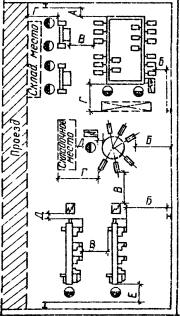
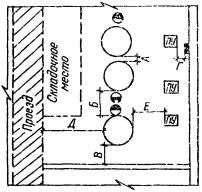
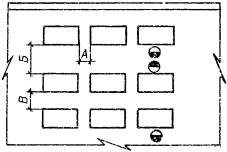
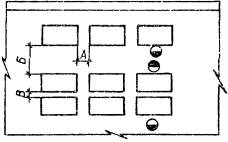
Таблица 18
|
Ширина цехового проезда, мм |
|
|
1. Электротележками (электрокарами) грузоподъемностью: |
|
|
до 1,0 т |
2000 |
|
от 1,0 до 3,0 т |
2500 |
|
от 3,0 до 5,0 т |
3000 |
|
2. Электропогрузчиками грузоподъемностью: |
|
|
до 0,5 т |
2500 |
|
от 0,5 до 1,0 т |
3000 |
|
от 1,0 до 3,0 т |
4000 |
1. Расстояния указаны от наружных габаритов оборудования, включающих крайние положения движущихся частей, открывающихся дверок, постоянных ограждений и площадок обслуживания, а также от фундаментов под оборудование.
2. Ширина проездов при транспортировании электропогрузчиками дана с учетом возможности их поворота на 90°.
3. Расстояние от проезда до оси конвейера должно быть равно В + (0,4 ¸ 0,5) м, где В - ширина транспортируемой на конвейере тары (детали), м.
4. Минимальная ширина проходов - 800 мм от наружных габаритов оборудования.
5. Вдоль наружных остекленных стен в цехах следует предусматривать проезд, как правило, шириной 2 м для транспортно-подъемных средств, используемых при очистке остеклений.
6. Размеры зон складирования и загрузочно-разгрузочных площадок у оборудования подлежат уточнению в зависимости от размеров обрабатываемых деталей, способа подачи деталей на обработку и от других факторов. Норма запаса деталей в указанных зонах и на площадках - на 2 - 3 ч. работы.
7. Расстояние от границы проезда до оборудования следует определять по табл. 17; при отсутствии в этой таблице соответствующих данных указанное расстояние принимать равным 250 мм.
Таблица 19
|
Необходимость выделения в отдельное помещение |
Причины выделения в отдельное помещение |
Возможность размещения |
Прочие указания о размещении |
|||
|
в подвале |
на 1-м этаже |
на 2-м этаже |
||||
|
I. Гальванический зал |
+ |
Выделение химически вредных веществ, влаговыделение |
- |
+ |
+ |
Необходимо примыкание к наружным стенам, имеющим остекление |
|
2. Шлифования и полирования (на станках, в виброустановках, подводное) |
+ |
Пылевыделение |
- |
+ |
+ |
То же |
|
3. Нанесения покрытий драгоценными металлами |
+ |
Материальная ответственность |
- |
+ |
+ |
Необходимо примыкание к наружной стене При наличии 1 - 2 ванн покрытий (кроме золочения) вместимостью 400 л можно не выгораживать |
|
4. Монтажа и демонтажа деталей |
- |
- |
- |
+ |
+ |
Необходимо естественное освещение |
|
5. Пультовые, щитовые |
+ |
Недопустимость воздействия агрессивных газов, обусловленная требованиями технической документации на оборудование |
- |
+ |
+ |
Для пультовых необходимо естественное освещение |
|
6. Обезжиривания в органических растворителях и регенерация растворителей |
|
|
|
|
|
|
|
- легковоспламеняющихся |
+ |
Выделение токсичных веществ, взрывопожароопасность |
- |
+ (только при одноэтажном исполнении цеха) |
+ |
Необходимо примыкание к наружным стенам |
|
- трихлорэтилена и др. аналогичных |
- |
- |
- |
+ |
+ |
|
|
7. Ультразвукового обезжиривания |
- |
- |
- |
+ |
+ |
Располагается в гальваническом зале |
|
8. Ультразвуковых генераторов |
+ |
Вредное воздействие ультразвука |
+ |
+ |
+ |
При необходимости перегородки облицовываются шумопоглощающими материалами |
|
9. Приготовления, корректирования и фильтрации растворов |
+ |
Выделение вредных химических веществ, влаговыделение |
+ |
+ |
+ |
|
|
10. Регенерации растворов и извлечения металлов |
- |
- |
+ |
- |
+ |
Рекомендуется располагать в одном помещении с участками приготовления, корректирования и фильтрации растворов |
|
11. Сбора и перекачки сточных вод |
- |
- |
+ |
+ (при двухэтажном исполнении цеха) |
+ |
Рекомендуется располагать в одном помещении с участками приготовления, корректирования и фильтрации растворов |
|
12. Вытяжной вентиляции |
+ |
Шум |
+ |
+ |
+ |
Возможно расположение на антресолях |
|
13. Приточной вентиляции |
+ |
Шум |
+ |
+ |
+ |
То же |
|
14. Ремонта и изоляции подвесок |
+ |
Защита работающих от вредных воздействий других участков, пожаро - и взрывоопасность |
- |
+ (при одноэтажном исполнении цеха) |
+ (при двухэтажном исполнении цеха) |
Необходимо естественное освещение |
|
15. Изготовления и накатки кругов, склейки шлифовальных лент, приготовления мастик и паст |
+ |
Пылевыделение |
- |
+ |
+ |
Необходимо естественное освещение. Рекомендуется размещать в одном помещении со шлифовально-полировальным участком |
|
16. Турбовоздуходувок |
+ |
Шум |
+ |
+ |
- |
|
|
17. Холодильных фреоновых установок |
- |
- |
+ |
+ |
- |
|
|
16. Склады (кладовые) |
|
|
|
|
|
|
|
- несгораемых деталей без смазки в несгораемой упаковке |
- |
- |
- |
+ |
+ |
|
|
- несгораемых деталей со смазкой в несгораемой упаковке или без смазки в сгораемой упаковке |
|
Пожароопасность |
- |
+ |
+ |
Аналогично для сгораемых деталей |
|
19. Кладовая химикатов |
+ |
Материальная ответственность. Пожароопасность |
+ |
+ |
+ |
При доставке автотранспортом рекомендуется расположение у наружной стены |
|
20 Кладовая вспомогательных материалов |
+ |
Материальная ответственность. Пожароопасность |
- |
+ |
+ |
|
|
21. Кладовая растворителей |
+ |
Материальная ответственность. Взрывопожароопасность |
- |
+ |
+ |
При наличии легковоспламеняющихся растворителей необходимо размещать у наружной стены |
|
22. Приготовления обессоленной воды |
- |
- |
+ |
+ |
+ |
|
|
23. Кладовая кислот |
+ |
Выделение химически вредных веществ, проливы |
+ |
+ |
+ |
При доставке кислот автотранспортом рекомендуется расположение у наружной стены |
|
24. Экспресс-лаборатория |
+ |
Химическая вредность. Проведение анализов большой точности |
- |
+ |
+ |
Необходимо естественное освещение |
|
25. Кладовая инструмента, оснастки, чертежей и эталонов покрытий |
+ |
Недопустимость воздействия агрессивных сред других помещений |
- |
+ |
+ |
|
|
26. Площадки оборудования для механизированной уборки помещений |
- |
- |
+ |
+ |
+ |
|
Примечания (к табл. 19):
1. Необходимость выделения подразделений в отдельное помещение, а также возможность размещения их в подвале, на 1-м и 2-м этажах отмечается знаком «+», отсутствие необходимости в выделении отдельного помещения, а также возможности размещения в подвале, на 1-м и 2-м этажах отмечается знаком «-».
2. Камеры вытяжной вентиляции для помещений производственных категорий «А» и «Б» и кладовые растворителей должны проектироваться с учетом требований, предъявляемых нормами к помещениям с взрыво- и пожароопасными производствами.
3. При выделении подразделений в отдельные помещения должна по возможности соблюдаться поточность технологического процесса.
Таблица 20
|
Технологические требования к конструкции полов |
Технологические требования к отделке стен, колонн и к другим строительным конс трукциям |
|||||||||||||||||||||||
|
безискровость |
огнестойкость |
электропроводимость |
несорбность |
влагостойкость |
стойкость к органическим растворителям |
нескользкость |
Стойкость к воздействию растворов с концентрацией |
Интенсивность воздействия проливов |
Механические воздействия |
|||||||||||||||
|
более 10 |
от 5 до 10 |
до 5 % |
||||||||||||||||||||||
|
не окисляющих кислот и их солей |
окисляющих минеральных кислот и их солей |
едких щелочей и основных солей |
кислот и щелочных (попеременно) |
кислот и их солей |
едких щелочей и основных солей |
кислых и щелочных (попеременно) |
минеральных кислот и их солей |
щелочей и основных солей |
кислых и щелочных (попеременно) |
большая |
средняя |
малая |
значительные |
умеренные |
слабые |
|||||||||
|
1. Производственные участки и подразделения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.1. Гальванический зал (с участком снятия покрытий): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- на поддонах |
- |
- |
- |
+ |
+ |
- |
|
указывается конкретно в строительном задании в картах по каждому виду проливов |
+ |
- |
- |
- |
- |
+ |
Кирпичные или железобетон. стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической, стеклянной, эмалированной или поливинилхлоридной плиткой. Bерx стен, колонн, фермы, покрытия и перекрытия должны быть окрашены синтетической эмалью светлого тона |
|||||||||
|
- вне поддонов |
- |
- |
- |
+ |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
+ |
- |
|
|
1.2. Шлифования и полирования: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- при обработке на станочном оборудовании |
- |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
То же |
|
- при обработке на виброустановках и подводной |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
+ |
- |
- " - |
|
1.3. Гидропескоструйной обработке |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
+ |
- |
+ |
- |
- " - |
|
1.4. Дробеструйной очистки |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- " - |
|
1.5. Монтажа и демонтажа деталей |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- " - |
|
1.6. Обезжиривания в органических растворителях |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
Стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической плиткой или асбестоцементными плоскими листами. Верхняя часть стен, колонн, покрытия и перекрытия должны быть окрашены полимерцементными или водоэмульсионными красками светлого тона |
|
1.7. Источников постоянного тока: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- пультов и щитов управления |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
Кирпичные или железобетон. стены. Колонны, фермы, покрытия, перекрытия должны быть окрашены масляной, синтетической или полимерцементными красками |
|
- ультразвуковых генераторов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Вспомогательные участки и подразделения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.1. Приготовление, корректирование, фильтрация растворов: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кирпичные или железобетон. стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической, стеклянной, эмалированной или полистирольной плиткой. Bерx стен и колонн, фермы, покрытия и перекрытия должны быть окрашены синтетической эмалью |
|
- щелочных и кислых |
- |
- |
- |
+ |
+ |
- |
+ |
указывается конкретно в строительном задании в зависимости от применяемых растворов |
+ |
- |
- |
- |
+ |
- |
||||||||||
|
- цианидных |
- |
- |
- |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
+ |
- |
|
|
2.2. Регенерации растворов и извлечения металлов |
- |
- |
- |
+ |
+ |
- |
+ |
указывается конкретно в строительном задании в зависимости от применяемых растворов |
|
|
|
|
|
|
Кирпичные или железобетон. стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической, стеклянной, эмалированной или полистирольной плиткой, верx стен и колонн, фермы, покрытия и перекрытия - окрашены синтетической эмалью светлого тона |
|||||||||
|
2.3. Изоляции подвесок |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
Кирпичные или железобетон. стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической, стеклянной или эмалированной плиткой. Bерx стен и колонн, фермы, покрытия и перекрытия должны быть окрашены силикатными, масляными или водоэмульсионными красками светлого тона |
|
2.4. Ремонта подвесок |
- |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
Колонны, фермы, покрытия, перекрытия должны быть окрашены силикатными, масляными или водоэмульсионными красками светлого тона |
|
2.5. Изготовления и накатки кругов, склейки шлифовальных лент, приготовления паст и мастик |
- |
+ |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
То же |
|
2.6. Кладовые деталей |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- " - |
|
2.7. Кладовые: |
- |
+ |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- " - |
|
- чертежей и эталонов покрытий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- вспомогательных материалов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.8. Кладовая химикатов |
- |
+ |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- " - |
|
2.9. Кладовая растворителей |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
Столы, колонны, фермы, покрытия, перекрытия должны быть окрашены силикатными, масляными или водоэмульсионными красками светлого тона |
|
2.10. Кладовая кислот |
- |
+ |
- |
+ |
+ |
- |
+ |
указывается конкретно в строительном задании в зависимости от видов кислот |
- |
+ |
- |
- |
- |
+ |
Столы, колонны, фермы, покрытия, перекрытия должны быть окрашены синтетической эмалью светлого тона |
|||||||||
|
2.11. Экспресс-лаборатория |
- |
- |
- |
+ |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
- |
- |
+ |
|
|
|
|
|
|
|
|
|
|
На площади подразделений, имеющих большую и среднюю интенсивность воздействия воды и водных растворов рекомендуется устройство трапов. Количество трапов и их размещение определяются при разработке проектов ВК |
|
|
|
|
|
|
Кирпичные или железобетон. стены и колонны на высоту 2 м от пола должны быть облицованы светлой керамической, стеклянной, эмалированной или полистирольной плиткой. Bерx стен и колонн, фермы, покрытия и перекрытия должны быть окрашены синтетической эмалью светлого тона |
|||||||||
Примечания: 1. Соответствие или несоответствие технологическим требованиям главы СНиП по проектированию полов отмечается соответственно знаками «+» и «-».
2. Требования к полам и отделке помещений холодильных установок, сбора и перекачки сточных вод, приточной и вытяжной вентиляции, турбовоздуходувок, трансформаторных подстанций определяются отделами проектных организаций, разрабатывающими технологическую часть этих помещений.
3. Требования к полам участка изоляции подвесок приведены из условия применения грунта AК-091 и диплазоля 2А.
5. МАТЕРИАЛОЕМКОСТЬ И ЭНЕРГОЕМКОСТЬ
5.1. Нормы расхода материалов
5.1.1. Нормы расхода основных и вспомогательных материалов следует определять по общемашиностроительным и отраслевым руководящим материалам, инструкциям по нормированию расхода материалов.
5.1.2. Стандарты и технические условия на материалы, определяющие параметры и качество материалов, следует принимать по ГОСТ 9.305-84, a также по отраслевой нормативно-технической документации, утвержденной в установленном порядке.
5.1.3. Нормативы расхода растворов и электролитов при обработке на подвесках (для укрупненных расчетов) приводятся в табл. 21, 22, 23.
Таблица 21
|
Нормативы расхода растворов и электролитов, л/м2, при обработке деталей на подвесках |
||||||
|
в автоматических и механизированных линиях для групп сложности деталей |
в ваннах с ручным обслуживанием и тельферных линиях для групп сложности деталей |
|||||
|
1 |
2 |
3 |
1 |
2 |
3 |
|
|
1. Подготовка поверхности основного металла: |
|
|
|
|
|
|
|
Химическое обезжиривание деталей из черных металлов, меди и ее сплавов, алюминия и его сплавов |
0,400 |
0,480 |
0,560 |
0,500 |
0,600 |
0,700 |
|
Химическое обезжиривание деталей из черных и цветных металлов и сплавов с применением ультразвука |
0,240 |
0,320 |
0,400 |
0,300 |
0,400 |
0,500 |
|
Электрохимическое обезжиривание деталей из черных сплавов, алюминия и его сплавов, цинкового сплава |
0,400 |
0,480 |
0,560 |
0,500 |
0,600 |
0,700 |
|
Электрохимическое обезжиривание деталей из меди и ее сплавов |
0,320 |
0,400 |
0,480 |
0,400 |
0,500 |
0,600 |
|
Травление химическое деталей из черных металлов, нержавеющих сталей, меди и ее сплавов |
0,560 |
0,680 |
0,800 |
0,700 |
0,850 |
1,0 |
|
Травление химическое деталей из алюминия и его сплавов |
0,480 |
0,560 |
0,640 |
0,600 |
0,700 |
0,800 |
|
Одновременное обезжиривание и травление стальных деталей |
0,560 |
0,680 |
0,800 |
0,700 |
0,350 |
1,0 |
|
Активация деталей из черных металлов |
0,400 |
0,480 |
0,560 |
0,500 |
0,600 |
0,700 |
|
Активация деталей из алюминия |
0,320 |
0,400 |
0,480 |
0,400 |
0,500 |
0,600 |
|
Анодное снятие шлама с деталей из черных металлов |
0,400 |
0,480 |
0,560 |
0,500 |
0,600 |
0,700 |
|
Электрополирование деталей из углеродистой и низколегированных сталей |
0,800 |
0,960 |
1,120 |
1,000 |
1,200 |
1,400 |
|
Электрополирование деталей из нержавеющей стали |
0,960 |
1,120 |
1,280 |
1,200 |
1,400 |
1,600 |
|
Электрополирование деталей из меди и ее сплавов, алюминия и его сплавов |
0,380 |
0,480 |
0,580 |
0,480 |
0,600 |
0,720 |
|
Электрополирование никелевых покрытий |
0,450 |
0,530 |
0,610 |
0,550 |
0,650 |
0,750 |
|
Химическое полирование деталей из алюминия и его сплавов |
0,560 |
0,680 |
0,800 |
0,700 |
0,850 |
1,000 |
|
2. Получение металлических покрытий и покрытий из сплавов электрохимическим способом: |
|
|
|
|
|
|
|
- из цианидных электролитов |
0,105 |
0,115 |
0,140 |
0,125 |
0,145 |
0,175 |
|
- из щелочных электролитов |
0,105 |
0,115 |
0,140 |
0,125 |
0,145 |
0,175 |
|
- из кислых электролитов |
0,105 |
0,115 |
0,140 |
0,125 |
0,145 |
0,175 |
|
3. Получение металлических покрытий химическим и контактным способами: |
|
|
|
|
|
|
|
Меднение химическое |
- |
- |
- |
0,450 |
0,450 |
0,450 |
|
Никелирование химическое |
4,8 |
4,8 |
4,8 |
4,8 |
4,8 |
4,8 |
|
|
(на 1 мкм толщины слоя) |
|||||
|
Оловянирование контактное алюминиевых сплавов |
0,240 |
0,280 |
0,320 |
0,300 |
0,350 |
0,400 |
|
4. Получение неметаллических неорганических покрытий: |
|
|
|
|
|
|
|
Оксидирование стальных деталей (щелочное) |
0,400 |
0,480 |
0,560 |
0,500 |
0,600 |
0,700 |
|
Анодное окисление деталей из алюминия и его сплавов (серно-кислое) |
0,320 |
0,400 |
0,480 |
0,400 |
0,500 |
0,600 |
|
Фосфатирование оцинкованных деталей |
0,320 |
0,400 |
0,480 |
0,400 |
0,500 |
0,600 |
|
Фосфатирование стальных и чугунных деталей (температура до 50 °С) |
0,720 |
0,880 |
1,040 |
0,900 |
1,100 |
1,300 |
|
Фосфатирование стальных и чугунных деталей (температура 96 - 98 °С) |
1,120 |
1,400 |
1,600 |
1,400 |
1,750 |
2,000 |
|
5. Заключительная обработка покрытий: |
|
|
|
|
|
|
|
Осветление и хроматирование цинковых и кадмиевых покрытий |
0,240 |
0,320 |
0,400 |
0,300 |
0,400 |
0,500 |
|
Пассивирование деталей из меди и ее сплавов |
0,240 |
0,320 |
0,400 |
0,300 |
0,400 |
0,500 |
|
Наполнение покрытий: Ак.Окс., Хим.Фос, Хим.Окс. |
0,320 |
0,400 |
0,480 |
0,400 |
0,500 |
0,600 |
Примечания к табл. 21:
1. Для операций группы 2, требующих высокой чистоты электролитов (растворов), следует вводить коэффициент 1,2 - 1,3.
2. При обработке мелких деталей насыпью в барабанах или колоколах норматив потерь увеличивается: в 1,3 раза - для автоматических и механизированных линий, в 1,5 раза - для ванн с ручным обслуживанием и тельферных линий.
3. Для цианидных электролитов дополнительно следует учитывать нормативы расхода цианистого натрия на разложение - по табл. 22.
4. Для хромирования нормативы расхода хромового ангидрида следует определять по табл. 23.
Таблица 22
|
Норматив расхода цианистого натрия на разложение, г/(м2×мкм) |
||
|
без подогрева |
с подогревом |
|
|
I. Цинкование |
2,92 |
3,65 |
|
2. Кадмирование |
2,00 |
2,50 |
|
3. Меднение |
2,16 |
2,70 |
|
4. Латунирование (медь 50 %, цинк 40 %) |
2,56 |
3,20 |
Таблица 23
|
Массовая концентрация хромового ангидрида, г/л |
Группа сложности деталей |
Расчетные формулы |
|
|
При работе на ваннах с ручным обслуживанием |
При работе на автоматических линиях |
||
|
150 |
1 |
Н = 21,5d + 21 (5.13) |
|
|
2 |
Н = 21,5d + 29 (5.2) |
Н = 21,5d + 22,5 (5.14) |
|
|
3 |
Н = 21,5d + 34 (5.3) |
Н = 21,5d + 25,5 (5.15) |
|
|
250 |
1 |
Н = 26,5d + 44 (5,4) |
Н = 26,5d + 32,5 (5.16) |
|
2 |
Н = 26,5d + 49 (5.5) |
Н = 26,5d + 37,5 (5.17) |
|
|
3 |
Н = 26,5d + 56 (5.6) |
Н = 26,5d + 42,5 (5.18) |
|
|
275 |
1 |
Н = 28d + 48 (5.7) |
Н = 26,5d + 36,0 (5.19) |
|
2 |
Н = 28d + 54 (5.8) |
Н = 26,5d + 40,0 (5.20) |
|
|
3 |
Н = 28d + 62 (5.9) |
Н = 26,5d + 47,0 (5.21) |
|
|
350 |
1 |
Н = 31,5d + 61 (5.10) |
Н = 31,5d + 45,5 (5.22) |
|
2 |
Н = 31,5d + 68 (5.11) |
Н = 31,5d + 51,0 (5.23) |
|
|
3 |
Н = 31,5d + 79 (5.12) |
||
В формулах (5.1) - (5.24) приняты следующие обозначения:
Н - удельный норматив расхода хромового ангидрида, г/м2;
d - средняя толщина покрытия, мкм.
При хромировании с применением на поверхности электролита защитных веществ (типа хромина) норматив расхода хромового ангидрида должен приниматься с коэффициентом 0,9.
В табл. 24 и 25 приведены нормы удельных расходов соответственно растворимых и нерастворимых анодов.
Таблица 24
|
Наименование и материал анодов |
Норма расхода, г/(м2 × мкм) |
|
|
1. Меднение |
Аноды медные |
9,80 |
|
Аноды медные с фосфором |
9,80 |
|
|
2. Никелирование |
Аноды никелевые |
9,70 |
|
3. Цинкование |
Аноды цинковые |
7,90 |
|
4. Кадмирование |
Аноды кадмиевые |
9,50 |
|
5. Оловянирование |
Аноды оловянные |
8,00 |
|
6. Покрытие сплавом О-Н (65) |
Аноды никелевые |
2,8 |
|
Аноды оловянные |
5,3 |
|
|
7. Покрытие сплавом О-Ви (99) |
Аноды оловянные |
7,7 |
|
8. Покрытие сплавами медь-цинк |
Сплавы медно-цинковые |
9,1 |
|
9. Покрытие сплавом О-С (40) |
Сплав олово-свинец |
9,85 |
|
10. Покрытие сплавом О-С (60) |
Сплав олово-свинец |
8,90 |
|
11. Свинцевание |
Аноды свинцовые |
12,3 |
Таблица 25
|
Наименование и материал анода (катода) |
Норма расхода, г/м2 |
|
|
1. Полирование электрохимическое: |
|
|
|
- сталей: углеродистых, низко- и среднелегированных, коррозионно-стойких марки 12Х18Н9Т |
Листы свинцовые |
6,0 |
|
Роли свинцовые |
6,0 |
|
|
- алюминия и его сплавов |
Сталь марки 12Х18Н9Т |
0,25 |
|
Листы свинцовые |
5,32 |
|
|
Роли свинцовые |
5,32 |
|
|
- меди и ее сплавов |
Аноды медные |
3,49 |
|
2. Обезжиривание электрохимическое: |
|
|
|
- стали |
Углеродистая сталь |
1,15 |
|
Никелированная сталь |
|
|
|
- меди и ее сплавов |
То же |
1,38 |
|
- цинковых сплавов |
- » - |
0,7 |
|
3. Хромирование: |
|
|
|
- твердое |
Сплав: свинец (90 %), сурьма (8 %), олово (2 %) |
1,6* |
|
- молочное |
То же |
1,8* |
|
- защитно-декоративное |
- » - |
3,32* |
|
- твердое в саморегулирующемся электролите |
Сплав: свинец (90 %), олово (10 %) |
1,26* |
|
4. Анодное окисление алюминия и его сплавов |
Сталь марки 12Х18Н9Т |
0,5 |
|
Листы свинцовые |
1,82 |
|
|
Роли свинцовые |
1,82 |
|
|
Листы алюминиевые общего назначения |
1,35 |
|
|
5. Электрохимическое тонирование и окрашивание медных, никелевых, оловянных, цинковых покрытий, латуни |
Сталь марки 12Х18Н9Т |
5,4 |
|
* При толщине покрытия 1 мкм. |
||
5.2. Нормы расхода воды, энергоносителей и требования к их параметрам и качеству
5.2.1. Расчет расхода воды на промывные операции следует производить по ГОСТ 9.305-84.
Расход воды на составление растворов, восполнение испарения, промывку оборудования следует принимать в размере 15 - 20 % от расхода воды на промывные операции.
5.2.2. Расчет расхода сжатого воздуха следует производить по табл. 26, в которой приведены нормы расхода сжатого воздуха на 1 м3 вместимости емкости.
Таблица 26
|
Избыточное давление, МПа (кгс/см2) |
Расход сжатого воздуха, приведенный к стандартным условиям, м3/ч |
|
|
Перемешивание электролитов никелирования, сернокислого меднения с блескообразующими добавками |
0,05 (0,5) |
12 - 15 |
|
Перемешивание воды при промывных операциях, растворов и электролитов |
0,05 (0,5) |
12 |
Взамен перемешивания сжатым воздухом возможно применение других способов перемешивания (мешалками, насосами и т.д.).
Перечень операций, при осуществлении которых в ваннах требуется перемешивание, приведен в табл. 27.
Таблица 27
|
Характер раствора, электролита |
|
|
Обезжиривание и травление одновременное |
Кислый |
|
Химическое обезжиривание |
Щелочной |
|
Промывка холодная |
- |
|
Анодное окисление изоляционное |
Кислый |
|
Анодное окисление твердое |
- » - |
|
Кадмирование кислое (при плотности электрического тока на катоде более 4 А/дм2) |
- » - |
|
Меднение кислое блестящее |
- » - |
|
Меднение кислое матовое |
- » - |
|
Никелирование блестящее, никелирование полублестящее и полублестящее в процессах три-никель, ои-никель и никель-сил |
- » - |
|
Цинкование кислое (при плотности электрического тока на катоде более 2 А/дм2) |
- » - |
|
Нейтрализация (после хромирования, химического и электрохимического полирования) |
- » - |
5.2.3. Определение расхода пара следует производить по технической документации на оборудование, а при ее отсутствии - по удельным расходам пара при избыточном давлении 294 кПа (3 кгс/см2) для нагрева непроточных растворов, приведенным в табл. 28.
Таблица 28
|
Температура, °С |
Удельный расход пара, кг/(м3×ч) |
||||
|
При разогреве |
При работе для ванн |
||||
|
вместимостью до 1,5 м3 и высотой |
вместимостью св. 1,5 м3 и высотой |
||||
|
до 1,2 м |
св. 1,2 м |
до 1,2 м |
св. 1,2 м |
||
|
40 |
50 |
5,5 |
4,4 |
4,4 |
3,3 |
|
50 |
70 |
10,0 |
6,6 |
7,2 |
5,0 |
|
60 |
95 |
15,5 |
10,5 |
11,0 |
7,7 |
|
70 |
120 |
22,0 |
15,5 |
16,5 |
11,0 |
|
80 |
140 |
31,0 |
21,0 |
22,5 |
15,5 |
|
90 |
170 |
42,0 |
27,5 |
31,0 |
21,0 |
Примечания: 1. Таблица составлена из условия, что время разогрева равно 1 ч. При другом значении времени разогрева численное значение удельного расхода пара нужно разделить на время разогрева в часах.
2. К указанным в таблице значениям расхода пара при работе следует прибавлять для промывки операций расход пара на нагрев 1 м3 промывной воды (18 °С) из расчета 65 кг/ч - для промывки в теплой воде (50 °С) и 140 кг/ч - для промывки в горячей воде (90 °С).
3. К указанным в таблице значениям расхода пара при работе при значительных массах обрабатываемых деталей следует прибавлять расход пара на нагрев деталей в соответствии с приложением 1.
4. Время разогрева при выдаче заданий следует, как правило, принимать: при вместимости ванн до 3 м3 - 2 ч, при вместимости ванн 3 м3 и более - от 2 до 4 ч.
5. При обогреве перегретой водой количество необходимого тепла следует определять умножением рассчитанного количества пара на величину скрытой теплоты парообразования при избыточном давлении пара 294 кПа (3 кгс/см2), равную 2164,5756 кДж/кг (517 ккал/кг).
6. Для сушильных камер расход пара при работе на 1 м3 вместимости камер ориентировочно равен 60 кг (при 60 °С) и 80 кг (при 90 °С).
7. Приведенные в табл. 26 удельные расходы даны для нагрева змеевиками. При нагреве теплообменниками следует вводить коэффициент 1.1.
5.2.4. Мощность для электронагрева следует определять по технической документации на оборудование, а при ее отсутствии - по табл. 29, в которой приводятся показатели удельной мощности при времени разогрева 2 ч.
Таблица 29
|
Температура, °С |
Удельная мощность, кВт/м3, для нагрева |
|||
|
ванн химической и электрохимической обработки |
ванн для промывки |
|||
|
при разогреве |
при работе |
при разогреве |
при работе |
|
|
50 |
35 |
8,75 |
35 |
62 |
|
60 |
46 |
11,5 |
- |
- |
|
70 |
57 |
14,25 |
- |
- |
|
80 |
67,5 |
17,0 |
- |
- |
|
90 |
78 |
20,0 |
79 |
103 |
|
100 |
87 |
22,0 |
- |
- |
|
125 |
100 |
25,0 |
- |
- |
|
145 |
130 |
32,5 |
- |
- |
Примечания: 1. Удельная мощность при работе для ванн промывки определена для критериев промывки до 5000.
2. Удельная мощность определена при температуре 125 °С - для ванн промасливания, при температуре 145 °С - для ванн оксидирования.
5.2.5. Расход воды для охлаждения должен определяться:
а) для выпрямителей - по техническим паспортам на оборудование;
б) для ванн, требующих охлаждения, - по технической документации, а при ее отсутствии - тепловыми расчетами на основе теплового баланса ванны (см. приложение 1) или по аналогам.
5.2.6. Требования к воде и энергоносителям приведены в табл. 30.
Таблица 30
|
Показатели |
Потребители |
Возможность повторного использования |
|
|
Вода обессоленная для промывки и приготовления растворов |
Давление: 196 + 19,6 кПа (2,5 ± 0,2 кгс/см2) |
По ГОСТ 9.305-84 и отраслевой научно-технической документации |
После очистки до необходимых показателей на станции нейтрализации |
|
Электропроводимость: до 50 мкСм/см |
|||
|
Жесткость: не более 1,8 мг-экв/л |
|||
|
Температура: по ГОСТ 9.305-84 |
|||
|
Вода питьевого качества для промывки и приготовления растворов |
Давление: 196 + 19,6 кПа (2,5 ± 0,2 кгс/см2) |
Ванны для всех операций, кроме указанных выше |
То же |
|
Температура: по ГОСТ 9.305-84 |
|||
|
Показатели качества исходной воды: по ГОСТ 2874-73 |
|||
|
Вода для охлаждения выпрямителей |
По техническим условиям на выпрямители |
Выпрямители типа ВАК, ВАКГ |
Оборотная система |
|
Вода для охлаждения ванн цинкования, анодного окисления алюминия (с рабочей температурой 20 - 30 °С) |
Давление на входе в теплообменник: 196 - 245 кПа (2,0 - 2,5 кгс/см2) |
Ванны цинкования и др. |
То же |
|
Температура: 10 - 12 °С |
|||
|
Жесткость карбонатная: 5 мг-экв/л |
|||
|
Водородный показатель: 7 - 8 |
|||
|
Активный хлор: отсутствие |
|||
|
Вода для охлаждения ванн хромирования |
Давление на входе в теплообменник: 196 - 245 кПа (2,0 - 2,5 кгс/см2) |
Ванна хромирования |
Оборотная система |
|
Температура: 25 - 30 °С |
|||
|
Жесткость карбонатная: 5 мг-экв/л |
|||
|
Водородный показатель: 7 - 8 |
|||
|
Активный хлор: отсутствие |
|||
|
Сжатий воздух для перемешивания |
Давление: 49 кПа (0,5 кгс/см2) |
Ванны, в которых требуется перемешивание воздухом (см. табл. 27) |
|
|
Остальные показатели: по ГОСТ 9.010-80, кроме показателя по содержанию влаги |
Примечание. Давление и температуры для охлаждения, указанные в таблице, принимаются для вновь разрабатываемого оборудования и приводятся в технических требованиях на него.
Для разработанного оборудования эти параметры определяются по техническим характеристикам оборудования.
6. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
6.1. Выбор средств механизации и автоматизации
6.1.1. Выбор средств механизации и автоматизации должен производиться в соответствии со стандартами:
ГОСТ 14.301-83, ГОСТ 14.304-73, ГОСТ 14.306-73, ГОСТ 14.308-74, ГОСТ 14.309-74.
Примерный состав оборудования, средств механизации и автоматизации в зависимости от серийности производства приведен в табл. 1.
6.1.2. Для нанесения покрытий следует применять, как правило, автоматические и механизированные линии.
Применение ванн, обслуживаемых вручную или с помощью тельфера, допускается только в отдельных случаях, когда обработка деталей производится очень мелкими сериями при небольших программах выпуска.
6.1.3. Перемещение деталей со складов (кладовых) на участки монтажа, а также подвесок к линиям обработки и их возврат рекомендуется производить подвесными грузонесущими и толкающими конвейерами, монорельсовыми дорогами с автоматическим адресованием, электротележками, электропогрузчиками, специальными рельсовыми тележками.
6.1.4. Загрузку барабанов и колоколов из бункеров рекомендуется осуществлять с помощью питателей с весовым дозирующим устройством.
6.1.5. Навеску деталей массой более 3 кг на подвески и их съем рекомендуется производить с помощью манипуляторов.
6.2. Удельный вес автоматизированного оборудования в общем количестве производственного оборудования
Удельный вес автоматизированного оборудования определяется по формуле
g = Аа × 100/А; (6.1)
где g - удельный вес автоматизированного оборудования в общем количестве оборудования, %;
Аа - количество единиц автоматизированного оборудования;
h - общее количество единиц оборудования.
Удельный вес автоматизированного оборудования для массового крупно- и среднесерийного производства должен быть не ниже 65 %, для мелкосерийного и единичного - не нормируется.
6.3. Степень и уровень автоматизации производства
Степень и уровень автоматизации производства следует определять по «Методическим указаниям по оценке степени и уровня производства, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий» (утв. ГКНТ СССР от 7.08.85 г. № 425).
7. ОРГАНИЗАЦИЯ СКЛАДСКОГО ХОЗЯЙСТВА
7.1. Организация цеховых складов и кладовых, механизация и автоматизация транспортно-складских работ
7.1.1. Состав цеховых складов и кладовых зависит от объема и характера производства.
Примерный состав цеховых складов и кладовых приведен в разделе 1.
7.1.2. В цехах металлопокрытий должны быть предусмотрены механизированные многоярусные склады деталей до обработки и склад готовых деталей.
Рекомендуется предусматривать:
- при значительной номенклатуре и небольших габаритных размерах деталей - многоярусные стеллажные склады, обслуживаемые стеллажными кранами-штабелерами с автоматическим адресованием;
- при небольшой номенклатуре и больших габаритных размерах деталей - многоярусные склады, обслуживаемые мостовыми опорными или подвесными кранами-штабелерами, управляемыми из кабины или оборудованными приставками автоматического адресования;
- при ограниченной номенклатуре и небольших габаритных размерах деталей - склады элеваторного типа.
Обслуживание небольших складов возможно организовывать с помощью напольных электроштабелеров и универсальных малогабаритных электропогрузчиков.
7.1.3. При небольшой номенклатуре деталей и значительном количестве автооператорных линий обработки поверхностей рекомендуется выполнять склад в виде автоматизированной транспортно-складской системы, организуя около него участок монтажа и демонтажа подвесок.
7.1.4. При значительном количестве типоразмеров подвесок и барабанов для их хранения рекомендуется использовать склады элеваторного типа и грузонесущие конвейеры, трасса которых образует несколько ярусов для использования объема зданий (при этом желательно предусматривать автоматический вызов нужной подвески).
7.1.5. Склады деталей до обработки при двухэтажном исполнении цеха рекомендуется располагать на первом этаже. В непосредственной близости к ним рекомендуется также располагать участки подготовки поверхностей.
Подача деталей со склада на участки подготовки поверхностей рекомендуется производить:
- при примыкании к складам участков подготовки поверхностей - приводными секционированными рольгангами и цепными роликовыми конвейерами;
- при значительном удалении от складов участков подготовки поверхностей - подвесными конвейерами, монорельсовыми дорогами с автоматическим адресованием, напольным безрельсовым транспортом.
7.2. Нормы расчета площадей цеховых складов и кладовых
7.2.1. Расчет площадей складов и кладовых, указанных в табл. 31, должен производиться по формуле
S = Qt/(qhKMKc), (7.1)
где S - площадь кладовой, м2;
Q - масса материала, т/год;
t - норма запаса, рабочих дней;
q - норма грузонапряженности полезной площади при высоте хранения 1 м, т/м2;
h - высота укладки хранимых материалов, м;
K - коэффициент использования полезной площади;
M - число рабочих дней в году;
Kc - коэффициент, учитывающий серийность производства:
мелкосерийное - 0,8;
среднесерийное - 1,0;
крупносерийное - 1,1;
массовое - 1,2.
Значения величин t, q и K приведены в табл. 31.
Величины Q и h следует определять в процессе проектирования.
Таблица 31
|
Нормы запаса (t) в рабочих днях при серийности производства |
Норма грузонапряженности площади (q) при высоте хранения 1 м, т/м2 |
Коэффициент использования полезной площади (K) при использовании транспорта |
|
||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
|||||
|
напольного |
подвесного |
|
|||||
|
Кладовая вспомогательных материалов (спецодежда, ткани и т.п.) |
5 |
3 |
1 |
0,2 - 0,5 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
Склад (кладовая) поступающих деталей: |
|
|
|
|
|
|
|
|
крупных и средних |
5 |
3 |
1 |
0,5 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
мелких |
6 |
4 |
2 |
0,5 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
Склад готовых деталей: |
|
|
|
|
|
|
|
|
крупных и средних |
6 |
4 |
3 |
0,5 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
мелких |
10 |
6 |
3 |
0,5 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
Кладовая химикатов |
10 |
5 |
3 |
0,1 - 0,3 |
0,25 - 0,30 |
0,35 - 0,40 |
|
|
Кладовая кислот |
10 |
5 |
3 |
0,3 - 0,5 |
0,2 |
0,2 |
|
|
Кладовая ЛВЖ и ГЖ |
1 |
1 |
1 |
0,2 - 0,3 |
0,2 |
0,2 |
|
Примечание. Расчетные площади кладовых кислот, ЛВЖ и ГЖ при резервуарном хранении уточняются на этапе выполнения плана расположения оборудования.
Нормы площадей кладовых инструмента, оснастки, чертежей, эталонов покрытий, уборочной техники приведены в табл. 32.
Таблица 32
|
Норма площади кладовой, м2, при серийности производства |
||
|
единичное, мелко- и среднесерийное |
крупносерийное и массовое |
|
|
Хранение инструмента, оснастки, чертежей, эталонов по ГОСТ 21484-76 |
12 - 18 на участок (цех) |
0,1 на одного рабочего |
|
Размещение уборочной техники |
4 - 6 на участок (цех) |
0,1 - 0,2 на одного рабочего |
8. ОХРАНА ПРИРОДЫ
8.1. Перечень рекомендуемых мероприятий по охране природы в технологической части
8.1.1. Сокращение расходов воды с последующим переходом на бессточные процессы.
8.1.2. Замена вредных веществ менее вредными.
8.1.3. Применение технологических процессов, исключающих использование цианидных растворов.
8.1.4. Максимально возможное повторное использование отработанных растворов: электролитов хромовокислого и сернокислого анодирования - для травления, электролитов хромирования - для пассивирования и т.д.
8.1.5. Применение одновременного осветления и хроматирования вместо раздельных.
8.1.6. Применение малоконцентрированных растворов.
8.1.7. Сбор отработанных масел из систем гидропривода оборудования и охлаждения выпрямителей и выдача заданий на их регенерацию.
8.1.8. Организация регенерации растворителей и применение оборудования с системами улавливания паров растворителей.
8.1.9. Применение поверхностно-активных веществ для уменьшения выбросов в атмосферу.
8.1.10. Применение в возможных случаях оборудования, имеющего бортовые отсосы с горизонтальной щелью всасывания с передувом.
8.1.11. Выдача заданий на проектирование станций нейтрализации (очистки) сточных вод на основе расчетов расхода воды и уноса химикатов:
- для проливных операций (по ГОСТ 9.305-84);
- для концентрированных стоков (см. приложение 2).
8.1.12. Выдача заданий на проектирование вентиляции:
- для растворов и электролитов с указанием мощности выброса (г/ч), определяемой по «Руководству по проектированию отопления и вентиляции предприятий машиностроительной промышленности. Гальванические и травильные цехи», серия АЗ-782, ГПК «Сантехпроект»;
- для полировальных кругов с указанием выбросов матерчатой пыли (медианный диаметр 10,5 мкм, плотность 3,4 - 4,8 г/см3) - 1000 - 1200 мг/м3 отсасываемого воздуха, для шлифовальных кругов с указанием выбросов абразивной пыли (медианный диаметр 25 - 100 мкм, плотность 1,5 г/см3) - 500 - 800 мг/м3 отсасываемого воздуха.
8.1.13*. Организация сбора отходов производства (в соответствия с табл. 33).
Нормы количества и сроков хранения отходов следует определять по табл. 33.
Таблица 33
|
Расчетный показатель |
Способ переработки в цехе |
Способ хранения и эвакуации |
Срок хранения |
Примечание |
|
|
Бумага и картон упаковочные |
35 - 40 кг/год на 1 работающего |
- |
Тара |
5 рабочих дней |
Вывоз на сжигание |
|
Отходы тары (ящики, полиэтиленовые пленки и т.п.) |
15 - 20 кг/год на 1 работающего |
Промывка, обезвреживание |
- » - |
То же |
Вывоз на сжигание или захоронение |
|
Отходы анодов |
3 % от годового расхода анодов |
Промывка, обезвреживание |
- » - |
- » - |
Вывоз на переплавку в литейный цех или в металлолом |
|
Отходы масел |
По технической характеристике оборудования |
- |
Емкость |
- |
Вывоз на регенерацию |
|
Шлам из ванн |
3 % от годового расхода химикатов |
- |
Тара |
5 рабочих дней |
Наиболее целесообразно смывать шлам в канализацию |
|
Прочие отходы (спецобувь, спецодежда и т.п.) |
20 - 30 кг/год на 1 работающего |
Промывка и обезвреживание |
- » - |
То же |
|
8.2. Обеспечение технологического оборудования местными отсосами
Оборудование следует обеспечивать местными отсосами в случаях проведения на нем следующих операций и процессов:
1. Шлифование и полирование.
2. Гидропескоструйная обработка.
3. Дробеструйная обработка.
4. Подводное полирование.
5. Галтовка.
6. Виброабразивная обработка.
7. Обезжиривание:
- органическими растворителями;
- химическое;
- венской известью;
- электрохимическое.
8. Активация.
9. Травление:
- химическое;
- электрохимическое.
10. Химическое полирование.
11. Электрополирование.
12. Ультразвуковое удаление загрязнений из оксидных пленок.
13. Нанесение покрытий способом:
- электрохимическим;
- химическим;
- анодным окислением;
- контактным.
14. Фосфатирование.
15. Хроматирование.
16. Оксидирование.
17. Оплавление покрытия.
18. Гидрофобизирование покрытия.
19. Пропитка маслом.
20. Наполнение в воде.
21. Наполнение в растворе красителя.
Методы обезвреживания сточных вод и условия спуска сточных вод после обезвреживания в водные объекты должны соответствовать «Правилам охраны поверхностных вод от загрязнения сточными водами» и «Санитарным нормам проектирования промышленных предприятий».
9. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА К ЗДАНИЯМ, СООРУЖЕНИЯМ И ОБОРУДОВАНИЮ
9.1. Несущие и ограждающие строительные конструкции должны иметь противокоррозионную защиту, исходя из характеристики проливов, задаваемых в технологическом задании, и агрессивности воздушной среды: группа газов В по главе СНиП на проектирование защиты строительных конструкций от коррозии, относительная влажность - более 75 %. Указанную относительную влажность допускается уточнять на основании расчетов.
9.2. При проектировании инженерных коммуникаций должны быть предусмотрены мероприятия по борьбе с блуждающими токами от источников постоянного тока, шинопроводов и ванн, имеющихся в цехе, - в соответствии с главой СНиП на проектирование защиты строительных конструкций от коррозии.
9.3. Помимо вентилей на отводах к отдельным ваннам для отключения каждой линии должен быть предусмотрен ручной вентиль.
9.4. Вентили на отводах к отдельным ваннам должны располагаться со стороны площадок обслуживания (рабочих мест).
9.5. Должны быть предусмотрены расходомеры воды для каждой линии нанесения покрытий. На каждом отводе к ваннам промывки необходимо устанавливать аппаратуру, регламентирующую расход воды в каждой промывной ванне.
В целом для цеха (участка) должен быть предусмотрен счетчик расхода воды.
9.6. Для мытья полов и оборудования во всех помещениях следует предусматривать вентили.
9.7. Должны быть предусмотрены раковины и фонтанчики для промывки глаз и кожного покрова при попадании на них брызг растворов. Местоположение раковин и фонтанчиков следует принимать по технологическим планам расположения оборудования (в гальванических залах, на участках приготовления растворов, в кладовых кислот).
Водяные фонтанчики должны иметь автоматическое включение, а водопроводные краны в раковинах должны иметь ножное (педальное) или локтевое включение.
9.8. Слив концентрированных сточных вод (отработанных растворов) должен производиться в нерабочее время. Случаи слива в рабочее время должны оговариваться в технологическом задании.
9.9. Конденсат от ванн с цианидными растворами возврату не подлежит: он может быть использован для промывки или приготовления соответствующих растворов.
Конденсат от щелочных ванн (рН > 7) подлежит возврату без контроля.
Конденсат от остальных ванн подлежит возврату после соответствующего контроля.
9.10. Перегретая вода подлежит возврату от всех ванн.
9.11. Между рядами оборудования, вдоль проездов и у наружных стен должны быть предусмотрены розетки для подключения передвижных средств малой механизации и для подключения уборочных машин (220/380 В, 3 - 5 кВт).
9.12. Следует предусматривать возможность отключения одной линии (вместе с выпрямителями и другим оборудованием, входящим в комплект линии) без отключения остальных линий.
9.13*. Нормы освещенности помещений приведены в табл. 34.
Таблица 34
|
Разряд и подразряд по главе СНиП на проектирование естественного и искусственного освещения |
|
|
Гальванический зал (с участком снятия покрытий): |
|
|
- в местах загрузки-выгрузки линий |
IIIа |
|
- в остальных местах |
IIIб |
|
Помещения контроля качества покрытий, пультов и щитов, источников тока |
IIв |
|
Участки централизованного монтажа-демонтажа деталей на подвеске |
IIIа |
|
Помещения обезжиривания, ультразвуковых генераторов |
IIIа |
|
Шлифовальные и полировальные участки |
IIб |
|
Участки приготовления растворов, регенерации растворов и извлечения металлов |
IVб |
|
Участок ремонта и изоляции подвесок |
IIIа |
|
Участок подводной шлифовки и виброобработка |
IIIв |
|
Участок изготовления и накатки кругов |
IIIв |
|
Кладовая кислот (кислотохранилище) |
IVа |
|
Кладовые вспомогательных материалов, растворителей, чертежей и эталонов |
Vв |
|
Экспресс-лаборатория |
IIб |
|
Кладовая инвентаря и оборудования для механизированной уборки помещений |
Vв |
|
Кладовая химикатов |
Vе |
|
Кладовая деталей |
Vв |
Примечания к табл. 34:
1. При определении коэффициента запаса необходимо учитывать, что помещения шлифовальных и полировальных участков и для накатки кругов имеют воздушную среду, содержащую в рабочей зоне свыше 5 мг/м3 пыли, а остальные помещения - менее 1 мг/м3.
2. На местах загрузки-выгрузки линий нанесения блестящих покрытий, в помещениях шлифовальных и полировальных участков производится обработка поверхностей, обладающих зеркальным блеском, поэтому на этих местах и в помещениях следует предусматривать мероприятия по ограничению отраженной блескости.
3. Приведенными в таблице нормами следует пользоваться при отсутствии отраслевых норм искусственного освещения, утвержденных в установленном порядке.
9.14. Отопление и вентиляцию цехов металлопокрытий следует проектировать, исходя из категории работ средней тяжести IIб по ГОСТ 12.1.005-76.
9.15. Отменен.
9.16. Необходимость в пожарной сигнализации должна определяться по нормативной документации, утвержденной министерствами и ведомствами в установленном порядке.
9.17. Охранная сигнализация должна быть предусмотрена:
- в помещениях для хранения или применения драгоценных металлов;
- в кладовых ядов и материальных ценностей.
9.18. Необходимость в связи с инженерно-вычислительным центром, в телевизионной связи, в установках автоматизированного учета и контроля использования оборудования определяется в целом по предприятию на основе технико-экономического обоснования.
9.19. Необходимость обеспечения подразделения остальными видами связи должна определяться по табл. 35.
10. ТЕХНИКА БЕЗОПАСНОСТИ, ПРОМЫШЛЕННАЯ САНИТАРИЯ, ПОЖАРНАЯ БЕЗОПАСНОСТЬ
10.1.* Категория зданий и помещений по взрывопожарной и пожарной опасности.
Категорию зданий и помещений по взрывопожарной и пожарной
опасности следует определять по специальным перечням, устанавливающим категории
взрывоопасной и пожарной опасности, составленным в соответствии с ![]() и утвержденным
министерствами.
и утвержденным
министерствами.
Необходимость оснащения пожароопасных участков автоматическими установками пожаротушения следует определять по ведомственным перечням помещений, подлежащих оборудованию средствами пожаротушения, и по соответствующим главам СНиП.
Открытые проемы в ограждающих конструкциях помещений категорий А и Б не допускаются.
10.2. Техника безопасности, производственная санитария, пожарная безопасность.
Таблица 35
|
Административно-хозяйственная телефонная связь |
Оперативная связь |
Электрочасофикация |
Производственная громкоговорящая связь |
Проводное вещание |
||||
|
от директора (гл. инженера) предприятия |
от главного диспетчера |
от начальника цеха |
от ПДБ цеха |
|||||
|
1. Производственные участки и подразделения: |
|
|
|
|
|
|
|
|
|
1.1. Гальванический зал |
+ |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
1.2. Участок шлифования и полирования |
+ |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
1.3. Участок гидропескоструйной очистки |
+ |
- |
- |
- |
- |
- |
- |
+ |
|
1.4. Участок дробеструйной очистки |
+ |
- |
- |
- |
- |
- |
- |
+ |
|
1.5. Участок монтажа-демонтажа деталей |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
1.6. Участок обезжиривания в органических растворителях |
+ |
- |
- |
- |
+ |
+ |
- |
+ |
|
2. Вспомогательные подразделения: |
|
|
|
|
|
|
|
|
|
2.1. Участки приготовления, корректирования, фильтрации растворов |
- |
- |
- |
- |
- |
- |
+ |
- |
|
2.2. Участок регенерации растворов и извлечения металлов |
- |
- |
- |
- |
- |
+ |
- |
+ |
|
2.3. Участок изоляции подвесок |
+ |
- |
- |
- |
- |
+ |
- |
+ |
|
2.4. Участки изготовления и накатки кругов, склейки шлифовальных лент, приготовления мастик и паст |
+ |
- |
- |
- |
- |
- |
- |
+ |
|
2.5. Кладовые деталей |
+ |
- |
- |
- |
+ |
- |
+ |
+ |
|
2.6. Остальные кладовые |
- |
- |
- |
- |
- |
- |
- |
- |
|
2.7. Экспресс-лаборатория |
+ |
- |
- |
+ |
- |
+ |
- |
+ |
|
3. Административные помещения: |
|
|
|
|
|
|
|
|
|
3.1. Кабинет начальника цеха |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
|
3.2. Кабинет зам. начальника цеха |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
3.3. Помещение ПДБ |
+ |
- |
+ |
+ |
- |
+ |
+ |
+ |
|
3.4. Помещение техбюро |
|
- |
- |
+ |
+ |
+ |
+ |
+ |
|
3.5. Кафедра мастера |
+ |
- |
- |
+ |
+ |
- |
+ |
+ |
|
3.6. Помещение общего назначения |
+ |
- |
- |
+ |
+ |
+ |
+ |
+ |
Примечания: 1. Необходимость или отсутствие необходимости в обеспечении подразделений устройствами связи и сигнализации отмечается соответственно знаками «+» или «-».
2. Перечень подразделений (помещений), в которых устанавливаются телефонные аппараты административно-хозяйственной связи и громкоговорители проводного вещания, подлежит уточнению при выдаче заданий на проектирование средств связи и сигнализации, исходя из условия, что они подлежат установке во всех помещениях с постоянным пребыванием персонала.
3. Вторичные электрочасы подлежат установке во всех административно-конторских помещениях и в помещениях, где характер технологического процесса связан с регистрацией времени.
10.2.1.* При проектировании цехов металлопокрытий следует руководствоваться действующими общесоюзными нормами, инструкциями, указаниями, правилами и стандартами.
10.2.2. Основные мероприятия, рекомендуемые для улучшения условий труда:
- применение автоматических и механизированных линий нанесения покрытий;
- применение автоматов и полуавтоматов для шлифования и полирования;
- централизованный монтаж деталей на подвеске и демонтаж деталей с подвесок;
- применение механизированных установок для безопасного растворения цианидных солей, едкого натра и других химикатов;
- применение централизованных трубных систем или средств малой механизации для корректировки электролитов;
- применение других мероприятия в соответствии о ГОСТ 12.3.008-75.
10.2.3.* Применение при проектировании цехов (участков) металлопокрытий операций обезжиривания горючими веществами не допускается за исключением случаев, предусмотренных отраслевыми стандартами или другой отраслевой нормативно-технической документацией.
10.2.4.* Ванны с цианидными электролитами должны быть отделены от ванн с кислыми электролитами ваннами с промывной водой.
10.3.* Мероприятия по борьбе с шумом и вибрацией.
Для источников шума, к которым в цехах металлопокрытий относится оборудование для осуществления операций шлифования и полирования кругами и абразивными лентами, гидропескоструйной обработки, дробеструйной обработки, подводного полирования, галтовки, виброабразивной обработки, мероприятия по борьбе с шумом и вибрацией должны заключаться в следующем:
- применение для гидропескоструйной и дробеструйной очистки, подводного полирования, галтовки, виброабразивной обработки оборудования, имеющего уровень шума на рабочих местах не выше допустимого;
- установка шлифовально-полировальных станков на виброопорах;
- применение при обработке на шлифовально-полировальных станках отбалансированных и лепестковых кругов, гибких абразивных лент, снижающих вибрации, передающиеся на руки;
- применение акустических расчетов и выдача заданий на шумоглушение в строительной части проекта;
- применение для ультразвуковой обработки оборудования, исключающего воздействие ультразвука на рабочих.
Воздействие на работающих шума, вибрации, ультразвука не должно превышать допустимые уровни по ГОСТ 12.1.001-75, ГОСТ 12.0.003-76, ГОСТ 12.1.012-83, «Санитарным нормам допустимых уровней шума на рабочих местах» № 3223-85, «Санитарным нормам вибраций на рабочих местах» № 3044-84, «Санитарным нормам и правилам при работе с машинами и оборудованием, создающими локальную вибрацию, передающуюся на руки работающих» № 3041-84.
11. ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА И ТРУДОЕМКОСТЬ
Предельно допустимые удельные показатели производительности труда и трудоемкости для вновь строящихся цехов представлены в таблице 36. При этом двойные значения показателей приведены для соответствующих крайних значений интервалов, указанных в заголовке граф таблицы. Для промежуточных значений объемов выпуска показатели следует определять интерполяцией.
В проектах реконструкции или технического перевооружения в связи с возможной необходимостью использовать менее производительное или менее автоматизированное оборудование допускается ухудшение приведенных в таблице значений, но не более, чем на 30 %.
Таблица 36
|
Численные значения показателей при годовом объеме выпуска, тыс. м2/год |
||||
|
30 - 100 |
100 - 500 |
500 - 1500 |
1500 - 2500 |
|
|
1. Выпуск в год на 1 работающего, м2 |
|
|
|
|
|
- для защитных покрытий |
2400 - 3800 |
3800 - 8000 |
8000 - 11000 |
11000 - 14000 |
|
- для защитно-декоративных покрытий |
1200 - 1900 |
1900 - 4000 |
4000 - 6000 |
6000 - 7000 |
|
2. Трудоемкость 1 м2 покрытия, ч |
0,37 - 0,34 |
0,34 - 0,22 |
0,22 - 0,14 |
0,14 - 0,10 |
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РАСЧЕТ РАСХОДА ВОДЫ НА ОХЛАЖДЕНИЕ ЭЛЕКТРОЛИТОВ
При определении расхода воды на охлаждение электролитов необходимо:
- произвести расчет подводимого и отводимого тепла;
- произвести расчет расхода воды.
1. Расчет количества подводимого и отводимого тепла
1.1. Расчет количества подводимого и отводимого тепла производится по формуле
Q = (-Q1 - Q2 - Q3 - Q4 - Q5 + Q6)m, (1)
где Q - общий расход тепла, кДж/ч (ккал/ч);
Q1 - тепловые потери открытым зеркалом электролита ванны, кДж (ккал/ч);
Q2 - тепловые потери через стенки ванны, кДж/ч (ккал/ч);
Q3 - расход тепла для нагрева деталей, загружаемых в ванну, кДж/ч (ккал/ч);
Q4 - расход тепла для нагрева вновь поступающего электролита, кДж/ч (ккал/ч);
Q5 - расход тепла на нагрев воздуха для перемешивания, кДж/ч (ккал/ч);
Q6 - тепло, выделяющееся при прохождении электрического тока через электролит, кДж/ч (ккал/ч);
m - поправочный коэффициент, учитывающий неподдающийся расчету расход тепла, m = 1,1.
При отрицательном значении величины Q раствор необходимо нагревать, при положительном значении - охлаждать.
1.2. Тепловые потери открытым зеркалом электролита ванны определяются по формуле
Q1 = F1q1, (2)
где F1 - площадь поверхности открытого зеркала электролита, м2;
q1 - удельные потери с 1 м2 поверхности открытого зеркала электролита, кДж (м2 × ч) [ккал/(м2 × ч)]. Определяются по графику на рис. 1 в зависимости от рабочей температуры и скорости движения воздуха над раствором ванны - W.
Скорость движения воздуха над ваннами без вентиляции принимается W = 0,3 м/с, над ваннами с вентиляцией W = 0,5 м/с.
1.3. Тепловые потери через стенки ванны определяются по формуле
Q2 = F2q2, (3)
где F2 - площадь поверхности стенок и дна ванны, м2;
q2 - удельные тепловые потери через 1 м2 поверхности стенок и дна ванны, кДж (м2 × ч) [ккал/(м2 × ч)].
Определяются по таблице.
Удельные тепловые потери через 1 м2 поверхности стенок и дна ванны
|
Рабочая температура, °С |
Удельные тепловые потери через 1 м2 поверхности стенок и дна ванны, кДж (м2 × ч) [ккал/(м2 × ч)] |
|||
|
Без теплоизоляции |
При теплоизоляции с толщиной |
|||
|
25 мм |
50 мм |
75 мм |
||
|
30 |
586,2 (140) |
150,7 (36) |
75,4 (18) |
50,2 (12) |
|
40 |
795,5 (190) |
188,4 (45) |
100,5 (24) |
75,4 (18) |
|
45 |
1046,7 (250) |
238,6 (57) |
125,6 (30) |
87,9 (21) |
|
50 |
1277,0 (305) |
288,9 (69) |
150,7 (36) |
113,0 (27) |
|
55 |
1570,0 (375) |
339,1 (81) |
175,8 (42) |
125,6 (30) |
|
60 |
1863,1 (445) |
389,4 (93) |
201,0 (48) |
150,7 (36) |
|
65 |
2093,4 (500) |
427,1 (102) |
226,1 (54) |
163,3 (39) |
|
70 |
2428,3 (580) |
477,3 (114) |
263,8 (63) |
188,4 (45) |
|
75 |
2721,4 (650) |
527,5 (126) |
288,9 (69) |
201,0 (48) |
|
80 |
3014,5 (720) |
577,8 (138) |
314,0 (75) |
213,5 (51) |
|
85 |
3182,0 (760) |
602,9 (144) |
326,6 (78) |
226,1 (54) |
|
90 |
3684,4 (880) |
628,0 (150) |
339,1 (81) |
238,6 (57) |
|
95 |
3705,3 (885) |
665,7 (159) |
364,3 (87) |
251,2 (60) |
1.4. Расход тепла для нагрева деталей, загружаемых в ванну, определяется по формуле
Q3 = У1q3, (4)
где У1 - масса деталей, загружаемых в ванну, кг/ч;
q3 - удельный расход тепла на нагрев деталей, кДж/кг (ккал/кг).
Определяется по графику на рис. 2 в зависимости от начальной и конечной температуры и материала деталей.
1.5. Расход тепла для нагрева вновь поступающего электролита определяется по формуле
Q4 = Vэq4, (5)
где Vэ - объем электролита, поступающего в ванну, м3/ч;
q4 - удельный расход тепла, кДж/м3 (ккал/кг). Определяется по графику на рис. 3 в зависимости от конечной и начальной температуры воздуха и удельной плотности электролита.
1.6. Расход тепла на нагрев воздуха для перемешивания определяется по формуле
Q5 = У2q5, (6)
где У2 - масса воздуха для перемешивания электролита, кг;
q5 - удельный расход тепла на нагрев 1 кг воздуха кДж/кг (ккал/кг). Определяется по графику на рис. 4 в зависимости от начальной температуры воздуха и рабочей температуры электролита.
Масса воздуха рассчитывается по формуле
У2 = 1,29 × 12Vв, (7)
где 1,29 - удельная плотность воздуха при стандартных условиях, кг/м3;
12,0 - расход сжатого воздуха на 1 м3 вместимости ванны, м3;
Vв - вместимость ванны, м3.
1.7. Количество тепла, выделяющееся в течение 1 ч при прохождении электрического тока через электролит, следует определять по формуле
Q6 = J(U - Eт1BT1 - Eт2BT2 - ... - EтnBTn), (8)
где J - сила тока, А;
U - напряженно на ванне, В;
Eт1, Eт2, ..., Eтn - тепловое напряжение разложения соответственно для 1, 2, ..., n-го параллельно протекающего электрохимического процесса, В;
BT1, BT2, ..., BTn - выход по току соответственно для 1, 2, ..., n-го параллельно протекающего электрохимического процесса, долей единицы.
Тепловое напряжение разложения определяется по формуле
Eтn = Еразл.n - TdЕразл.n/dT, (9)
где Еразл.n - напряжение разложения при 296 К (25 °С), В;
Т - температура, при которой протекает электрохимический процесс, К;
dЕразл.n/dT - поправка на температуру, В/К.
Напряжение разложения определяется по формуле
![]() (10)
(10)
где ![]() - равновесный
потенциал соответственно анода и катода, В.
- равновесный
потенциал соответственно анода и катода, В.
При практических расчетах количество тепла, выделяющееся при прохождении электрического тока, следует принимать:
- для процессов с растворимыми анодами
Q6 = 3,6 IU кДж/ч (11)
(Q6 = 0,860 IU ккал/ч);
- для процессов с нерастворимыми анодами
Q6 = 3,6 I(U - Еразл.1 - Еразл.2 - ... - Еразл.n) кДж/ч (12)
[Q6 = 0,860 I(U - Еразл.1 - Еразл.2 - ... - Еразл.n)] ккал/ч.
Величину Q6 следует принимать по графику на рис. 5 в зависимости от силы тока и напряжения или разницы
(U - Еразл.1 - Еразл.2 - ... - Еразл.n).
2. Расчет расхода воды на охлаждение
Расход воды на охлаждение рассчитывается по формуле
![]() (13)
(13)
![]()
где Vси(W) - расход воды на охлаждение, м3/с (м3/ч);
Q - общий расход тепла, кДж/ч (ккал/ч);
Сси - удельная теплоемкость воды,
Сси = 4,187×103 Дж/(кг × К)
[С = 1,0 ккал/(кг × °С)];
r - плотность воды, r = 1150 кг/м3;
T1 (t1) - температура воды на входе в теплообменный аппарат, К (°С);
T2 (t2) - температура воды на выходе из теплообменного аппарата, К (°С).
Температуру воды на входе в теплообменный аппарат следует принимать по данным специальных частей проекта.
Температуру воды на выходе из теплообменника рекомендуется принимать на 10 - 15 К (10 - 15 °С) ниже рабочей температуры ванны, в которой предусматривается охлаждение.
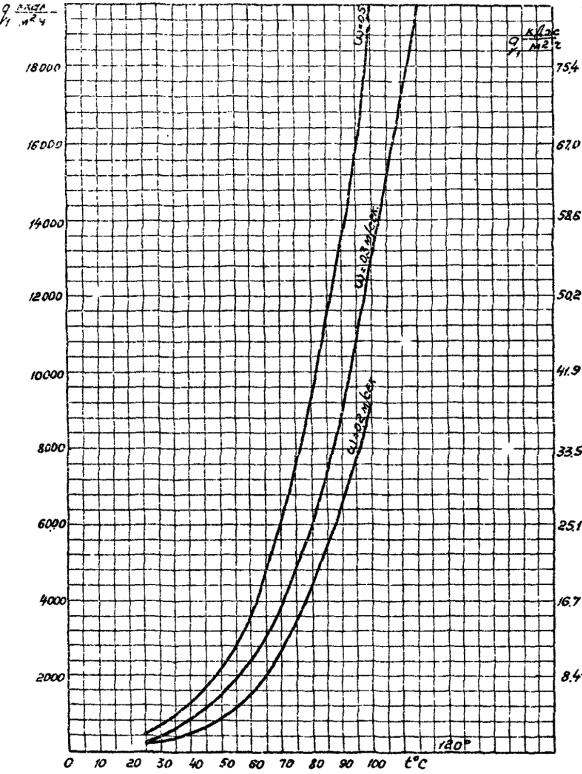
Рис. 1. График определения теплопотерь открытым зеркалом ванны. Температура воздуха 20 °С, относительная влажность 80 %. Давление 99,1 кПа (745 мм.рт.ст.)
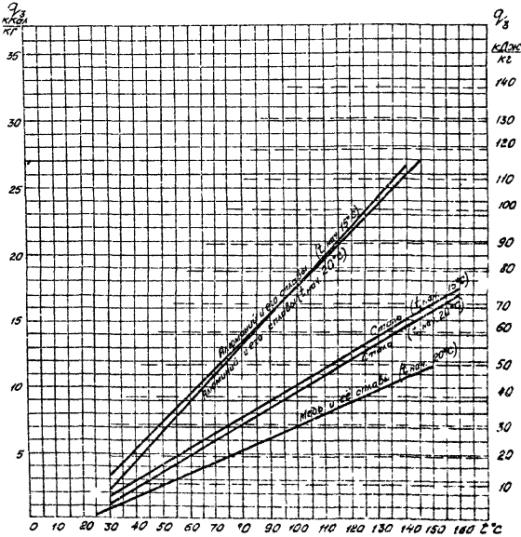
Рис. 2. График определения количества тепла, необходимого для нагрева 1 кг материала
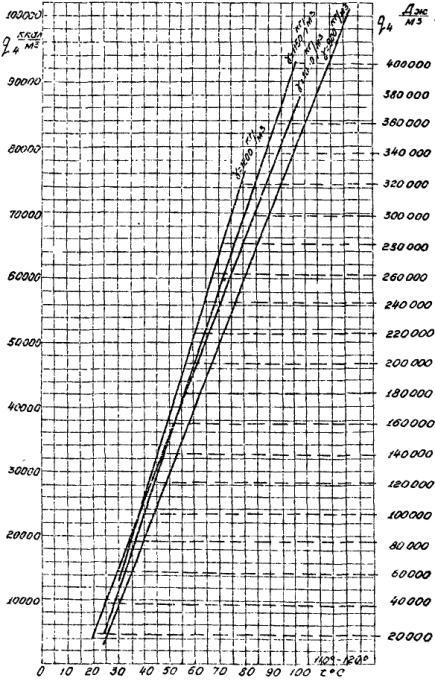
Рис. 3. График количества тепла, необходимого для нагрева раствора до заданной температуры. Начальная температура воды 15 °С, начальная температура растворов 20 °С
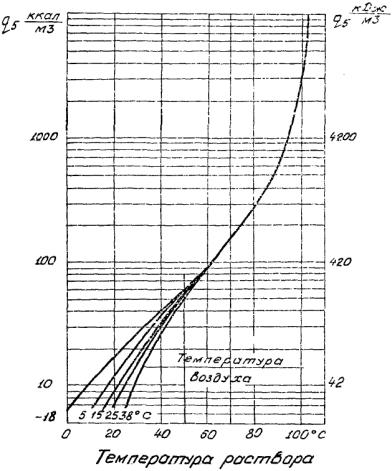
Рис. 4. График определения удельного расхода тепла на нагрев 1 м3 сжатого воздуха
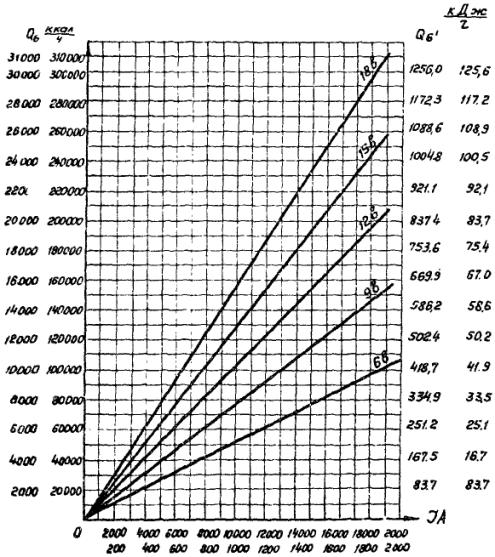
Рис. 5. График определения количества тепла, выделяющегося при прохождении электрического тока через электролит
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ДАННЫЕ ДЛЯ РАСЧЕТА КОНЦЕНТРИРОВАННЫХ СТОЧНЫХ ВОД (ОТРАБОТАННЫХ РАСТВОРОВ)
|
Наименование электролитов и растворов |
Удельная норма потери в канализацию (Р), л/м2 обрабатываемой поверхности |
Периодичность проработки (фильтрации) или смены электролита |
Расчетная формула, для определения объема сбрасываемого в канализацию электролита и концентрации компонентов |
||||
|
Растворы и электролиты блестящего никелирования, меднения, хромирования и других операций, требующих высокой чистоты электролитов, фосфатирования, оксидирования, меднения и хромирования в потоке |
0,07 - 0,085 |
1 раз в 2 недели |
|
||||
|
Растворы для получения металлических покрытий контактным и химическим способами |
По опытным данным |
Периодичность смены - по опытным данным |
|
||||
|
Растворы в электролите кроме вышеперечисленных: |
|
|
|
||||
|
- кислые |
0,065 |
1 раз в 2 недели |
|||||
|
- щелочные |
0,04 |
То же |
|||||
|
Растворы для подготовки, нанесения и заключительной обработки покрытий |
По расчету |
Периодичность сброса - по расчету |
|
В формулах, приведенных в таблице:
V - общий объем сбрасываемого в канализацию концентрированного раствора или электролита, л;
Р - норма потери в канализацию (при проработке фильтрации раствора или сбросе отработанного раствора), л/м2;
F - годовая площадь поверхности покрытия, обрабатываемая в данной ванне, м2;
Vв - вместимость ванны, л;
0,2Vв - расход воды на промывку ванны, л;
Ск - массовая концентрация компонента в сбрасываемом растворе, г/л;
Со - массовая концентрация того же компонента в данном растворе, г/л;
Роб - общая норма потерь растворов и электролитов при обработке деталей (определяется по табл. 21), л/м2;
q - удельный вынос электролита (раствора), принятый при расчете воды по приложению 1 к ГОСТ 9.305-84, л/м2;
N - периодичность слива раствора, рабочих дней;
52 - количество недель в году;
253 - количество рабочих дней в году.
Количество солей металлов в ваннах травления и активации при залповых сбросах следует принимать по максимально допустимой концентрации их в этих ваннах.
Количество жировых загрязнений и масел в ваннах обезжиривания при залповых сбросах следует принимать по практическим данным проектируемых предприятий.
СОДЕРЖАНИЕ