 | Информационная система | |
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Согласовано: |
|
Утверждаю: |
|
Заместитель директора _________ Матюшин В.А. «15» 08 1997 г. |
|
Начальник Департамента _________ Барбарич С.С. «02» сентября 1997 г. |
РУКОВОДЯЩИЙ ДОКУМЕНТ
ГРУЗОВЫЕ ВАГОНЫ ЖЕЛЕЗНЫХ ДОРОГ
КОЛЕИ 1520 мм
Руководство по текущему отцепочному
ремонту
РД 32 ЦВ-056-97
|
Начальник отдела конструкций, технического перевооружения и внешних связей ЦВ МПС ____________________ В.С. Силин «14» августа 1997 г. |
|
Главный инженер ПКБ ЦВ________________ А.И. Голышев «15» 02 1997 г. |
|
|
|
|
|
Разработал: Пантюхин А.С. |
|
|
1997
РУКОВОДЯЩИЙ ДОКУМЕНТ
ГРУЗОВЫЕ ВАГОНЫ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
РУКОВОДСТВО ПО ТЕКУЩЕМУ ОТЦЕПОЧНОМУ РЕМОНТУ
Дата введения
1 ВВЕДЕНИЕ
1.1 Требования настоящего Руководства являются обязательными при проведении текущего отцепочного ремонта грузовых вагонов железных дорог Российской Федерации колеи 1520 мм. Вагоны, не принадлежащие МПС России, допускаемые к обращению по железнодорожным путям общего пользования и подлежащие текущему отцепочному ремонту, ремонтируются в соответствии с требованиями настоящего Руководства.
1.2 Руководство содержит общие технические требования, которым должны удовлетворять грузовые вагоны после текущего отцепочного ремонта и является руководящим материалом для работников, связанных с выполнением текущего отцепочного ремонта.
1.3 Перечень работ при текущем отцепочном ремонте грузовых вагонов должен быть отражен в технологическом процессе работы каждого пункта текущего отцепочного ремонта.
2 ОБЩИЕ ПОЛОЖЕНИЯ
2 1 Текущий отцепочный ремонт выполняется на специализированных пунктах или путях, расположенных на ПТО или в депо.
2.2 Пункты или пути текущего отцепочного ремонта вагонов должны оснащаться средствами механизации: стационарными или передвижными электрическими домкратами, вагоноремонтными машинами, транспортными средствами, воздухопроводами с воздухо-разборными колонками, 2-х проводной электросварочной линией с точками подключения сварочных проводов, мостовым или козловым краном, средствами диагностики и контроля и другой оснасткой, предусмотренной типовым технологическим процессом ТК-235 ПКБ ЦВ.
2.3 Состав ремонтных бригад, сменность работы определяется руководством вагонного депо в соответствия с действующими нормативами, объемами ремонта и режимом работы пункта.
2.4 При текущем отцепочном ремонте должны быть выявлены и устранены неисправности кузовов, рам вагонов, колесных пар, рам и надрессорных балок тележек, буксового узла, пружинно-фрикционного рессорного комплекта, тормозного оборудования, автосцепного устройства вне зависимости от причины поступления вагона в текущий отцепочный ремонт. Неисправности устранять в соответствии с требованиями настоящего Руководства и технологического процесса текущего отцепочного ремонта вагонов.
2.5 Материалы, запасные части, применяемые при ремонте вагонов, должны быть сертифицированы, соответствовать нормативной документации и рабочим чертежам на их изготовление и ремонт.
2.6 Текущий отцепочный ремонт грузовых вагонов производится по способу замены неисправных узлов и деталей новыми или заранее отремонтированными.
В случае необходимой замены основных деталей (колесные пары, боковые рамы и надрессорные балки тележек), вагонов железнодорожных администраций государств участников Содружества, Латвия, Литвы, Эстонии замена производится с телеграфным извещением железнодорожной администрации-собственницы, вагоноремонтного предприятия выполнившего последний плановый ремонт и межгосударственной станции передачи через которую вагон был принят.
Извещение должно содержать сведения о причине замены и технических характеристиках замененной детали.
Замена производится, в соответствии с требованиями «Правил эксплуатации, пономерного учета и расчетов за пользование грузовыми вагонами собственности других государств», на исправные принадлежности железнодорожной администрации-собственницы вагона или других железнодорожных администраций. При их отсутствии замена производится на исправные собственности ОАО «РЖД» (клеймо «20») со сроком службы не более срока службы заменяемой детали.
Колесные пары должны иметь толщину обода не меньше чем у заменяемой колесной пары. При этом подкатываемые колесные пары других железнодорожных администраций должны иметь под левым болтом буксовой крышки бирку, на которой проставлена дата (месяц, год), клеймо ремонтного предприятия и цифровой код железнодорожной администрации производившей замену колесной пары.
Замененные детали хранятся на вагоноремонтном предприятии, произведшем замену не менее одного месяца, после чего направляются в ремонт или на списание.
Устанавливаемые на вагон детали, клеймение которых предусмотрено соответствующими нормативными документами, должны иметь клейма (знаки маркировки или трафареты, указывающие место, дату изготовления или ремонта и испытания).
2.7 На вагоны, подлежащие ремонту с отцепкой от поезда, выдается уведомление формы ВУ-23м. На поврежденные вагоны к форме ВУ-23м должен прилагаться акт формы ВУ-25.
Выдача уведомления формы ВУ-23м на вагоны, которые ремонтируются на специально выделенных путях в парках прибытия или отправления и при подготовке вагонов к перевозкам в пределах норм времени, установленных технологическим процессом работы ПТО запрещается, согласно «Инструкции по учету наличия и ремонта неисправных вагонов» от 31.04.93 г. № ЦЧУ-161 пункт 2.1.11.
2.8 Пункт текущего отцепочного ремонта вагонов должен иметь местный технологический процесс, утвержденный согласно указанию от 23.06.95 г. № ЦВТКМ-14.
Контроль за соблюдением технологического процесса и качества текущего ремонта вагонов должны осуществлять бригадиры, мастера, приемщики вагонов и другие должностные лица, назначенные приказом начальника вагонного депо.
2.9 Надписи и знаки на вагонах должны соответствовать альбому «Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм» № 632-94 ПКБ ЦВ.
На отремонтированные вагоны должны наноситься трафареты о произведенном текущем ремонте (приложение Б).
2.10 Вагоны, выпускаемые из текущего отцепочного ремонта, должны удовлетворять требованиям действующих Инструкций и настоящего Руководства. При выпуске вагонов из ремонта должно составляться уведомление формы ВУ-36 в двух экземплярах.
2.11 Учет неисправностей технического состояния вагонов при текущем отцепочном ремонте производится в соответствии с отраслевым классификатором «Основные неисправности вагонов» № 583404, утвержденным МПС 11.11.96 г. с уточнениями и дополнениями.
Ведение классификатора осуществляет ГВЦ (ПКТБ АСУЖТ).
2.12 Профилактический ремонт рабочих механизмов специализированного подвижного состава производится на специализированных пунктах.
Восстановление и ремонт рабочих механизмов, предъявляемые к ним требования, а также периодичность проведения им технического обслуживания и выполняемый при этом комплекс работ отражен в соответствующей нормативной документации и должен быть вписан в местный технологический процесс.
2.13 Технические требования, предъявляемые к текущему отцепочному ремонту вагонов с опасными грузами, аналогичны требованиям, предусмотренным для остальных вагонов вагонного парка железных дорог Российской Федерации.
2.14 При выполнении текущего отцепочного ремонта производится входной и выходной контроль комплектации всех грузовых вагонов колесными парами, боковыми рамами, надрессорными и соединительными балками с регистрацией в Журнале контроля комплектации грузовых вагонов на пунктах текущего отцепочного ремонта (Приложение В).
При выпуске вагона собственности ОАО «РЖД» и других резидентов Российской Федерации из текущего отцепочного ремонта производится заполнение Листка учета комплектации грузового вагона после ремонта установленной формы с последующей передачей электронного сообщения «Сведения о комплектации вагона после ремонта» в ИВЦ дороги.
3. МЕРЫ БЕЗОПАСНОСТИ
3.1 При текущем отцепочном ремонте вагонов должны соблюдаться требования:
- «Правил по охране труда при техническом обслуживании и ремонте грузовых вагонов и рефрижераторного подвижного состава» ПОТ РО-32 ЦВ-400-96;
- «Типовой инструкции по охране труда для осмотрщиков-ремонтников вагонов и слесарей по ремонту подвижного состава» ТОИР-32 ЦВ-460-97;
- «Типовой инструкцией по охране труда для слесаря по ремонту подвижного состава, занятого на деповском и текущем отцепочном ремонте грузовых вагонов» ТОИР-32-ЦВ-416-96;
3.2 При текущем отцепочном ремонте вагонов, груженных опасными грузами, дополнительно к требованиям, изложенным в пункте 3.1, должны соблюдаться требования:
- «Правил перевозок опасных грузов по железным дорогам» от 27.12.94 г.;
- «Порядка безопасного ведения работ с вагонами груженными опасными грузами при техническом обслуживании и безотцепочном ремонте, при текущем отцепочном ремонте» № 621-93 ПКБ ЦВ.
3.3 Кроме требований указанной документации в местных инструкциях и памятках по охране труда должны быть отражены вопросы, связанные с особенностями конструкций электродомкратов, грузоподъемных механизмов, транспортных средств, оснастки, инструмента и т.д., применяемых в данном пункте текущего отцепочного ремонта вагонов.
3.4 Применяемое оборудование, приспособления, инструмент, оснастка, должны подвергаться профилактическому осмотру, ремонту, испытанию и проверке согласно действующей нормативной документации.
3.5 Рабочие места должны быть оборудованы плакатами и надписями по технике безопасности и производственной санитарии.
4 АВТОСЦЕПОЧНОЕ УСТРОЙСТВО
4.1 При выпуске вагонов из текущего отцепочного ремонта автосцепное устройство должно соответствовать требованиям «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ» ЦВ-ВНИИЖТ-494-97. Не допускается выпуск из текущего отцепочного ремонта вагонов при наличии следующих неисправностей:
1) автосцепка не отвечает требованиям шаблона 940р;
2) излом или трещины в деталях автосцепного устройства;
3) высота продольной оси автосцепки над головками рельсов более 1080 мм или менее 980 мм у порожних вагонов и менее 950 мм у груженых вагонов;
4) разница между высотами автосцепок по обоим концам вагона более 25 мм, отклонение вниз (провисание) более 10 мм, отклонение вверх более 3 мм;
5) короткая или длинная цепь расцепного привода, цепь с незаверенными звеньями или надрывами в них;
6) при центрирующем приборе с маятниковым подвешиванием зазор между верхней плоскостью хвостовика и потолком ударной розетки на расстоянии от 15 до 20 мм от наружной ее кромки менее 25 мм или более 40 мм, а между той же плоскостью хвостовика и верхней кромкой окна в концевой балке - менее 20 мм;
7) валик подъемника заедает при вращении или закреплен не типовым способом;
8) толщина перемычки хвостовика вновь устанавливаемой на вагон автосцепки менее 48 мм;
9) поглощающий аппарат не прилегает плотно через упорную плиту к передним упорам, а также к задним упорам. Для аппарата 73ZW допускается наличие суммарного зазора между передним упором и упорной плитой или корпусом аппарата и задним упором не более 5 мм.
10) упорные угольники, передние или задние упоры с трещинами, с ослабленными заклепочными соединениями;
11) поддерживающая планка толщиной менее 14 мм, болты ее крепления диаметром менее 22 мм, без контргаек и шплинтов;
12) нетиповое крепление клина (валика) тягового хомута;
13) неправильно поставленные маятниковые подвески центрирующего прибора (утолщенными головками вниз);
14) отсутствие пружин центрирующего прибора автосцепки СА-3М;
15) отсутствие гайки, контргайки, шплинта на регулирующем болте цепочки расцепного привода;
16) трещина тягового хомута, трещина или излом клина тягового хомута;
17) обрыв или трещина ударной розетки, центрирующей балочки, маятниковой подвески;
18) трещина или сквозная протертость корпуса поглощающего аппарата, повреждение поглощающего аппарата, вызывающие потерю упругих свойств;
19) трещина или излом поддерживающей планки, кронштейна или державки расцепного привода, упорной плиты;
20) погнутый расцепной рычаг.
4.2 При поступлении вагона в ТОР с пробегом 80 тыс. км и более или 1 год проводить внеочередную ревизию автосцепного устройства вагонов, для вагонов собственности стран СНГ и Балтии, поступивших в текущий отцепочный ремонт ревизию не производят.
При производстве внеплановой ревизии автосцепного устройства:
- корпус автосцепки снять с вагона и осматривать перемычку хвостовика автосцепки и клин тягового хомута, а также в доступных местах осмотреть тяговый хомут и поглощающий аппарат, с целью выявления видимых трещин;
- с помощью кронциркуля произвести замер толщины перемычки хвостовика автосцепки на расстоянии 35 мм от верхней и нижней плоскости хвостовика. Толщина перемычки при данном измерении должна быть не менее 44 мм;
с помощью штангенциркуля ШЦ-1-125-0,1 ГОСТ 166-89 произвести замер ширины и толщины клина тягового хомута. Ширина клина в любом сечении должна быть не мене 88 мм, толщина не менее 28 мм в наиболее изношенном месте.
- на хвостовике автосцепки, признанной исправной, после проведения внеочередной ревизии на верхней горизонтальной поверхности, на расстоянии не менее 50 мм от края отверстия для клина тягового хомута, на зачищенном месте набивать букву Р код (клеймо) предприятия и дату проведения ревизии, шрифтом высотой не менее 6 мм и глубиной 0,25 мм с последующим заключением в рамку размером 40×40 мм, выполненную белой краской. Аналогичный код (клеймо) дублирую на вертикальной поверхности корпуса автосцепки ниже клеймо о плановом виде ремонта.
- данные о проведении ревизии записать в журнал общей формы «Ревизия автосцепного оборудования вагонов с пробегом 80 тыс. км». В журнал записывают сведения: дату ревизии, номера вагонов, номера автосцепок, пробег с росписью мастера (бригадира) текущего отцепочного ремонта. При повторном поступлении вагонов в текущий отцепочный ремонт на этих вагонах ревизию не производить (при наличии клейм).
4.2 1) расстояние от упора головы автосцепки до ударной розетки допускается:
- для поглощающих аппаратов III-I-ТМ (III-I-Т) при длине выступающей части розетки 185 мм допускается не менее 60 мм и более 90 мм;
- при розетках с длиной выступающей части 130 мм и поглощающих аппаратах Ш-2-В, Ш-6-ТО-4, ПМК-110ОА, ПМК-110К-23, 73ZW не менее 110 мм и не более 150 мм, а у восьмиосных вагонов и других единиц подвижного состава СС поглощающими аппаратами Ш-2-Т не менее - 100 мм и не более 140 м
2) у поглощающего аппарата, установленного на вагоне с розеткой старой конструкции, имеющей длину выступающей части 185 мм допускается ход не более 70 мм.
5 ТОРМОЗНОЕ ОБОРУДОВАНИЕ
5.1 При текущем отцепочном ремонте должно быть проверено техническое состояние тормозного оборудования и предохранительных устройств. Все неисправности должны быть устранены.
5.2 Неисправные детали и узлы пневматического тормозного оборудования заменить, на место отсутствующих и неисправных установить новые или заранее отремонтированные.
5.3 Рычажную передачу осмотреть, обнаруженные неисправности - устранить. Заменить типовыми поврежденные и нетиповые валики, шайбы, чеки тормозных колодок. На место отсутствующих и неисправных установить новые или заранее отремонтированные.
При обнаружении колодок, выступающих за кромку наружной грани обода колеса, устранить причины дефекта.
Отрегулировать рычажную передачу так, чтобы выход штока тормозного цилиндра при полном служебном торможении составлял: - у вагонов, оборудованных композиционными колодками от 50 до 100 мм, - чугунными колодками от 75 до 125 мм.
Регулировку производить путем замены тормозных колодок, перестановки валиков в запасные отверстия тяг, серег, затяжек.
На вагонах, оборудованных авторегулятором, регулировку рычажной передачи производить изменением расстояния между упором привода и торцом корпуса регулятора. Привод регулировать на поддержание выхода штока тормозного цилиндра на нижнем пределе установленных нормативов.
Расстояние «а» от конца защитной трубы авторегулятора до торца соединительной муфты должно быть не менее 250 мм. При установке новых тормозных колодок величина запаса винта регулятора 574 должна быть 500 мм, а регулятора РТРП 675 - 550 мм.
Проверить соответствие тормозных колодок положению валиков и горизонтальных рычагов тормозного цилиндра, а также состояние и крепление триангелей, их наконечников, башмаков и подвесок. Проверить наличие и исправное состояние предохранительной скобы и шплинтов валика подвески башмака.
5.4 Неисправные рукоятки режимных переключателей воздухораспределителей на вагонах, не оборудованных авторежимом, заменить, на место отсутствующих и неисправных установить новые или заранее отремонтированные. Установить отсутствующие указатели режимов.
5.5 Неисправные поводки выпускного клапана заменить, на место отсутствующих и неисправных установить новые или заранее отремонтированные.
5.6 Тормозной цилиндр, двухкамерный и запасной резервуары, авторежим, авторегулятор, воздухопровод и предохранительные скобы тормозной рычажной передачи должны быть надежно закреплены. Отсутствующие болты и гайки поставить.
5.7 На вагонах с авторежимом проверить соответствие вала режимного переключателя типу колодок, вал должен быть установлен и закреплен: при композиционных колодках на среднем режиме, при чугунных - на груженом.
5.8 Упор авторежима должен располагаться над средней зоной контактной планки и не иметь признаков схода с нее (изгиб стержня упора, задиры кромки регулирующей планки и др.).
Нестандартные регулировочные прокладки, установленные на контактной планке и закрепленные сваркой, необходимо заменить контактной планкой с типовым креплением. Площадка, контактирующая с упором авторежима, должна быть не менее 200 см2, а упор авторежима находиться от края контактной плиты не менее, чем на 5 см.
При необходимости отрегулировать зазор между упором и планкой, который должен быть не более 3 мм на порожнем вагоне.
5.9 Проверить состояние опорной балки (убедиться в отсутствии изгиба) и узлов ее крепления на боковых рамах тележки. Проверить наличие болтов, резинометаллических элементов под опорами балки, на место отсутствующих и неисправных установить новые.
5.10 Контактная планка авторежима должна быть надежно закреплена на опорной балке.
5.11 Проверить состояние крепления авторежима к кронштейну и реле давления к демпферной части, ослабшие болты затянуть.
5.12 Проверить действие ручного тормоза. Запас резьбы винта при соприкосновении колодки с ободом колеса должен быть не менее 75 мм. Неисправные детали заменить, на место отсутствующих и неисправных установить новые или заранее отремонтированные. После проверки вывести винт ручного тормоза из зацепления и зафиксировать.
5.13 Зарядить тормозную систему вагона сжатым воздухом до давления 0,53 - 0,55 МПа (5,3 - 5,5 кГс/см2) проверить герметичность соединений трубопроводов и тормозных приборов. Обнаруженные утечки сжатого воздуха устранить. Падение давления не должно превышать 0,01 МПа (0,1 кГс/см2) в течение 5 минут.
5.14 По окончании ремонта произвести проверку работы тормоза на вагоне и действие выпускных клапанов. Проверку тормозного оборудования производить в соответствии с Инструкцией по ремонту тормозного оборудования вагонов № ЦВ-ЦЛ-292.
5.15 По окончании проверки тормозного оборудования воздухораспределитель включить на режим, соответствующий профилю пути и загрузке вагона.
5.16 Допускается выпуск из текущего отцепочного ремонта специализированных вагонов с тарой не превышающей 27 тс (минераловозов, зерновозов, окатышевозов, цементовозов и цистерн) без авторежима.
6 ТЕЛЕЖКИ
6.1 2-х осные тележки.
6.1.1 Тележки вагонов осматривать с пролазкой. Трещины или излом в литой боковине, надрессорной балке, в подпятнике, пятнике, в коробке скользуна не допускаются.
6.1.2 Перед подкаткой тележки под вагон пятники, подпятники и скользуны смазывать графитовой смазкой ГОСТ 3333-80, отработанной смазкой ЛЗ-ЦНИИ ГОСТ 19791-74 или осевым маслом ГОСТ 610-72. Проверять состояние шкворня и деталей тормозной рычажной передачи.
6.1.3 Заменяемая боковина тележки должна иметь базу равную базе оставшейся боковины или с разницей - не более 2 мм. Базы проверять шаблоном Т 914.10 ПКБ ЦВ.
6.1.4 Суммарный зазор между скользунами с обеих сторон тележки у всех типов четырехосных вагонов должен быть не менее 4 мм и не более 20 мм, кроме хопперов для перевозки угля, горячего агломерата, апатитов, хопперов-дозаторов ЦНИИ-2, ЦНИИ-3 и думпкаров ВС-50, у которых зазор должен быть не менее 6 мм и не более 12 мм.
У думпкаров ВС-80, ВС-82, ВС-85 - не менее 12 мм и не более 20 мм.
Допускается отсутствие зазоров между скользунами с одной стороны вагона. Отсутствие зазоров между скользунами по диагонали вагонов не допускается.
6.1.5 Не допускаются: обрыв заклепок или ослабление более двух заклепок (наличие люфта заклепки выявляемого от руки) боковой рамы, фрикционной планки тележки, излом, трещина фрикционного клина гасителя колебаний.
6.1.6 Тип рессорного комплекта должен соответствовать конструкции и грузоподъемности вагона.
6.1.7 Пружины с трещинами, изломами, просевшие (при смыкании витков) должны быть заменены.
6.1.8 Запрещается постановка в комплект пружин с разницей по высоте в свободном состоянии более 5 мм. Под фрикционные клинья ставятся наиболее высокие из подобранных пружин.
6.1.9 Не допускаются свободные (ненагруженные) подклиновые пружины и клинья в порожних грузовых вагонах и завышение, хотя бы одного клина, относительно нижней опорной поверхности надрессорной балки более 8 мм при пробеге вагона от постройки или последнего планового ремонта не более 80 тыс. км (10 месяцев). Завышение клиньев проверяется у порожних вагонов.
6.1.10 При поступлении в ТОР тележек, оборудованных сменными накладками ООО «Сплав» (боковая поверхность щечки окрашена в белый цвет) боковая рама, у которой сменная накладка имеет трещины, отколы, отслоения и сдвиг накладки от композиционного материала заменяется новой или отремонтированной по технологии ООО «Сплав». При отсутствии или изломе шпильки заменить на новую.
6.2.1 Зазор между скользунами соединительной и шкворневой балок с обеих сторон одного конца восьмиосной цистерны в сумме должен быть от 4 до 15 мм, между соединительной и надрессорными балками с обоях концов одной двухосной тележки зазор в сумме должен составлять от 4 до 20 мм.
6.2.2 Не допускается отсутствие зазоров по диагонали четырехосной тележки между скользунами надрессорной и соединительной балок, соединительной и шкворневой балок.
6.2.3 Соединительные балки с трещинами, изломами - заменять.
6.2.4 Суммарный износ между упорной поверхностью пятника шкворневой балки цистерны и буртом центрального подпятника соединительной балки, измеренный вдоль оси вагона, допускается не более 20 мм.
6.2.5 Зазор между соединительной балкой и осью внутренней колесной пары менее 85 мм не допускается.
При устранении неисправностей по п.п. 6.1 и 6.2 руководствоваться допускаемыми размерами, указанными в «Инструкции по ремонту тележек грузовых вагонов» РД ЦВ 052-96 в разделе 4.
7 БУКСОВЫЙ УЗЕЛ
Буксовые узлы всех колесных пар осматривать на соответствие их требованиям «Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» № З-ЦВРК.
При обнаружении неисправности буксового узла, колесная пара заменяется в соответствии с требованиями «Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» от 31.12.77 № ЦВ/3429.
Колесные пары, выкаченные из-под вагона по неисправностям буксового узла и невозможности выявления причины нагрева, должны быть заменены и направлены в вагонное депо для ремонта.
8 КОЛЕСНЫЕ ПАРЫ
При поступлении вагонов в текущий отцепочный ремонт у колесных пар осматривать средние части осей, места сопряжений ступиц колес с осью, диски и поверхности катания колес. Осмотр, дефектацию и замену колесных пар производить в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию колесных пар» от 31.12.77 № ЦВ/3429.
9 РАМА ВАГОНА
9.1 Раму вагона осмотреть, подлежащие ремонту неисправности отремонтировать.
9.2 Перед выполнением сварочных работ места сварки должны быть освобождены от нагрузки.
9.3 При ремонте вагонов сваркой пользоваться типовыми накладками согласно «Типовому технологическому процессу ремонта сваркой несущих элементов грузовых вагонов» ТК-47 ПКБ ЦВ.
9.4 Ремонт рамы сваркой производить в соответствия с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов и контейнеров» РТМ 32 ЦВ 201-88.
9.5 При неисправностях рамы, подпадающих под требования «Инструкции по исключению из инвентаря вагонов» ЦЧУ-ЦВ/4433 - вагон исключить из инвентарного парка.
9.6 Запрещается выпускать из текущего отцепочного ремонта вагоны, рамы которых имеют хотя бы одну из перечисленных неисправностей:
- излом или трещина, переходящие с горизонтальной на вертикальную полку хребтовой, боковой, шкворневой или концевой балок, трещины в узлах сочленения хребтовой и шкворневой балок;
- продольные трещины в балках рамы;
- трещины, проходящие более чем через одно отверстие для болтов или заклепок;
- обрыв сварного шва крепления балок рамы;
- обрыв по сварке или разрыв накладок, соединяющих верхние листы поперечных балок рамы полувагона с нижним обвязочным угольником;
- трещины или разрывы верхнего или вертикального листа поперечной балки рамы;
- вертикальные прогибы балок более 100 мм;
- расстояние между шкворневой балкой и боковиной тележки менее 30 мм.
10 КУЗОВ ВАГОНА
10.1 Кузов груженого вагона ремонтировать при наличии неисправностей, угрожающих безопасности движения, создающих угрозу жизни обслуживающего персонала, приводящих к потере или порче груза.
10.2 Все неисправные узлы и детали кузова ремонтировать или устанавливать новые (заранее отремонтированные) в том числе:
переходные площадки, косоуры, подножки, лестницы, поручни, дверные упоры, ограждения верхних площадок и т.д.
10.3 Обрывы, трещины сварного шва соединения стойки с обвязкой или балкой рамы, излом трещин стойки или раскоса ремонтировать в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов и контейнеров» РТМ 32 ЦВ 201-88.
10.4 Устанавливаемые усиливающие накладки должны быть типовыми, в соответствии с «Типовым технологическим процессом ремонта сваркой несущих элементов грузовых вагонов» ТК-47 ПКБ ЦВ.
10.5 Перекос или уширение кузова на одну сторону более 50 мм - устранять. Вагоны, кузова которых не подлежат восстановлению - исключать из инвентарного парка согласно «Инструкции по исключению из инвентаря вагонов» ЦЧУ-ЦВ/4433.
10.6 Кузова порожних специализированных вагонов на пунктах текущего отцепочного ремонта ремонтировать в объеме, необходимом для их дальнейшего безаварийного следования до места назначения.
10.7 При выпуске вагонов из текущего отцепочного ремонта производить следующие работы:
на полувагонах
1) Отсутствующие крышки люка и створки дверей устанавливать, поврежденные - ремонтировать или заменять.
2) Оборванные шарнирные соединения, неисправные запоры крышек люков, торцевых дверей ремонтировать или заменять.
3) Изломы, трещины верхней обвязки полувагона ремонтировать сваркой.
4) Неисправные торсионы заменять.
5) Неисправные поручни ремонтировать или заменять.
на крытых вагонах
1) Отсутствующие двери устанавливать, поврежденные менять или ремонтировать.
2) Устранять повреждения крыши, обшивки пола, верхних и боковых люков, повреждения крепления или изгибы дверных направляющих устройств, дверных упоров.
на платформах
1) Поврежденные борта платформы, доски пола, петли, запоры, скобы дверной стойки, крюки ремонтировать или заменять, на место отсутствующих и неисправных установить новые или заранее отремонтированные, устранять выход узлов за габарит подвижного состава, возможность падения бортов, потери груза.
2) На платформах для перевозки большегрузных контейнеров отсутствующие фитинговые упоры устанавливать, неисправные заменять или ремонтировать.
3) * см. лист 20.
на цистернах
1) При поступлении на пункт текущего отцепочного ремонта порожней цистерны с неисправностями котла, угрожающими безопасности движения и невозможности устранить неисправности силами пункта, провести профилактический ремонт и отправить цистерны на ближайшую ППС.
2) При поступлении на пункт текущего отцепочного ремонта цистерн груженных легковоспламеняющимися жидкостями с неисправностями, приводящими к утечке груза или угрожающими безопасности движения поездов, ремонт таких цистерн произвести специалистами грузоотправителя или грузополучателя. Вызов специалистов производится по указанию начальника станции.
3) После промывки, ремонт цистерн осуществить согласно действующей нормативной документации в вагонных депо. Сварочные работы производить при наличии формы ВУ-19 и справки о взрывобезопасности.
4) При поступлении в ремонт цистерн, груженных ядовитыми веществами или другими опасными грузами руководствоваться «Порядком безопасного ведения работ с вагонами, груженными опасными грузами при техническом обслуживании и безотцепочном ремонте, и при текущем отцепочном ремонте» № 621-93 ПКБ ЦВ.
5) Запрещается выпускать из текущего отцепочного ремонта: - цистерны с трещинами в обечайках или днищах котлов, а также цистерны, имеющие продольные или поперечные трещины в опорных листах, в местах их приварки к котлам безрамных цистерн, с неисправностями сливных приборов, приводящих к потере груза (отсутствующие или поврежденные клапаны, штанги или заглушки), - цистерны с отсутствующими, ослабшими или оборванными поясами котлов, со сдвигом котла, смещением центра тяжести котла восьмиосной цистерны относительно полурамы более 40 мм, а котла четырехосной цистерны - более 45 мм (определяется по «Методике замеров смещения котла восьмиосной цистерны в условиях вагоноремонтных предприятий» ЦВ-ВНИИЖТ/№ Н-6749).
На специализированных вагонах:
При поступлении на участок текущего отцепочного ремонта специализированных вагонов с повреждениями, приводящими к утрате, утечке или порче груза, а также при выходе деталей кузова за габариты подвижного состава, повреждения устранить. При необходимости вагон перегрузить установленным порядком.
на вагонах-хопперах
Открытые загрузочные люки закрыть, незафиксированные штурвалы привода механизма разгрузки фиксировать. Трещины в сварных соединениях кронштейнов крепления привода механизма разгрузки разделать и заварить, оборванные крепления крышки загрузочного люка отремонтировать или заменить. Трещины и пробоины кузова заварить с постановкой усиливающих накладок.
на вагонах-думпкарах
1) Погнутые кронштейны цилиндра опрокидывания вагона, поврежденные механизмы открывания бортов, блокировки, проворачивания собачки, отогнутый или не совпадающий с опорой более, чем на 15 мм шип отремонтировать или заменить.
2) На место отсутствующих и неисправных противовесов валика или шплинтов в рычагах механизма открывания бортов или валика опоры кузова установить новые или заранее отремонтированные.
3) Ослабшие болты крепления корпуса амортизатора подтянуть.
4) Изломанные ушки разгружающего цилиндра, оборванные упоры от перемещения кузова заменить.
на вагонах для нефтебитума
1) Пробоины и трещины во внутренней и наружной обшивке бункеров порожних вагонов заварить с постановкой усиливающих накладок. Сварочные работы производить при наличии формы ВУ-19.
2) Неисправные запорные механизмы бункеров отремонтировать или заменить.
3) Отсутствующие крышки бункеров установить.
4) Несовпадение зубьев сектора с гнездом в опоре не допускается. Уширение стенок бункеров более 100 мм устранить. Опоры бункеров с трещинами или изломами отремонтировать сваркой с постановкой усиливающих накладок.
на вагонах для перевозки горячих окатышей и агломерата
Трещины и пробоины кузовов отремонтировать сваркой. Неплотно прилегающие крышки люков отремонтировать или заменить. Продольное смещение вала разгрузочного механизма устранить. Зазор между зубом защелки и зубом рычага более 3 мм не допускается. Величина перехода рычага через «мертвую точку» менее 8 мм или более 18 мм не допускается.
на вагонах для минеральных удобрений
Трещины и пробоины кузовов отремонтировать сваркой. Зазор между зубом закидки и зубом фиксатора более 8 мм не допускается. Величина перехода рычагов через «мертвую точку» допускается не более:
для верхней тяги - 20 мм;
для нижней - 15 мм.
на вагонах для перевозки зерна
Трещины, пробоины бункера отремонтировать сваркой. Изогнутые или оборванные фиксаторы штурвала механизма разгрузки отремонтировать или заменить. На место отсутствующих и неисправных штурвалов установить новые или заранее отремонтированные. Трещины в сварных соединениях крепления приводов механизма разгрузки разделать и заварить. Изгибы и вмятины разгрузочных и загрузочных люков, при которых возможна потеря груза выправить. На пробоины ставить усиливающие накладки.
Детали шарнирных соединений с износом отверстий или валиков более 2 мм, вкладыши привода механизма разгрузки с износом более 3 мм заменить новыми или заранее отремонтированными.
* на платформах
3) При поступлении платформ для перевозки леса в текущий отцепочный ремонт (ТОР) вагон осмотреть для определения объема ремонта. Дефекты рамы ремонтировать в соответствии с требованиями «Руководства по текущему отцепочному ремонту» РД 32 ЦВ 056-97.
Трещины в сварных швах не выходящие на основной металл, в гребенках независимо от длины разделать и заварить.
4) Поперечные трещины в стойках, длиной до половины поперечного сечения, разделать, заварить и установить накладки соответствующего профиля с последующей обваркой сплошным швом по периметру. Накладка должна перекрывать дефектное место не менее 50 мм.
5) Съемные стойки с изломами заменить новыми. Ослабленные гайки крепления стоек закрепить, с сорванной резьбой болты и гайки заменить новыми. Отсутствующие или изломанные стопорные планки установить.
6) Допускается уширение стоек или рам не более 50 мм, но не более 30 мм на одну сторону. Замер производить по верху стоек. Порванные стяжки, звенья цепей для крепления груза допускается ремонтировать сваркой. Допускается при отсутствии стяжки увязывать проволокой, но не более чем на двух стойках неподряд расположенных.
7) Трещины в обшивке торцевой стены, в поперечных связях, косынках разделать и заварить с постановкой накладки, накладка должна перекрывать дефектное место не менее 50 мм. Вмятины и изгибы стоек и рам более 50 мм устранять постановкой накладки.
11 ТРЕБОВАНИЯ К СВАРОЧНЫМ РАБОТАМ
11.1 Подготовка к сварочным работам, ремонт сваркой деталей и узлов, а также приемка их после выполнения работ должны производиться в соответствия с требованиями «Инструкции по сварке и наплавке деталей вагонов» РТМ 32 ЦВ 201-88.
11.2 Перед заваркой трещин и изломов или устранением дефектных сварных швов, деформированные детали и узлы должны быть выправлены со снятием с них нагрузки.
11.3 При выполнении сварочных работ на вагонах обратный провод от источника питания должен присоединяться в максимальной близости к месту сварки так, чтобы сварочная цепь не замыкалась через буксовые узлы, автосцепные устройства и другие разъемные соединения.
Место присоединения обратного провода к детали во всех случаях должно быть зачищено до металлического блеска, а сам провод надежно и плотно присоединен при помощи специальной клеммы.
11.4 При выполнении сварочных работ на вагонах запрещается использовать рельс в качестве обратного провода.
Для каждого источника сварочного тока прокладывать вдоль фронта работ стационарную двухпроводную сварочную линию с выводом клемм на рабочие позиции.
11.5 Не допускается проверять возбуждение дуги или установленный режим работы прикасанием электрода или электрододержателя к любой части вагона, особенно к колесным парам, буксам и к деталям, не подвергавшимся сварке.
11.6 Не допускаются дефекты сварных швов:
- отклонения в размерах швов в сторону увеличения и в сторону уменьшения более 2 мм, за исключением случаев, особо оговоренных нормативной документацией;
- волнистость швов более 2 мм или наличие резких переходов одного сечения шва к другому;
- дефекты в виде трещин или наплывы, прожоги и кратеры;
- подрезы кромок свариваемых деталей сварочным швом несущих элементов рам вагонов, а также в местах приварки вертикальных стоек к рамам вагонов;
- подрезы кромок свариваемых деталей в других узлах более 10 % толщины металла;
- поверхностные поры и шлаковые включения, на длине более 10 мм с расстоянием между дефектными участками менее 500 мм;
- вмятины на поверхности шва, получающиеся при удалении шлаковой корки браковочным признаком не считаются.
11.7 В процессе сварки необходимо соблюдать правила пожарной безопасности с учетом характера груза, находящегося в вагоне.
11.8 Дефектные (с трещинами) сварные швы должны быть удалены и заварены вновь.
11.9 Места сварки в узлах крепления угловых и боковых стоек, верхней обвязки кузова, дверей полувагонов, скоб лесных стоек, раскосов, угловых косынок, деталей металлических бортов и других - перед сваркой тщательно зачистить, кромки разделать, соединения плотно прижать и после этого приварить.
11.10 При текущем отцепочном ремонте запрещается производить на вагоне заварку трещин:
- в надрессорных балках и литых боковинах двухосных тележек;
- в соединительной балке 8-ми осного вагона;
- в тяговых хомутах, корпусах автосцепки, центрирующих балочках и упорных плитах;
- в деталях фрикционных гасителей колебаний.
Запрещается производить любые сварочные работы на вагоне с неизвестным грузом.
11.11 При подготовке деталей к сварке и выполнении сварочных работ:
- детали должны быть очищены от загрязнения, зачищены до металлического блеска в местах, подлежащих сварке или наплавке;
- на место сварки при ее выполнении не должны попадать вода, мазут, масло и т.д.;
- конструктивные элементы подготавливаемых кромок свариваемых деталей, их размеры, размеры выполненных швов и предельные отклонения по ним должны соответствовать ГОСТ 5264-80 и ГОСТ 11534-75 для ручной дуговой сварки;
- не должно быть трещин в кромках и нарушений габаритов свариваемых деталей;
- непровары в кромках свариваемых деталей не допускаются.
11.12 При ремонте вагонов и их деталей применять сварочные материалы имеющие соответствующий сертификат.
При температуре окружающего воздуха ниже минус 10 ºС применять электроды с фтористо-кальциевым покрытием марки Э42-Ф; Э46А-Ф; Э50А-Ф ГОСТ 9466-75.
При температуре окружающего воздуха выше минус 10 ºС допускается применение электродов с рутиловым покрытием марки Э42-Т; Э46-Т ГОСТ 9466-75.
12 НАНЕСЕНИЕ ЗНАКОВ И НАДПИСЕЙ
12.1 При текущем отделочном ремонте нечеткие (неясные) знаки и надписи на вагонах обновляются, отсутствующие наносятся вновь. Искаженная бортовая нумерация вагона не допускается.
12.2 О проведении текущего отцепочного ремонта вагонов ставится трафарет согласно альбому «Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм» № 632-94 ПКБ ЦВ. Образец надписи приведен в приложении Б.
12.3 При текущем отцепочном ремонте производится окраска отремонтированных мест под цвет старой краски, после соответствующей очистки.
12.4 Вновь наложенные сварные швы окрашивают после очистки их от шлака и сварных брызг.
12.5 Вновь устанавливаемые металлические детали или детали из древесины перед окрашиванием очищают и грунтуют.
13. РЕМОНТ ПОВРЕЖДЕННЫХ ВАГОНОВ
13.1 Поврежденные вагоны на железных дорогах Российской Федерации учитываются за вагонным депо, их отправившим, которому и предъявляются претензии о возмещении убытков, исходя из одинарной стоимости поврежденных (утраченных) деталей вагонов и стоимости ремонтных работ в соответствии с приказом от 19.11.87 г. № 47 Ц МПС, Указанием от 24.03.89 г. № Г-798 У и «Методикой расчета возмещения ущерба за повреждения грузовых вагонов», утвержденной МПС РФ 01.10.92 г.
К претензиям прикладываются следующие документы: уведомления формы ВУ-23м, ВУ-36, акты формы ВУ-25, данные натурного листа формы ДУ-1, калькуляция стоимости ремонтных работ.
Перечень повреждений кузовов грузовых вагонов, на которые составляется акт формы ВУ-25, приведен в Приложении № 18 к приказу от 06.02.91 г. № 7 Ц МПС.
Порядок действий работников железных дорог при выявлении на станциях вагонов с поврежденными кузовами - в Приложении № 17 к приказу от 06.02.91 г. № 7 Ц МПС.
Претензия об уплате убытков с приложением вышеуказанных документов рассматривается в установленный действующим законодательством срок.
13.2 При поступлении на станцию выгрузки груженых вагонов с повреждениями, за исключением случаев, когда имеются следы повреждения их в пути следования, убытки за устранение неисправностей вагонов предъявляются вагонному депо, давшему разрешение на подачу вагонов под погрузку. При поступлении на станцию выгрузки поврежденных в пути следования вагонов убытки предъявляются вагонному депо, обслуживающему станцию, где производилось последнее техническое обслуживание поезда.
13.3 Споры о возмещении убытков за поврежденные вагоны, рассматриваются в соответствии с действующим законодательством и в порядке, установленном железной дорогой или Министерством путей сообщения Российской Федерации.
13.4 Расчет за поврежденные вагоны, принадлежащие государству ближнего зарубежья, производится согласно «Правилам эксплуатации, пономерного учета и расчетов за пользование грузовыми вагонами собственности других государств» 1996 г.
14 ПРИЕМКА ВАГОНОВ ИЗ РЕМОНТА
Во время ремонта и после его окончания соблюдение требований технологического процесса, качество и объем выполненных работ определяют приемщик вагонов, мастер или бригадир.
После окончания ремонта мастер или бригадир сдает, а приемщик вагонов или другое должностное лицо, сдавшее экзамен на право приемки вагонов из ремонта, принимает отремонтированные вагоны. На вагоны, выпущенные из ремонта, выписываются уведомления формы ВУ-36, которые подписывают выпускающие вагоны из ремонта мастер или бригадир пункта текущего отделочного ремонта вагонов и принимающий отремонтированные вагоны приемщик вагонов, или лицо, его заменяющее.
Уведомление выписывают в двух экземплярах: первый экземпляр вручается дежурному по станции, второй - оператору вагонного депо, ведущему учет вагонов, поданных в ремонт, для передачи в информационно-вычислительный центр (ИВЦ) дороги электронного сообщения 1354 о переводе вагона в разряд исправных.
15 ГАРАНТИЙНЫЙ СРОК
Вагонное депо, производящее текущий отделочный ремонт вагонов, несет ответственность за качество сборки и комплектацию узлов, по которым вагон был отцеплен в ТОР, до следующего планового вида ремонта или до выполнения заданного объема перевозок при эксплуатации по «Пробегу» при соблюдении Правил технической эксплуатации железных дорог Российской Федерации от 26 мая 2000 г. ЦРБ-756.
Ответственность за качество осмотренных колесных пар устанавливается в пределах гарантийного участка безотказного следования вагонного данного депо, за состояние замененных колесных пар, ответственность устанавливается в соответствии с указанием МПС России от 18.11.98 г. № пр. К-131бу.
На детали, не выдержавшие срока гарантии оформляют акт-рекламацию в порядке, установленным МПС РФ.
ПРИЛОЖЕНИЕ А
(обязательное)
ПЕРЕЧЕНЬ ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ ВМЕСТЕ С НАСТОЯЩИМ РУКОВОДСТВОМ
|
А1 Инструкция осмотрщику вагонов |
ЦВ-ЦЛ/408 |
М.: Транспорт, 1997 |
|
А2 Инструкция по сварке и наплавке при ремонте грузовых вагонов и контейнеров |
РТМ 32 ЦВ 201-88 |
М.: Транспорт, 1989 |
|
A3 Типовой технологический процесс ремонта сваркой несущих элементов грузовых вагонов |
ТК-47 ПКБ ЦВ |
ПКБ ЦВ, 1975 |
|
А4 Инструкция по исключению из инвентаря вагонов |
ЦЧУ-ЦВ/4433 |
М.: Транспорт, 1987 |
|
А5 Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ |
ЦВ-ВНИИЖТ-494-97 |
М.: Транспорт, 1997 |
|
А6 Порядок комплектования и маркировки литых элементов тележек грузовых вагонов при плановых видах ремонта и строительстве новых |
№ 619 ПКБ ЦВ |
ПКБ ЦВ, 1993 |
|
А7 Технологическая инструкция по контролю технического состояния боковых рам и надрессорных балок тележек грузовых вагонов |
№ 605 ПКБ ЦВ |
ПКБ ЦВ, 1992 |
|
А8 Инструкция по ремонту тормозного оборудования вагонов |
ЦВ-ЦЛ-292 |
1994 |
|
А9 Инструкция по эксплуатации тормозов подвижного состава железных дорог |
ЦТ-ЦВ-ЦЛ-ВНИИЖТ/277 |
1994 |
|
А10 Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
ЦВ/3429 |
31.12.77 |
|
A11 Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками |
3-ЦВРК |
16.02.83 |
|
A12 Инструкция по ремонту тележек грузовых вагонов |
РД 32 ЦВ-052-96 |
|
|
A13 Правила эксплуатации, пономерного учета и расчетов за пользование грузовыми вагонами собственности других государств |
|
24.05.96 |
|
А14 Комплект документов на типовой технологический процесс ремонта цистерн. Сливные приборы |
ТК-166, ПКБ ЦВ |
ПКБ ЦВ, 1989 |
|
A15 Методика выполнения измерений при техническом обслуживании вагонов в отцепочном ремонте |
РД 32 ЦВ-003-88 |
ПКБ ЦВ,1988 |
|
А16 Сборник руководящих материалов по техническому обслуживанию и ремонту вагонов |
№ 592 ПКБ ЦВ |
ПКБ ЦВ, 1990 |
|
А17 Руководство по подготовке грузовых вагонов к перевозкам (технический осмотр и текущий ремонт ТР-1 порожних грузовых вагонов) |
№ 615 ПКБ ЦВ |
ПКБ ЦВ, 1993 |
|
А18 Методика замеров смещения котла восьмиосной цистерны в условиях вагоноремонтных предприятий |
ЦВ-ВНИИЖТ/№ Н-6749 |
12.05.91 |
|
А19 Правила эксплуатации, пономерного учета и расчетов за пользование грузовыми вагонами собственности других государств |
|
Согласованные членами ж.д. администраций стран СНГ, Латвии, Литвы и Эстонии 24.05.96 |
|
А19 Типовой технологический процесс пункта текущего отцепочного ремонта грузовых вагонов |
ТК-235 ПКБ ЦВ |
ПКБ ЦВ, 1997 |
|
А20 Порядок безопасного ведения работ с вагонами, гружеными опасными грузами при техническом обслуживании и безотцепочном ремонте, и текущем отцепочном ремонте |
№ 621-93 |
ПКБ ЦВ, 1993 |
ПРИЛОЖЕНИЕ Б
(справочное)
ОБРАЗЕЦ НАДПИСИ О ПРОВЕДЕННОМ ТЕКУЩЕМ ОТЦЕПОЧНОМ РЕМОНТЕ ВАГОНА
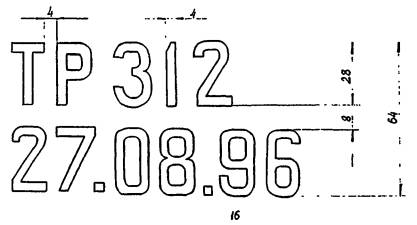
Надпись о проведенном текущем отцепочном ремонте вагонов наносится с обеих сторон вагона:
на крытом вагоне и вагоне для перевозки легковых автомобилей - на торцевой стене;
на вагоне для перевозки нефтебитума - торцевой опоре бункера;
на вагоне-думпкаре - на торцевой стороне кузова;
на остальных вагонах - на концевой балке.
Приложение В
(обязательное)
Журнал контроля комплектации грузовых вагонов на пунктах текущего отцепочного ремонта
|
Дата поступления вагона в текущий отцепочный ремонт |
Номер вагона |
Тележка по порядку расположения в вагоне |
Наименование детали |
Положение детали |
Комплектация вагона |
Подпись бригадира |
Подпись руководителя предприятия |
|||||||
|
при поступлении в ремонт |
при выпуске из ремонта |
|||||||||||||
|
Код собственника детали (ж.д. администрация) |
Завод изготовитель (клеймо) |
Номер детали |
Год изготовления детали |
Код собственника детали (ж.д. администрация) |
Завод изготовитель (клеймо) |
Номер детали |
Год изготовления детали |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
|
|
Первая тележка |
Колесная пара |
1 |
|
|
|
|
|
|
|
|
|
|
|
Колесная пара |
2 |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Левая |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Правая |
|
|
|
|
|
|
|
|
|
|
|||
|
Надрес. балка |
- |
|
|
|
|
|
|
|
|
|
|
|||
|
Вторая тележка |
Колесная пара |
3 |
|
|
|
|
|
|
|
|
|
|
||
|
Колесная пара |
4 |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Левая |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Правая |
|
|
|
|
|
|
|
|
|
|
|||
|
Надрес. балка |
- |
|
|
|
|
|
|
|
|
|
|
|||
|
|
Соед. балка |
1 |
|
|
|
|
|
|
|
|
|
|
||
|
Третья тележка |
Колесная пара |
5 |
|
|
|
|
|
|
|
|
|
|
||
|
Колесная пара |
6 |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Левая |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Правая |
|
|
|
|
|
|
|
|
|
|
|||
|
Надрес. балка |
- |
|
|
|
|
|
|
|
|
|
|
|||
|
Четвертая тележка |
Колесная пара |
7 |
|
|
|
|
|
|
|
|
|
|
||
|
Колесная пара |
8 |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Левая |
|
|
|
|
|
|
|
|
|
|
|||
|
Боковая рама |
Правая |
|
|
|
|
|
|
|
|
|
|
|||
|
Надрес. балка |
- |
|
|
|
|
|
|
|
|
|
|
|||
|
|
Соед. балка |
2 |
|
|
|
|
|
|
|
|
|
|
||
Примечание:
1. При ремонте 4-х осного вагона допускается усеченная форма (без указания соединительных балок, третьей и четвертой тележек)
2. Порядковый номер тележки и расположение деталей должны соответствовать Листку учета комплектации грузового вагона после ремонта.
СОДЕРЖАНИЕ