 | Информационная система | |
ТРУБЫ
СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
ДИАМЕТРОМ 530 - 1020 ММ С ТОЛЩИНОЙ СТЕНКИ
ДО 32 ММ ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ,
НЕФТЕПРОВОДОВ И НЕФТЕПРОДУКТОПРОВОДОВ
Технические условия
ТУ 14-3-1573-96
(Взамен ТУ 14-3-1573-88)
Трубы изготавливаются из низколегированной листовой стали горячекатаной, нормализованной, контролируемой прокатки с ускоренным охлаждением и без ускоренного охлаждения, после дополнительной термической обработки классов прочности К50, К52, К54, К55, К56, К58, К60 по техническим условиям, указанным в приложенииНастоящие технические условия распространяются на трубы стальные электросварные прямошовные диаметром 530 - 1020 мм с толщиной стенки до 32 мм, выполненные электродуговой сваркой под флюсом с одним продольным швом и предназначенные для строительства газопроводов, нефтепроводов и нефтепродуктопроводов на рабочее давление 5,4 - 9,8 МПа в северном и обычном исполнении.
Пример условного обозначения трубы с наружным диаметром 1020 мм и толщиной стенки 20 мм из стали марки 10Г2ФБЮ класса прочности К60 по ТУ 14-3-1573.
«Труба 1020×20 - 10Г2ФБЮ ТУ 14-3-1573-96».
(Измененная редакция, Изм. № 1).
1. Сортамент
1.1. Размеры труб должны соответствовать указанным в таблице 1.
1.2. Номинальные размеры труб, в зависимости от класса прочности стали, должны соответствовать указанным в таблице 2.
1.3. Длина труб должна быть в пределах 10,5 - 11,6 м. Допускается поставка до 10 % труб от общего производства труб длиной от 9,0 до 10,5 м.
1.4. Предельные отклонения от номинальных размеров:
· по наружному диаметру концов труб на длине не менее 200 мм от каждого конца трубы +1,5 мм для труб диаметром 530 - 820 мм и +1,6 мм для труб диаметром 1020 мм;
· по наружному диаметру корпуса трубы +3,0 мм;
· по наружному диаметру корпуса трубы +2,0 мм. Допускается до 10 % труб диаметром 530 мм с предельным отклонением по наружному диаметру +2,5 мм и до 15 % труб диаметром 720 - 1020 мм с предельным отклонением +3,0 мм с дополнительной отметкой краской номера технических условий прямой линией.
(Измененная редакция, Изм. № 1).
1.5. Предельные отклонения по толщине стенки должны соответствовать требованиям ГОСТ 19903 для максимальной ширины листовой стали нормальной точности прокатки для труб обычного исполнения. Для труб из стали контролируемой прокатки минусовый допуск не должен превышать 5 % от номинальной толщины стенки, плюсовой допуск - по ГОСТ 19903 для максимальной ширины листовой стали нормальной точности прокатки.
1.6. Кривизна труб не должна превышать 1,5 мм на 1 м длины. Общая кривизна не должна превышать 0,2 % длины трубы.
1.7. Концы труб должны быть обрезаны под прямым углом, и иметь фаску согласно рис. 1. Косина реза не должна превышать 1,6 мм. Обеспечение этой величины гарантируется конструкцией оборудования. Допускается увеличение притупления фаски на концах труб в районе сварного шва (40 мм по обе стороны) на величину усиления шва.
1.8. Сварные соединения труб должны иметь плавный переход от основного металла к металлу шва без острых углов, подрезов, непроваров, утяжин, осевой рыхлости и других дефектов формирования шва.
Высота усиления наружных швов должна находиться в пределах 0,5 - 2,5 мм для труб с толщиной стенки до 10 мм включительно, и 0,5 - 3,0 мм для труб с толщиной стенки свыше 10 мм. Высота усиления внутренних швов должна быть не менее 0,5 мм.
1.9. На концах труб на длине не менее 150 мм (для труб диаметром 530 - 820 мм) и 370 мм (для труб диаметром 1020 мм) усиление внутреннего шва должно быть снято до величины 0 - 0,5 мм.
1.10. Отклонение от теоретической окружности в зоне шва на дуге окружности длиной не менее 200 мм не должно превышать 0,15 % номинального диаметра трубы.
1.11. Смещение свариваемых продольных кромок не должно превышать 10 % номинальной толщины стенки, но не более 3 мм.
1.12. Ширина швов не должна превышать: наружных - 35 мм, внутренних - 40 мм.
В местах ремонта допускается увеличение ширины швов на 8 мм, при этом общая ширина не должна превышать 45 мм.
2. Технические требования
Трубы стальные электросварные прямошовные диаметром 530 - 1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов должны соответствовать требованиям настоящих технических условий.
2.1. Трубы изготавливаются из низколегированной листовой стали горячекатаной, нормализованной, контролируемой прокатки с ускоренным охлаждением и без ускоренного охлаждения, после дополнительной термической обработки классов прочности К50, К52, К54, К55, К56, К60 прошедшей 100 % УЗК на сплошность на заводе-изготовителе. Нормы разбраковки листовой стали указаны в приложение Б.
Режим контролируемой прокатки, ускоренного охлаждения и термообработки выбираются заводом-изготовителем листовой стали.
Марка стали соответствующего класса прочности и технические условия на поставку листовой стали должны соответствовать указанным в приложении А.
2.2. Химический состав по ковшевой пробе стали по классам прочности, а также эквивалент по углероду приведены в таблице 3.
2.3. В металле труб при условии соответствия механических свойств нормам, приведенным в таблице 5, отклонение по нижнему содержанию химических элементов не ограничено.
Допустимые отклонения массовых долей химических элементов по верхнему пределу по маркам стали должны соответствовать указанным в таблице 4.
2.4. Механические свойства основного металла труб, определенные на образцах, вырезанных в поперечном направлении, должны соответствовать нормам таблицы 5.
2.5. Временное сопротивление разрыву сварного соединения должно быть не менее норм основного металла, приведенных в таблице 5.
2.6. Величина ударной вязкости сварного соединения должна быть не менее норм, указанных в таблице 6.
2.7. Сварное соединение труб диаметром 1020 мм должно подвергаться испытанию на загиб. Угол загиба должен быть не менее 180 градусов.
Разрушение образцов при изгибе является браковочным признаком. На кромках образцов допускаются надрывы (трещины) длиной не более 6,4 мм. В средней части растягиваемой поверхности допускаются трещины длиной не более 3,2 мм, при глубине не более 12,5 % от толщины стенки трубы. При глубине трещины до 0,5 мм длина трещины не ограничивается.
2.8. Сварные швы должны быть подвергнуты стопроцентному контролю неразрушающими методами согласно нормам, приведенным в приложении Б.
2.9. Величина экспандирования труб не должна превышать 1,2 %.
2.10. Качество поверхности основного металла труб должно соответствовать требованиям ГОСТ 14637 (исключая дефекты, выводящие толщину стенки за предельные отклонения).
Допускается ремонт основного металла зачисткой, не выводящей толщину стенки труб за пределы установленных допусков. Ремонт основного металла сваркой не допускается.
2.11. Концевые участки труб на длине не менее 60 мм должны быть проверены по всему периметру ультразвуковым контролем на расслоение согласно нормам, приведенным в приложении Б.
2.12. Скошенная поверхность трубных концов должна пройти магнитопорошковый контроль (магнитопорошковую дефектоскопию). Не допускается никаких несплошностей, которые превышают 3,2 мм в любом направлении.
2.13. Смещение осей наружного и внутреннего швов на торцах труб не должно превышать 20 % от толщин стенок при номинальной толщине до 16 мм и 15 % - при номинальной толщине свыше 16 мм.
Перекрытие швов должно быть не менее 1,0 мм, что обеспечивается технологией.
2.14. Сварные швы должны быть плотными, без непроваров, трещин, свищей, наплывов и резких сужений. Начальные участки швов и концевые кратеры должны быть полностью удалены.
Допускается заварка кратеров в середине трубы, получающихся при прекращении и возобновлении сварки, но не ближе 350 мм от торцов труб.
Допускается ремонт сварных соединений зачисткой и удалением дефектов с последующей заваркой.
Допускаются без ремонта подрезы глубиной до 0,5 мм.
Допускаются следы усадки металла по оси шва, не выводящие высоту усиления за пределы минимальной высоты шва. На концевых участках внутренних швов длиной 150 мм от торцов трубы следы усадки не допускаются.
Концевые участки швов длиной 150 мм от торца трубы ремонту сваркой не подвергаются.
Суммарная протяженность участков продольных швов, отремонтированных путем удаления дефектов и последующей заварки, не должна превышать 5 % общей длины швов. Не допускается повторный ремонт данного участка и ремонт сваркой в одном сечении с наружной и внутренней поверхности шва.
Ремонтный участок сварного шва должен быть длиной не менее 50 мм и не должен превышать по длине 300 мм. Отдельные ремонтные участки швов должны отстоять друг от друга не менее чем на 500 мм. Максимально допустимое количество ремонтных участков швов - 4.
Участки швов, отремонтированные путем удаления дефектов и последующей заварки, должны быть подвергнуты повторному контролю неразрушающими методами.
2.15. Каждая труба на заводе-изготовителе должна быть подвергнута гидравлическому испытанию.
Величина испытательного давления определяется, исходя из достижения в металле напряжения, равного 0,95 нормативного предела текучести.
Расчетная величина испытательного давления указана в таблице 8. Величина заводского испытательного давления эквивалентная расчетному определяется с учетом осевого подпора и конструктивной особенности гидропрессов.
3. Правила приемки и методы испытаний
3.1. Трубы принимаются партиями. В партию входят трубы одного размера и одной марки стали. Число труб в партии не должно превышать 50 штук.
3.2. Наружный диаметр проверяют замером периметра с последующим пересчетом по формуле (1)
![]() (1)
(1)
где: Р - периметр поперечного сечения, мм
р - толщина рулетки, мм.
3.3. Овальность концов труб определяется как выраженное в процентах отношение разности между наибольшим и наименьшим диаметрами в одном сечении к номинальному наружному диаметру. В зоне швов замер овальности не производится.
3.4. Эквивалент по углероду металла каждой плавки определяется по формуле (2)
![]() (2)
(2)
Величина эквивалента углерода из низколегированных сталей обычного исполнения типа 12Г2С, 13ГС, 17ГС, 17Г1С, 17Г1С-У определяется по формуле (3)
![]() (3)
(3)
где С (углерод), Mn (марганец), Сr (хром), Мо (молибден), V (ванадий), Ti (титан), Nb (ниобий), Cu (медь), Ni (никель) - массовые доли соответствующих элементов, входящих в обозначение марки стали. Химический состав и эквивалент по углероду принимают по документу о качестве завода-поставщика металла.
3.5. Контроль качества основного металла и сварного соединения труб производят путем:
· визуального осмотра внутренней и наружной поверхности и измерения трубы;
· испытания основного металла труб на растяжение и ударный изгиб (ударная вязкость и доля вязкой составляющей в изломах образцов типа ДВТТ);
· испытаний сварных соединений на растяжение, ударный и статический изгиб;
· гидравлического испытания труб;
· контроля неразрушающими методами;
· 1-ой стадии контроля после сварки труб, включающего автоматический ультразвуковой контроль (АУЗК) продольных швов, расшифровку с помощью рентгентелевизионного контроля (РТК) участков швов, отмеченных АУЗК, ручной ультразвуковой контроль (РУЗК) участков швов, отмеченных АУЗК, но не подтвержденных РТК, повторный контроль РУЗК, отремонтированных путем удаления дефекта и последующей заварки участков швов;
· ручной ультразвуковой контроль участков швов, отмеченных АУЗК;
· 2-ой стадии контроля после гидроиспытания, включающего АУЗК продольных швов, перепроверку с помощью РУЗК участков швов, отмеченных АУЗК, ультразвуковой контроль (АУЗК) основного металла по всему периметру на концевых участках труб длиной не менее 60 мм; магнитопорошкового контроля скошенной поверхности трубных концов.
3.6. От каждой партии для механических испытаний отбирают следующее количество труб: для испытания основного металла - одна труба каждой плавки, входящей в партию, за исключением плавок, испытанных ранее; для испытания сварного соединения - одна труба.
3.7. Из каждой трубы, отобранной в соответствии с п. 3.6, изготавливают и испытывают:
3.7.1. для механических испытаний основного металла:
· на растяжение - по одному плоскому пятикратному поперечному образцу тип II, приложение 3 ГОСТ 1497 или цилиндрическому образцу тип III, приложение 2 ГОСТ 1497. Допускается проведение испытания на растяжение на плоских или цилиндрических образцах по стандартам ASTM A370 и API Spec 5L;
· на ударный изгиб - по три поперечных образца тип I по ГОСТ 9454 для толщин 12 мм и более. Для тонкостенных труб с толщиной стенки менее 12 мм допускается применять образцы уменьшенного сечения (тип 2 для труб с толщиной стенки от 9,5 мм включительно до 12 мм и тип 3 для труб с толщиной стенки менее 9,5 мм);
· на ударный изгиб - по три поперечных образца тип II по ГОСТ 9454. Для тонкостенных труб с толщиной стенки менее 12 мм допускается применять образцы уменьшенного сечения (тип 12 для труб с толщиной стенки от 9,5 мм включительно до 12 мм и тип 13 для труб с толщиной стенки менее 9,5 мм);
· для определения доли вязкой составляющей в изломе - по два поперечных образца типа DWTT согласно рабочей методике испытаний РМИ 246-28-96.
Темплеты для изготовления образцов металла вырезаются из крайней четверти периметра трубы от одного из ее концов в соответствии с ГОСТ 7564.
3.7.2. Для механических испытаний металла шва и околошовной зоны:
· по одному плоскому образцу со снятым усилением на растяжение по ГОСТ 6996 (тип XII). Допускается применение цилиндрических образцов типа III по ГОСТ 6996;
· по три образца типа VI по ГОСТ 6996 (сечение 10×10 мм) для испытания на ударный изгиб металла шва с надрезом по центру шва. Для тонкостенных труб с толщиной стенки менее 12 мм допускается применять образцы уменьшенного сечения типа VII по ГОСТ 6996 (10×5 мм);
· по три образца типа VI по ГОСТ 6996 (сечение 10×10 мм) для испытания на ударный изгиб околошовной зоны с надрезом по линии сплавления. Для тонкостенных труб с толщиной стенки менее 12 мм допускается применять образцы уменьшенного сечения типа VII по ГОСТ 6996 (сечение 10×5 мм);
· по два плоских образца со снятым усилением на изгиб по методике РМИ 246-41-96.
При толщине стенки трубы 16 мм и более разрешается применение круглых образцов типа III по ГОСТ 6996.
Темплеты для изготовления образцов сварного соединения вырезаются из сварного шва от одного из концов труб, перпендикулярно шву. Разрешается испытывать образцы на ударный изгиб одного вида (с надрезом по центру шва или по линии сплавления) при условии гарантии этого показателя и на образцах другого вида.
3.8. Образцы для испытания на ударный изгиб основного металла изготавливают перпендикулярно оси трубы.
При изготовлении образцов на ударный изгиб одна поверхность, перпендикулярная оси надреза, может иметь остатки черноты от проката.
Образцы для испытания на ударный изгиб металла шва и околошовной зоны изготавливают из металла шва, сваренного последним.
Надрез на образцах на ударный изгиб наносят перпендикулярно прокатной поверхности металла.
3.9. При изготовлении образцов для механических испытаний допускается правка заготовок под образцы (темплетов) с применением статической нагрузки.
3.10. Основной металл труб ранее испытанных плавок, механические свойства которого удовлетворяют требованиям настоящих технических условий, вновь не испытывают. В этом случае в документе о качестве указывают результаты предыдущих испытаний.
3.11. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторное испытание на удвоенном количестве образцов, взятых от этой же партии или плавки.
3.12. В случае неудовлетворительных результатов повторных испытаний основного металла бракуют трубы данной плавки, при неудовлетворительных результатах повторных испытаний сварного соединения бракуют трубы данной партии. Заводу-изготовителю предоставляется право поштучного испытания по показателю, имеющему неудовлетворительные результаты.
3.13. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под давлением не менее 20 с.
4. Маркировка, упаковка, транспортирование и хранение
4.1. На отгруженные трубы завод-изготовитель обязан выдать документ о качестве (сертификат), удостоверяющий соответствие труб требованиям настоящих технических условий, с указанием:
· номинального размера труб (диаметр и толщина стенки) и фактической длины труб;
· завода-изготовителя труб;
· марки стали или ее условного обозначения согласно приложению В;
· номера технических условий, по которым изготовлены трубы;
· номера партии и входящих в нее номеров плавок и номеров труб;
· результатов механических испытаний основного металла всех плавок, входящих в данную партию, и сварного соединения труб данной партии;
· эквивалента по углероду каждой плавки по данным завода-поставщика металла;
· результатов гидравлических испытаний эквивалентного ему давления испытания без учета осевого подпора;
· результатов неразрушающего контроля сварных соединений труб;
· химсостава стали по данным завода-поставщика металла.
4.2. На каждой трубе на расстоянии около 500 мм от одного из концов на наружной поверхности должно быть выбито клеймами:
· индекс завода-изготовителя труб;
· марка стали или ее условное обозначение;
· номер трубы, клеймо ОТК;
· год изготовления.
Участок клеймения отмечают черной краской.
При механизированном методе клеймения маркировку располагают в одну строку вдоль образующей трубы на расстоянии не более 1500 мм от торца трубы.
На внутренней поверхности трубы на расстоянии около 500 мм от торца несмываемой краской четко наносят:
· марку стали или ее условное обозначение;
· индекс завода-изготовителя труб;
· номер партии;
· номер трубы;
· номинальные размеры (диаметр, толщина стенки и фактическая длина трубы);
· эквивалент по углероду каждой плавки по данным завода-поставщика металла;
· трубы из стали контролируемой прокатки с ускоренным охлаждением маркируются цифрой 1;
· трубы из стали, прошедшей дополнительную термообработку, маркируют цифрой 2;
· трубы, поставляемые без термообработки, маркируют цифрой ноль.
4.3. Упаковку, транспортирование, оформление документации производят в соответствии с требованиями ГОСТ 10692.
Примечание. Оптовая цена на трубы по данным техническим условиям - свободная.
Таблица 1 Сортамент труб
|
Теоретическая масса 1 м труб, кг, при наружном диаметре, мм |
|||||
|
530 |
630 |
720 |
820 |
1020 |
|
|
7,0 |
91,18 |
108,62 |
- |
- |
- |
|
7,1 |
92,47 |
110,15 |
- |
- |
- |
|
7,3 |
95,03 |
113,22 |
129,57 |
- |
- |
|
7,5 |
97,60 |
116,28 |
133,09 |
- |
- |
|
8,0 |
104,01 |
123,93 |
141,87 |
161,79 |
- |
|
8,5 |
110,40 |
131,57 |
150,63 |
171,80 |
- |
|
8,7 |
112,96 |
134,63 |
154,13 |
175,80 |
- |
|
8,8 |
114,23 |
136,15 |
155,88 |
177,80 |
221,63 |
|
9,0 |
116,79 |
139,20 |
159,38 |
181,78 |
226,62 |
|
9,2 |
119,34 |
142,25 |
162,87 |
185,79 |
231,61 |
|
9,5 |
123,16 |
146,82 |
168,11 |
191,77 |
239,10 |
|
10,0 |
129,51 |
154,42 |
176,84 |
201,76 |
251,55 |
|
10,3 |
133,32 |
158,97 |
182,06 |
207,72 |
259,03 |
|
10,6 |
137,13 |
163,53 |
187,29 |
213,69 |
266,49 |
|
10,8 |
139,66 |
166,56 |
190,76 |
217,67 |
271,46 |
|
11,0 |
142,19 |
169,59 |
194,24 |
221,64 |
276,43 |
|
11,2 |
144,72 |
172,62 |
197,72 |
225,62 |
281,41 |
|
11,3 |
145,98 |
174,13 |
199,46 |
227,60 |
283,89 |
|
11,4 |
147,25 |
175,64 |
201,20 |
229,59 |
286,38 |
|
12,0 |
154,81 |
184,70 |
211,60 |
241,49 |
301,27 |
|
12,2 |
257,34 |
187,72 |
215,07 |
245,46 |
306,23 |
|
12,3 |
158,60 |
189,23 |
216,80 |
247,44 |
308,71 |
|
12,4 |
159,85 |
190,74 |
218,54 |
249,42 |
311,19 |
|
12,5 |
161,11 |
192,25 |
220,27 |
251,40 |
313,67 |
|
12,9 |
166,14 |
198,27 |
227,19 |
259,32 |
323,57 |
|
13,0 |
167,40 |
199,77 |
228,92 |
261,28 |
326,04 |
|
13,2 |
169,91 |
202,78 |
232,37 |
265,25 |
331,00 |
|
13,4 |
172,41 |
205,79 |
235,83 |
269,20 |
335,95 |
|
14,0 |
179,92 |
214,79 |
246,17 |
281,05 |
350,78 |
|
14,2 |
182,42 |
217,79 |
249,62 |
284,99 |
355,72 |
|
14,6 |
187,42 |
223,78 |
256,51 |
292,87 |
365,60 |
|
14,9 |
191,16 |
228,27 |
261,67 |
298,78 |
373,00 |
|
15,0 |
192,39 |
229,76 |
263,38 |
300,75 |
375,45 |
|
15,2 |
194,89 |
232,75 |
266,82 |
304,68 |
380,40 |
|
15,5 |
198,62 |
237,23 |
271,97 |
310,58 |
387,79 |
|
15,6 |
199,87 |
238,72 |
273,69 |
312,54 |
390,25 |
|
15,7 |
201,11 |
240,21 |
275,40 |
314,51 |
392,71 |
|
16,0 |
204,83 |
244,68 |
280,55 |
320,37 |
400,09 |
|
17,0 |
217,21 |
259,55 |
297,66 |
340,00 |
424,68 |
|
18,0 |
229,53 |
274,37 |
314,72 |
359,55 |
449,20 |
|
18,4 |
234,46 |
280,28 |
321,52 |
367,36 |
459,01 |
|
19,0 |
241,82 |
289,14 |
331,72 |
379,05 |
473,69 |
|
19,4 |
246,71 |
295,03 |
338,52 |
386,84 |
483,48 |
|
20,0 |
254,05 |
303,86 |
348,69 |
398,50 |
498,13 |
|
21,0 |
266,23 |
318,53 |
365,60 |
417,91 |
522,51 |
|
21,5 |
272,30 |
325,85 |
374,04 |
427,59 |
534,69 |
|
22,2 |
280,78 |
336,07 |
385,83 |
441,12 |
551,71 |
|
23,8 |
300,06 |
359,34 |
412,69 |
471,97 |
590,52 |
|
24,0 |
302,47 |
362,24 |
416,04 |
475,81 |
595,37 |
|
25,0 |
- |
- |
432,75 |
495,02 |
619,55 |
|
25,4 |
- |
- |
439,42 |
502,69 |
629,21 |
|
26,0 |
- |
- |
449,41 |
514,17 |
643,67 |
|
27,0 |
- |
- |
466,03 |
533,27 |
667,77 |
|
28,0 |
- |
- |
482,59 |
552,33 |
691,80 |
|
28,6 |
- |
- |
492,50 |
563,74 |
706,20 |
|
30,0 |
- |
- |
515,57 |
590,29 |
739,72 |
|
30,2 |
- |
- |
- |
- |
744,51 |
|
31,8 |
- |
- |
- |
- |
782,68 |
|
32,0 |
- |
- |
- |
- |
787,45 |
|
Примечания 1. Теоретическая масса труб указана с учетом коэффициента усиления шва 1,01. 2. По согласованию потребителя с изготовителем допускается изготовление труб с другими толщинами стенок, не указанных в таблице. |
|||||
Таблица 2 Номинальные размеры труб в зависимости от класса прочности, в мм
|
Диаметр труб |
|||||||||||||||||||||||||||||||||||
|
530 |
630 |
720 |
820 |
1020 |
|||||||||||||||||||||||||||||||
|
Класс прочности стали |
|||||||||||||||||||||||||||||||||||
|
К50 |
К52 |
К54 |
К55 |
К56 |
К58 |
K60 |
K50 |
K52 |
K54 |
K55 |
K56 |
K58 |
K60 |
K50 |
K52 |
K54 |
K55 |
K56 |
K58 |
K60 |
K50 |
K52 |
K54 |
K55 |
K56 |
K58 |
K60 |
K50 |
K52 |
K54 |
K55 |
K56 |
K58 |
K60 |
|
|
7,0 |
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7,1 |
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7,3 |
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7,5 |
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8,0 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
8,5 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
8,7 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
8,8 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
9,0 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
9,2 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
9,5 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
|
|
|
|
|
|
|
10,0 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
10,3 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
10,6 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
10,8 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
11,0 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
11,2 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
11,3 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
11,4 |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
+ |
|
12,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12,2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12,3 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12,4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12,5 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
12,9 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
13,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
13,2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
13,4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
14,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
14,2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
14,6 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
14,9 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15,2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15,5 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15,6 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
15,7 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
16,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
17,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
18,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
18,4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
19,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
19,4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
20,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
21,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
21,5 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
22,2 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
23,8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
24,0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
25,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
25,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
26,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
27,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
28,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
28,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
30,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
30,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
31,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
32,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Примечание - По согласованию потребителя с изготовителем допускается изготовление труб с другими толщинами стенок, не указанных в таблице для соответствующих классов прочности стали. |
||||||||||||||||||||||||||||||||||
Таблица 3 Химический состав стали, в %
|
Марка стали |
Эквивалент по углероду, Сэ, не более |
Массовая доля элементов |
|||||||||
|
углерод |
марганец |
кремний |
титан |
ниобий |
ванадий |
алюминий |
сера |
фосфор |
|||
|
К50 |
12Г2С |
0,46 |
0,10 - 0,15 |
1,30 - 1,65 |
0,4 - 0,6 |
- |
- |
- |
- |
0,035 |
0,035 |
|
К50 |
09Г2С |
0,46 |
не более 0,12 |
1,30 - 1,70 |
0,5 - 0,8 |
- |
- |
- |
- |
0,030 |
0,035 |
|
К52 |
17ГС |
0,46 |
0,15 - 0,20 |
1,00 - 1,40 |
0,4 - 0,6 |
- |
- |
- |
- |
0,035 |
0,035 |
|
К52 |
17Г1С |
0,46 |
0,15 - 0,20 |
1,15 - 1,55 |
0,4 - 0,6 |
- |
- |
- |
- |
0,030 |
0,035 |
|
К52 |
13ГС |
0,43 |
0,11 - 0,15 |
1,15 - 1,45 |
0,4 - 0,6 |
0,015 - 0,035 |
- |
- |
0,020 - 0,050 |
0,015 |
0,025 |
|
К52 |
17Г1С-У |
0,46 |
не более 0,20 |
не более 1,55 |
не более 0,6 |
- |
- |
- |
не более 0,060 |
0,020 |
0,025 |
|
К52 |
13ГС-У |
0,43 |
0,11 - 0,15 |
1,15 - 1,45 |
0,4 - 0,6 |
0,015 - 0,035 |
|
- |
0,020 - 0,050 |
0,008 |
0,025 |
|
К52 |
08ГБЮ |
0,43 |
0,07 - 0,10 |
1,10 - 1,40 |
не более 0,3 |
- |
0,035 - 0,055 |
- |
0,020 - 0,050 |
0,006 |
0,025 |
|
К52 |
12ГСБ |
0,43 |
0,10 - 0,14 |
1,10 - 1,60 |
0,25 - 0,50 |
0,005 - 0,020 |
0,030 - 0,050 |
- |
0,010 - 0,060 |
0,020 |
0,025 |
|
К54 |
13Г2АФ |
0,45 |
0,10 - 0,18 |
1,00 - 1,70 |
0,15 - 0,50 |
0,005 - 0,010 |
- |
0,06 - 0,11 |
0,010 - 0,045 |
0,035 |
0,030 |
|
К55 |
13Г1С-У |
0,43 |
0,11 - 0,15 |
1,25 - 1,55 |
0,40 - 0,60 |
0,015 - 0,035 |
- |
- |
0,020 - 0,050 |
0,007 |
0,025 |
|
К56 |
09ГБЮ |
0,43 |
0,08 - 0,11 |
1,10 - 1,40 |
не более 0,30 |
- |
0,060 - 0,080 |
|
0,020 - 0,050 |
0,006 |
0,025 |
|
К56 |
12Г2СБ |
0,44 |
0,10 - 0,14 |
1,40 - 1,75 |
0,25 - 0,50 |
0,005 - 0,020 |
0,040 - 0,070 |
- |
0,010 - 0,060 |
0,020 |
0,025 |
|
К56 |
09Г2ФБ |
0,43 |
не более 0,13 |
не более 1,7 |
не более 0,35 |
0,010 - 0,035 |
не более 0,50 |
не более 0,09 |
0,020 - 0,050 |
0,007 |
0,020 |
|
К58 |
13Г1СБ-У |
0,43 |
0,12 - 0,15 |
1,30 - 1,60 |
0,40 - 0,60 |
0,015 - 0,035 |
не более 0,045 |
- |
0,020 - 0,050 |
0,007 |
0,025 |
|
К60 |
10Г2ФБЮ |
0,43 |
0,09 - 0,12 |
1,55 - 1,75 |
0,15 - 0,50 |
0,010 - 0,035 |
0,020 - 0,050 |
0,08 - 0,12 |
0,020 - 0,050 |
0,006 |
0,020 |
|
К60 |
10Г2ФБ |
0,43 |
0,09 - 0,12 |
1,55 - 1,75 |
0,15 - 0,35 |
0,010 - 0,035 |
0,020 - 0,040 |
0,09 - 0,12 |
0,020 - 0,050 |
0,006 |
0,020 |
|
К60 |
10Г2СБ |
0,44 |
не более 0,13 |
1,30 - 1,80 |
0,25 - 0,50 |
0,005 - 0,020 |
0,030 - 0,050 |
- |
0,010 - 0,060 |
0,020 |
0,025 |
|
К60 |
10Г2СФБ |
0,44 |
не более 0,13 |
1,30 - 1,80 |
0,25 - 0,50 |
0,005 - 0,020 |
0,030 - 0,050 |
не более 0,10 |
0,010 - 0,060 |
0,020 |
0,025 |
Примечания1. Химический состав стали принимается по сертификату завода-поставщика металла. 2. Допускается содержание в стали хрома, никеля и меди не более 0,3 % каждого и остаточного азота не более 0,012 %, а для стали 13Г2АФ содержание азота не более 0,020 %. В стали марки 13Г1СБ-У суммарная массовая доля остаточных хрома, никеля и меди не должна превышать 0,6 %. 3. В сталь 10Г2ФБЮ, 10Г2ФБ, 10Г2СБ, 10Г2СФБ, 09Г2ФБ, 13ГС, 13ГС-У, 13Г1С-У, 13Г1СБ-У, 12ГСБ, 12Г2СБ допускается вводить технологическую добавку силикокальция или редкоземельные материалы (РЗМ) из расчета 0,5 - 2,0 кг на 1 тонну стали. Массовая доля кальция или РЗМ в стали 10Г2ФБЮ 0,001 - 0,020 %. Норма факультативная и браковочным признаком не является. 4. Сталь 10Г2ФБЮ поставки ПО «Ижорский завод» должна содержать углерода 0,08 - 0,11 %, марганца 1,60 - 1,80 %. 5. В стали 10Г2ФБЮ отклонения по нижнему пределу массовой доли элементов, кроме титана, алюминия и ниобия не ограничиваются. 6. Для 20 % плавок стали 12ГСБ допускается массовая доля марганца до 1,8 %. 7. В стали марок 08ГБЮ, 09ГБЮ поставки ЧерМК допускается содержание серы не более 0,010 %; а углерода в стали 08ГБЮ - 0,06 - 0,10 %, в стали 09ГБЮ - 0,07 - 0,11 %. 8. Допускается поставка до 5 % плавок стали 13Г1С-У с массовой долей серы не более 0,012 %. 9. В отдельных плавках стали марки 17Г1С-У допускается: массовая доля марганца до 1,8 %, при этом углеродный эквивалент должен быть не более 0,44; массовая доля ванадия до 0,10 % и (или) ниобия до 0,07 %. Суммарная массовая доля алюминия и титана в стали 17Г1С-У должна быть в пределах 0,015 - 0,075 %. 10. Допускается массовая доля ванадия в стали 13Г1СБ-У до 0,04 %. 11. Другие допустимые отклонения по массовой доле элементов, не указанные в таблице, принимаются согласно техническим условиям на листовой прокат (приложение А). |
|||||||||||
Таблица 4 Допустимые отклонения массовых долей химических элементов, в %.
|
Марка стали |
Плюсовые отклонения массовых долей химических элементов |
|||||||||||
|
углерод |
марганец |
кремний |
титан |
ниобий |
ванадий |
алюминий |
сера |
фосфор |
медь |
никель |
||
|
К50 |
12Г2С |
+0,02 |
+0,10 |
+0,05 |
- |
- |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
09Г2С |
+0,02 |
+0,10 |
+0,05 |
- |
- |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
|
К52 |
17ГС |
+0,02 |
+0,10 |
+0,05 |
- |
- |
- |
- |
+0,005 |
+0,005 |
- |
- |
|
17Г1С |
+0,02 |
+0,10 |
+0,05 |
- |
- |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
|
17Г1С-У |
+0,02 |
+0,10 |
+0,05 |
- |
- |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
|
13ГС |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
- |
- |
+0,01 |
+0,002 |
+0,005 |
- |
- |
|
|
13ГС-У |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,002 |
+0,005 |
- |
- |
- |
- |
|
|
08ГБЮ |
+0,02 |
+0,10 |
+0,05 |
- |
+0,01 |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
|
12ГСБ |
+0,01 |
+0,05 |
+0,05 |
+0,01 |
+0,01 |
- |
+0,01 |
+0,001 |
+0,005 |
+0,05 |
+0,05 |
|
|
К54 |
13Г2АФ |
+0,02 |
+0,01 |
+0,05 |
- |
- |
+0,02 |
+0,01 |
+0,001 |
+0,005 |
+0,05 |
+0,05 |
|
К55 |
13Г1С-У |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
- |
- |
+0,01 |
+0,002 |
+0,005 |
- |
- |
|
К56 |
09ГБЮ |
+0,02 |
+0,10 |
+0,05 |
- |
+0,01 |
- |
- |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
12Г2СБ |
+0,01 |
+0,05 |
+0,05 |
+0,01 |
+0,01 |
- |
+0,01 |
+0,001 |
+0,005 |
+0,05 |
+0,05 |
|
|
09Г2ФБ |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,02 |
+0,01 |
+0,002 |
+0,005 |
- |
- |
|
|
К58 |
13Г1СБ-У |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,02 |
+0,01 |
+0,002 |
+0,005 |
- |
- |
|
К60 |
10Г2ФБЮ |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,01 |
+0,01 |
+0,001 |
+0,005 |
- |
- |
|
10Г2ФБ |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,02 |
+0,01 |
+0,002 |
+0,005 |
+0,05 |
+0,05 |
|
|
10Г2СБ |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
- |
+0,01 |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
|
10Г2СФБ |
+0,02 |
+0,10 |
+0,05 |
+0,01 |
+0,01 |
+0,01 |
+0,01 |
+0,005 |
+0,005 |
+0,05 |
+0,05 |
|
Таблица 5 Механические свойства труб
|
Марка стали |
Диаметр труб, мм |
Толщина стенки труб, мм |
Механические свойства |
Ударная вязкость, Дж/см2 (кгсм/см2) (при температуре испытания, градус С), не менее на образцах с надрезом |
Доля вязкой составляющей, ДВТТ, % (при температуре градус С), не менее |
||||
|
Временное сопротивление разрыву Gb, Н/мм2 (кгс/мм2) |
Предел текучести Gm, Н/мм2 (кгс/мм2) |
Относительное удлинение, S5, % |
KCU |
KCV |
|||||
|
К50 |
12Г2С |
530 |
7,0 - 10,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К50 |
12Г2С |
530 |
11,0 - 12,0 |
490 (50) |
340 (35) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К50 |
09Г2С |
530 |
7,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К52 |
17ГС, 17Г1С, 17Г1С-У |
530 |
7,0 - 16,0 |
510 (52) |
350 (36) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
13ГС |
530 |
8,0 - 15,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
13ГС |
530 |
св. 15,0 - 24,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
08ГБЮ |
530 |
7,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (- 20 С) или (-40 С)* |
- |
|
К52 |
12ГСБ |
530 |
7,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К52 |
13ГС-У |
530 |
7,0 - 15,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К52 |
13ГС-У |
530 |
св. 15,0 - 24,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К54 |
13Г2АФ |
530 |
8,0 - 12,0 |
530 (54) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-5 С) |
- |
|
К55 |
13Г1С-У |
530 |
8,0 - 15,0 |
540 (55) |
390 (40) |
19 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К55 |
13Г1С-У |
530 |
св. 15,0 - 24,0 |
540 (55) |
390 (40) |
19 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К56 |
09ГБЮ |
530 |
7,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (-40 С)* |
- |
|
К56 |
12Г2СБ |
530 |
7,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К56 |
09Г2ФБ |
530 |
12,0 - 24,0 |
550 (56) |
430 (44) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К58 |
13Г1СБ-У |
530 |
12,0 - 15,0 |
570 (58) |
470 (48) |
20 |
29,4 (3,0) (-60 С) |
49,0 (5,0) (-5 С) |
- |
|
К58 |
13Г1СБ-У |
530 |
св. 15,0 |
570 (58) |
470 (48) |
20 |
39,2 (4,0) (-60 С) |
49,0 (5,0) (-5 С) |
- |
|
К60 |
10Г2ФБЮ |
530 |
до 10,0 |
590 (60) |
460 (47) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБЮ |
530 |
св. 10,0 - 12,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБЮ |
530 |
св. 12,0 - 24,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБ |
530 |
10,0 - 15,0 |
590 (60) |
440 (45) |
20 |
39,2 (4,0) (- 60 С) |
39,2 (4,0) (- 20 С) |
- |
|
К60 |
10Г2ФБ |
530 |
св. 15,0 - 24,0 |
590 (60) |
440 (45) |
20 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К60 |
10Г2СБ |
530 |
8,0 до 15,0 мм |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (- 60 С) |
29,4 (3,0) (- 20 С) |
- |
|
К60 |
10Г2СБ |
530 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2СФБ |
530 |
8,0 - 15,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2СФБ |
530 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К50 |
12Г2С |
630 |
8,0 - 10,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (- 40 С) |
29,4 (3,0) - (0 С) |
|
|
К50 |
12Г2С |
630 |
11,0 - 12,0 |
490 (50) |
340 (35) |
20 |
39,2 (4,0) (- 40 С) |
29,4 (3,0) (0 С) |
- |
|
К50 |
09Г2С |
630 |
8,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К52 |
13ГС |
630 |
8,0 - 15,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
13ГС |
630 |
св. 15,0 - 24,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (- 40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
17Г1С, 17ГС, 17Г1С-У |
630 |
8,0 - 16,0 |
510 (52) |
350 (36) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
08ГБЮ |
630 |
8,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К52 |
13ГС-У |
630 |
8,0 - 15,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К52 |
13ГС-У |
630 |
св. 15,0 - 24,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К52 |
12ГСБ |
630 |
8,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К54 |
13Г2АФ |
630 |
8,0 - 12,0 |
530 (54) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-5 С) |
- |
|
К55 |
13Г1С-У |
630 |
8,0 - 15,0 |
540 (55) |
390 (40) |
19 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К55 |
13Г1С-У |
630 |
св. 15,0 - 24,0 |
540 (55) |
390 (40) |
19 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
- |
|
К56 |
09ГБЮ |
630 |
8,0 - 16,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (- 20 С) или (-40 С)* |
- |
|
К56 |
12Г2СБ |
630 |
8,0 - 16,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К56 |
09Г2ФБ |
630 |
12,0 - 24,0 |
550 (56) |
430 (44) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
|
|
К58 |
13Г1СБ-У |
630 |
12,0 - 15,0 |
570 (58) |
470 (48) |
20 |
29,4 (3,0) (-60 С) |
49,0 (5,0) (-5 С) |
- |
|
К58 |
13Г1СБ-У |
630 |
св. 15,0 |
570 (58) |
470 (48) |
20 |
39,2 (4,0) (-60 С) |
49,0 (5,0) (-5 С) |
- |
|
К60 |
10Г2ФБЮ |
630 |
до 10,0 |
590 (60) |
460 (47) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБЮ |
630 |
св. 10,0 - 12,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБЮ |
630 |
св. 12,0 - 24,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2ФБ |
630 |
10,0 - 15,0 |
590 (60) |
440 (45) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К60 |
10Г2ФБ |
630 |
св. 15,0 - 24,0 |
590 (60) |
440 (45) |
20 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-20 С) |
- |
|
К60 |
10Г2СБ |
630 |
8,0 до 15,0 мм |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2СБ |
630 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2СФБ |
630 |
8,0 - 15,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К60 |
10Г2СФБ |
630 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
- |
|
К50 |
12Г2С |
720 |
8,0 - 10,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К50 |
12Г2С |
720 |
11,0 - 12,0 |
490 (50) |
340 (35) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К50 |
09Г2С |
720 |
8,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (- 20 С) |
|
К52 |
13ГС |
720 |
до 10,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
13ГС |
720 |
св. 10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
13ГС |
720 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
17Г1С, 17ГС |
720 |
8,0 - 16,0 |
510 (52) |
350 (36) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
17Г1С-У |
720 |
8,0 - 16,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
12ГСБ |
720 |
8,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К52 |
08ГБЮ |
720 |
8,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (-40 С)* |
50 (-20 С) |
|
К52 |
13ГС-У |
720 |
10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К52 |
13ГС-У |
720 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К54 |
13Г2АФ |
720 |
8,0 - 12,0 |
530 (54) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-5 С) |
- |
|
К55 |
13Г1С-У |
720 |
10,0 - 15,0 |
540 (55) |
390 (40) |
19 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К55 |
13Г1С-У |
720 |
св. 15,0 - 25,0 |
540 (55) |
390 (40) |
19 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К56 |
09ГБЮ |
720 |
8,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (-40 С)* |
50 (-20 С) |
|
К56 |
12Г2СБ |
720 |
8,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К56 |
09Г2ФБ |
720 |
12,0 - 25,0 |
550 (56) |
430 (44) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К58 |
13Г1СБ-У |
720 |
12,0 - 15,0 |
570 (58) |
470 (48) |
20 |
29,4 (3,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5 С) |
|
К58 |
13Г1СБ-У |
720 |
св. 15,0 |
570 (58) |
470 (48) |
20 |
39,2 (4,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5С) |
|
К60 |
10Г2ФБЮ |
720 |
до 10,0 |
590 (60) |
460 (47) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБЮ |
720 |
св. 10,0 - 12,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20С) |
|
К60 |
10Г2ФБЮ |
720 |
св. 12,0 - 30,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБ |
720 |
10,0 - 15,0 |
590 (60) |
440 (45) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБ |
720 |
св. 15,0 - 25,0 |
590 (60) |
440 (45) |
20 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20С) |
|
К60 |
10Г2СБ |
720 |
8,0 до 15,0 мм |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2СБ |
720 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20С) |
|
К60 |
10Г2СФБ |
720 |
8,0 - 15,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2СФБ |
720 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К50 |
12Г2С |
820 |
9,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К50 |
09Г2С |
820 |
10,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (- 20 С) |
|
К52 |
13ГС |
820 |
8,0 - 10,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
13ГС |
820 |
св. 10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
13ГС |
820 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
17ГС,17Г1С |
820 |
9,0 - 16,0 |
510 (52) |
350 (36) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
17Г1С-У |
820 |
9,0 - 16,0 |
510 (52) |
360 (37) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
12ГСБ |
820 |
9,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К52 |
13ГС-У |
820 |
10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К52 |
13ГС-У |
820 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К52 |
08ГБЮ |
820 |
9,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (- 40 С)* |
50 (-20 С) |
|
К54 |
13Г2АФ |
820 |
9,0 - 12,0 |
530 (54) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-5 С) |
- |
|
К55 |
13Г1С-У |
820 |
10,0 - 15,0 |
540 (55) |
390 (40) |
19 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К55 |
13Г1С-У |
820 |
св. 15,0 - 25,0 |
540 (55) |
390 (40) |
19 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К56 |
09ГБЮ |
820 |
8,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (- 20 С) или (-40 С)* |
50 (-20 С) |
|
К56 |
12Г2СБ |
820 |
8,0 - 16,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К56 |
09Г2ФБ |
820 |
12,0 - 24,0 |
550 (56) |
430 (44) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К58 |
13Г1СБ-У |
820 |
12,0 - 15,0 |
570 (58) |
470 (48) |
20 |
29,4 (3,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5 С) |
|
К58 |
13Г1СБ-У |
820 |
св. 15,0 |
570 (58) |
470 (48) |
20 |
39,2 (4,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5 С) |
|
К60 |
10Г2ФБЮ |
820 |
до 10,0 |
590 (60) |
460 (47) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБЮ |
820 |
св. 10,0 - 12,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБЮ |
820 |
св. 12,0 - 30,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБ |
820 |
10,0 - 15,0 |
590 (60) |
440 (45) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2ФБ |
820 |
св. 15,0 - 25,0 |
590 (60) |
440 (45) |
20 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2СБ |
820 |
8,0 до 15,0 мм |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2СБ |
820 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) |
29,4 (3,0) |
50 |
|
К60 |
10Г2СФБ |
820 |
8,0 - 15,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К60 |
10Г2СФБ |
820 |
св. 15,0 - 25,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К50 |
12Г2С |
1020 |
10,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К50 |
09Г2С |
1020 |
10,0 - 12,0 |
490 (50) |
340 (35) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-20 С) |
50 (-20 С) |
|
К52 |
13ГС |
1020 |
10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
13ГС |
1020 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
17ГС, 17Г1С |
1020 |
10,0 - 16,0 |
510 (52) |
350 (36) |
20 |
29,4 (3,0) (-40 С) |
29,4 (3,0) (0 С) |
- |
|
К52 |
17Г1С-У |
1020 |
10,0 - 16,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (0 С) |
50 (0 С) |
|
К52 |
12ГСБ |
1020 |
10,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
60 (-20 С) |
|
К52 |
13ГС-У |
1020 |
10,0 - 15,0 |
510 (52) |
360 (37) |
20 |
39,2 (4,0) (-40 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К52 |
13ГС-У |
1020 |
св. 15,0 - 25,0 |
510 (52) |
360 (37) |
20 |
49,0 (5,0) (-40 С) |
29,4 (3,0) (-15 С) |
50 (-15 С) |
|
К52 |
08ГБЮ |
1020 |
10,0 - 14,0 |
510 (52) |
350 (36) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (-40 С)* |
60 (-20 С) |
|
К54 |
13Г2АФ |
1020 |
10,0 - 12,0 |
530 (54) |
360 (37) |
20 |
29,4 (3,0) (-60 С) |
29,4 (3,0) (-5 С) |
- |
|
К55 |
13Г1С-У |
1020 |
10,0 - 15,0 |
540 (55) |
390 (40) |
19 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-15 С) |
50 (-15 С) |
|
К55 |
13Г1С-У |
1020 |
св. 15,0 - 25,0 |
540 (55) |
390 (40) |
19 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-15 С) |
50 (-15 С) |
|
К56 |
09ГБЮ |
1020 |
10,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) или (- 40 С)* |
60 (-20 С) |
|
К56 |
12Г2СБ |
1020 |
10,0 - 14,0 |
550 (56) |
380 (39) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
60 (-20 С) |
|
К56 |
09Г2ФБ |
1020 |
12,0 - 24,0 |
550 (56) |
430 (44) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
50 (-20 С) |
|
К58 |
13Г1СБ-У |
1020 |
12,0 - 15,0 |
570 (58) |
470 (48) |
20 |
29,4 (3,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5 С) |
|
К58 |
13Г1СБ-У |
1020 |
св. 15,0 |
570 (58) |
470 (48) |
20 |
39,2 (4,0) (-60 С) |
49,0 (5,0) (-5 С) |
70 (-5 С) |
|
К60 |
10Г2ФБЮ |
1020 |
10,0 - 15,0 |
590 (60) |
460 (47) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
60 (-20 С) |
|
К60 |
10Г2ФБЮ |
1020 |
св. 15,0 - 32,0 |
590 (60) |
460 (47) |
20 |
49,0 (5,0) (-60 С) |
39,2 (4,0) (-20 С) |
60 (-20 С) |
|
К60 |
10Г2ФБ |
1020 |
12,0 - 15,0 |
590 (60) |
440 (45) |
20 |
39,2 (4,0) (-60 С) |
39,2 (4,0) (-20 С) |
60 (-20 С) |
|
Примечания: 1. Значения фактических прочностных характеристик (Gb) и предела текучести (Gt) в поперечном направлении не должны превышать на 118 Н/мм2 (12 кгс/мм2) их номинальных (гарантированных) значений. Допускается для стали 10Г2ФБЮ, 10Г2ФБ, 10Г2СБ и 10Г2СФБ превышение Gb и Gt на 138 Н/мм2 (14 кгс/мм2). 2. Ударная вязкость определяется как среднеарифметическое значение по результатам испытания трех образцов, на одном из образцов допускается уменьшение ударной вязкости на 9,8 Дж/см2 (1 кгсм/см2). Для труб диаметром 1020 мм на рабочее давление свыше 7,4 до 9,8 МПа величина ударной вязкости на образцах типа II по ГОСТ 9454 при температуре минус 20 ºС должна быть не менее 58,8 (6,0) Дж/см2 (кгсм/см2). (Измененная редакция, Изм. № 1). 3. Доля вязкой составляющей определяется как среднеарифметическое значение по результатам испытания двух образцов, на одном из образцов допускается уменьшение величины доли вязкой составляющей на 10 %. 4. Для трубопроводов, транспортирующих жидкие продукты, требования по волокну в изломе не предъявляются. 5. Временное сопротивление разрыву основного металла труб из сталей 12ГСБ, 12Г2СБ, 13ГС-У, 13Г1С-У, 13Г1СБ-У, 10Г2ФБЮ, определенное на образцах, вырезанных в продольном направлении, может быть ниже аналогичных показателей в поперечном направлении не более, чем на 7 % от минимального значения. Механические свойства труб в продольном направлении гарантируются заводом-изготовителем без проведения испытания. 6. Допускается проведение испытаний на растяжение основного металла труб на поперечных или цилиндрических образцах по стандартам ASTM A370 и API Spec 5L, при этом номинальная величина относительного удлинения е (2”) основного металла труб должна быть не ниже норм, указанных в таблице 7. 7. Отношение фактических значений предела текучести к временному сопротивлению разрыву для труб из стали контролируемой прокатки должно быть не более 0,9, а для труб из горячекатаной и нормализованной стали не более 0,85. * - температура испытания указывается в заказе. |
|||||||||
(Измененная редакция, Изм. № 1).
Таблица 6 Ударная вязкость сварного соединения
|
Марка стали |
Толщина стенки труб, мм |
Ударная вязкость, Дж/см2 (кгсм/см2) (при температуре испытания, градус С), не менее |
||
|
на образцах с надрезом KCU |
||||
|
по линии сплавления |
по центру шва |
|||
|
К50 |
12Г2С |
7,0 - 10,0 |
24,5 (2,5) |
- |
|
|
|
|
(-40 С) |
|
|
К50 |
12Г2С |
св. 10,0 - 12,0 |
29,4 (3,0) |
- |
|
|
|
|
(-40 С) |
|
|
К50 |
09Г2С |
до 10,0 |
24,5 (2,5) |
- |
|
|
|
|
(-40 С) |
|
|
|
09Г2С |
св. 10,0 |
29,4 (3,0) |
- |
|
|
|
|
(-60 С) |
|
|
К52 |
13ГС, |
до 10,0 |
24,5 (2,5) |
- |
|
|
17ГС, |
|
(-40 С) |
|
|
|
17Г1С, |
|
|
|
|
|
17Г1С-У |
|
|
|
|
К52 |
13ГС, |
св. 10,0 |
29,4 (3,0) |
- |
|
|
17ГС, |
|
(-40 С) |
|
|
|
17Г1С, |
|
|
|
|
|
17Г1С-У |
|
|
|
|
К52 |
12ГСБ |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
12ГСБ |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
13ГС-У |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(- 60 С) |
(- 60 С) |
|
|
13ГС-У |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К52 |
08ГБЮ |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
08ГБЮ |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К54 |
13Г2АФ |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
13Г2АФ |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К55 |
13Г1С-У |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
13Г1С-У |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К56 |
09ГБЮ |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
09ГБЮ |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
12Г2СБ |
до 10,0 |
24,5 (2,5) |
24,5 (2,5) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
12Г2СБ |
св. 10,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
09Г2ФБ |
10,0 - 15,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
09Г2ФБ |
св. 15,0 - 25,0 |
39,2 (4,0) |
39,2 (4,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К58 |
13Г1СБ-У |
12,0 - 15,0 |
29,4 (3,0) |
29,4 (3,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
|
|
св. 15,0 |
39,2 (4,0) |
39,2 (4,0) |
|
|
|
|
(-60 С) |
(-60 С) |
|
К60 |
10Г2ФБЮ, |
до 10,0 вкл. |
24,5 (2,5) |
24,5 (2,5) |
|
|
10Г2ФБ, |
|
(-60 С) |
(-60 С) |
|
|
10Г2СБ, |
|
|
|
|
|
10Г2СФБ |
|
|
|
|
|
|
|
|
|
|
|
10Г2ФБЮ |
св. 10,0 - 15,0 вкл. |
29,4 (3,0) |
29,4 (3,0) |
|
|
10Г2ФБ, |
|
(- 60 С) |
(- 60 С) |
|
|
10Г2СБ, |
|
|
|
|
|
10Г2СФБ |
|
|
|
|
|
|
|
|
|
|
|
10Г2ФБЮ, |
св. 15,0 |
39,2 (4,0) |
39,2 (4,0) |
|
|
10Г2ФБ, |
|
(-60 С) |
(-60 С) |
|
|
10Г2СБ, |
|
|
|
|
|
10Г2СФБ |
|
|
|
Примечания1. Ударная вязкость определяется как среднеарифметическое значение по результатам испытания трех образцов. На одном из образцов допускается уменьшение ударной вязкости на 9,8 Дж/см2 (1 кгсм/см2). 2. При визуальном обнаружении внутренних дефектов в изломе образца результаты испытаний не засчитываются и проводится замена образца. |
||||
Таблица 7 Относительное удлинение на образцах ASTM А 370
|
Толщина стенки трубы, мм |
Минимальное значение относительного удлинения для классов прочности, мм |
||||||
|
К50 |
К52 |
К54 |
К55 |
К56 |
К60 |
||
|
Полосовой образец шириной 38,1 мм с рабочей длиной 50,8 мм |
7,0 - 16,0 |
25,5 |
24,5 |
23,5 |
23,5 |
23,0 |
21,5 |
|
Цилиндрические образцы диаметром 8,9 мм с рабочей длиной 35,6 мм |
16,0 и более |
20,0 |
20,0 |
20,0 |
20,0 |
20,0 |
20,0 |
Таблица 8 Расчетное испытательное гидравлическое давление
|
Толщина стенки труб, мм |
Величина расчетного испытательного гидравлического давления, МПа, в зависимости от марки и минимального предела текучести стали |
|||||||||||||||
|
09Г2С, 12Г2С |
12ГСБ, 08ГБЮ, 17ГС, 17Г1С |
13Г2АФ, 13ГС, 13ГС-У, 17Г1С-У |
09ГБЮ, 12Г2СБ |
13Г1С-У |
09Г2ФБ |
10Г2ФБ |
10Г2ФБЮ, 13Г1СБ-У, 10Г2СБ, 10Г2СФБ |
|||||||||
|
Минимальный предел текучести Gm, Н/мм2 (кгс/мм2) |
||||||||||||||||
|
340 (35) |
350 (36) |
360 (37) |
380 (39) |
390 (40) |
430 (44) |
440 (45) |
460 (47) |
|||||||||
|
530 |
7,0 |
8,3 |
8,6 |
8,8 |
9,3 |
9,5 |
10,5 |
10,8 |
11,2 |
|||||||
|
|
7,1 |
8,4 |
8,7 |
8,9 |
9,4 |
9,7 |
10,7 |
10,9 |
11,4 |
|||||||
|
|
7,3 |
8,7 |
9,0 |
9,2 |
9,7 |
10,0 |
11,0 |
11,3 |
11,8 |
|||||||
|
|
7,5 |
8,9 |
9,2 |
9,4 |
10,0 |
10,2 |
11,3 |
11,5 |
12,1 |
|||||||
|
|
8,0 |
9,5 |
9,8 |
10,1 |
10,7 |
10,9 |
12,1 |
12,3 |
12,9 |
|||||||
|
|
8,5 |
10,2 |
10,5 |
10,8 |
11,4 |
11,7 |
12,9 |
13,2 |
13,8 |
|||||||
|
|
8,7 |
10,4 |
10,7 |
11,1 |
11,7 |
12,0 |
13,2 |
13,5 |
14,1 |
|||||||
|
|
8,8 |
10,6 |
10,9 |
11,2 |
11,8 |
12,1 |
13,4 |
13,7 |
14,3 |
|||||||
|
|
9,0 |
10,8 |
11,1 |
11,4 |
12,0 |
12,3 |
13,6 |
13,9 |
14,6 |
|||||||
|
|
9,2 |
11,0 |
11,3 |
11,7 |
12,3 |
12,6 |
14,0 |
14,3 |
14,9 |
|||||||
|
|
9,5 |
11,4 |
11,8 |
12,1 |
12,8 |
13,1 |
14,4 |
14,8 |
15,5 |
|||||||
|
|
10,0 |
12,0 |
12,4 |
12,7 |
13,4 |
13,8 |
15,2 |
15,5 |
16,2 |
|||||||
|
|
10,3 |
12,4 |
12,8 |
13,1 |
13,9 |
14,2 |
15,7 |
16,1 |
16,8 |
|||||||
|
|
10,6 |
12,8 |
13,1 |
13,5 |
14,3 |
14,6 |
16,1 |
16,5 |
17,3 |
|||||||
|
|
10,8 |
13,0 |
13,4 |
13,8 |
14,5 |
14,9 |
16,5 |
16,8 |
17,6 |
|||||||
|
|
11,0 |
13,3 |
13,6 |
14,0 |
14,8 |
15,2 |
16,8 |
17,2 |
17,9 |
|||||||
|
|
11,2 |
13,5 |
13,9 |
14,3 |
15,1 |
15,5 |
17,1 |
17,5 |
18,3 |
|||||||
|
|
11,3 |
13,7 |
14,1 |
14,5 |
15,3 |
15,7 |
17,3 |
17,7 |
18,5 |
|||||||
|
|
11,4 |
13,8 |
14,2 |
14,6 |
15,4 |
15,8 |
17,4 |
17,8 |
18,7 |
|||||||
|
|
12,0 |
14,5 |
14,9 |
15,4 |
16,2 |
16,6 |
18,4 |
18,8 |
19,6 |
|||||||
|
|
12,2 |
14,8 |
15,2 |
15,7 |
16,5 |
17,0 |
18,7 |
19,1 |
20,0 |
|||||||
|
|
12,3 |
14,9 |
15,4 |
15,8 |
16,7 |
17,1 |
18,9 |
19,3 |
20,2 |
|||||||
|
|
12,4 |
15,0 |
15,5 |
15,9 |
16,8 |
17,3 |
19,0 |
19,5 |
20,4 |
|||||||
|
|
12,5 |
15,2 |
15,6 |
16,1 |
16,9 |
17,4 |
19,2 |
19,6 |
20,5 |
|||||||
|
|
12,9 |
15,6 |
16,1 |
16,6 |
17,5 |
18,0 |
19,8 |
20,3 |
21,2 |
|||||||
|
|
13,0 |
15,8 |
16,3 |
16,7 |
17,7 |
18,1 |
20,0 |
20,4 |
21,4 |
|||||||
|
|
13,2 |
16,1 |
16,5 |
17,0 |
18,0 |
18,4 |
20,3 |
20,8 |
21,7 |
|||||||
|
|
13,4 |
16,3 |
16,8 |
17,3 |
18,3 |
18,7 |
20,7 |
21,1 |
22,1 |
|||||||
|
|
14,0 |
17,1 |
17,6 |
18,1 |
19,1 |
19,6 |
21,6 |
22,1 |
23,1 |
|||||||
|
|
14,2 |
17,3 |
17,9 |
18,4 |
19,4 |
19,9 |
21,9 |
22,4 |
23,5 |
|||||||
|
|
14,6 |
17,9 |
18,4 |
18,9 |
20,0 |
20,5 |
22,6 |
23,1 |
24,2 |
|||||||
|
|
14,9 |
18,2 |
18,8 |
19,3 |
20,4 |
20,9 |
23,0 |
23,6 |
24,7 |
|||||||
|
|
15,0 |
18,4 |
18,9 |
19,4 |
20,5 |
21,1 |
23,2 |
23,8 |
24,8 |
|||||||
|
|
15,2 |
18,6 |
19,2 |
19,7 |
20,8 |
21,4 |
23,6 |
24,1 |
25,2 |
|||||||
|
|
15,5 |
19,0 |
19,6 |
20,2 |
21,3 |
21,8 |
24,1 |
24,6 |
25,8 |
|||||||
|
|
15,6 |
19,1 |
19,7 |
20,3 |
21,4 |
22,0 |
24,2 |
24,8 |
25,9 |
|||||||
|
|
15,7 |
19,3 |
19,8 |
20,4 |
21,5 |
22,1 |
24,4 |
24,9 |
26,1 |
|||||||
|
|
16,0 |
19,5 |
20,1 |
20,7 |
21,8 |
22,4 |
24,7 |
25,3 |
26,4 |
|||||||
|
|
17,0 |
21,0 |
21,7 |
22,3 |
23,5 |
24,1 |
26,6 |
27,2 |
28,5 |
|||||||
|
|
18,0 |
22,4 |
23,1 |
23,7 |
25,1 |
25,7 |
28,4 |
29,0 |
30,3 |
|||||||
|
|
18,4 |
23,0 |
23,7 |
24,3 |
25,7 |
26,4 |
29,1 |
29,7 |
31,1 |
|||||||
|
|
19,0 |
23,8 |
24,5 |
25,2 |
26,6 |
27,3 |
30,1 |
30,8 |
32,2 |
|||||||
|
|
19,4 |
24,4 |
25,1 |
25,8 |
27,3 |
28,0 |
30,8 |
31,6 |
33,0 |
|||||||
|
|
21,0 |
26,7 |
27,4 |
28,2 |
29,8 |
30,6 |
33,7 |
34,5 |
36,1 |
|||||||
|
|
21,5 |
27,4 |
28,2 |
29,0 |
30,6 |
31,4 |
34,6 |
35,4 |
37,0 |
|||||||
|
|
22,2 |
28,8 |
29,7 |
30,5 |
32,2 |
33,0 |
36,4 |
37,3 |
39,0 |
|||||||
|
|
23,8 |
30,7 |
31,6 |
32,5 |
34,3 |
35,2 |
38,8 |
39,7 |
41,5 |
|||||||
|
|
24,0 |
31,0 |
31,9 |
32,8 |
34,6 |
35,6 |
39,2 |
40,1 |
41,9 |
|||||||
|
630 |
7,0 |
7,0 |
7,2 |
7,4 |
7,8 |
8,0 |
8,8 |
9,0 |
9,4 |
|||||||
|
|
7,1 |
7,1 |
7,3 |
7,5 |
7,9 |
8,1 |
8,9 |
9,2 |
9,6 |
|||||||
|
|
7,3 |
7,3 |
7,5 |
7,7 |
8,1 |
8,4 |
9,2 |
9,4 |
9,9 |
|||||||
|
|
7,5 |
7,5 |
7,7 |
7,9 |
8,4 |
8,6 |
9,5 |
9,7 |
10,1 |
|||||||
|
|
8,0 |
8,0 |
8,2 |
8,5 |
8,9 |
9,2 |
10,1 |
10,3 |
10,8 |
|||||||
|
|
8,5 |
8,5 |
8,8 |
9,0 |
9,5 |
9,8 |
10,8 |
11,0 |
11,5 |
|||||||
|
|
8,7 |
8,7 |
9,0 |
9,3 |
9,8 |
10,0 |
11,0 |
11,3 |
11,8 |
|||||||
|
|
8,8 |
8,9 |
9,1 |
9,4 |
9,9 |
10,2 |
11,2 |
11,5 |
12,0 |
|||||||
|
|
9,0 |
9,0 |
9,3 |
9,5 |
10,1 |
10,3 |
11,4 |
11,7 |
12,2 |
|||||||
|
630 |
9,2 |
9,2 |
9,5 |
9,8 |
10,3 |
10,6 |
11,7 |
11,9 |
12,5 |
|||||||
|
|
9,5 |
9,6 |
9,8 |
10,1 |
10,7 |
11,0 |
12,1 |
12,4 |
12,9 |
|||||||
|
|
10,0 |
10,0 |
10,3 |
10,6 |
11,2 |
11,5 |
12,7 |
13,0 |
13,6 |
|||||||
|
|
10,3 |
10,4 |
10,7 |
11,0 |
11,6 |
11,9 |
13,1 |
13,4 |
14,0 |
|||||||
|
|
10,6 |
10,7 |
11,0 |
11,3 |
11,9 |
12,2 |
13,5 |
13,8 |
14,4 |
|||||||
|
|
10,8 |
10,9 |
11,2 |
11,5 |
12,1 |
12,5 |
13,8 |
14,1 |
14,7 |
|||||||
|
|
11,0 |
11,1 |
11,4 |
11,7 |
12,4 |
12,7 |
14,0 |
14,3 |
15,0 |
|||||||
|
|
11,2 |
11,3 |
11,6 |
12,0 |
12,6 |
13,0 |
14,3 |
14,6 |
15,3 |
|||||||
|
|
11,3 |
11,4 |
11,8 |
12,1 |
12,8 |
13,1 |
14,4 |
14,8 |
15,4 |
|||||||
|
|
11,4 |
11,5 |
11,9 |
12,2 |
12,9 |
13,2 |
14,6 |
14,9 |
15,6 |
|||||||
|
|
12,0 |
12,1 |
12,5 |
12,8 |
13,6 |
13,9 |
15,3 |
15,7 |
16,4 |
|||||||
|
|
12,2 |
12,4 |
12,7 |
13,1 |
13,8 |
14,2 |
15,6 |
16,0 |
16,7 |
|||||||
|
|
12,3 |
12,5 |
12,8 |
13,2 |
13,9 |
14,3 |
15,8 |
16,1 |
16,9 |
|||||||
|
|
12,4 |
12,6 |
12,9 |
13,3 |
14,1 |
14,4 |
15,9 |
16,3 |
17,0 |
|||||||
|
|
12,5 |
12,7 |
13,0 |
13,4 |
14,2 |
14,5 |
16,0 |
16,4 |
17,1 |
|||||||
|
|
12,9 |
13,1 |
13,5 |
13,8 |
14,6 |
15,0 |
16,5 |
16,9 |
17,7 |
|||||||
|
|
13,0 |
13,2 |
13,6 |
14,0 |
14,7 |
15,1 |
16,7 |
17,1 |
17,8 |
|||||||
|
|
13,2 |
13,4 |
13,8 |
14,2 |
15,0 |
15,4 |
17,0 |
17,3 |
18,1 |
|||||||
|
|
13,4 |
13,8 |
14,0 |
14,4 |
15,2 |
15,6 |
17,2 |
17,6 |
18,4 |
|||||||
|
|
14,0 |
14,2 |
14,7 |
15,1 |
15,9 |
16,3 |
18,0 |
18,4 |
19,3 |
|||||||
|
|
14,2 |
14,5 |
14,9 |
15,3 |
16,2 |
16,6 |
18,3 |
18,7 |
19,6 |
|||||||
|
|
14,6 |
14,9 |
15,4 |
15,8 |
16,7 |
17,1 |
18,9 |
19,3 |
20,2 |
|||||||
|
|
14,9 |
15,2 |
15,6 |
16,1 |
17,0 |
17,4 |
19,2 |
19,7 |
20,6 |
|||||||
|
|
15,0 |
15,3 |
15,8 |
16,2 |
17,1 |
17,6 |
19,4 |
19,8 |
20,7 |
|||||||
|
|
15,2 |
15,5 |
16,0 |
16,4 |
17,4 |
17,8 |
19,6 |
20,1 |
21,0 |
|||||||
|
|
15,5 |
15,9 |
16,3 |
16,8 |
17,7 |
18,2 |
20,1 |
20,5 |
21,5 |
|||||||
|
|
15,6 |
16,0 |
16,4 |
16,9 |
17,8 |
18,3 |
20,2 |
20,6 |
21,6 |
|||||||
|
|
15,7 |
16,1 |
16,5 |
17,0 |
18,0 |
18,4 |
20,3 |
20,8 |
21,7 |
|||||||
|
|
16,0 |
16,3 |
16,7 |
17,2 |
18,2 |
18,7 |
20,6 |
21,1 |
22,0 |
|||||||
|
|
17,0 |
17,5 |
18,0 |
18,5 |
19,6 |
20,1 |
22,2 |
22,7 |
23,7 |
|||||||
|
|
18,0 |
18,7 |
19,2 |
19,8 |
20,9 |
21,4 |
23,6 |
24,1 |
25,2 |
|||||||
|
|
18,4 |
19,1 |
19,7 |
20,2 |
21,4 |
21,9 |
24,2 |
24,7 |
25,9 |
|||||||
|
|
19,0 |
19,8 |
20,4 |
21,0 |
22,1 |
22,7 |
25,1 |
25,6 |
26,8 |
|||||||
|
|
19,4 |
20,3 |
20,9 |
21,5 |
22,7 |
23,3 |
25,6 |
26,2 |
27,4 |
|||||||
|
|
20,0 |
21,0 |
21,6 |
22,2 |
23,4 |
24,1 |
26,5 |
27,1 |
28,4 |
|||||||
|
|
21,0 |
22,1 |
22,8 |
23,4 |
24,7 |
25,4 |
28,0 |
28,6 |
29,9 |
|||||||
|
|
21,5 |
22,7 |
23,4 |
24,1 |
25,4 |
26,1 |
28,7 |
29,4 |
30,7 |
|||||||
|
|
22,2 |
23,9 |
24,6 |
25,3 |
26,7 |
27,4 |
30,2 |
30,9 |
32,3 |
|||||||
|
|
23,8 |
25,4 |
26,2 |
26,9 |
28,4 |
29,2 |
32,2 |
32,9 |
34,4 |
|||||||
|
|
24,0 |
25,7 |
26,4 |
27,2 |
28,7 |
29,5 |
32,5 |
33,2 |
34,7 |
|||||||
|
720 |
7,0 |
6,1 |
6,3 |
6,4 |
6,8 |
7,0 |
7,7 |
7,9 |
8,2 |
|||||||
|
|
7,1 |
6,2 |
6,4 |
6,5 |
6,9 |
7,1 |
7,8 |
8,0 |
8,4 |
|||||||
|
|
7,3 |
6,4 |
6,6 |
6,7 |
7,1 |
7,3 |
8,0 |
8,2 |
8,6 |
|||||||
|
|
7,5 |
6,5 |
6,7 |
6,9 |
7,3 |
7,5 |
8,2 |
8,4 |
8,8 |
|||||||
|
|
8,0 |
7,0 |
7,2 |
7,4 |
7,8 |
8,0 |
8,8 |
9,0 |
9,4 |
|||||||
|
|
8,5 |
7,4 |
7,7 |
7,9 |
8,3 |
8,5 |
9,4 |
9,6 |
10,1 |
|||||||
|
|
8,7 |
7,6 |
7,8 |
8,1 |
8,5 |
8,7 |
9,6 |
9,9 |
10,3 |
|||||||
|
|
8,8 |
7,7 |
7,9 |
8,2 |
8,6 |
8,9 |
9,8 |
10,0 |
10,4 |
|||||||
|
|
9,0 |
7,9 |
8,1 |
8,3 |
8,8 |
9,0 |
9,9 |
10,2 |
10,6 |
|||||||
|
|
9,2 |
8,1 |
8,3 |
8,5 |
9,0 |
9,2 |
10,2 |
10,4 |
10,9 |
|||||||
|
|
9,5 |
8,3 |
8,6 |
8,8 |
9,3 |
9,6 |
10,5 |
10,8 |
11,3 |
|||||||
|
|
10,0 |
8,8 |
9,0 |
9,3 |
9,8 |
10,0 |
11,1 |
11,3 |
11,8 |
|||||||
|
|
10,3 |
9,0 |
9,3 |
9,6 |
10,1 |
10,4 |
11,4 |
11,7 |
12,2 |
|||||||
|
|
10,6 |
9,3 |
9,6 |
9,8 |
10,4 |
10,7 |
11,8 |
12,0 |
12,6 |
|||||||
|
|
10,8 |
9,5 |
9,8 |
10,0 |
10,6 |
10,9 |
12,0 |
12,3 |
12,8 |
|||||||
|
|
11,0 |
9,7 |
9,9 |
10,2 |
10,8 |
11,1 |
12,2 |
12,5 |
13,1 |
|||||||
|
720 |
11,2 |
9,8 |
10,1 |
10,4 |
11,0 |
11,3 |
12,5 |
12,7 |
13,3 |
|||||||
|
|
11,3 |
9,9 |
10,2 |
10,5 |
11,1 |
11,4 |
12,6 |
12,9 |
13,5 |
|||||||
|
720 |
11,4 |
10,0 |
10,3 |
10,6 |
11,2 |
11,5 |
12,7 |
13,0 |
13,6 |
|||||||
|
|
12,0 |
10,6 |
10,9 |
11,2 |
11,8 |
12,1 |
13,4 |
13,7 |
14,3 |
|||||||
|
|
12,2 |
10,7 |
11,1 |
11,4 |
12,0 |
12,3 |
13,6 |
13,9 |
14,6 |
|||||||
|
|
12,3 |
10,8 |
11,2 |
11,5 |
12,1 |
12,4 |
13,7 |
14,0 |
14,7 |
|||||||
|
|
12,4 |
10,9 |
11,3 |
11,6 |
12,2 |
12,5 |
13,8 |
14,2 |
14,8 |
|||||||
|
|
12,5 |
11,0 |
11,4 |
11,7 |
12,3 |
12,6 |
13,9 |
14,3 |
14,9 |
|||||||
|
|
12,9 |
11,4 |
11,7 |
12,1 |
12,7 |
13,1 |
14,4 |
14,7 |
15,4 |
|||||||
|
|
13,0 |
11,5 |
11,8 |
12,2 |
12,8 |
13,2 |
14,5 |
14,9 |
15,5 |
|||||||
|
|
13,2 |
11,7 |
12,0 |
12,4 |
13,0 |
13,4 |
14,8 |
15,1 |
15,8 |
|||||||
|
|
13,4 |
11,9 |
12,2 |
12,6 |
13,3 |
13,6 |
15,0 |
15,4 |
16,0 |
|||||||
|
|
14,0 |
12,4 |
12,8 |
13,1 |
13,9 |
14,2 |
15,7 |
16,0 |
16,8 |
|||||||
|
|
14,2 |
12,6 |
13,0 |
13,3 |
14,1 |
14,4 |
15,9 |
16,3 |
17,0 |
|||||||
|
|
14,6 |
13,0 |
13,4 |
13,7 |
14,5 |
14,9 |
16,4 |
16,8 |
17,6 |
|||||||
|
|
14,9 |
13,2 |
13,6 |
14,0 |
14,8 |
15,2 |
16,7 |
17,1 |
17,9 |
|||||||
|
|
15,0 |
13,3 |
13,7 |
14,1 |
14,9 |
15,3 |
16,8 |
17,2 |
18,0 |
|||||||
|
|
15,2 |
13,5 |
13,9 |
14,3 |
15,1 |
15,5 |
17,1 |
17,5 |
18,3 |
|||||||
|
|
15,5 |
13,8 |
14,2 |
14,6 |
15,4 |
15,8 |
17,4 |
17,9 |
18,7 |
|||||||
|
|
15,6 |
13,9 |
14,3 |
14,7 |
15,5 |
15,9 |
17,5 |
18,0 |
18,8 |
|||||||
|
|
15,7 |
14,0 |
14,4 |
14,8 |
15,6 |
16,0 |
17,7 |
18,1 |
18,9 |
|||||||
|
|
16,0 |
14,1 |
14,6 |
15,0 |
15,8 |
16,2 |
17,9 |
18,3 |
19,1 |
|||||||
|
|
17,0 |
15,2 |
15,7 |
16,1 |
17,0 |
17,5 |
19,3 |
19,7 |
20,6 |
|||||||
|
|
18,0 |
16,2 |
16,7 |
17,2 |
18,1 |
18,6 |
20,5 |
21,0 |
21,9 |
|||||||
|
|
18,4 |
16,6 |
17,1 |
17,6 |
18,6 |
19,0 |
21,0 |
21,5 |
22,5 |
|||||||
|
|
19,0 |
17,2 |
17,7 |
18,2 |
19,2 |
19,7 |
21,8 |
22,3 |
23,3 |
|||||||
|
|
19,4 |
17,6 |
18,1 |
18,6 |
19,7 |
20,2 |
22,3 |
22,8 |
23,8 |
|||||||
|
|
20,0 |
18,2 |
18,7 |
19,3 |
20,3 |
20,9 |
23,0 |
23,6 |
24,6 |
|||||||
|
|
21,0 |
19,2 |
19,8 |
20,3 |
21,5 |
22,0 |
24,3 |
24,9 |
26,0 |
|||||||
|
|
21,5 |
19,7 |
20,3 |
20,9 |
22,0 |
22,6 |
24,9 |
25,5 |
26,7 |
|||||||
|
|
22,2 |
20,7 |
21,3 |
21,9 |
23,2 |
23,8 |
26,2 |
26,8 |
28,0 |
|||||||
|
|
23,8 |
22,0 |
22,7 |
23,3 |
24,6 |
25,3 |
27,9 |
28,5 |
29,8 |
|||||||
|
|
24,0 |
22,3 |
22,9 |
23,6 |
24,9 |
25,5 |
28,1 |
28,8 |
30,1 |
|||||||
|
|
25,0 |
23,3 |
24,0 |
24,7 |
26,0 |
26,7 |
29,4 |
30,1 |
31,5 |
|||||||
|
|
25,4 |
23,6 |
24,3 |
25,0 |
26,4 |
27,1 |
29,8 |
30,5 |
31,9 |
|||||||
|
|
26,0 |
24,2 |
24,9 |
25,6 |
27,1 |
27,8 |
30,6 |
31,3 |
32,8 |
|||||||
|
|
27,0 |
25,3 |
26,0 |
26,7 |
28,2 |
29,0 |
31,9 |
32,7 |
34,2 |
|||||||
|
|
28,0 |
26,3 |
27,1 |
27,8 |
29,4 |
30,2 |
33,3 |
34,0 |
35,6 |
|||||||
|
|
28,6 |
26,9 |
27,7 |
28,5 |
30,1 |
30,9 |
34,1 |
34,8 |
36,4 |
|||||||
|
|
30,0 |
28,4 |
29,2 |
30,1 |
31,8 |
32,6 |
35,9 |
36,8 |
38,4 |
|||||||
|
820 |
8,0 |
6,1 |
6,3 |
6,5 |
6,8 |
7,0 |
7,7 |
7,9 |
8,3 |
|||||||
|
|
8,5 |
6,5 |
6,7 |
6,9 |
7,3 |
7,5 |
8,2 |
8,4 |
8,8 |
|||||||
|
|
8,7 |
6,7 |
6,9 |
7,1 |
7,5 |
7,7 |
8,4 |
8,6 |
9,0 |
|||||||
|
|
8,8 |
6,8 |
7,0 |
7,2 |
7,6 |
7,8 |
8,5 |
8,7 |
9,1 |
|||||||
|
|
9,0 |
6,9 |
7,1 |
7,3 |
7,7 |
7,9 |
8,7 |
8,9 |
9,3 |
|||||||
|
|
9,2 |
7,0 |
7,3 |
7,5 |
7,9 |
8,1 |
8,9 |
9,1 |
9,5 |
|||||||
|
|
9,5 |
7,3 |
7,5 |
7,7 |
8,2 |
8,4 |
9,2 |
9,4 |
9,9 |
|||||||
|
|
10,0 |
7,7 |
7,9 |
8,1 |
8,6 |
8,8 |
9,7 |
9,9 |
10,4 |
|||||||
|
|
10,3 |
7,9 |
8,1 |
8,4 |
8,8 |
9,1 |
10,0 |
10,2 |
10,7 |
|||||||
|
|
10,6 |
8,1 |
8,4 |
8,6 |
9,1 |
9,3 |
10,3 |
10,5 |
11,0 |
|||||||
|
|
10,8 |
8,3 |
8,5 |
8,8 |
9,3 |
9,5 |
10,5 |
10,7 |
11,2 |
|||||||
|
|
11,0 |
8,5 |
8,7 |
8,9 |
9,4 |
9,7 |
10,7 |
10,9 |
11,4 |
|||||||
|
|
11,2 |
8,6 |
8,8 |
9,1 |
9,6 |
9,9 |
10,9 |
11,1 |
11,7 |
|||||||
|
|
11,3 |
8,7 |
8,9 |
9,2 |
9,7 |
10,0 |
11,0 |
11,2 |
11,8 |
|||||||
|
|
11,4 |
8,8 |
9,0 |
9,3 |
9,8 |
10,1 |
11,1 |
11,4 |
11,9 |
|||||||
|
|
12,0 |
9,2 |
9,5 |
9,8 |
10,3 |
10,6 |
11,7 |
12,0 |
12,5 |
|||||||
|
|
12,2 |
9,4 |
9,7 |
10,0 |
10,5 |
10,8 |
11,9 |
12,2 |
12,7 |
|||||||
|
|
12,4 |
9,6 |
9,8 |
10,1 |
10,7 |
11,0 |
12,1 |
12,4 |
12,9 |
|||||||
|
|
12,5 |
9,7 |
9,9 |
10,2 |
10,8 |
11,1 |
12,2 |
12,5 |
13,0 |
|||||||
|
|
12,9 |
9,9 |
10,2 |
10,5 |
11,1 |
11,4 |
12,6 |
12,9 |
13,5 |
|||||||
|
820 |
13,0 |
10,0 |
10,3 |
10,6 |
11,2 |
11,5 |
12,7 |
13,0 |
13,6 |
|||||||
|
|
13,2 |
10,2 |
10,5 |
10,8 |
11,4 |
11,7 |
12,9 |
13,2 |
13,8 |
|||||||
|
|
13,4 |
10,4 |
10,7 |
11,0 |
11,6 |
11,9 |
13,1 |
13,4 |
14,0 |
|||||||
|
|
14,0 |
10,8 |
11,2 |
11,5 |
12,1 |
12,4 |
13,7 |
14,0 |
14,7 |
|||||||
|
|
14,2 |
11,0 |
11,3 |
11,6 |
12,3 |
12,6 |
13,9 |
14,2 |
14,9 |
|||||||
|
|
14,6 |
11,3 |
11,7 |
12,0 |
12,7 |
13,0 |
14,3 |
14,7 |
15,3 |
|||||||
|
|
14,9 |
11,5 |
11,9 |
12,2 |
12,9 |
13,2 |
14,6 |
14,9 |
15,6 |
|||||||
|
|
15,0 |
11,6 |
12,0 |
12,3 |
13,0 |
13,3 |
14,7 |
15,1 |
15,7 |
|||||||
|
|
15,2 |
11,8 |
12,2 |
12,5 |
13,2 |
13,5 |
14,9 |
15,3 |
16,0 |
|||||||
|
|
15,5 |
12,0 |
12,4 |
12,7 |
13,4 |
13,8 |
15,2 |
15,6 |
16,3 |
|||||||
|
|
15,6 |
12,1 |
12,5 |
12,8 |
13,5 |
13,9 |
15,3 |
15,7 |
16,4 |
|||||||
|
|
15,7 |
12,2 |
12,6 |
12,9 |
13,6 |
14,0 |
15,4 |
15,8 |
16,5 |
|||||||
|
|
16,0 |
12,4 |
12,7 |
13,1 |
13,8 |
14,2 |
15,6 |
16,0 |
16,7 |
|||||||
|
|
17,0 |
13,3 |
13,7 |
14,1 |
14,9 |
15,2 |
16,8 |
17,2 |
18,0 |
|||||||
|
|
18,0 |
14,1 |
14,6 |
15,0 |
15,8 |
16,2 |
17,9 |
18,3 |
19,1 |
|||||||
|
|
18,4 |
14,5 |
14,9 |
15,3 |
16,2 |
16,6 |
18,3 |
18,8 |
19,6 |
|||||||
|
|
19,0 |
15,0 |
15,4 |
15,9 |
16,8 |
17,2 |
19,0 |
19,4 |
20,3 |
|||||||
|
|
19,4 |
15,4 |
15,8 |
16,2 |
17,2 |
17,6 |
19,4 |
19,9 |
20,8 |
|||||||
|
|
20,0 |
15,9 |
16,3 |
16,8 |
17,7 |
18,2 |
20,1 |
20,5 |
21,5 |
|||||||
|
|
21,0 |
16,7 |
17,2 |
17,7 |
18,7 |
19,2 |
21,2 |
21,7 |
22,7 |
|||||||
|
|
21,5 |
17,2 |
17,7 |
18,2 |
19,2 |
19,7 |
21,7 |
22,2 |
23,2 |
|||||||
|
|
22,2 |
18,1 |
18,6 |
19,1 |
20,2 |
20,7 |
22,8 |
23,4 |
24,4 |
|||||||
|
|
23,8 |
19,2 |
19,8 |
20,3 |
21,5 |
22,0 |
24,3 |
24,8 |
26,0 |
|||||||
|
|
24,0 |
19,3 |
19,9 |
20,5 |
21,7 |
22,2 |
24,5 |
25,1 |
26,2 |
|||||||
|
|
25,0 |
20,3 |
20,9 |
21,5 |
22,6 |
23,2 |
25,6 |
26,2 |
27,4 |
|||||||
|
|
25,4 |
20,5 |
21,1 |
21,7 |
22,9 |
23,6 |
26,0 |
26,6 |
27,8 |
|||||||
|
|
26,0 |
21,1 |
21,7 |
22,3 |
23,5 |
24,2 |
26,6 |
27,3 |
28,5 |
|||||||
|
|
27,0 |
22,0 |
22,6 |
23,3 |
24,5 |
25,2 |
27,8 |
28,4 |
29,7 |
|||||||
|
|
28,0 |
22,9 |
23,5 |
24,2 |
25,6 |
26,2 |
28,9 |
29,6 |
30,9 |
|||||||
|
|
28,6 |
23,4 |
24,1 |
24,8 |
26,2 |
26,8 |
29,6 |
30,3 |
31,7 |
|||||||
|
|
30,0 |
24,7 |
25,4 |
26,1 |
27,6 |
28,3 |
31,2 |
31,9 |
33,4 |
|||||||
|
1020 |
10,0 |
6,1 |
6,3 |
6,5 |
6,9 |
7,0 |
7,8 |
7,9 |
8,3 |
|||||||
|
|
10,3 |
6,3 |
6,5 |
6,7 |
7,1 |
7,3 |
8,0 |
8,2 |
8,6 |
|||||||
|
|
10,6 |
6,5 |
6,7 |
6,9 |
7,3 |
7,5 |
8,2 |
8,4 |
8,8 |
|||||||
|
|
10,8 |
6,6 |
6,8 |
7,0 |
7,4 |
7,6 |
8,4 |
8,6 |
9,0 |
|||||||
|
|
11,0 |
6,8 |
7,0 |
7,2 |
7,6 |
7,8 |
8,5 |
8,7 |
9,1 |
|||||||
|
|
11,2 |
6,9 |
7,1 |
7,3 |
7,7 |
7,9 |
8,7 |
8,9 |
9,3 |
|||||||
|
|
11,3 |
6,9 |
7,2 |
7,4 |
7,8 |
8,0 |
8,8 |
9,0 |
9,4 |
|||||||
|
|
11,4 |
7,0 |
7,2 |
7,4 |
7,9 |
8,1 |
8,9 |
9,1 |
9,5 |
|||||||
|
|
12,0 |
7,4 |
7,6 |
7,8 |
8,3 |
8,5 |
9,3 |
9,6 |
10,0 |
|||||||
|
|
12,2 |
7,5 |
7,7 |
8,0 |
8,4 |
8,6 |
9,5 |
9,7 |
10,2 |
|||||||
|
|
12,3 |
7,6 |
7,8 |
8,0 |
8,5 |
8,7 |
9,6 |
9,8 |
10,3 |
|||||||
|
|
12,4 |
7,7 |
7,9 |
8,1 |
8,6 |
8,8 |
9,7 |
9,9 |
10,4 |
|||||||
|
|
12,5 |
7,7 |
7,9 |
8,2 |
8,6 |
8,8 |
9,7 |
10,0 |
10,4 |
|||||||
|
|
12,9 |
7,9 |
8,2 |
8,4 |
8,9 |
9,1 |
10,0 |
10,3 |
10,7 |
|||||||
|
|
13,0 |
8,0 |
8,3 |
8,5 |
9,0 |
9,2 |
10,1 |
10,4 |
10,8 |
|||||||
|
|
13,2 |
8,2 |
8,4 |
8,6 |
9,1 |
9,4 |
10,3 |
10,6 |
11,0 |
|||||||
|
|
13,4 |
8,3 |
8,5 |
8,8 |
9,3 |
9,5 |
10,5 |
10,7 |
11,2 |
|||||||
|
|
14,0 |
8,7 |
8,9 |
9,2 |
9,7 |
9,9 |
10,9 |
11,2 |
11,7 |
|||||||
|
|
14,2 |
8,8 |
9,0 |
9,3 |
9,8 |
10,1 |
11,1 |
11,4 |
11,9 |
|||||||
|
|
14,6 |
9,1 |
9,3 |
9,6 |
10,1 |
10,4 |
11,5 |
11,7 |
12,2 |
|||||||
|
|
14,9 |
9,2 |
9,5 |
9,8 |
10,3 |
10,6 |
11,7 |
11,9 |
12,5 |
|||||||
|
|
15,0 |
9,3 |
9,6 |
9,8 |
10,4 |
10,7 |
11,7 |
12,0 |
12,6 |
|||||||
|
|
15,2 |
9,4 |
9,7 |
10,0 |
10,5 |
10,8 |
11,9 |
12,2 |
12,7 |
|||||||
|
|
15,5 |
9,6 |
9,9 |
10,2 |
10,7 |
11,0 |
12,2 |
12,4 |
13,0 |
|||||||
|
|
15,6 |
9,7 |
10,0 |
10,2 |
10,8 |
11,1 |
12,2 |
12,5 |
13,1 |
|||||||
|
|
15,7 |
9,7 |
10,0 |
10,3 |
10,9 |
11,2 |
12,3 |
12,6 |
13,2 |
|||||||
|
|
16,0 |
9,8 |
10,2 |
10,4 |
11,0 |
11,3 |
12,5 |
12,8 |
13,3 |
|||||||
|
1020 |
17,0 |
10,6 |
10,9 |
11,2 |
11,8 |
12,2 |
13,4 |
13,7 |
14,3 |
|||||||
|
|
18,0 |
11,3 |
11,6 |
11,9 |
12,6 |
12,9 |
14,3 |
14,6 |
15,3 |
|||||||
|
|
18,4 |
11,6 |
11,9 |
12,2 |
12,9 |
13,2 |
14,6 |
14,9 |
15,6 |
|||||||
|
|
19,0 |
12,0 |
12,3 |
12,7 |
13,4 |
13,7 |
15,1 |
15,5 |
16,2 |
|||||||
|
|
19,4 |
12,2 |
12,6 |
13,0 |
13,7 |
14,0 |
15,5 |
15,8 |
16,5 |
|||||||
|
|
20,0 |
12,6 |
13,0 |
13,4 |
14,1 |
14,5 |
16,0 |
16,4 |
17,1 |
|||||||
|
|
21,0 |
13,3 |
13,7 |
14,1 |
14,9 |
15,3 |
16,9 |
17,2 |
18,0 |
|||||||
|
|
21,5 |
13,6 |
14,1 |
14,5 |
15,3 |
15,7 |
17,3 |
17,7 |
18,5 |
|||||||
|
|
22,2 |
14,4 |
14,8 |
15,2 |
16,0 |
16,5 |
18,2 |
18,6 |
19,4 |
|||||||
|
|
23,8 |
15,3 |
15,7 |
16,2 |
17,1 |
17,5 |
19,3 |
19,7 |
20,6 |
|||||||
|
|
24,0 |
15,4 |
15,9 |
16,3 |
17,2 |
17,7 |
19,5 |
19,9 |
20,8 |
|||||||
|
|
25,0 |
16,1 |
16,6 |
17,0 |
18,0 |
18,5 |
20,4 |
20,8 |
21,8 |
|||||||
|
|
25,4 |
16,3 |
16,8 |
17,3 |
18,2 |
18,7 |
20,6 |
21,1 |
22,1 |
|||||||
|
|
26,0 |
16,7 |
17,2 |
17,7 |
18,7 |
19,2 |
21,1 |
21,6 |
22,6 |
|||||||
|
|
27,0 |
17,4 |
17,9 |
18,5 |
19,5 |
20,0 |
22,0 |
22,6 |
23,6 |
|||||||
|
|
28,0 |
18,1 |
18,7 |
19,2 |
20,3 |
20,8 |
22,9 |
23,5 |
24,5 |
|||||||
|
|
30,0 |
19,5 |
20,1 |
20,7 |
21,8 |
22,4 |
24,7 |
25,3 |
26,4 |
|||||||
|
|
30,2 |
19,6 |
20,2 |
20,8 |
21,9 |
22,5 |
24,8 |
25,4 |
26,5 |
|||||||
|
|
31,8 |
20,8 |
21,4 |
22,0 |
23,2 |
23,8 |
26,3 |
26,9 |
28,1 |
|||||||
|
|
32,0 |
20,9 |
21,5 |
22,1 |
23,4 |
24,0 |
26,4 |
27,1 |
28,3 |
|||||||
Приложение А
(Обязательное)
Таблица 9 Технические условия и стандарты на листовую сталь
|
Класс прочности стали |
Марка стали |
Технические условия, стандарты на листовую сталь |
Состояние поставки листовой стали |
|
К50 |
12Г2С |
ТУ 14-1-1921 |
горячекатаная, нормализованная |
|
09Г2С, |
ТУ 14-16-23, |
горячекатаная, нормализованная |
|
|
09Г2СА |
|
||
|
К52 |
17ГС |
ТУ 14-1-1921 |
горячекатаная, нормализованная |
|
|
ТУ 14-106-502 |
нормализованная |
|
|
17Г1С |
ТУ 14-1-1921 |
горячекатаная, нормализованная |
|
|
|
ТУ 14-16-23 |
горячекатаная, нормализованная |
|
|
|
ТУ 14-15-256 |
нормализованная |
|
|
13ГС |
ТУ 14-1-3636 |
контролируемая прокатка |
|
|
13ГС-У |
ТУ 14-1-3636 |
контролируемая прокатка |
|
|
17Г1С-У |
ТУ 14-1-1950 |
нормализованная, контролируемая прокатка |
|
|
|
ТУ 14-15-256 |
нормализованная |
|
|
08ГБЮ |
ТУ 14-1-4358 |
контролируемая прокатка, термообработка |
|
|
12ГСБ |
ТУ 14-1-5246 |
контролируемая прокатка, термообработанная |
|
|
К54 |
13Г2АФ |
ТУ 14-16-23 |
горячекатаная, нормализованная |
|
|
ТУ 14-1-2723 |
горячекатаная, нормализованная |
|
|
К55 |
13Г1С-У |
ТУ 14-1-3636 |
контролируемая прокатка |
|
К56 |
09ГБЮ |
ТУ 14-1-4358 |
контролируемая прокатка, термообработанная |
|
12Г2СБ |
ТУ 14-1-5246 |
контролируемая прокатка, термообработанная |
|
|
09Г2ФБ |
ТУ 14-1-3978 |
контролируемая прокатка |
|
|
К58 |
13Г1СБ-У |
ТУ 14-1-3636 |
контролируемая прокатка |
|
К60 |
10Г2ФБЮ |
ТУ 14-1-4627, |
контролируемая прокатка |
|
|
ТУ 302.02.171 |
контролируемая прокатка |
|
|
10Г2ФБ |
ТУ 14-1-4034 |
контролируемая прокатка |
|
|
10Г2СБ |
ТУ 14-1-5270 |
контролируемая прокатка |
|
|
10Г2СФБ |
ТУ 14-1-5270 |
контролируемая прокатка |
(Измененная редакция, Изм. № 1).
Приложение Б
(Обязательное)
НОРМЫ
разбраковки труб по дефектам сварных швов и
основного металла по
периметру концов труб, выявляемых неразрушающими методами контроля
Настоящие нормы распространяются на дефекты:
· продольных швов, обнаруживаемые при автоматизированном и ручном ультразвуковом, а также рентгенотелевизионном контроле;
· основного металла концевых участков труб по всему периметру на длине не менее 60 мм при ультразвуковом контроле преобразователем площадью не более 300 кв. мм;
· торцов труб при магнитопорошковом контроле.
Недопустимыми по результатам ультразвукового контроля являются дефекты, амплитуда отраженного сигнала от которых превышает амплитуду сигнала от контрольного отражателя.
Контрольным отражателем является:
· при автоматизированном и полуавтоматическом ультразвуковом контроле сварного соединения - пазы глубиной 10 % от толщины стенки, но не более 1,5 мм, выполненные на наружной и внутренней поверхностях контрольного образца протяженностью 30 мм, или отверстие диаметром 3,2 мм. Допускается в качестве контрольных отражателей использовать пазы N10 по API 5L;
· при ручном ультразвуковом контроле сварного соединения - паз глубиной 2 мм протяженностью 10 мм, выполненный на наружной и внутренней поверхностях контрольного образца;
· при ультразвуковом контроле основного металла по всему периметру концевых участков труб - плоскодонное отверстие диаметром 20 мм, засверленное с внутренней поверхности трубы до половины толщины основного металла.
По результатам магнитопорошкового контроля недопустимыми являются любые дефекты, выходящие на торец, размеры которых на торце превышают 3,2 мм в любом направлении.
Швы, на которых при автоматическом ультразвуковом контроле не было сделано отметок (сигнал не превышал амплитуду сигнала от контрольного отражателя), считаются по результатам неразрушающего контроля удовлетворительными, и трубы с такими швами могут быть приняты как газопроводные.
Участки продольных сварных швов, имеющие отметки АУЗК, подвергаются рентгенотелевизионному контролю (РТК). Чувствительность аппаратуры РТК должна быть не хуже 2 % (от просвечиваемого металла) по канавочным эталонам ГОСТ 7512.
Максимальные размеры в плане и распределение допустимых дефектов типа пор и шлаковых включений, выявляемых при РТК, приведены в таблице Б.1 и Б.2.
Таблица Б.1 Протяженные шлаковые включения
|
Минимальное расстояние между включениями, мм |
|
|
1,5×13 |
150 |
|
1,5×6,5 |
75 |
|
1,5×3,0 |
50 |
Примечания1. Сумма длин дефектов на каждые 150 мм не должна превышать 13 мм. 2. В случае, если не представляется возможным точно определить тип дефекта, и выявленный дефект можно классифицировать не только как шлаковое включение, но и как трещину или непровар, участок трубы с данным дефектом бракуется. |
|
Таблица Б.2 Округлые шлаковые включения и газовые пузыри
|
Размеры дефекта, мм |
Величина ближайшего дефекта, мм |
Минимальное расстояние между дефектами, мм |
|
3,0 |
3,0 |
50,0 |
|
3,0 |
1,5 |
25,0 |
|
3,0 |
0,8 |
13,0 |
|
3,0 |
0,5 |
9,5 |
|
1,5 |
1,5 |
13,0 |
|
1,5 |
0,8 |
9,5 |
|
1,5 |
0,4 |
6,5 |
|
0,8 |
0,8 |
6,5 |
|
0,8 |
0,4 |
5,0 |
|
0,4 |
0,4 |
3,0 |
Примечания1. Сумма диаметров всех дефектов на каждые 150 мм не должна превышать 6,5 мм. 2. Два дефекта при диаметре 0,8 мм могут находиться на расстоянии одного диаметра друг от друга при условии, что расстояние до следующего дефекта не менее 13 мм. |
||
Оценка размеров дефектов производится с учетом увеличения изображения на экране РТ-интроскопа, определяемого по масштабу.
Нормы разбраковки листовой стали.
Каждый стальной лист для производства труб подвергается ультразвуковому контролю на расслоение при помощи многократных полос с шагом 100 мм и менее в продольном направлении. Расслоения в любом направлении, размер которых превышает 80 мм, являются не допустимыми. Каждое расслоение длинной 30 - 80 мм должно отстоять от следующего больше чем на 500 мм. Цепочкой являются расслоения размером менее, чем 30 мм в любом направлении, находящиеся смежно друг с другом на расстоянии короче, чем толщина листа. Общая длина цепочки определяется суммой всех длин расслоений в цепочке. Превышение общей длины цепочки свыше 80 мм является браковочным признаком. Расслоение длиной 20 мм и менее при оценке качества не учитывается.
Приложение В
(Обязательное)
Условное обозначение марки стали (код)
|
Марка стали |
Условное обозначение марки стали |
|
12Г2С |
54 |
|
09Г2С |
53 |
|
17ГС |
56 |
|
17Г1С |
52 |
|
17Г1С-У |
55 |
|
13ГС |
85 |
|
13ГС-У |
93 |
|
08ГБЮ |
41 |
|
13Г2АФ |
95 |
|
12ГСБ |
69 |
|
12Г2СБ |
70 |
|
13Г1С-У |
94 |
|
09ГБЮ |
63 |
|
09Г2ФБ |
61 |
|
13Г1СБ-У |
97 |
|
10Г2ФБЮ |
49 |
|
10Г2ФБ |
79 |
|
10Г2СБ |
76 |
|
10Г2СФБ |
75 |
Приложение Г
(Справочное)
ПЕРЕЧЕНЬ
средств измерений для контроля труб
|
Наименование контролируемого параметра |
Наименование СИ |
Тип СИ |
Класс точности, погрешность |
Цена деления |
Предел измерения |
ГОСТ СИ |
|
Механические свойства металла |
Испытательные машины различных типов |
|||||
|
Наружный диаметр |
Рулетка стальная |
РЗ-5 РЗ-10 |
1 мм |
1 мм |
0 - 10 м |
|
|
Толщина стенки |
Микрометр стенкомер |
МТ |
0,01 |
0,01 |
0 - 25 |
|
|
Длина |
Рулетка стальная |
РЗ-20 |
1 мм |
1 мм |
0 - 20 |
|
|
Автоматизированные средства измерения |
||||||
|
Параметры шва - высота |
Индикатор ИЧ-10Б часового типа |
0,01 |
0,01 |
0 - 10 мм |
|
|
|
Ширина |
Штангенциркуль |
ШЦ |
0,1 |
0,1 |
0,125 мм |
|
|
Общая кривизна |
Струна и линейка стальная |
|
1 мм |
1 мм |
0 - 20 мм 0 - 300 мм |
|
|
Угол скоса кромок |
Угломер |
УМ |
0,5 град. |
0,5 град. |
0 - 180 град. |
|
|
Притупление |
Линейка стальная |
|
1 мм |
1 мм |
0 - 300 мм |
|
|
Периметр труб |
Рулетка стальная |
|
1 мм |
1 мм |
0 - 5 мм |
|
|
Овальность труб |
Рулетка стальная |
РЗ-2 |
1 мм |
1 мм |
0 - 2 м |
|
|
Контроль режимов гидроиспытаний величина давления |
Манометр технический |
|
0,15 (1,5) |
0,5 Мпа (5 кгс/см2) |
0 - 25 Мпа (0-250 кгс/см2) |
|
|
Отклонение от теоретической окружности |
|
|
|
|
|
|
ПримечаниеДопускается использование других средств измерения, обеспечивающих замер параметров с аналогичной точностью. |
||||||
Приложение Д
(Обязательное)
ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ
|
Обозначение документа, на который дана ссылка |
Номер раздела, пункта, в котором дана ссылка |
|
приложение Г |
|
|
приложение Г |
|
|
п. 3.7.1 |
|
|
приложение Г |
|
|
п. 3.13 |
|
|
ГОСТ 7502-89 |
приложение Г |
|
приложение Б |
|
|
ГОСТ 7564-73 |
п. 3.7.1 |
|
п. 3.7.1 |
|
|
п. 4.3 |
|
|
приложение Г |
|
|
п. 2.11 |
|
|
приложение А |
|
|
ТУ 14-1-1921-76 |
приложение А |
|
ТУ 14-1-1950-89 |
приложение А |
|
ТУ 14-1-2723-79 |
приложение А |
|
ТУ 14-1-3636-96 |
приложение А |
|
ТУ 14-1-3978-96 |
приложение А |
|
ТУ 14-1-4034-96 |
приложение А |
|
ТУ 14-1-4358-87 |
приложение А |
|
ТУ 14-1-4627-96 |
приложение А |
|
ТУ 14-1-5246-94 |
приложение А |
|
ТУ 14-1-5270-94 |
приложение А |
|
ТУ 14-106-502-96 |
приложение А |
|
ТУ 14-16-23-89 |
приложение А |
|
ТУ 302.02.171-93 |
приложение А |
|
РМИ 246-28-96 |
п. 3.7.1 |
|
РМИ 246-41-96 |
п. 3.7.2 |
|
ASTM A370 |
п. 3.7.1 |
|
API Spec 5L |
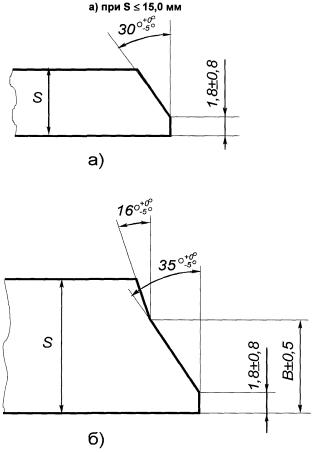
б) при S >15,0 мм
|
Толщина стенки труб, мм |
|
Величина В, мм |
|
15,0 < S £ 19,0 |
|
9 |
|
19,0 < S £ 21,5 |
|
10 |
|
21,5 < S £ 32,0 |
|
12 |
Рисунок 1
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ