 | Информационная система | |
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
СИСТЕМА СТАНДАРТОВ ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ.
ПРИСПОСОБЛЕНИЯ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ.
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА ПО ВЫБОРУ.
ИНФОРМАЦИОННЫЙ МАССИВ ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ. ПРАВИЛА ФОРМИРОВАНИЯ
РД 50-535-85
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
Система стандартов технологической оснастки. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Информационный массив технологической оснастки. Правила формирования |
РД 50-535-85 Введены впервые |
Утверждены Постановлением Госстандарта СССР от 15 марта 1985 г. № 595, срок введения установлен
с 01.01.86
Методические указания разработаны в соответствии с заданием 7.03 ПКС «Переналаживаемая технологическая оснастка» № 131-1.16.82 на 1981 - 1985 гг. и устанавливают основные требования, обеспечивающие единство методического подхода к правилам формирования информационного массива технологической оснастки к металлорежущим станкам.
Настоящие методические указания взаимосвязаны с комплексом нормативных документов на основные требования к ИПС по выбору станочных приспособлений (РД 50-533-85) на правила формирования информационного массива оснащаемых технологических операций (РД 50-534-85) и на требования к выбору их оснащения (РД 50-536-85).
Методические указания предназначены для работников служб ТПП, АСТПП, САПР, осуществляющих разработку и внедрение ИПС технологического назначения.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Под разработкой массива технологической оснастки к металлорежущим станкам понимается формирование станочных приспособлений по технологическим, конструктивным и организационным признакам, необходимым и достаточным для оснащения ими технологических процессов или отдельных технологических операций.
В данном комплексе нормативных документов рассматриваются три варианта формирования информационного массива технологической оснастки, применяемой на металлорежущих станках:
ИПС для автоматизированного выбора оснастки на стадии проектирования технологических процессов с учетом экономических показателей, отражающих затраты и трудоемкость при проектировании и изготовлении оснастки (ИПС-I);
ИПС для автоматизированного выбора приспособлений-аналогов из массива ранее спроектированных (ИПС-II);
ИПС для полуавтоматического выбора оснастки на основании экспертных оценок (ИПС-III).
2. ПРАВИЛА ФОРМИРОВАНИЯ МАССИВА ДЛЯ ИПС-I
Информационный массив технологической оснастки состоит из совокупности конструктивных компоновок приспособлений. Для выбора эффективных компоновок необходима информация:
о массиве технологических операций,
о разновидности функционального назначения оснастки,
о разновидности оборудования, на которое устанавливается оснастка,
о трудоемкости и затратах на проектирование и изготовление оснастки,
о производительности оснастки,
об обозначении приспособления.
В качестве примера приводится рекомендуемый состав и значность комплексного кода, который используется для обозначения приспособлений, оснащающих массив технологических операций ИПС-I, построение которого рассмотрено в РД 50-534-85 (рис. 1).
Признаки с 1-й по 11-ю цифры определяют конструкторско-технологические особенности обрабатываемой в приспособлении детали и вносятся в комплексный код для установления связи с массивом технологических операций. Значность их кодов по РД 50-534-85.
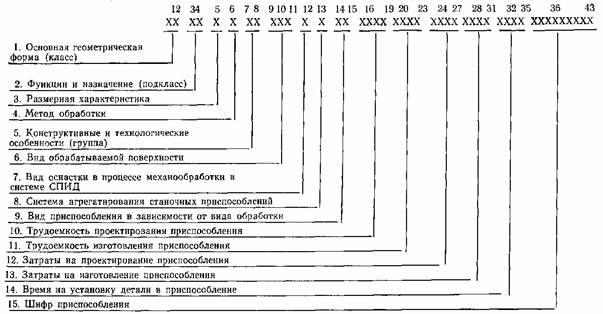
Рис. 1. состав и значность кода признаков приспособлений
Классификация и кодирование оснастки по признаку «Вид оснастки в процессе механообработки в системе СПИД» осуществляется в соответствии с табл. 1.
Классификация и кодирование оснастки по признаку «Система агрегатирования станочных приспособлений» осуществляется в соответствии с табл. 2.
Таблица 1
Классификация и кодирование оснастки по признаку «Вид оснастки в процессе обработки в системе СПИД»
|
Код |
|
|
Оснастка для установки и закрепления заготовок (деталей) |
1 |
|
Оснастка для закрепления инструмента |
2 |
|
Инструмент |
3 |
|
|
4 |
|
|
5 |
|
|
6 |
|
|
7 |
|
|
8 |
|
|
9 |
Таблица 2
Классификация и кодирование оснастки по признаку «Система агрегатирования станочных приспособлений»
|
Код |
|
|
Универсальные безналадочные приспособления (УБП) |
1 |
|
Универсальные наладочные приспособления (УНП) |
2 |
|
Специализированные наладочные приспособления (СНП) |
3 |
|
Неразборные специальные приспособления (НСП) |
4 |
|
Сборно-разборные приспособления (СРП) |
5 |
|
Универсально-сборные приспособления (УСП) |
6 7 8 9 |
Классификация и кодирование оснастки по признаку «Вид приспособления в зависимости от вида обработки» осуществляется в соответствии с табл. 3.
Таблица 3
Классификация и кодирование приспособлений по признаку «Вид приспособления в зависимости от вида обработки»
|
Код |
Приспособление |
Код |
|
|
Токарное |
01 |
Центровочное |
14 |
|
Сверлильное |
02 |
Болторезное |
15 |
|
Фрезерное |
03 |
Резьбофрезерное |
16 |
|
Строгальное |
04 |
Зубошлифовальное |
17 |
|
Долбежное |
05 |
Программно-фрезерное |
18 |
|
Протяжное |
06 |
Программно-токарное |
19 |
|
Шлифовальное |
07 |
Программно-сверлильное |
20 |
|
Резьбонакатное |
08 |
Автоматное |
21 |
|
Зубофрезерное, зубозакругляющее |
09 |
Револьверное |
22 |
|
Шлицефрезерное |
10 |
Зубодолбежное |
23 |
|
Шлицешлифовальное |
11 |
Фрезерно-центровочное |
24 |
|
Отрезное |
13 |
Токарно-копировальное |
25 |
Коды признаков «Трудоемкость проектирования приспособления» и «Трудоемкость изготовления приспособления» соответствуют кодам трудоемкости проектирования и изготовления компоновки приспособления в часах.
Коды признаков «Затраты на проектирование приспособления» и «Затраты на изготовление приспособления» соответствуют затратам на проектирование и изготовление кодируемой компоновки приспособления в рублях.
Код признака «Время на установку детали в приспособление» соответствует времени на установку детали в рассматриваемую компоновку приспособления в минутах, указанному в операционной карте.
Код признака «Шифр приспособления» соответствует номеру чертежа данной компоновки приспособления, проставляемого в угловом штампе. Количество знаков, используемых при кодировании этого признака, зависит от способа простановки чертежного номера приспособления, применяемого у потребителя.
В примере кодирования и на рис. 1 на признак «Шифр приспособления» отводится восемь знаков.
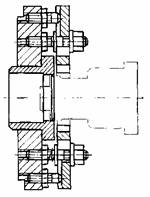
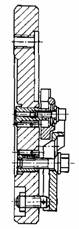
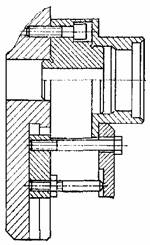
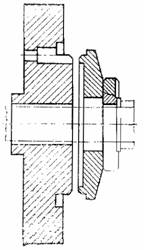
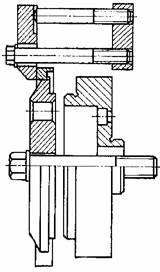
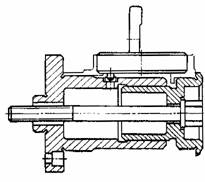
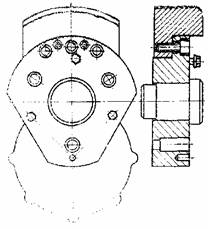
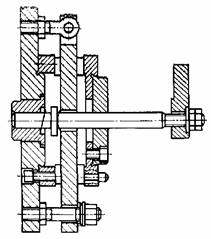
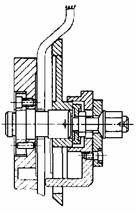
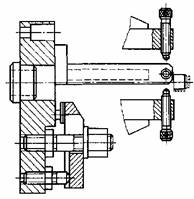
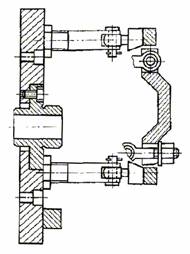
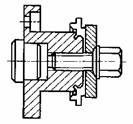
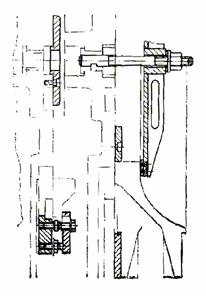
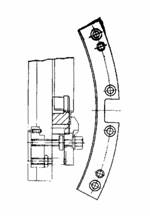
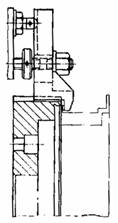
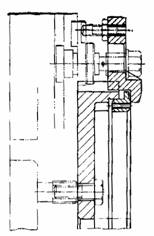
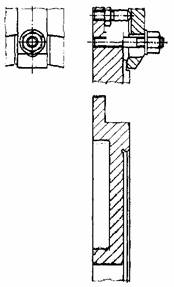
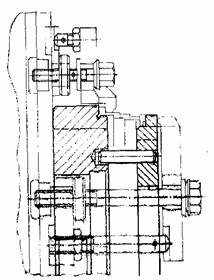
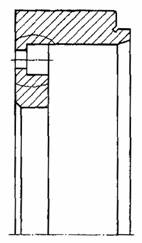
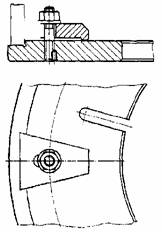
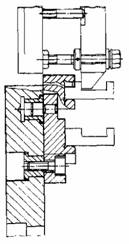
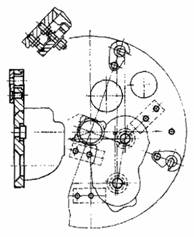
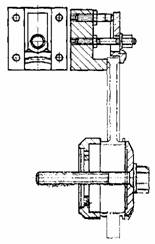
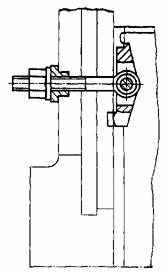
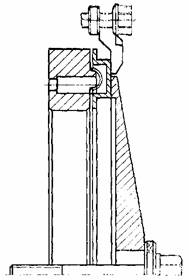
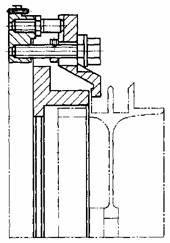
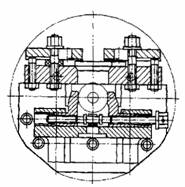
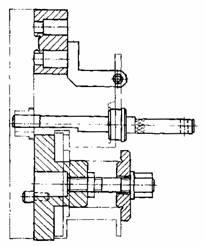
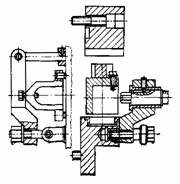
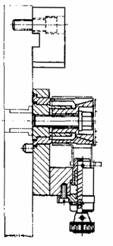
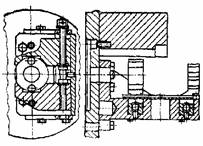
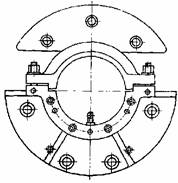
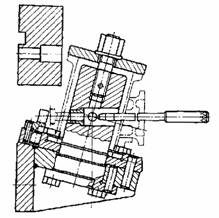
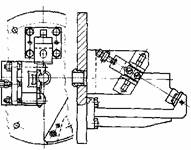
Рассмотрим процесс формирования комплексного кода признаков компоновки на примере приспособления, предназначенного для обработки детали «Рычаг с двумя базовыми цилиндрическими отверстиями, одним прямым плечом, неплоский» (рис. 2 РД 50-534-85).
В соответствии с таблицами, определяющими значность признаков обрабатываемой детали, устанавливаются коды для 1 - 6 признаков приспособления:
1-й и 2-й признаки - код 25.03;
3-й признак - код 1;
4-й признак - код 4;
5-й признак - код 11.
Значность 6-го признака определяется в соответствии с табл. 4 в зависимости от вида обрабатываемой поверхности.
Таблица 4
Коды приспособлений
|
Номер знака-кода |
|||||||||||||||
|
1, 2 |
3, 4 |
5 |
6 |
7, 8 |
9, 10, 11 |
12 |
13 |
14, 15 |
16 - 19 |
20 - 23 |
24 - 27 |
28 - 31 |
32 - 35 |
36 - 43 |
|
|
1 |
74 |
03 |
1 |
4 |
11 |
243 |
1 |
4 |
02 |
0000 |
0000 |
0000 |
0000 |
01, 45 |
|
|
2 |
74 |
03 |
1 |
4 |
11 |
243 |
1 |
4 |
02 |
0066 |
0052 |
0046 |
0172 |
00, 31 |
96434086 |
|
3 |
74 |
03 |
1 |
4 |
11 |
243 |
1 |
4 |
02 |
0066 |
0102 |
0046 |
0346 |
00, 18 |
96434086 |
У закрепляемой в приспособлении детали обрабатывается поверхность внутренняя цилиндрическая базовая на меньшей бобышке в соответствии с массивом оснащаемых технологических операций, 6-у признаку присваивается код 243.
Приспособление применяется для установки и закрепления детали, поэтому 7-й признак в соответствии с табл. 1 обозначается кодом 1. Приспособление по своей конструкции относится к неразборным специальным (НСП), поэтому 8-у признаку присваивается код 4 по табл. 2.
Приспособление используется на сверлильной операции, в связи с чем по табл. 3 9-й признак получает код 02.
При условии, если трудоемкость проектирования приспособления равна 20 ч, трудоемкость изготовления 40 ч, а затраты на проектирование составляют 14 руб., на изготовление - 136 руб., коды этих признаков имеют вид: 0020 0040 0014 0136. Данные о трудоемкости и затратах на проектирование получают в конструкторском бюро при отделе главного технолога, а о трудоемкости и затратах на изготовление - в отделе инструментальной подготовки (ОИП). Коды характеризуют целые значения соответственно трудоемкости и затрат.
Если время на установку детали в приспособление, взятое из операционной карты, равно 0,2 мин, то код 14-го признака 0020.
При записи кода времени установки первые два знака слева характеризуют целое число минут, третий и четвертый знаки соответственно - десятые и сотые доли минуты.
Данному приспособлению присвоен шифр (чертежный номер) 9643-4086, его код запишется в виде 96434086.
Полный код приспособления имеет вид: 74.03.1.4.11.243.1.4.02.00.20.0040.0014.0136.0020.96434086. В полном коде приспособления коды отдельных признаков (реквизитов) разделяются точками.
Полученные аналогичным образом коды всех приспособлений, необходимых для изготовления деталей, включенных в классификатор деталей, хранятся в памяти ИПС. Фрагмент этих кодов представлен в табл. 4. В этой таблице над кодами в верхней строке проставлены цифры, указывающие порядковые номера признаков (реквизитов) в полном коде приспособления.
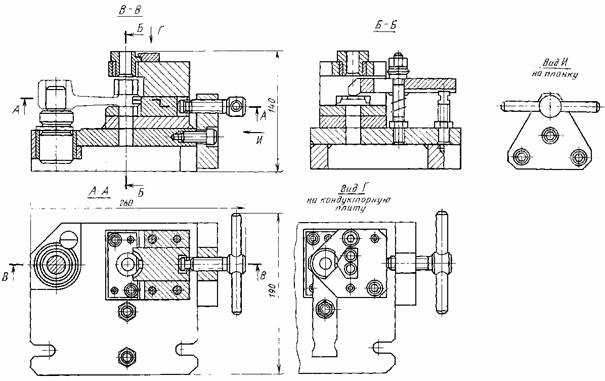
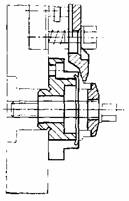
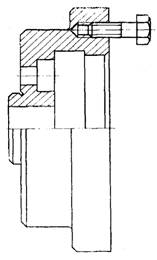
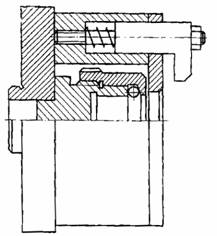
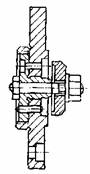
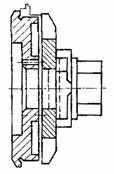
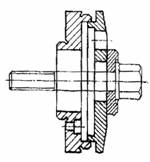
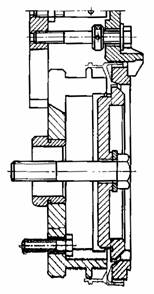
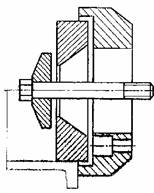
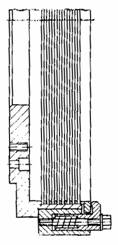
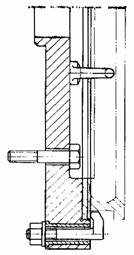
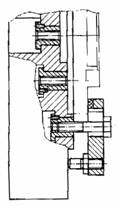
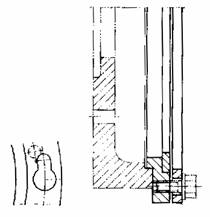
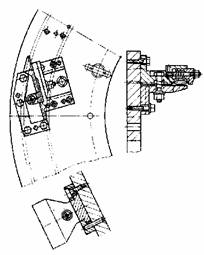
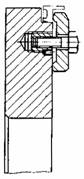
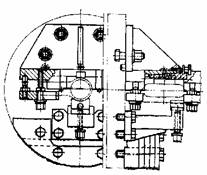
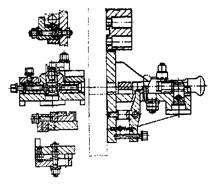
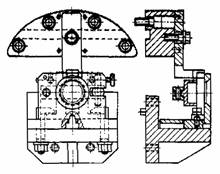
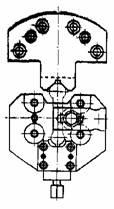
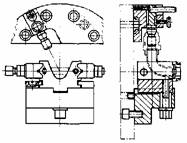
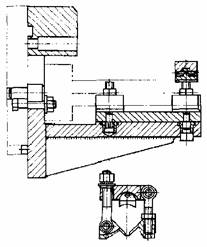
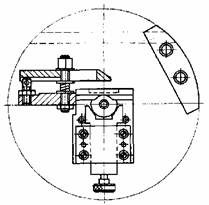
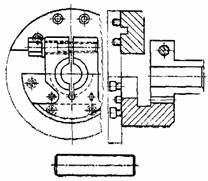
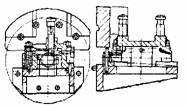
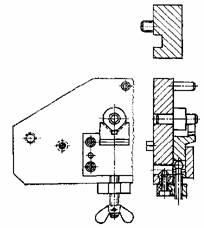
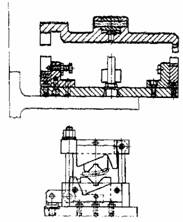
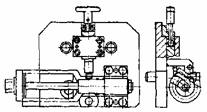
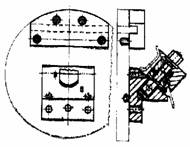
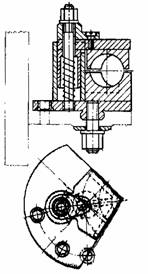
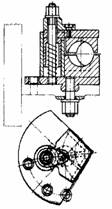
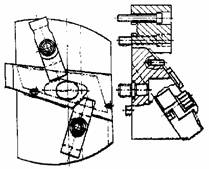
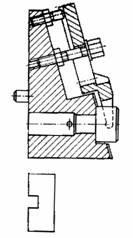
Рис. 2. Конструкция приспособления для обработки отверстия в неплоском рычаге
Информационный массив представляет собой закодированные подобным образом приспособления, необходимые для изготовления деталей. Он находится в памяти ЭВМ, отсортированный по первым шести признакам каждого приспособления, устанавливающим его связь с конструкцией обрабатываемой детали, что позволяет сгруппировать, приспособления по общности конструктивно-технологических признаков и сократить трудоемкость выбора необходимых компоновок.
В качестве примера в табл. 4 представлен фрагмент информационного массива компоновок приспособлений, предназначенных для обработки отверстия Ø 6,5Н14 детали, показанной на рис. 2 РД 50-534-85, объединенных в одну группу по признаку, характеризующему степень их влияния на продолжительность операции:
1 - универсальное приспособление (установка детали на столе с креплением болтами и планками);
2 - приспособление, показанное на рис. 2;
3 - приспособление, показанное на рис. 2, механизированное.
Массив приспособлений разделяется по видам оборудования (токарное, сверлильно-расточное, фрезерное и т.д.), что позволяет выбор приспособлений оптимизировать с учетом групп и типов металлорежущих станков, на которые они устанавливаются.
3. ПРАВИЛА ФОРМИРОВАНИЯ МАССИВА ДЛЯ ИПС-II
Информационный массив конструкций станочных приспособлений связан с массивом технологических операций в ИПС-II через комплексный код, включающий следующие классификационные признаки, определяющие деталеоперации приспособлениями и оборудованием:
«Обозначение чертежа общего вида приспособления»,
«Модель станка»,
«Группа сложности»,
«Трудоемкость»,
«Наличие»,
«Конструкторская схема приспособления» (КСП),
«Размеры ГБ, НБ и ОБ»,
«Размеры установочной зоны в приспособлении»,
«Габаритные размеры приспособления»,
«Схема классификации приспособления»,
«Тип приспособления»,
«Количество одновременно обрабатываемых деталей»,
«Расположение главного привода»
«Степень автоматизации»,
«Конструкция зажимного механизма»,
«Вид энергии. Усилие зажима»,
«Конструкторское бюро. Конструктор»,
«Дата проекта».
Комплексный код, кроме данных о проектировании, изготовлении и использовании приспособления, несет информацию о расположении баз обрабатываемой детали (ГБ, НБ, ОБ) относительно ответных баз приспособления, устройств зажима и усилий, действующих на деталь.
3.1. «Обозначение чертежа общего вида приспособления».
Графа признака имеет две части, отделенные друг от друга разделителем (,). В первую часть следует занести номер приспособления из углового штампа чертежа, во вторую - шифр изделия, на которое спроектировано приспособление; при его отсутствии необходимо ставить код «1».
Все разделители в обозначении чертежа приспособления следует заменить на разделитель (,).
Примечание. При заполнении графы необходимо учитывать, что количество символов не должно превышать для первой части - 30, для второй - 15.
3.2. Под базовой частью следует понимать постоянную (неизменяемую) часть компонуемого наладочного приспособления, используемого для группы деталей. Базовая часть предназначена для установки и фиксации сменных наладок или непосредственно обрабатываемых деталей и содержит зажимной механизм. Примером базовой части служит пневмогидравлический стол, групповое переналаживаемое приспособление, применяемое с наладками и т.д.
3.3. Признак «Модель станка» заносится в графу кодировочной ведомости в том виде, как указано в угловом штампе чертежа общего вида приспособления или в технологическом процессе. Разделители внутри шифра модели станка не проставляются.
Если приспособление может устанавливаться на различные модели станков, в кодировочную ведомость следует занести одну из указанных моделей станка (табл. 5).
3.4. В соответствии с нормами времени, существующими на заводе для проектирования приспособлений, в графу «Группа сложности» заносится цифровой шифр сложности кодируемого приспособления. Так, приспособление соответствует III группе сложности, в строку следует заносить код 3, V группе сложности - код 5 и т.д.
Таблица 5
Пример заполнений графы «Модель станка»
|
Обозначение модели станка в угловом штампе чертежа, приспособления |
Запись в графу |
|
1Д62М |
1Д62М |
|
1К62, ДИП-200 |
1К62 |
|
ТОМ-212 |
ТОМ 212 |
|
6Н82Г |
6Н82Г |
3.5. В графу «Трудоемкость» заносится время (в нормо/ч) или стоимость (в руб.) изготовления кодируемого приспособления. Данные берутся из нормы времени предприятия или по фактическим трудозатратам.
Примечание. При заполнении графы «Трудоемкость» необходимым условием для каждого предприятия является занесение в строку или только трудоемкости, или только стоимости изготовления.
3.6. В графу «Наличие» заносится шифр цеха, где применяется кодируемое приспособление.
3.7. Признак «Конструкторская схема приспособления» (КСП) содержит информацию об ответных установочных поверхностях приспособления для установки и закрепления детали в приспособлении и состоит из следующих характеристик:
характеристика установочных базовых поверхностей для ГБ, НБ, ОБ приспособления (табл. 6);
Таблица 6
Характеристика установочных поверхностей для ГБ, НБ, ОБ приспособления
|
00 |
Без базовой поверхности |
00 |
|||||
|
Плоскость |
Гладкая |
11 |
Резьбовая поверхность |
Гладкая |
Наружная |
51 |
|
|
С выступом |
12 |
Внутренняя |
52 |
||||
|
С выборкой |
13 |
Ступенчатая |
Наружная |
53 |
|||
|
Резерв |
14 - 15 |
Внутренняя |
54 |
||||
|
Цилиндрическая поверхность |
Бесступенчатая |
Наружная |
21 |
Резерв |
55 - 56 |
||
|
Внутренняя |
22 |
Поверхность правильного многогранника |
Многогранная |
Наружная |
61 |
||
|
Ступенчатая |
Наружная |
23 |
Внутренняя |
62 |
|||
|
Внутренняя |
24 |
Наружная |
63 |
||||
|
Шлицевая |
Наружная |
25 |
Внутренняя |
64 |
|||
|
Внутренняя |
26 |
Резерв |
65 - 66 |
||||
|
С лыской (ромбическая) |
Наружная |
27 |
Криволинейная поверхность |
Наружная |
71 |
||
|
Внутренняя |
28 |
Внутренняя |
72 |
||||
|
Цанга |
Наружная |
29 |
Резерв |
73 - 74 |
|||
|
Внутренняя |
30 |
Центр |
Наружный |
81 |
|||
|
Коническая поверхность |
Наружная |
31 |
Внутренний |
82 |
|||
|
Внутренняя |
32 |
Комбинированный |
83 |
||||
|
Резерв |
33 - 34 |
Линия |
91 |
||||
|
Сферическая поверхность |
Наружная |
41 |
Точка |
92 |
|||
|
Внутренняя |
42 |
Резерв |
93 - 99 |
||||
|
Резерв |
43 - 44 |
||||||
положение оси или плоскости ГБ относительно оси шпинделя или плоскости стола станка (табл. 7);
подвижность и положение оси или плоскости НБ, ОБ относительно оси или плоскости ГБ (табл. 8);
направление силового зажима (табл. 9).
3.7.1. Для определения ГБ в случае, когда главная и вспомогательная базовые поверхности трудно различимы (отнимают у детали одинаковое количество степеней свободы), необходимо за ГБ принимать поверхность, воспринимающую основные усилия зажима.
Таблица 7
Положение оси плоскости ГБ относительно оси шпинделя или плоскости стола станка
|
ØØ |
||||
|
Фиксированное |
перпендикулярное |
Подвижность установочной поверхности приспособления относительно оси или приспособления |
Неподвижно |
11 |
|
Вращается |
12 |
|||
|
Перемещается |
13 |
|||
|
параллельное |
Неподвижно |
21 |
||
|
Вращается |
22 |
|||
|
Перемещается |
23 |
|||
|
под углом |
Неподвижно |
31 |
||
|
Вращается |
32 |
|||
|
Перемещается |
33 |
|||
|
параллельное смещение оси или плоскости |
Неподвижно |
41 |
||
|
Вращается |
42 |
|||
|
Перемещается |
43 |
|||
|
Нефиксированное |
90 |
|||
Таблица 8
Подвижность и положение оси или плоскости НБ, ОБ относительно оси или плоскости ГБ
|
Фиксированное |
Нефиксированное |
||||||
|
Неподвижно |
Подвижно |
||||||
|
перпендикулярное |
параллельное |
под углом |
перпендикулярное |
параллельное |
под углом |
||
|
Ø |
1 |
2 |
3 |
4 |
5 |
6 |
9 |
Таблица 9
Классификация и кодирование способов зажима детали
|
Верхний |
Боковой |
Потолочный |
Под углом |
|
|
Ø |
1 |
2 |
3 |
4 |
3.7.2. В случае базирования детали в приспособлении с использованием люнета, его следует условно принимать за одну из вспомогательных базовых поверхностей.
3.7.3. Если установочные элементы приспособления (штыри, пальцы, опоры, разрезные втулки, оправки и др.) образуют такое расположение точек, через которые можно провести окружность, подобную поверхность следует отнести к цилиндрической гладкой поверхности.
3.7.4. Установочную поверхность следует классифицировать как «линию» в случае, если деталь базируется на две точечные опоры (упорные штыри, штифты, винты и т.д.).
3.7.5. Установочная поверхность - «точка», если деталь базируется на одну точечную опору (штырь, штифт, винт и т.д.).
При базировании на точечную опору положение установочной поверхности следует условно считать «нефиксированным».
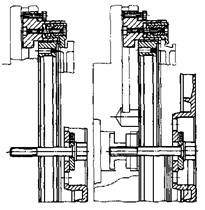
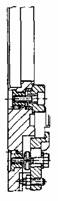
3.7.6. Направление силового зажима по отношению к установочным базовым поверхностям определяется в соответствии с рис. 3, 4.
3.7.7. Коды конструкторской схемы приспособления следует переносить в графу кодировочной ведомости из табл. 6, 7, 8, 9, строго соблюдая следующий порядок в их простановке:
характеристика установочной ГБ (см. табл. 6);
положение оси или плоскости ГБ относительно оси шпинделя или плоскости стола станка (см. табл. 7);
направление силового зажима (см. табл. 9);
характеристика установочной НБ (см. табл. 6);
подвижность и положение оси или плоскости НБ относительно ГБ (см. табл. 8);
направление силового зажима (см. табл. 9);
характеристика установочной ОБ (см. табл. 6);
подвижность и положение оси плоскости ОБ относительно ГБ (см. табл. 8);
направление силового зажима (см. табл. 9).
Все указанные характеристики записываются подряд без разделителей.
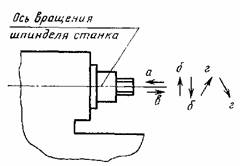
Рис. 3. Направление силового зажима при вращающейся детали

Рис. 4. Направление силового зажима при вращающейся детали:
а - верхний; б - боковой; в - потолочный; г - под углом
3.8. В графы кодировочной ведомости «Размер ГБ», «Размер НБ» и «Размер ОБ» заносятся их значения из чертежа общего вида приспособления.
Примечание. Правила занесения размерных характеристик в графы могут применяться в зависимости от производственной ситуации.
Каждая из граф имеет четыре части отделенных друг от друга разделителями (,), которые разделяют координатные размеры ГБ, НБ, ОБ.
3.9. Графа «Размер установочной зоны в приспособлении» содержит информацию о возможности установки и закрепления детали в приспособлении.
Размеры необходимо брать из чертежа общего вида приспособления.
Размер берется от опорной поверхности обрабатываемой детали (ГБ, НБ или ОБ) до точки приложения основного усилия зажима.
Графа имеет две части, отделенные друг от друга разделителем (,). В первую часть необходимо занести наименьшее значение размера, во вторую - наибольшее.
3.10. Габаритные размеры приспособления проставляются в соответствующую графу кодировочной ведомости и из чертежа общего вида:
для приспособления токарных, круглошлифовальных (заготовка вращается) заносится диаметр и длина приспособления (L´D);
для фрезерных, сверлильных приспособлений (заготовка перемещается или неподвижна) заносятся значения ширины, высоты и длины (L´D´H).
3.11. Схема классификации приспособления.
В графу «Схема классификации» заносится код схемы классификации приспособления.
3.12. Тип приспособления.
В графу «Типовое приспособление» заносятся следующие коды:
самоцентрирующие - 1;
несамоцентрирующие - 2.
3.13. Количество одновременно обрабатываемых деталей.
В графу «Количество обрабатываемых деталей» заносятся сведения о числе одновременно обрабатываемых деталей в приспособлении.
3.14. В приспособлении расположение силового привода может быть встроенным и выносным. Расположение привода дает представление об общей компоновке приспособления. Встроенным силовым приводом считается привод, если он расположен внутри или непосредственно на приспособлении, когда все элементы силового привода и базовой части приспособления составляют единую конструкцию и жестко связаны между собой. Выносным считается привод, который не является непосредственно элементом конструкции приспособления и устанавливается отдельно от него.
Примерами силового привода могут служить пневмогидростолы к наладкам, электро- и пневмо-гидроприводы на конце шпинделя для токарных патронов и др.
В графу «Расположение силового привода» заносятся следующие коды:
встроенный силовой привод - 1;
выносной силовой привод - 2.
3.15. В графу «Степень автоматизации» заносится информация об уровне механизации станочных приспособлений, которые делятся по способу закрепления детали на следующие коды:
автоматические - 1;
неавтоматические - 3;
полуавтоматические - 2.
3.16. В графу «Конструкция зажимного механизма» заносится информация о конструкции зажимного механизма в приспособлении.
Названия конструкций зажимных механизмов и соответствующие им коды приведены в табл. 10 и берутся из чертежа общего вида. Графа разбита на подграфы: «ГБ», «НБ», «ОБ». Для каждого зажимного механизма приспособления определяется, к какой из базовых поверхностей приложено усилие зажима, и информация о его конструкции вносится в соответствующую подграфу. Если к какой-либо базовой поверхности приложено усилие зажима одного механизма, то заполняется только первая часть соответствующей подграфы, если двух, то заполняются обе.
3.17. Графа «Вид энергии. Усилие зажима» содержит информацию о виде энергии, приводящей зажимной механизм в действие, а также величину усилия в ньютонах. Вид энергии и соответствующие им коды (табл. 11) берутся из чертежа общего вида приспособления.
Каждая базовая поверхность (ГБ, НБ, ОБ) в графе имеет две части, отделенные друг от друга разделителями (,). В первую часть следует занести вид энергии, во вторую - наибольшее усилие зажима. Данные проставляются в соответствующей базовой поверхности. При наличии двух зажимных механизмов к одной из базовых поверхностей, в графу необходимо занести вид энергии и усилие зажима основной конструкции зажимного механизма.
3.18. В графу «Дополнительные признаки» заносится информация, уточняющая конструкцию приспособления.
Таблица 10
Конструкция зажимного механизма
|
Код |
Наименование |
Код |
|
|
|
Без зажимного механизма |
01 |
Зажим быстродействующий отводной (байонетный, резьбовой с откидным упором, с замкнутым упором, зажим быстродействующий откидной) |
15 |
|
|
Кулачковый |
03 |
|
||
|
Двухкулачковый |
03 |
|
||
|
Трехкулачковый |
04 |
|
||
|
Четырехкулачковый |
05 |
Клиновой |
16 |
|
|
Тисочный (тиски, центрирующая призма, кондукторная плита) |
06 |
Тангенциальный |
17 |
|
|
Поводковый (хомут) |
18 |
|
||
|
Цанговый |
07 |
Центр (конус) |
19 |
|
|
Плунжерный |
08 |
Прихваты (Г-образный) |
20 |
|
|
Гидропластный |
09 |
Рычажный |
21 |
|
|
Пружинный (мембранный, тарельчатая шайба) |
01 |
Шарнирно-рычажный простой |
22 |
|
|
Шарнирно-рычажный комбинированный |
24 |
|
||
|
Винтовой (резьбовой) |
11 |
Шарнирно-рычажный двойного действия с доведением до базы |
25 |
|
|
Быстросъемная шайба (камертон, откидная планка) |
12 |
|||
|
Шарнирно-рычажный откидывающийся |
23 |
|
||
|
Заклинивающим роликом |
13 |
Шарнирно-рычажный двойного, тройного и т.д. действия, откидывающийся с доведением до базы |
26 |
|
|
Эксцентриковый |
14 |
|||
|
Оправка трения |
27 |
|
Таблица 11
Вид привода
|
Код |
Наименование |
Код |
|
|
Ручной |
1 |
Магнитный (постоянный магнит) |
6 |
|
Пневматический |
2 |
Вакуумный |
7 |
|
Гидравлический |
3 |
Силы тяжести |
8 |
|
Электромеханический |
4 |
Инерционный |
9 |
|
Электромагнитный |
5 |
Прочие (химический, термический и др.) |
10 |
Состав дополнительных признаков и последовательность их записи для каждого вида приспособлений устанавливается предприятием самостоятельно.
Пример записи дополнительной информации о детали см. в приложении 1.
3.19. Информация о деталеоперациях и приспособлениях в виде комплексных кодов вносится в память ЭВМ, образуя базу данных ИПС-II. База данных может быть использована в двух режимах: заимствования и унификации.
3.20. Работа режима заимствования реализуется преимущественно на стадии проектирования технологических процессов на детали новых изделий. На этом этапе осуществляется поиск приспособлений-аналогов для их полного или частичного заимствования.
3.21. Работа режима унификации реализуется при проектировании унифицированной переналаживаемой оснастки, а также при установлении связи между деталеоперациями и существующей оснасткой.
3.22. Блок-схема организации проведения унификации и заимствования приспособлений приведена на рис. 5.
4. ПРАВИЛА ФОРМИРОВАНИЯ МАССИВА ДЛЯ ИПС-III
Информационным массивом технологической оснастки являются чертежи спроектированных ранее и вновь выпускаемых приспособлений, имеющих систему классификации, состоящую из:
иллюстрированных классификационных карт на разновидности приспособлений;
кодировочных таблиц на конструктивные признаки приспособлений;
массива перечней на группы однотипных разновидностей приспособлений;
переводника шифров действующей оснастки на систему кодов классификатора;
картотек учета выпуска чертежей;
подсистемы поиска аналогов чертежей по классификационным обобщенным разновидностям классификатора и их микрошифрам.
Иллюстрированный классификатор приспособлений (ИКП) представляет собой систематизированный свод обобщенных разновидностей представителей, сгруппированных по общим однородным конструктивным признакам приспособлений.
В качестве классификационных признаков используются основные элементы приспособлений, которые в сочетании с конструктивными признаками определяют их назначение.
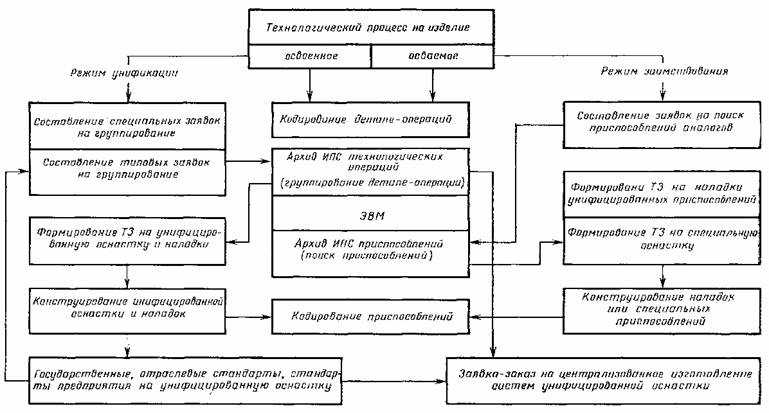
Рис. 5. Блок-схема организации проведения унификации и заимствования станочных приспособлений
4.1. Формирование информационного массива проводится в два этапа (рис. 6, РД 50-533-85).
Первый этап: разработка полного каталога ИКП на всю механообрабатывающую оснастку (токарная, фрезерная, сверлильная, шлифовальная, зубообрабатывающая, сварочная и т.д.); унификация; разработка типовых конструкций для каждой разновидности приспособлений; сокращение и отбор номенклатуры приспособлений; формирование и составление перечней и другой сопроводительной документации.
Второй этап: микрофильмирование чертежей отработанной номенклатуры приспособлений; изготовление микрофиш для поискового устройства и внедрение видеотерминала для вывода изображения чертежа на экран.
4.2. На первом этапе через перечни представителей разновидностей групп производится хранение, поиск и выдача шифров документов (чертежей) и их адреса хранения.
Схема классификации приспособлений группы механической обработки приведена в табл. 12.
Таблица 12
СХЕМА
классификации приспособлений для механической обработки (в системе
иллюстрированного классификатора приспособлений)
|
Наименование вида |
Наименование разновидностей |
|
|
Разновидности конструкций приспособлений шлифовальной подгруппы |
||
|
60 |
Приспособления для плоской шлифовки |
Магнитные плиты, электроплиты, многоместные, магнитные круглые столы, закрепляемые на станине станка или магнитном столе и т.д. |
|
61 |
Для наружной (круглой) шлифовки |
Центры, хомутики, люнеты, оправки, планшайбы, поводковые патроны, планшайбы на шпиндель, в конус |
|
62 |
Для шлифовки внутренней |
Патроны механические цанговые, планшайбы в шпиндель |
|
63 |
Для бесцентрового шлифования |
Направляющие ножи, центры |
|
64 |
С гидропластмассой |
Зажимные, центрирующие |
|
65 |
Заточные |
Для правки шлифовальных кругов |
|
Разновидности конструкций приспособлений токарной подгруппы |
||
|
70 |
Детали, сборочные единицы, заготовки |
Цанги, резьбовые разрезные кольца, гладкие разрезные кольца и втулки, крепежные прихваты, делительные диски, фиксирующие и делительные устройства, зажимные и разжимные устройства, винтовые опоры и поджимы, диски установочные, штыри, стопоры в сборе, шагоискатели, колодки фиксаторы, планшайбы, плиты, кольца, штребели, червячные передачи в сборе, цанговые головки в сборе, заготовки и т.д. |
|
71 |
Патроны |
Механические, механизированные, поводковые, цанговые, мембранные, пневматические и гидравлические, магнитные, несамоцентрирующие и т.д. |
|
72 |
Планшайбы |
Станочные (фланцы), гладкие заготовки, гладкие с резьбовыми отверстиями для установки сменных накладок типа «угольник», гладкие с центральным установочным отверстием, поводковые, кулачковые, с радиальными Т-образными пазами двух размеров, с круговыми Т-образными пазами двух размеров, с круговыми Т-образными пазами, с переустанавливаемыми секторами, с разжимными секторами со стойками с радиальными Т-образными пазами и переставляемыми штырями образующих диаметры для установки колец и деталей, с параллельно расположенными Т-образными пазами двух размеров и переставляемыми штырями, образующих диаметр для установки колец и деталей и т.д. |
|
73 |
Приспособления на базе планшайб |
С горизонтальной осью поворота, с вертикальной осью поворота, для установки детали со смещением с делительным устройством, с креплением детали вдоль оси станка, с креплением детали перпендикулярно оси станка, с креплением детали наклонно оси станка, с креплением по центру, поворотные и передвижные, с различным расположением осей |
|
74 |
Приспособления с гидропластмассой |
Зажимные, центрирующие |
|
75 |
Оправки |
Центровые конусные, цилиндрические, шпиндельные, конусные, шпиндельные цилиндрические, шпиндельные цилиндрические резьбовые, центровые цилиндрические со сменными стаканами и т.д. |
|
76 |
Хомутики |
С прямым поводком и нажимным винтом, с отогнутым поводком и нажимным винтом, с прямым поводком гладкой цилиндрической поверхностью зажимной, шарнирные зажимные, с отогнутым поводком гладкой цилиндрической поверхностью зажимной, поводковые с фасонным профилем, поводковые с фиксацией, гладкие со стопорным винтом без поводка, поводковые ступенчатые с резьбой, гладкие зажимные с пазом, фасонные зажимные с пазом, поводковые с нажимными кулачками, разъемные, самозажимные, поводковые гладкие с конусной поверхностью и т.д. |
|
77 |
Центры |
Неподвижные острые и грибообразные, полуцентры неподвижные острые и грибообразные, неподвижные поводковые, неподвижные со специальным профилем поверхности поджима, вращающиеся острые и грибообразные, неподвижные обратные и вращающиеся, полуцентры обратные, плавающие неподвижные, плавающие вращающиеся и поводковые, самоустанавливающиеся, переналаживаемые, специальные острые и грибообразные и т.д. |
|
78 |
Разные |
|
|
79 |
Наладки сменные |
С установкой на базовые переналаживаемые приспособления по: направляющему штырю, переходным штырям, направляющим штырям образующих окружность, секторам, растачиваемым кулачкам, выверке, цилиндрическим и коническим фиксирующим штырям, фиксирующим пальцам, штырям, призмам и т.д. |
|
Разновидности конструкций приспособлений фрезерной подгруппы |
||
|
80 |
Приспособления делительные переналаживаемые |
Делительные головки, делительные столы с ручным приводом, делительные столы со сквозным центральным отверстием, делительные с пневмоприводом диска, делительные с пневмозажимом деталей, делительные полуавтоматические, делительные столы с приставками-фиксаторами, планшайбы к делительным столам, делительные двухпозиционные, делительные агрегатированные, делительно-зажимные пневматические, делительно-зажимные автоматические, делительные с горизонтальной осью поворота |
|
81 |
Приспособления делительные наклонные переналаживаемые |
Столы делительные наклонные с ручным приводом, делительные наклонные с пневмоприводом |
|
82 |
Приспособления поворотные переналаживаемые |
Столы поворотные с ручным приводом, столы наклонно-поворотные с ручным приводом, поворотные с горизонтальной осью вращения, поворотные образующие радиус |
|
83 |
Угольники переналаживаемые |
Угольники с Т-образными пазами |
|
84 |
Тиски переналаживаемые |
С ручным приводом зажима поворотные, с пневмоприводом поворотные, двухпозиционные с пневмоприводом, неповоротные с пневмоприводом, синусные с ручным приводом |
|
85 |
Приспособления одногнездные с зажимом прихватами |
С креплением прижимных прихватов, прижимной скобой |
|
86 |
Одногнездные неподвижные переналаживаемые |
Плиты-подставки круглые с Т-образными пазами с ручным пневмоприводом, плиты-подставки прямоугольные с Т-образными пазами, планшайбы для долбления зуба Многогнездные неподвижные переналаживаемые: плиты двух-, трехгнездные прямоугольные с гидроприводом Подставки одногнездные неподвижные переналаживаемые, подставки с центральным зажимом, подставки с центрированием по центру поводковые |
|
87 |
С гидропластмассой |
Зажимные, центрирующие |
|
88 |
Копировальные |
|
|
89 |
Разные |
|
|
Разновидности конструкций приспособлений сверлильной и расточной подгруппы |
||
|
90 |
Кондукторы скальчатые |
Одноколонные с быстродействующим замком, одноколонные пружинные, двухколонные с быстродействующим замком |
|
91 |
Кондукторы накладные |
Для установки по: диаметру без закрепления, диаметру с закреплением, контуру без закрепления, контуру с закреплением |
|
92 |
Кондукторы закрепляемые переналаживаемые |
Поворотно-делительные, передвижные и неподвижные, стойки с горизонтальной осью вращения, столы вертикальные поворотные, стойки поворотно-делительные наклонные, делительные двухпозиционные, угольники, наклонно-делительные, наклонные с постоянным углом |
|
93 |
Кондукторы закрепляемые расточные |
На поворотных столах, на столе станка, столы вращения |
|
94 |
Кондукторы подводимые |
Для одного отверстия с зажимом, без зажима, несколько отверстий с зажимом, без зажима, делительные, передвижные для непрерывного сверления, с поджимной губкой от пневмопривода, кулачковые, в призмах |
|
95 |
Кондукторы перекидные переналаживаемые |
Двух-, трех-, четырех-, пятиплоскостные, поворотно-делительные, многоплоскостные и т.д. |
|
96 |
Кондукторы с гидропластмассой |
Зажимные, центрирующие |
|
97 |
Кондукторы незакрепляемые переналаживаемые |
Наклонные и наклонно-делительные цанговые с пневмоприводом, подставки для установки кондукторов под углом с фиксированным углом регулируемые |
|
98 |
Кондукторы-плиты |
Подставки жесткие для плит-кондукторов, подставки двухстоечные для сменных плит-кондукторов, подставки с редуктором, подставки с установочно-делительным устройством и т.д. |
Схема классификатора приспособлений показана на рис. 6.
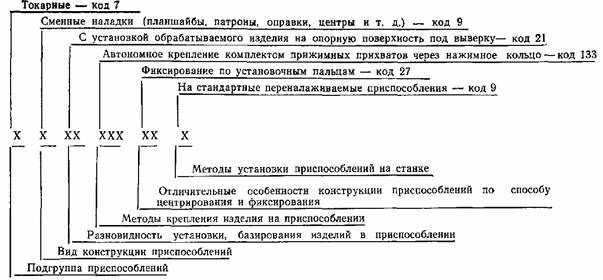
Рис. 6. Схема классификатора приспособлений
В качестве примера в приложении 2 даны виды конструкций и значность их кодов для приспособлений токарной подгруппы,
в приложении 3 - разновидности установки и базирования изделий в приспособлении и значность их кодов,
в приложении 4 - отдельные методы крепления изделия на приспособлении и значность их кодов,
в приложении 5 - отличительные особенности конструкции приспособления по способу его центрирования и фиксирования,
в приложении 6 - методы установки приспособлений на станке.
4.3. Согласно адресным шифрам, полученным на первом этапе, осуществляется выдача микрофильмированной информации через поисковые устройства и терминалы.
Информация в виде микрофиш распределяется в соответствии с перечнями обобщенных представителей групп однотипных видов конструкций приспособлений.
В качестве примера в приложении 7 приведен перечень к иллюстрированному классификатору приспособлений вида «Патроны четырехкулачковые».
Пример условного обозначения по классификатору токарного патрона, фиксируемого на стандартном переналаживаемом приспособлении по установочным пальцам, в котором изделие устанавливается на опорную поверхность под выверку и закрепляется комплектом зажимных прихватов через нажимное кольцо:
В табл. 13 показаны примеры микрофиш конструкций обобщенных представителей групп однотипных приспособлений, относящихся к виду «Наладки сменные».
Приспособления одного типа группируются в пакет, информация о котором представляется в виде таблицы, показанной на рис. 7, где закодированы конкретные конструкции приспособлений, предназначенные для обработки изделий с определенными параметрами (основной конструктивный параметр изделия, определяющий конструкцию приспособления, указывается в ячейках таблицы).
В каждой ячейке указаны основные конструктивные параметры изделий, для обработки которых используются приспособления, имеющие соответствующий код.
Например, приспособления, используемые для обработки изделий Ø50 мм, имеют код D7, D8, D9, D10.
В таблице указывается код приспособления (в приведенном примере - 7902098009), а в первой ячейке - основной конструктивный параметр изделия, обрабатываемого в приспособлении, обобщенном представителе группы.
4.4. Смотровые терминалы должны находиться непосредственно на рабочих местах в конструкторских или технологических бюро.
При использовании автоматизированного поиска в ЭВМ вводится содержание информационных материалов иллюстрированного классификатора приспособлений с адресами их хранения на микрофишах (кассетах).
4.5. Кодирование приспособлений осуществляется шифровым кодом. В структуре классификационного кода приспособлений за каждым признаком закрепляется определенная позиция и значность, т.е. реквизиты в классификационных картах расположены в определенной последовательности для обеспечения поиска, механизированной и автоматизированной обработки (см. рис. 6).
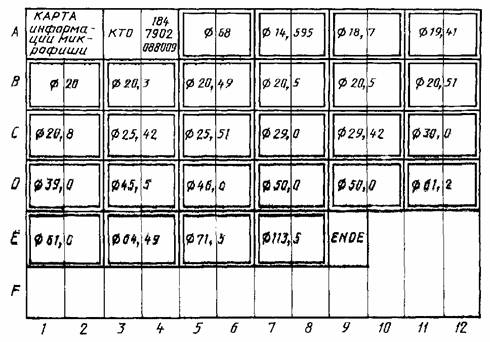
Рис. 7. Пример копировочной таблицы однотипных приспособлений




Классификационная карта иллюстрированного классификатора технологической оснастки
Подгруппа: 79 Приспособления: токарные Таблица 13
|
Разновидности |
Методы установки приспособления на станок |
|||||||||||||
|
Наименование |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||||
|
|
Обозначение и содержание разновидностей |
|
||||||||||||
|
7901001009 |
7901014009 |
7901003009 |
7901018009 |
7901042009 |
7901097009 |
7901039009 |
7901040009 |
|
|
|||||
|
Наладки сменные |
С установкой обрабатываемого изделия |
по наружной поверхности |
КРЕПЛЕНИЕ |
КРЕПЛЕНИЕ АВТОНОМНОЕ |
|
|||||||||
|
комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
болтом с быстросменной шайбой через центр |
комбинированное с перезакреплением одной поверхности на другую |
прижимными болтами через технологические отверстия |
комплектом прижимных Г-образных прихватов |
прижимной гайкой с упорной шайбой через центр |
комплектом прижимных отодвигаемых прихватов |
прижимным отодвигаемым прихватом |
|
|
на стандартные переналаживаемые приспособления |
||||
|
рис. 8 |
рис. 9 |
рис. 10 |
рис. 11 |
рис. 12 |
рис. 13 |
рис. 14 |
рис. 15 |
|
|
|||||
|
7902001009 |
7902014009 |
7902003009 |
7902015009 |
7902002009 |
7902018009 |
7902078009 |
7902080009 |
7902050009 |
7902077009 |
|||||
|
КРЕПЛЕНИЕ |
КРЕПЛЕНИЕ АВТОНОМНОЕ |
|||||||||||||
|
комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
болтом с быстросменной шайбой через центр |
комбинированное с перезакреплением одной поверхности на другую |
болтом по направляющей втулке через центр |
комплектом прижимных Г-образных прихватов, установленных в Т-образные пазы базовых приспособлений |
прижимными болтами через технологические отверстия |
прижимным рычажным и центральным болтовым устройством |
через систему прижимных шайб и болтового устройства |
прижимным отодвигаемым прихватом и упорными винтами |
откидной прижимной планкой (скобой) с качающейся пятой |
|||||
|
рис. 16 |
рис. 17 |
рис. 18 |
рис. 19 |
рис. 20 |
рис. 21 |
рис. 22, |
рис. 23 |
рис. 24 |
рис. 25 |
|||||
|
по внутренней поверхности |
7902089009 |
7902016009 |
7902017009 |
7902009009 |
7902020009 |
|
|
|
|
|
||||
|
КРЕПЛЕНИЕ |
|
|
|
|
|
|||||||||
|
автономное болтом с быстросменной шайбой через центр |
болтом через систему прижимных и качающейся шайб |
болтом с быстросменной шайбой по направляющей втулке через центр |
комбинированное комплектом прижимных прихватов через нажимное кольцо с перезакреплением по направляющей шайбе болтом через центр |
разжимным кольцом через шайбу центральным болтом на нажимной конус |
||||||||||
|
рис. 26 |
рис. 27 |
рис. 28 |
рис. 29 |
рис. 30 |
|
|
|
|
|
|||||
|
с установкой обрабатываемого изделия на кольце |
по наружной поверхности |
7923004009 |
7923136009 |
7923001009 |
7923013009 |
7923045009 |
7923042009 |
7923039009 |
7923065009 |
7923061009 |
|
|||
|
КРЕПЛЕНИЕ |
КРЕПЛЕНИЕ АВТОНОМНОЕ |
|
||||||||||||
|
комбинированное с перезакреплением одной поверхности на другую комплектом прижимных прихватов и центральным устройством |
комплектом прижимных прихватов, установленных в Т-образные пазы в расположении секторов |
комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
нажимным кольцом через комплект прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
комплектом прижимных Г-образных прихватов через нажимную шайбу |
комплектом прижимных Г-образных прихватов |
комплектом прижимных отодвигаемых прихватов |
замковой поворотной быстросменной прижимной шайбой (кольцом) |
нажимными кулачками и Г-образными прихватами зажимного устройства |
||||||
|
рис. 31 |
рис. 32 |
рис. 33 |
рис. 34 |
рис. 35 |
рис. 36 |
рис. 37 |
рис. 38 |
рис. 39 |
|
|||||
|
по внутренней поверхности |
7924041009 |
7924098009 |
792410009 |
7924039009 |
7924007009 |
7924003009 |
7924006009 |
7924052009 |
7924041009 |
|
||||
|
КРЕПЛЕНИЕ АВТОНОМНОЕ |
КРЕПЛЕНИЕ |
|
|
|||||||||||
|
комплектом прижимных поворотных прихватов |
через систему прижимных шайб, по направляющему штырю гайкой |
направляющей втулкой с быстросменной шайбой и гайкой |
комплектом прижимных отодвигаемых прихватов |
комбинированное с перезакреплением внутренним и наружным расположением прихватов |
комбинированное с перезакреплением одной поверхности на другую |
комбинированное с перезакреплением прижимных прихватов и замковой поворотной быстро-съемной шайбой (кольцом) |
автономное с внутренним расположением прижимных отодвигаемых прихватов |
|
||||||
|
|
рис. 40 |
рис. 41 |
рис. 42 |
рис. 43 |
рис. 44 |
рис. 45 |
рис. 46 |
рис. 47 |
|
|
||||
|
по наружной и внутренней поверхности |
7922011009 |
7922003009 |
7922039009 |
|
|
|
|
|
|
|
||||
|
КРЕПЛЕНИЕ |
|
|
|
|
|
|
|
|||||||
|
комплектом переустанавливаемых прихватов с внутренним и наружным расположением в платиках сменных наладок |
комбинированное с перезакреплением одной поверхности на другую |
автономное комплектом прижимных отодвигаемых прихватов |
|
|
|
|
|
|
||||||
|
рис. 48 |
рис. 49 |
рис. 50 |
|
|
|
|
|
|
|
|||||
|
по отверстиям |
7920001009 |
7920131009 |
|
|
|
|
|
|
|
|
||||
|
КРЕПЛЕНИЕ |
|
|
|
|
|
|
|
|
||||||
|
комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
автономное прижимными отодвигаемыми прихватами не симметрично расположенными центральной оси |
|||||||||||||
|
рис. 51 |
рис. 52 |
|
|
|
|
|
|
|
|
|||||
|
на опорную поверхность под выверку (без выверки) |
7921132009 |
7921001009 |
7921133279 |
7921134009 |
7921135009 |
7921102009 |
7921009009 |
7921018009 |
7921137009 |
|
||||
|
|
|
Фиксирование по установочным пальцам |
|
|
|
|
|
|
|
|||||
|
КРЕПЛЕНИЕ |
||||||||||||||
|
комплектом прижимных Г-образных прихватов, установленных на платиках и болтом с прижимной шайбой через центр |
комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
автономное комплектом прижимных прихватов через нажимное кольцо |
комбинированное с перезакреплением одной поверхности на другую комплектом прижимных прихватов и болтом через центр шайбой |
качающимся прижимным устройством |
автономное прижимными гайками через технологические отверстия |
комбинированное комплектом прижимных прихватов через нажимное кольцо с перезакреплением по направляющей шайбе болтом через центр |
прижимными болтами через технологические отверстия |
комплектом прижимных отодвигаемых прихватов с колодками |
||||||
|
|
|
рис. 53 |
рис. 54 |
рис. 55 |
рис. 56 |
рис. 57 |
рис. 58 |
рис. 59 |
рис. 60 |
рис. 61 |
|
|||
|
С установкой обрабатываемого изделий в различных плоскостях на угольнике относительно главной оси |
7907037009 |
7907086019 |
7907076019 |
7907111319 |
7907047369 |
7907037329 |
7907076379 |
7907046279 |
7907123309 |
|
||||
|
|
Центрирование цилиндрическим штырем |
Фиксирование |
|
|||||||||||
|
подпружиненным пальцем |
по штифтам и подводимой призме |
подвижным упором |
подвижной призмой |
по установленным пальцам |
конусным штырем и пальцем |
|||||||||
|
КРЕПЛЕНИЕ АВТОНОМНОЕ |
||||||||||||||
|
комбинированное комплектом прижимных прихватов и самоцентрирующими кулачками |
болтом по направляющей втулке со смещением от оси вращения |
прижимным устройством накидным прихватом (скобой) с качающейся пятой |
в разжимном цанговом патроне |
комплектом прижимных отодвигаемых прихватов и нажимной призмой |
комбинированное комплектом прижимных прихватов и самоцентрирующими кулачками |
прижимным устройством накидным прихватом (скобой) с качающейся пятой |
прижимным отодвигаемым прихватом и прижимной призмой |
в призматическом устройстве |
||||||
|
рис. 62 |
рис. 63 |
рис. 64 |
рис. 65 |
рис. 66 |
рис. 67 |
рис. 68 |
рис. 69 |
рис. 70 |
||||||
|
7907076389 |
7907040379 |
7907127209 |
7907042259 |
7907104339 |
7907075389 |
7907089379 |
7907064009 |
7907074009 |
|
|||||
|
Фиксирование |
|
|
|
|||||||||||
|
на жестких призмах |
подвижной призмой |
с выверкой по эталонному валику |
делительным устройством |
с упором в палец |
на жестких призмах |
подвижной призмой |
||||||||
|
7907076380 |
7907040379 |
7907127209 |
7907042259 |
7907104339 |
7907075389 |
7907089379 |
7907064009 |
7907074009 |
|
|||||
|
КРЕПЛЕНИЕ АВТОНОМНОЕ |
|
|||||||||||||
|
прижимным устройством накидным прихватом (скобой) с качающейся пятой |
прижимным отодвигаемым прихватом |
обхватывающим разрезным хомутом |
комплектом прижимных Г-образных прихватов |
через винт прижимной призмой |
прижимным устройством накидным прихватом (скобой) сложной формы |
болтом с быстросменной шайбой через центр |
в самоцентрирующих призматических кулачках |
фиксирующим прижимным прихватом (скобой) |
||||||
|
рис. 71 |
рис. 72 |
рис. 73 |
рис. 74 |
рис. 75 |
рис. 76 |
рис. 77 |
рис. 78 |
рис. 79 |
|
|||||
|
7907081019 |
7907042379 |
7907095249 |
7907094259 |
7907043249 |
7907048239 |
7907040009 |
|
|
|
|||||
|
Центрирование цилиндрическим штырем |
Фиксирование |
|
|
|
||||||||||
|
подвижной призмой |
по направляющим штифтам |
делительным устройствам |
по направляющим штифтам |
по упорным штифтам |
|
|||||||||
|
КРЕПЛЕНИЕ АВТОНОМНОЕ |
||||||||||||||
|
болтом с быстро-съемной шайбой через центр наклонной оси |
комплектом прижимных Г-образных прихватов |
гайкой через специальную шайбу |
гайкой через шайбу |
поворотным Г-образным прихватом |
комплектом прижимных поворотных прихватов |
прижимным отодвигаемым прихватом |
||||||||
|
рис. 80 |
рис. 81 |
рис. 82 |
рис. 83 |
рис. 84 |
рис. 85 |
рис. 86 |
|
|
|
|||||
При отсутствии в общей схеме структуры кода станочных приспособлений того или иного конструктивного элемента, его место в схеме кода остается незаполненным и становится «0», или «00», или «000».
Кодирование всех элементов начинается с «1».
Присвоение шифров вновь разработанным чертежам производится кодом, который соответствует обобщенному представителю группы разновидности (аналогу), имеющемуся в классификационных картах ИКП (приложение 8).
Закодированные (зашифрованные) чертежи оформляются в соответствующей учетной карточке, согласно выбранному коду с присвоением ему порядкового номера (приложение 9),
При разработке новых видов и разновидностей приспособлений и составлении классификационных карт ИКП объектом кодирования являются рабочие чертежи, которые группируются по конструктивным признакам в однотипные группы с выделением обобщенного представителя разновидности для каждой группы (приложение 10). Признаки, не вошедшие в соответствующие кодировочные таблицы, вносятся дополнительно с присвоением им порядкового кода.
Вновь разработанные конструкции приспособлений, не нашедшие себе аналога разновидности в картах ИКП, должны вноситься как дополнение в классификационную сетку. Одновременно на них открывается карточка учета с заполнением всех реквизитов.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИМЕР ЗАНЕСЕНИЯ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ДЕТАЛИ
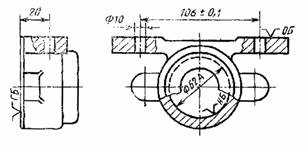
У детали необходимо просверлить два отверстия диаметром 10 мм. Деталь базируется на плоскость, перпендикулярно плоскости стола (ГБ), цилиндрическую поверхность (НБ) и плоскость, перпендикулярную относительно ГБ (см. рисунок).
Схема обработки отверстий у детали соответствует коду П - равномерное расположение отверстий в ряд.
Расстояние от обрабатываемого отверстия до ГБ, НБ, ОБ соответственно 20 мм, 53 мм, 0.
Запись дополнительной информации о детали будет выглядеть следующим образом:
Ц = (11,2 10, 106, 20, 53, 0)
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ВИДЫ КОНСТРУКЦИЙ ПРИСПОСОБЛЕНИЙ ТОКАРНОЙ ПОДГРУППЫ
|
Наименование вида |
Наименование разновидностей |
|
|
1 |
Патроны |
Механические Механизированные Поводковые Цанговые Мембранные Пневматические Гидравлические Магнитные Несамоцентрирующиеся |
|
2 |
Планшайбы |
Станочные (фланцы) Гладкие (заготовки) Гладкие с резьбовыми отверстиями С точными отверстиями для установки сменных наладок типа угольник Гладкие с центральным установочным отверстием Поводковые Кулачковые С радиальными Т-образными пазами одного размера С радиальными Т-образными пазами двух размеров С круговыми Т-образными пазами С переустанавливаемыми секторами С разжимными секторами Со стойками С радиальными Т-образными пазами и переставляемыми штырями, образующими диаметры для установки колец и деталей С параллельно расположенными Т-образными пазами двух размеров и переставляемыми штырями, образующими диаметр для установки колец и деталей |
|
3 |
Приспособление на базе планшайб |
С горизонтальной осью поворота С вертикальной осью поворота С наклонной осью поворота Для установки детали со смещением С делительным устройством С креплением детали вдоль оси станка С креплением детали перпендикулярно оси станка С креплением детали наклонно оси станка С креплением по центру Поворотные и передвижные С различным расположением осей |
|
4 |
Приспособления с гидропластмассой |
Зажимные Центрирующие |
|
5 |
Оправки |
Центровые конусные Центровые цилиндрические Шпиндельные конусные Шпиндельные цилиндрические Шпиндельные цилиндрические разжимные |
|
Шпиндельные цилиндрические резьбовые Центровые цилиндрические со сменными стаканами |
||
|
6 |
Хомутики |
С прямым поводком и нажимным винтом С отогнутым поводком и нажимным винтом С прямым поводком гладкой цилиндрической, поверхностью зажимной С отогнутым поводком гладкой цилиндрической поверхностью зажимной Шарнирные зажимные поводковые с фасонным профилем Поводковые с фиксацией Гладкие со стопорным винтом без поводка Поводковые Ступенчатые с резьбой Гладкие зажимные с пазом Фасонные зажимные с пазом Поводковые с нажимными кулачками Разъемные Самозажимные Поводковые гладкие с конусной поверхностью |
|
7 |
Центры |
Неподвижные острые Неподвижные грибообразные Полуцентры неподвижные острые Полуцентры неподвижные грибообразные Неподвижные поводковые Неподвижные со специальным профилем поверхности поджима Вращающиеся острые Вращающиеся грибообразные Неподвижные обратные Вращающиеся обратные Полуцентры обратные Плавающие неподвижные Плавающие вращающиеся Плавающие поводковые Самоустанавливающиеся Переналаживаемые Специальные острые и грибообразные |
|
9 |
Наладки сменные |
С установкой на базовые переналаживаемые приспособления по: Направляющему штырю Направляющим переходным штырям Направляющим штырям образующих окружность Секторам Растачиваемым кулачкам Выверке Цилиндрическим и коническим фиксирующим штырям Фиксирующим пальцам Штырям, призмам |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
|
Разновидность установки и базирования изделий в приспособлении |
Код |
Разновидность установки и базирования изделий в приспособлении |
|||
|
01 |
С установкой обрабатываемого изделия |
По наружной поверхности |
12 |
С установкой обрабатываемого изделия |
|
|
02 |
По внутренней поверхности |
13 |
|
||
|
03 |
По конусной поверхности |
14 |
Без зазора по наружной поверхности |
||
|
04 |
На опорную поверхность под выверку |
15 |
Без зазора по внутренней поверхности |
||
|
05 |
По наружной или внутренней поверхности |
16 |
По внутренней поверхности со смещением от оси вращения |
||
|
17 |
По отверстиям |
||||
|
06 |
На обратную сторону опорной плоскости По внутренней или наружной поверхности |
18 |
На опорную поверхность |
||
|
19 |
По внутренней поверхности и торцу |
||||
|
20 |
По отверстиям |
||||
|
07 |
В различных плоскостях на угольнике относительно главной оси |
21 |
На опорную поверхность под выверку (без выверки) |
||
|
08 |
По двум поверхностям, расположенным в вертикальной плоскости главной оси |
22 |
По наружной и внутренней поверхности |
||
|
23 |
По наружной поверхности |
||||
|
09 |
По криволинейной поверхности |
24 |
По внутренней поверхности |
||
|
10 |
По резьбовой поверхности |
||||
|
11 |
По профилю зуба |
||||
ПРИЛОЖЕНИЕ 4
Рекомендуемое
|
Методы закрепления изделия на приспособлении |
||
|
001 |
КРЕПЛЕНИЕ |
Комплектом прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
|
002 |
Комплектом прижимных Г-образных прихватов, установленных в Т-образные пазы базовых приспособлений |
|
|
003 |
Комбинированные с перезакреплением одной поверхности на другую |
|
|
004 |
Комбинированное с перезакреплением одной поверхности на другую комплектом прижимных прихватов и центральным устройством |
|
|
005 |
Комбинированное с перезакреплением одной поверхности на другую с зажимом гидропластмассы через радиальный винт |
|
|
006 |
Комбинированное с перезакреплением прижимных прихватов и замковой поворотной быстросъемной шайбой (кольцом) |
|
|
007 |
Комбинированное с перезакреплением внутренним и наружным расположением прихватов |
|
|
008 |
Комбинированное с перезакреплением одной поверхности на другую болтом через центр и резьбовой нажимной гайкой |
|
|
009 |
Комбинированное комплектом прижимных прихватов через нажимное кольцо с перезакреплением по направляющей шайбе болтом через центр |
|
|
010 |
Комбинированное с устройством обратного поджима и комплектом прижимных прихватов |
|
|
011 |
Комплектом переустанавливаемых прижимных прихватов с внутренним и наружным расположением сменных наладок в платиках |
|
|
012 |
Комплектом прижимных Г-образных прихватов и болтовым прижимом через центр |
|
|
013 |
Нажимным кольцом через комплект прижимных прихватов, установленных в Т-образные пазы базовых приспособлений |
|
|
014 |
Болтом с быстросменной шайбой через центр |
|
|
015 |
Болтом по направляющей втулке через центр |
|
|
016 |
Болтом через систему прижимных и качающейся шайбы |
|
|
017 |
Болтом с быстросменной шайбой по направляющей втулке через центр |
|
|
018 |
Прижимными болтами через технологические отверстия |
|
|
019 |
Прижимным кольцом болтами через технологические отверстия |
|
|
020 |
Разжимным кольцом через шайбу центральным болтом на нажимной конус |
|
|
021 |
Комплектом отодвигаемых прижимных прихватов и радиальными болтами для смещения кольца |
|
|
022 |
В разжимном конусном кольце нажимным устройством через центральный болт |
|
|
023 |
На разжимной неподвижной конусной втулке нажимным конусом от пневмопривода |
|
|
024 |
В зажимной мембране нажимным болтом |
|
|
025 |
В разжимной мембране нажимным болтом |
|
|
026 |
Упорной пятой с поджимом заднего центра |
|
|
027 |
В зажимном цанговом патроне с поджимом заднего центра |
|
|
028 |
Обхватывающим зажимным откидывающим хомутиком с поджимом заднего центра |
|
|
029 |
С поджимом вращающимся задним центром |
|
|
030 |
Комбинированное с перезакреплением прижимных прихватов на упорную пяту с поджимом заднего центра |
|
|
031 |
Подвижным кулачком и упорной пятой с поджимом задним центром |
|
|
032 |
Вращающимся центрирующим устройством с поджимом задним центром |
|
|
033 |
С поджимом задним центром |
|
|
034 |
С поджимом обратным задним центром |
|
|
035 |
Нажимным устройством с поджимом задним центром |
|
ПРИЛОЖЕНИЕ 5
Рекомендуемое
|
Отличительные особенности конструкции приспособления по способам центрирования и фиксирования |
||
|
01 |
ЦЕНТРИРОВАНИЕ |
Цилиндрическим штырем |
|
02 |
Конусным штырем |
|
|
03 |
По направляющему штырю |
|
|
04 |
Конусным штырем по отверстию базового приспособления |
|
|
05 |
Подвижным съемным упором и конусным штырем |
|
|
06 |
Конусным штырем и подвижной призмой |
|
|
07 |
Обратным конусом |
|
|
08 |
Конусным направляющим кольцом |
|
|
09 |
По установу |
|
|
10 |
По отверстию |
|
|
11 |
По смещенному отверстию |
|
|
12 |
Поддерживающим задним центром |
|
|
13 |
Разжимным ободом |
|
|
14 |
Винтовыми упорами |
|
|
15 |
ФИКСИРОВАНИЕ |
По отверстию |
|
16 |
По роликам |
|
|
17 |
По профилю зуба |
|
|
18 |
По кольцу |
|
|
19 |
Центром |
|
|
20 |
С выверкой по эталонному валику |
|
|
21 |
Направляющей втулкой |
|
|
22 |
По конусной поверхности |
|
|
23 |
По упорным штифтам |
|
|
24 |
По направляющим штифтам |
|
|
25 |
Длительным устройством |
|
|
26 |
По упорному пальцу |
|
|
27 |
По установочным пальцам |
|
|
28 |
По пальцу |
|
|
29 |
По цилиндрическим пальцам |
|
|
30 |
Конусным штырем и пальцам |
|
|
31 |
Подпружиненным пальцам |
|
|
32 |
Подвижным упором |
|
|
33 |
С упором в палец |
|
|
34 |
Подвижными опорами |
|
|
35 |
Винтовыми опорами |
|
|
36 |
По штифтам и подводимой призме |
|
|
37 |
Подвижной призмой |
|
|
88 |
На жестких призмах |
|
|
39 |
На жесткой призме |
|
|
40 |
Кольцом и подвижной призмой |
|
|
41 |
По смещенному штырю и подводимой призме |
|
|
42 |
По шлицам |
|
ПРИЛОЖЕНИЕ 6
Рекомендуемое
|
Виды установки приспособлений на станке |
Код |
Виды установки приспособлений на станке |
|
|
1 |
На станочный фланец |
6 |
|
|
2 |
На конус шпинделя |
7 |
|
|
3 |
На резьбовой конец шпинделя |
8 |
|
|
4 |
В конус шпинделя |
9 |
На стандартные переналаживаемые приспособления |
|
5 |
|
ПРИЛОЖЕНИЕ 7
Рекомендуемое
ПЕРЕЧЕНЬ
К ИЛЛЮСТРИРОВАННОМУ КЛАССИФИКАТОРУ ПРИСПОСОБЛЕНИЙ (для микрофильмирования)
|
Шифр обобщенных представителей |
Шифр однотипных конструкций |
Код по классификатору |
Наименование |
Наружный диаметр |
|
|
1 |
7103-0009 |
|
7111006019 |
Патроны четырехкулачковые с независимым перемещением кулачков, ручным приводом |
160 |
|
2 |
7103-0001 |
|
7113006019 |
То же |
200 |
|
3 |
|
7103-0010 |
|
|
|
|
4 |
7103-0002 |
|
7117006019 |
» |
250 |
|
5 |
6010-0507 |
7103-0011 |
7120006019 |
» |
300 |
|
6 |
7103-0003 |
|
7121006019 |
» |
315 |
|
7 |
|
7103-0012 |
|
» |
|
|
8 |
|
6310-0507 |
|
» |
|
|
9 |
7103-0032 |
|
7125006019 |
» |
400 |
|
10 |
7103-0005 |
|
7126006019 |
» |
500 |
|
11 |
7103-0006 |
|
7127006019 |
» |
630 |
|
12 |
7103-0007 |
|
7128006019 |
» |
800 |
|
13 |
7103-008 |
|
7129006019 |
» |
1000 |
|
14 |
7102-4025 |
|
7123007259 |
Патроны четырехкулачковые самоцентрирующие попарно с ручным приводом |
350 |
|
15 |
6310-0341 |
|
7123007019 |
То же |
350 |
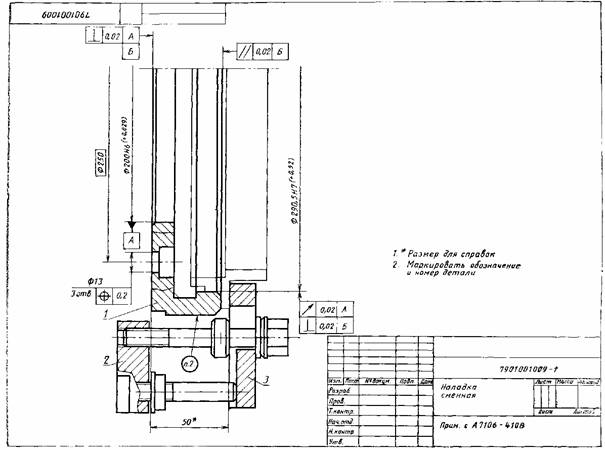
ПРИЛОЖЕНИЕ 8
Рекомендуемое
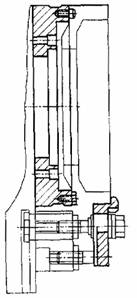
ЧЕРТЕЖ ОБОБЩЕННОГО ПРЕДСТАВИТЕЛЯ РАЗНОВИДНОСТИ ГРУППЫ ПОДОБНЫХ ПРИСПОСОБЛЕНИЙ
ПРИЛОЖЕНИЕ 9
Рекомендуемое
ФОРМА УЧЕТА ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
|
КАРТОЧКА УЧЕТА ВЫПУСКА ЧЕРТЕЖЕЙ ПРИСПОСОБЛЕНИЙ |
код обобщенного представителя разновидности группы |
|
||||||||
|
Отдел проектирования приспособлений |
||||||||||
|
7901001009 |
|
|||||||||
|
№ п/п. |
Код разновидности группы |
№ детали, сб. единицы изделия |
№ опер. |
Наименование операции |
№ заказа (технического задания) |
№ цеха и участка |
Дата Автор |
|
||
|
выпуска чертежа |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
7901001009 |
30-01-179 |
20 |
Расточка |
П-11782 |
40-9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение на листе…
ПРИЛОЖЕНИЕ 10
Рекомендуемое
ПЕРЕЧЕНЬ
К ИЛЛЮСТРИРОВАННОМУ КЛАССИФИКАТОРУ ПРИСПОСОБЛЕНИЙ (для микрофильмирования)
|
______________ Лист Код 7901001009 Листов |
||||||||
|
Шифр обобщенного представителя разновидности группы |
Шифры однотипных конструкций, входящих в группу |
Наименование обобщенного представителя разновидности группы |
Техническая характеристика конструкции |
Общее количество шифров в группе |
||||
|
база установочная (Д) |
длина базы (L) |
|
|
|||||
|
1 |
А7106-11832 |
А7106-6183 -7412 -8633 -8715 -8811 -9101 -9222 |
Наладка сменная |
57,1 66,7 68,3 75,32 77,71 78,8 78,9 |
28 12,7 32 28 41 47,2 31,1 |
|
11 12 12 11 24 11 12 |
|
СОДЕРЖАНИЕ