 | Информационная система | |
Министерство энергетики
и электрификации СССР
Главтехуправление
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ
ПО МЕТАЛЛОГРАФИЧЕСКОМУ АНАЛИЗУ
ПРИ ОЦЕНКЕ КАЧЕСТВА
И ИССЛЕДОВАНИИ ПРИЧИН ПОВРЕЖДЕНИЙ
СВАРНЫХ СОЕДИНЕНИЙ ПАРОПРОВОДОВ
ИЗ СТАЛЕЙ 12Х1МФ И 15Х1М1Ф
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
МУ 34-70-161-87
Москва 1987
ВТИ им. Ф.Э. Дзержинского
РАЗРАБОТАНЫ Уральским филиалом Всесоюзного дважды ордена Трудового Красного Знамени теплотехнического научно-исследовательского института им. Ф.Э. Дзержинского (УралВТИ)
Научно-производственным объединением по исследованию и проектированию энергетического оборудования им. И.И. Ползунова (НПО ЦКТИ)
ИСПОЛНИТЕЛИ Р.З. Шрон, И.Ф. Небесова, Н.И. Никанорова, Л.Э. Кречет (УралВТИ), В.Н. Земзин (НПО ЦКТИ)
УТВЕРЖДЕНЫ Главным научно-техническим управлением энергетики и электрификации Минэнерго СССР 12.05.87
Заместитель начальника А.П. Берсенев
Главным техническим управлением минэнергомаша СССР 14.05.87
Начальник В.И. Головизнин
Срок действия с 01.03.88
до 01.03.98
Настоящие Методические указания распространяются на сварные соединения элементов паропроводов из сталей 12Х1МФ и 15Х1М1Ф с толщиной стенки 10 мм и более, выполненные дуговой сваркой с использованием присадочных материалов того же легирования, и устанавливают порядок использования металлографического анализа при оценке качества изготовления, работоспособности и причин повреждений указанных сварных соединений.
С вводом в действие настоящих Методических указаний утрачивают силу «Методические указания по применению шкал структур и твердости для оценки качества и работоспособности металла сварных соединений из сталей 12Х1МФ и 15Х1М1Ф» (М.: СЦНТИ Энергонот ОРГРЭС, 1972).
1. ПОДГОТОВКА ОБРАЗЦОВ К МЕТАЛЛОГРАФИЧЕСКОМУ АНАЛИЗУ
Вырезку образцов для металлографического анализа, травление шлифов и измерения твердости производят в соответствии с требованиями ОСТ 34-70-690-84 «Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации».
2. КОНТРОЛЬ ПОДГОТОВКИ К СВАРКЕ И ЕЕ КАЧЕСТВА
Контроль осуществляется по макро- и микроструктуре сварного соединения.
2.1. По макроструктуре сварного соединения после травления в реактивах 1, 2, 7 (см. обязательное приложение 2 ОСТ 34-70-690-84) определяются:
1) форма разделки шва, качество сборки (смещение кромок стыкуемых труб, перекос подкладных колец и т.п.), порядок наложения валиков, их размеры (рис. 1). Полученные результаты сопоставляются с требованиями РТМ-1С-81 «Руководящие технические материалы по сварке при монтаже оборудования тепловых электростанций» и ПК № 03ЦС-66 «Правила контроля сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций»;
2) наличие технологических макродефектов сварки (трещин, непроваров, пор, шлаковых включений и т.п.). Допустимость дефектов оценивается путем сопоставления их характера, количества и размеров с требованиями РТМ-1С-81 и ПК № 03ЦС-66;
3) частичное заполнение разделки при сварке электродами и проволокой из углеродистой или кремнемарганцевой стали вместо хромомолибденованадиевой. Показателем таких отступлений является резкая разница в травимости отдельных слоев шва. Применение электродов марки УОНИ 13/55 для заварки корневого слоя в случае сварки на подкладных кольцах из стали 12Х1МФ согласно требованиям Основных положений СП № 02ЦС-66 «Трубные системы котлоагрегатов и трубопроводы тепловых электростанций. Сварка и термообработка сварных соединений» допустимо;
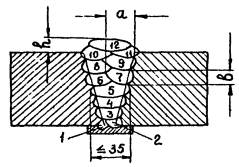
Рис. 1. Схема определения размеров валика (слоя):
а - мирика валика; в - толщина; h - высота усиления шва
4) соответствие размеров ремонтных выборок требованиям РТМ-1С-81 (раздел 17), РТМ 108.020-05-75 «Исправление дефектов в литых корпусных деталях турбин и паровой арматуры методом заварки без термической обработки», а также И 34-70-020-85 «Инструкция по технологии ремонтной заварки корпусных деталей паровых турбин и арматуры перлитными электродами без термической обработки».
2.2. По микроструктуре сварного соединения оценивается температура подогрева. Для этого:
1) подсчитывается площадь поперечного сечения валика (слоя) F, мм2, по формуле
F = 0,8ав
где а и в - размеры валика по рис. 1;
2) определяется структура металла шва после травления в реактивах 1 - 2 (приложение 4 ОСТ 34-74-690-84) по трехбальной шкале, показывающей степень увеличения количества избыточного феррита с ростом тепловложения при сварке, температуры подогрева и площади поперечного сечения слоя.
Балл структуры оценивается визуальным сравнением видимой под микроскопом при увеличении 100 структуры металла шва с эталонной шкалой (рис. 2) и измерением ширины ферритной оторочки на участках металла шва с крупнозернистой столбчатой структурой с помощью объект - микрометра с точностью ± 5 % (табл. 1).
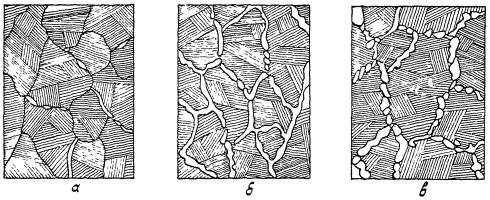
Рис. 2. Шкала для определения балла структуры металла шва. X100:
а - балл 1; б - балл 2; в - балл 3.
Штриховкой обозначены продукты распада аустенита; белые поля - ферритная оторочка по границам аустенитных зерен
|
Балл структуры шва |
|||
|
1 |
2 |
3 |
|
|
Средняя ширина ферритной оторочки на участках столбчатой крупнозернистой структуры, мкм |
менее 15 |
15 - 50 |
более 50 |
Зависимость температуры подогрева от балла структуры и площади сечения валика (слоя) показана в табл. 2.
|
Площадь поперечного сечения F, мм2 |
Температура подогрева, °С |
|
|
1 |
Менее 20 |
- |
|
Более 20 |
Менее 150 - 200 |
|
|
2 |
Более 100 |
Менее или равно 150 - 200 |
|
100 - 50 |
300 - 350 |
|
|
Менее 50 |
450 - 500 |
|
|
3 |
Более 150 |
Менее 150 - 200 |
|
Менее 150 |
- |
Примечания. 1. При структуре I балла и площади поперечного слоя менее 20 мм2 и при структуре III балла и площади поперечного сечения слоя менее 150 мм2 температура подогрева не может быть оценена.
2. Различие балла структуры по сечению шва означает, что тепловложение в процессе многослойной сварки существенно изменялось.
3. КОНТРОЛЬ КАЧЕСТВА ОТПУСКА ПОСЛЕ СВАРКИ
Контроль соответствия фактического режима отпуска требованиям РТМ-1С-81 и ОП № 02ЦС-66 производится по макро- и микроструктуре сварного соединения.
3.1. По макроструктуре выявляется перегрев выше критической точки Ас3, возможный в результате отступлений от установленного режима отпуска. Признаком перегрева является отсутствие на макрошлифах после травления в реактивах 1 - 4 видимой зоны термического влияния (ЗТВ).
3.2. По микроструктуре выявляются:
1) отсутствие отпуска после сварки и существенное (на 100° и более) занижение температуры отпуска по наличию темнотравящихся микрообъемов структуры на участке неполной перекристаллизации, а иногда и на участке перегрева ЗТВ (рис. 3). Темнотравящиеся микрообъемы структуры, располагающиеся преимущественно по границам зерен, представляют собою продукты распада аустенита, образовавшегося при нагреве выше критической точки Ас1.
В зависимости от скорости охлаждения продукты распада аустенита представляют собою перлит, бейнит или мартенсит;
2) перегрев при отпуске до температур, на 30 - 50° превышающих точку Ас1, по наличию описанных выше темнотравящихся микрообъемов по границам зерен на всех участках сварного соединения, включая металл шва и основной металл, примыкающий к ЗТВ.
3.3. Оценка качества термообработки производится по результатам замеров твердости. Значения средней твердости металла шва, выходящие за пределы требований РТМ-1С-81 (140 - 250 НВ), указывают на несоблюдение установленного режима отпуска.
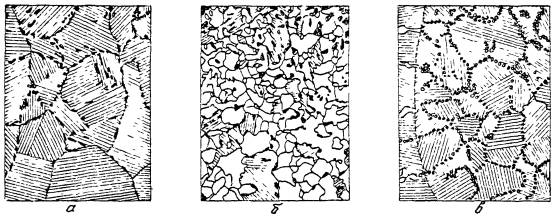
Рис. 3. Структуры в зоне термического влияния (ЗТВ)
при отсутствии отпуска после сварки или заниженной температуры отпуска. Х100: а - участок неполной перекристаллизации ЗТВ при бейнитной структуре основного металла; б - участок неполной перекристаллизации ЗТВ при феррито-бейнитной структуре основного металла; в - участок перегрева ЗТВ. Штриховкой обозначены продукты распада аустенита; белые поля - избыточный феррит
При средних значениях твердости в пределах 200 - 250 НВ для надежной оценки качества термообработки необходимо провести анализ микроструктуры по 4.2.1, так как при сварке с завышенным подогревом (400 - 500 °С) твердость может находиться в указанных пределах и при отступлениях от штатного режима отпуска.
4. ОЦЕНКА РАБОТОСПОСОБНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПО ИХ СТРУКТУРЕ
Работоспособность определяется по результатам анализа структуры сварных соединений.
4.1. Оптимальная работоспособность обеспечивается в сварных соединениях, у которых:
структура металла шва соответствует 2 баллу шкалы (см. разд. 3);
толщина слоев с крупным (2 - 5 балл шкалы ГОСТ 5639-82) зерном в металле шва не превышает 5 мм;
доля участков с мелкозернистой (6 - 8 балл той же шкалы) структурой перекристаллизации, образовавшейся в металле шва при многослойной сварке под воздействием тепла последующих слоев, составляет не менее 30 %;
величина действительного зерна в металле шва и околошовной зоне не превышает 2 балла шкалы по ГОСТ 5639-82;
отсутствуют структурные признаки некачественной термообработки после сварки.
4.2. Сварные соединения, в которых металл шва имеет структуру I балла с преобладанием (более 70 %) крупного зерна и в которых имеются признаки некачественной термообработки, могут не обеспечивать необходимой работоспособности из-за склонности к хрупким разрушениям по металлу шва и околошовной зоне (см. разд. 5).
4.3. Сварные соединения, у которых в металле шва преобладает структура 3 балла, имеют пониженную работоспособность из-за уменьшения длительной прочности, а также склонности к хрупким разрушениям при низких и умеренных температурах (во время пусков, гидравлических испытаний, ремонтов, при монтаже).
4.4. Сварные соединения, у которых в структуре металла шва, ЗТВ и прилегающем к ним основном металле имеются признаки перегрева выше критических точек Ас1 и Ас3, не обеспечивают необходимой работоспособности из-за снижения длительной прочности.
5. ОЦЕНКА ПРИЧИН ПОВРЕЖДЕНИЙ ПО РЕЗУЛЬТАТАМ МЕТАЛЛОГРАФИЧЕСКОГО АНАЛИЗА
|
Металлографический признак |
Способ выявления по рекомендуемому приложению 4 ОСТ 34-70-690-84 |
Причины появления трещин |
|
|
1 |
2 |
3 |
4 |
|
5.1. Повреждения, вызванные отступлениями режимов сварки и термообработки от требований норм |
|||
|
5.1.1. Кристаллизационные трещины при сварке (рис. 4) |
Трещины имеют переменное раскрытие, зазубренные края, не всегда совпадают с границами аустенитных зерен. Они располагаются в ликвационных участках структуры затвердевания (по границам ячеек и дендритов) |
Реактив 13 |
Отступления от рекомендуемого режима сварки. Несоответствие качества сварочных материалов требованиям, предъявляемым к химическому составу (в частности, повышенное содержание серы или пониженное содержание марганца в наплавленном металле) |
|
5.1.2. Холодные трещины при сварке (рис. 5) |
Трещины располагаются на участке перегрева ЗТВ или в металле шва. В очаге разрушения они образуются на границах аустенитных зерен, распространяются внутри зерен |
Реактивы 1 - 2 |
Отсутствие или заниженная температура подогрева во время сварки, недостаточная прокалка электродов. Вероятность появления трещин возрастает в сварных соединениях толстостенных, особенно литых деталей |
|
5.1.3. Трещины, обусловленные некачественным отпуском после сварки (рис. 6) |
Трещины располагаются на участке перегрева ЗТВ на расстоянии до 1 мм от линии сплавления (1), в ходе развития могут отклоняться в основной металл или металл шва. Они идут по границам зерен в крупнозернистых объемах участка перегрева ЗТВ. Основной магистральной трещине сопутствуют поры и микротрещины на границах зерен. Металл в зонах повреждений, как правило, имеет твердость выше нормативных значений |
Реактивы 1, 2, 9 |
Отсутствие отпуска после сварки или недостаточная высокая температура его, малая скорость нагрева в интервале температур (500 - 700 °С). Склонность к трещинам такого рода усиливается в случае заниженного тепловложения при сварке, признаком чего является структура металла шва I балла |
|
5.2. Повреждения, связанные с действием напряжений, превышающих допускаемые, из-за нарушений режимов эксплуатации и (или) конструктивных недоработок |
|||
|
5.2.1. Трещины, обусловленные длительной статической перегрузкой (рис. 6) |
Трещины располагаются на участке разупрочнения ЗТВ, а иногда в металле шва. В ЗТВ трещины идут по периметру стыка на расстоянии 2 - 4 мм от линии сплавления (2). Распространение их происходит по границам зерен феррито-карбидной и феррито-бейнитной структур на участках мелкого зерна и неполной перекристаллизации ЗТВ. В металле шва трещины также развиваются преимущественно по периметру стыка, иногда идут поперек шва по границам аустенитных зерен. Магистральным трещинам сопутствуют зоны микроповреждений в виде пор и надрывов по границам зерен. Твердость металла шва находится в пределах нормативных значений |
Реактивы 1, 2, 9 |
Защемление паропроводов, неудовлетворительное состояние систем креплений, коробление труб из-за забросов воды; чрезмерное ослабление трубы отверстием под штуцер и др. Особенностью таких повреждений является возможность их многократного повторения по одному и тому же участку, если после первого повреждения источник высоких напряжений не был устранен |
|
5.2.2. Трещины, обусловленные действием циклических напряжений (рис. 7) |
Трещины располагаются преимущественно в зонах конструктивных и технологических концентраторов (в угловых сварных соединениях, у подкладных колец и т.п.). Трещины развиваются с внутренней поверхности труб и отличаются внутризеренным характером распространения и незначительной разветвленностью. В зависимости от уровня действующих напряжений и интенсивности протекания коррозионных процессов трещины в поперечном сечении могут выглядеть, как полости (1), либо иметь нитевидную форму (2). Образование и развитие трещин сопровождается коррозионным воздействием среды, поэтому такие повреждения следует рассматривать как коррозионно-усталостные. Растрескивание могут иметь вид сетки или быть ориентированным по рискам и (или) следам механической обработки на внутренней поверхности труб. Развитие трещин может идти от сварочных дефектов. Усталостные трещины, связанные с изменениями внутреннего давления и внешних нагрузок, образуются на наружной поверхности паропроводов в местах расположения концентраторов в виде угловых сварных соединений |
Реактивы 1, 2 |
Циклическое действие высоких напряжений при пусках-остановах, изменениях нагрузки, в сочетании с коррозионной средой и наличием конструктивных и технологических концентраторов напряжений |
|
5.2.3. Трещины, образующиеся при ударном нагружении (рис. 8) |
Особенностью этих повреждений является одновременное образование их в нескольких близко расположенных сварных соединениях и основном металле (например, в гибах труб). Трещины развиваются с внутренней поверхности, преимущественно от конструктивных и технологических концентраторов, переходят из шва в основной металл, образуют многочисленные ответвления. Характер распространения трещин - смешанный, петлеобразный на всех участках сварного соединения |
Реактивы 1, 2 |
Нарушение режимов эксплуатации оборудования (гидро- и термоудары) |

Рис. 4. Кристаллизационные трещины в металле шва. Х100
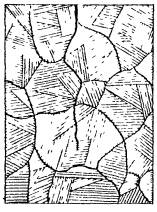
Рис. 5. Холодные трещины на участке перегрева ЗТВ. Х100
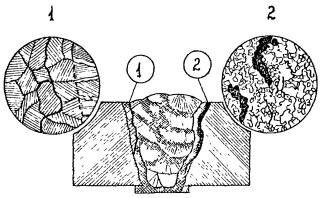
Рис. 6. Трещины, обусловленные некачественным отпуском после сварки (1) и длительной статической перегрузкой (2). Штриховкой - граница сплавления; двойной штриховкой обозначены зоны термического влияния в основном металле и в многослойном шве
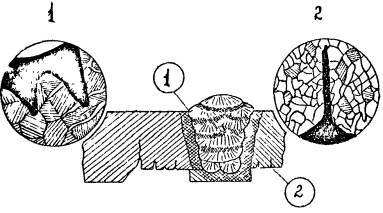
Рис. 7. Усталостные трещины. Х100:
1 - трещины в виде полости; 2 - нитевидная трещина

Рис. 8. Трещины, обусловленные действием ударных нагрузок. Х100
СОДЕРЖАНИЕ