 | Информационная система | |
ГОСТ 8179-98
(ИСО 5022-79)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
ОТБОР ОБРАЗЦОВ И ПРИЕМОЧНЫЕ ИСПЫТАНИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН АО «Санкт-Петербургский институт огнеупоров» (АО «СПбИО»), Техническим комитетом МТК 9 «Огнеупоры»
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 13 от 28 мая 1998 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная Государственная инспекция Туркменистана |
3 Приложение А к настоящему стандарту содержит полный аутентичный текст международного стандарта ИСО 5022-79 «Огнеупорные изделия. Отбор образцов и приемочные испытания».
4 Постановлением Государственного Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 ноября 1998 г. № 386 межгосударственный стандарт ГОСТ 8179-98 (ИСО 5022-79) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1999 г.
5 ВЗАМЕН ГОСТ 8179-85
6 ИЗДАНИЕ (ноябрь 2001 г.) с Поправкой (ИУС 11-2000)
Содержание
(ИСО 5022-79)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ Отбор образцов и приемочные испытания Refractory products. Sampling and acceptance testing |
Дата введения 1999-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на огнеупорные изделия и устанавливает правила:
отбора образцов;
выбора планов и схем статистического приемочного контроля по альтернативному признаку и выборочного приемочного контроля по количественному или альтернативному признаку;
принятия решения о соответствии или несоответствии партии требованиям, установленным в нормативном документе на продукцию или договоре на поставку, и оформления соответствующих документов».
(Новая редакция, Изм. № 1).
В нормативных документах на огнеупорные изделия допускается указывать другие правила отбора образцов.
Статистический и выборочный контроль проводят:
поставщик готовых изделий (приемочный контроль);
потребитель (входной контроль, приемка изделий представителем потребителя);
третья сторона (сертификация изделий, инспекция и надзор за соблюдением требований нормативных документов).
Настоящий стандарт применяют при разработке нормативных документов на изделия, составлении договоров на поставку и создании систем обеспечения качества продукции.
Стандарт не распространяется на мелкоштучные огнеупорные изделия массой менее 0,4 кг, а также на изделия массой свыше 80 кг.
Допускается проводить отбор образцов и приемочные испытания огнеупорных изделий по международному стандарту ИСО 5022-79, приведенному в приложении А, если это оговорено в нормативном документе или контракте.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 15895-77 Статистические методы управления качеством продукции. Термины и определения*
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24297-87 Верификация закупленной продукции. Организация проведения и методы контроля
__________
* На территории РФ действует ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения.
Раздел 2 (Новая редакция, Изм. № 2).
3 ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
В настоящем стандарте применены термины по ГОСТ 15.309, ГОСТ 15895, ГОСТ 16504, ГОСТ 18321 и [1], а также следующие термины с соответствующими определениями.
3.1 контроль по альтернативному признаку: Контроль изделий по качественному признаку, в ходе которого проверяют каждое изделие в выборке, а решение о приемке продукции принимают в зависимости от числа обнаруженных в выборке дефектных изделий.
3.2 контроль по количественному признаку: Контроль изделий, в ходе которого определяют значение одного или нескольких показателей качества, а решение о приемке продукции принимают в зависимости от этих значений.
3.3 одноступенчатый план выборочного контроля: Статистический приемочный контроль, при котором решение о приемке продукции принимают по результатам контроля одной выборки.
3.4 двухступенчатый план выборочного контроля: Статистический приемочный контроль, при котором решение о приемке продукции принимают по результатам контроля не более двух выборок, причем необходимость контроля второй выборки зависит от результатов контроля первой выборки.
3.5 приемочный уровень дефектности; AQL: Уровень дефектности, соответствующий плану контроля с высокой вероятностью приемки и наибольшей относительной долей дефектных изделий в партии, до которого партию считают качественной.
3.6 браковочный уровень дефектности; LQ: Уровень дефектности, соответствующий плану контроля с низкой вероятностью приемки и наименьшей относительной долей дефектных изделий в партии, свыше которого партию считают некачественной.
3.7 относительная доля дефектных изделий в партии: Отношение числа дефектных изделий в партии к числу контролируемых изделий, выраженное в процентах.
3.8 выборочный контроль: Контроль, при котором решение о качестве контролируемых изделий принимают по результатам проверки одной или нескольких выборок.
3.9 партия: Совокупность изделий одной марки и способа изготовления, одновременно представляемых на контроль.
3.10 поставка: Количество продукции, поставляемое в одно время и сопровождаемое одним комплектом документов (поставка может состоять из нескольких контролируемых партий изделий одной марки и способа изготовления, или их частей).
3.11 выборка: Определенная совокупность изделий, отобранных от партии для контроля и принятия решения.
3.12 объем выборки: Число изделий (штук), составляющих выборку.
3.13 приемочное число: Наибольшее допустимое число дефектных изделий в выборке.
3.14 браковочное число: Наименьшее допустимое число дефектных изделий в выборке.
3.15 приемка продукции: Процесс проверки соответствия продукции требованиям нормативного документа на продукцию или договора на поставку, а также оформление соответствующих документов, осуществляемый изготовителем.
3.16 категория испытаний: Вид испытаний, характеризуемый организационным признаком их проведения и принятием решения по результатам оценки объекта в целом.
3.17 приемосдаточные испытания: Контрольные испытания соответствия продукции требованиям нормативного документа на продукцию или договора на поставку для данной категории испытаний, для определения возможности приемки продукции.
3.18 периодические испытания: Контрольные испытания продукции для подтверждения качества продукции и стабильности технологического процесса, при которых число контролируемых показателей и периодичность их контроля устанавливают в нормативном документе на продукцию или договоре на поставку.
3.19 входной контроль: Контроль продукции поставщика, поступившей к потребителю или заказчику и предназначенной для использования при изготовлении, ремонте или эксплуатации продукции.
3.20 отдел технического контроля; ОТК: Служба технического контроля изготовителя или другая служба, персонал или отдельные специалисты, на которых возложен контроль качества продукции.
3.21 лабораторные испытания: Определение показателей изделий, предусмотренных нормативным документом или договором на поставку, согласно установленной процедуре в условиях лаборатории.
3.22 разрешение на отклонения: Разрешение на использование продукции, которая не соответствует установленным требованиям.
3.23 переделка: Действие, предпринятое в отношении несоответствующей продукции для того, чтобы она соответствовала установленным требованиям.
3.24 градация: Марка, типоразмер, класс, область или место применения, соответствующие различным требованиям к показателям качества продукции.
3.25 снижение градации: Изменение градации несоответствующей продукции для того, чтобы она соответствовала требованиям, отличным от исходных.
3.26 испытательное оборудование: Средства измерений, программные средства, эталоны, стандартные образцы, вспомогательная аппаратура или их комбинации, необходимые для проведения измерения или испытания.
3.27 огнеупорное изделие массового производства общего назначения: Огнеупорное изделие, предназначенное для футеровки различных тепловых агрегатов.
3.28 огнеупорное изделие ответственного назначения: Огнеупорное изделие, предназначенное для агрегатов и устройств выплавки и разливки металлов, производства кокса, стекла, цемента и т. д.
3.29 прямоугольный кирпич: Кирпич с прямоугольными гранями длиной не более 375 мм.
3.30 нормальный кирпич: Прямоугольный кирпич размерами 230´114´64 (65) мм и 230´114´76 (75) мм.
3.31 фасонное огнеупорное изделие: Огнеупорное изделие, конфигурация которого содержит один или несколько элементов сложности в виде пазов, шпунтов, углублений, сквозных отверстий постоянного или переменного сечения, непрямых двугранных и плоских углов, криволинейных поверхностей, имеющее более шести граней или другие элементы сложности.
3.32 пересортировка продукции: Технологический прием, при котором изготовитель удаляет из партии по показателям внешнего вида изделия несоответствующего качества.
Раздел 3 (Новая редакция, Изм. № 2).
4 ОБЩИЕ ПОЛОЖЕНИЯ
4.1 Огнеупорные изделия поступают на контроль партиями.
Масса партии - не более 150 т (в т.ч. для фасонных изделий). Масса партии для нормального кирпича и прямоугольного кирпича размером 250´124´64 (65) мм - не более 300 т.
(Новая редакция, Изм. № 1).
Партия может состоять из изделий не более 20 типоразмеров.
4.2 Статистический контроль по альтернативному признаку применяют для проверки и оценки размеров и внешнего вида изделий.
(Новая редакция, Изм. № 1).
4.3 Выборочный контроль по количественному признаку применяют для проверки физико-химических и термомеханических показателей изделий.
4.4 Выборочный контроль по альтернативному признаку применяют для проверки строения (макроструктуры, текстуры и внутренних дефектов) изделий.
4.5 Каждое изделие отбирают в выборку методами случайных чисел (карточки) или систематического отбора по ГОСТ 18321.
Методом случайных чисел отбирают изделия через определенное количество пакетов, поддонов, клеток, рядов, столбиков делением общего числа указанных способов представления изделий для контроля на число изделий выборки.
Методом систематического отбора допускается отбирать изделия массового производства общего назначения от потока через определенное число изделий.
(Новая редакция, Изм. № 1).
4.6 Планы контроля, приведенные в настоящем стандарте, должны быть указаны в нормативных документах на конкретные виды изделий или оговорены в контракте.
4.7 При приемке продукции применяют приемосдаточные и периодические испытания по ГОСТ 15.309. Категорию испытаний указывают в нормативном документе на продукцию.
4.7.1 Приемосдаточным испытаниям подвергают каждую партию.
4.7.2 Периодические испытания проводят при постановке продукции на производство, при изменении технологии и применяемого сырья, но не реже одного раза в полугодие, если в нормативном документе на продукцию не указаны другие сроки испытаний. Периодическим испытаниям подвергают изделия, прошедшие приемосдаточные испытания, с использованием образцов из той же выборки.
4.7.3 Приемосдаточные и периодические испытания в совокупности должны обеспечивать проверку всех показателей качества, установленных в нормативном документе на продукцию. Периодические испытания не проводят в тех случаях, когда все требования нормативного документа проверяют при приемосдаточных испытаниях, объем которых достаточен для контроля качества и приемки продукции.
4.7, 4.7.1 - 4.7.3 (Введены дополнительно, Изм. № 1).
5 СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ
5.1 Планы одноступенчатого контроля по альтернативному признаку приведены в таблице 1.
Таблица 1 - Одноступенчатые планы контроля
|
Объем выборки, шт. |
Приемочное число, шт. |
Номер плана контроля |
Объем выборки, шт. |
Приемочное число, шт. |
|
|
1 |
15 |
0 |
5 |
60 |
2 |
|
2 |
20 |
0 |
6 |
50 |
2 |
|
3 |
20 |
1 |
7 |
35 |
1 |
|
4 |
60 |
3 |
8 |
25 |
0 |
|
|
|
|
9 |
70 |
1 |
5.1.1 При приемке партий изделий по планам контроля 1 - 3 допускается применять объем выборки в два раза меньше указанного в таблице 1, но не менее 10 шт. при массе партии в два раза меньше максимально допустимой.
5.1.2 При приемке партий изделий по плану 4 допускается отбирать изделия в выборку в процессе формирования партии по методу наибольшей объективности по ГОСТ 18321.
5.2 Планы двухступенчатого контроля по альтернативному признаку приведены в таблице 2.
Таблица 2 - Двухступенчатые планы контроля
|
Ступень контроля |
Объем выборки, шт. |
Объем двух выборок, шт. |
Приемочное число, шт. |
Браковочное число, шт. |
|
|
1а |
Первая |
15 |
- |
0 |
2 |
|
|
Вторая |
15 |
30 |
1 |
2 |
|
3а |
Первая |
20 |
- |
1 |
3 |
|
|
Вторая |
20 |
40 |
2 |
3 |
5.2.1 Правила проведения приемочного контроля по двухступенчатым планам рассмотрены на примере приемки по плану 3а (таблица 2).
От партии по 4.5 отбирают в выборку первой ступени 20 изделий и принимают следующее решение:
если число дефектных изделий равно 0 или 1, партию принимают;
если число дефектных изделий равно 3 и более, партию бракуют;
если число дефектных изделий в выборке первой ступени равно 2, переходят к контролю на выборке второй ступени.
От партии по 4.5 отбирают в выборку второй ступени 20 изделий и принимают решение:
если число дефектных изделий в выборке второй ступени равно 0, а в общей выборке (2+0), т.е. 2, партию принимают;
если число дефектных изделий в выборке второй ступени равно 1 и более, а в общей выборке (2+1), т.е. 3 и более, партию бракуют.
5.3 Рекомендации по применению планов контроля приведены в таблице 3.
Таблица 3 - Рекомендуемые планы контроля
|
Вид изделия |
|
|
1, 1а, 3, 3а |
Массового производства общего назначения |
|
2, 6 |
Ответственного назначения |
|
4 |
Нормальных размеров, не прошедшие предварительную разбраковку |
|
5 |
Фасонные, не прошедшие предварительную разбраковку |
|
7, 8 |
Фасонные особо сложной конфигурации |
|
9 |
Фасонные особо сложной конфигурации ответственного назначения |
5.4 Браковочные и приемочные уровни дефектности для рекомендуемых планов контроля приведены в таблице 4.
Таблица 4 - Браковочные и приемочные уровни дефектности
|
Ступень контроля |
Браковочный уровень дефектности LQ, % |
Приемочный уровень дефектности AQL, % |
|
|
1 |
- |
18,0 |
0,7 |
|
2 |
- |
14,3 |
0,3 |
|
3 |
- |
21,6 |
2,4 |
|
4 |
- |
12,8 |
2,6 |
|
5 |
- |
9,8 |
1,8 |
|
6 |
- |
11,8 |
2,2 |
|
7 |
- |
12,8 |
1,4 |
|
8 |
- |
11,0 |
0,4 |
|
9 |
- |
6,4 |
0,6 |
|
1а |
Первая |
18,0 |
0,7 |
|
|
Вторая |
14,8 |
1,6 |
|
3а |
Первая |
21,6 |
2,4 |
|
|
Вторая |
13,1 |
1,9 |
|
Примечание - Данные, приведенные в графах 3 и 4 (L Q и AQL), являются справочными. |
|||
5.5 Допускается для контроля размеров и внешнего вида изделий применять планы одноступенчатого контроля, указанные в таблице 4а.
Таблица 4а - Планы одноступенчатого контроля размеров и внешнего вида изделий с приемочным уровнем дефектности (AQL) 6,5 %
|
Номер плана контроля |
Объем выборки, шт |
Приемочное число, шт. |
Число изделий в партии, шт. |
|||
|
10 |
2 |
0 |
От |
2 |
до |
15 |
|
11 |
8 |
1 |
« |
16 |
« |
50 |
|
12 |
13 |
2 |
« |
51 |
« |
90 |
|
13 |
20 |
3 |
« |
91 |
« |
150 |
|
14 |
32 |
5 |
« |
151 |
« |
280 |
|
15 |
50 |
7 |
« |
281 |
« |
500 |
|
16 |
80 |
10 |
« |
501 |
« |
1200 |
|
17 |
125 |
14 |
« |
1201 |
« |
3200 |
|
18 |
200 |
21 |
|
|
Св. |
3200 |
5.6 От партии, состоящей из изделий нескольких типоразмеров, выборку отбирают пропорционально массе изделий каждого типоразмера, при этом число типоразмеров не должно превышать объем выборки.
5.7 Правила отбора в выборку изделий от партии, представленной на контроль в упаковке, а также от потока
5.7.1 Отбор изделий от пакетов проводят в процессе их формования в два этапа.
На первом этапе отбирают по одному изделию не реже чем от каждого пятого пакета для нормального кирпича и прямоугольного кирпича размером 250 ´ 124 ´ 64(65) мм и не реже чем от каждого второго пакета - для остальных изделий (в т.ч. фасонных).
Изделие в выборку отбирают из нижележащего ряда по отношению к верхнему на момент отбора (кроме крайних изделий) либо по схеме, утвержденной предприятием. Отобранные изделия укладывают на стеллажи или в специально отведенное место и на каждое изделие с одной стороны наносят шифр с указанием даты отбора (число и месяц), номера смены и личного индекса работника, проводящего отбор. Аналогичный шифр наносят на две боковые поверхности пакета, от которого проведен отбор.
После формирования партии на всех изделиях первичной выборки от пакетов, попавших в партию, проставляют номер партии и порядковый номер изделия.
Номер партии наносят на каждый пакет по середине его боковых сторон, а на лицевой стороне каждого штабеля указывают номер партии и число пакетов в штабеле.
На втором этапе:
если число изделий, отобранных на первом этапе, превышает предусмотренное планом контроля, изделия отбирают в выборку методом случайных чисел по ГОСТ 18321 (карточки);
если число изделий, отобранных на первом этапе, меньше предусмотренного планом контроля, недостающие изделия в выборку отбирают от дополнительных пакетов, ранее не участвовавших в отборе. Дополнительные пакеты также отбирают методом случайных чисел по ГОСТ 18321 (карточки).
5.7.2 От других видов упаковки, а также от потока изделия отбирают по схеме, утвержденной предприятием, в соответствии с 4.5.
5.7.3 Если в конкретных условиях производства отбор изделий в выборку по указанным выше способам не проведен, то при приемке изделия отбирают из упаковки или сформированных пакетов в соответствии с 4.5.
Пункты 5.5 - 5.7 (Новая редакция, Изм. № 2).
5.8 Проверку размеров, внешнего вида изделий проводят в специально оборудованных местах цеха, склада или другого производственного помещения.
(Введен дополнительно, Изм. № 2).
6 ВЫБОРОЧНЫЙ КОНТРОЛЬ ПО КОЛИЧЕСТВЕННОМУ И АЛЬТЕРНАТИВНОМУ ПРИЗНАКАМ
6.1 Для проверки качества изделий на строение, по физико-химическим и термомеханическим показателям методом наибольшей объективности по ГОСТ 18321 от выборок, приведенных в таблицах 1 и 2, отбирают число изделий (образцов), установленное в таблице 5. Для выборок, приведенных в таблице 4а, число отбираемых изделий (образцов) устанавливают в нормативном документе на продукцию или договоре на поставку.
|
Наименование показателя |
Число образцов или проб, шт. |
||||
|
для планов контроля |
|||||
|
1, 1а, 3, 3а |
2, 6 |
4 |
5, 7, 8 |
9 |
|
|
1 Строение |
3(6) |
4(8) |
10 |
5(10) |
10(20) |
|
2 Химический состав |
1 |
1 |
1 |
1 |
1 |
|
3 Огнеупорность |
1 |
1 |
1 |
1 |
1 |
|
4 Предел прочности при сжатии |
3 |
3 |
5 |
5 |
5 |
|
5 Предел прочности при изгибе |
3 |
3 |
5 |
5 |
5 |
|
6 Остаточные изменения размеров при нагреве |
3 |
3 |
3 |
3 |
3 |
|
7 Термическая стойкость |
3 |
3 |
3 |
3 |
3 |
|
8 Открытая пористость |
3 |
3 |
5 |
5 |
5 |
|
9 Кажущаяся плотность |
3 |
3 |
5 |
5 |
5 |
|
10 Плотность |
3 |
3 |
1 |
3 |
3 |
|
11 Температура начала размягчения |
1 |
1 |
1 |
1 |
1 |
|
12 Теплопроводность |
1 |
1 |
1 |
1 |
1 |
|
13 Газопроницаемость |
1 |
1 |
- |
1 |
1 |
|
14 Массовая доля влаги |
1 |
2 |
2 |
2 |
2 |
|
15 Ползучесть при сжатии |
1 |
1 |
1 |
1 |
1 |
|
Примечание - Число изделий (образцов), указанное в скобках, отбирают от изделий пластического прессования. |
|||||
(Новая редакция, Изм. № 2).
6.1.1 Для определения огнеупорности и химического состава берут среднюю пробу от всех образцов, проверенных на строение, или среднюю пробу от всех образцов, подвергшихся испытаниям на предел прочности при сжатии и открытую пористость.
6.1.2 Для определения плотности пикнометрическим методом отбирают среднюю пробу от всех образцов, подвергшихся испытаниям на предел прочности при сжатии или открытую пористость.
6.1.3 Для определения предела прочности при сжатии или изгибе, дополнительной линейной усадки (роста), температуры начала размягчения допускается использовать образцы, проверенные на строение, при условии соблюдения требований нормативных документов на эти методы в части подготовки образцов для испытаний.
6.1.4 Проверку качества изделий при приемке по плану 9 проводят при использовании неразрушающих методов контроля.
6.1.5 Целые изделия или их части, оставшиеся от контроля, в количестве, необходимом для испытаний, проводимых при возникновении разногласий между изготовителем и потребителем по качеству изделий, хранят в течение 30 суток со дня отгрузки.
7 ДЕЙСТВИЯ С ПАРТИЕЙ ПОСЛЕ ПРИНЯТИЯ РЕШЕНИЯ О НЕСООТВЕТСТВИИ
7.1 Партии, по которым принято решение о несоответствии (забракованные), отделяют от принятых и идентифицируют.
7.2 Несоответствующая по показателям внешнего вида или по предельным отклонениям размеров партия может быть пересортирована.
7.2.1 Пересортировку партии проводят в течение семи суток после принятия решения о несоответствии.
Допускается пересортировка партии по показателям внешнего вида после объединения в партию остатков ранее принятых партий изделий одной марки и способа изготовления.
7.2.2 Допускается переделка партии по предельным отклонениям размеров изделий, если в результате переделки партия будет соответствовать установленным требованиям.
7.2.3 Пересортированную или переделанную партию принимают как новую.
7.3 При получении несоответствия при испытании хотя бы по одному показателю (строение, физико-химические или термомеханические показатели), по этому показателю проводят повторные испытания на удвоенном числе образцов, взятых от той же выборки. Результаты повторных испытаний распространяют на всю партию.
При проведении повторных испытаний на удвоенном числе образцов недостающие в выборке для изготовления образцов изделия допускается отбирать дополнительно от партии, представленной на контроль, методом случайного отбора по 4.5.
При наличии аттестованной методики неразрушающего контроля и методики пересортировки допускается пересортировка партии по физико-химическим и термомеханическим показателям, при этом поставка пересортированных изделий должна быть согласована с потребителем.
7.4 При несоответствии партии по результатам периодических испытаний последующие партии подвергают контролю по всем показателям качества, установленным в нормативном документе.
После получения положительных результатов на трех последовательно принятых партиях периодические испытания проводят по 4.7.2.
7.5 Несоответствующая партия, состоящая из изделий различных типоразмеров или массы, может быть разделена по типоразмерам и (или) массе изделий на партии меньшего объема, которые принимают как новые.
7.6 Несоответствующая партия может быть принята при снижении градации.
При необходимости недостающие испытания по 6.1 проводят на изделиях, отобранных от той же выборки. Если изделий в выборке недостаточно для изготовления образцов, допускается дополнительно отбирать изделия от партии по 4.5.
Раздел 7 (Новая редакция, Изм. № 2).
8 ПОРЯДОК ПРИЕМКИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ
8.1 Приемку проводит ОТК в объеме и последовательности, установленных в нормативном документе на продукцию или договоре на поставку.
8.2 При приемке оформляют следующие документы:
извещение (предъявительский документ);
акт отбора изделий (образцов);
протокол результатов приемосдаточных испытаний;
протокол результатов приемосдаточных и периодических испытаний;
протокол результатов лабораторных испытаний;
документ о качестве.
Типовые формы документов, оформляемых при приемке изделий, приведены в приложении Б.
(Измененная редакция, Изм. № 2).
8.2.1 Документы выполняют типографским способом на стандартной бумаге.
Формы документов, при необходимости, могут иметь машинно-ориентированный шифр с расположением реквизитов, принятых на конкретном предприятии. Также формы документов могут быть изготовлены (выполнены) с применением средств вычислительной техники.
Порядок обращения и хранения документов, оформленных в процессе испытаний и приемки изделий, определяет поставщик продукции.
8.3 Подразделение-изготовитель предъявляет ОТК сформированную партию с извещением (приложение Б, рисунок Б.1).
8.3.1 ОТК совместно с представителем подразделения-изготовителя проводит визуальный осмотр партии по внешнему виду.
При обнаружении в пакете (ящике, ящичном поддоне и т.д.) хотя бы одного изделия с дефектами внешнего вида или несоответствия маркировки изделий требованиям нормативного документа на продукцию упаковочную единицу исключают из партии с нанесением пометки «брак». Следы устранения дефектов поверхности изделий не являются браковочным признаком, если это согласовано с потребителем или установлено в нормативном документе на продукцию.
(Измененная редакция, Изм. № 2).
8.3.2 Исключенную из партии упаковочную единицу после пересортировки присоединяют к предъявляемой партии. Допускается пересортированные изделия предъявлять на приемку как отдельную партию или присоединять к последующей партии.
8.3.3 После осмотра партии по внешнему виду ОТК совместно с представителем подразделения-изготовителя отбирает изделия в выборку по 4.5 и оформляет акт отбора изделий (образцов) (приложение Б, рисунок Б.2).
8.3.4 ОТК проверяет соответствие изделий выборки требованиям нормативного документа на продукцию по размерам, строению, показателям внешнего вида и оформляет протокол результатов приемосдаточных испытаний (приложение Б, рисунок Б.3) или протокол приемосдаточных и периодических испытаний (приложение Б, рисунок Б.4).
8.3.5 Изделия выборки, прошедшие освидетельствование по 8.3.4, передают в испытательную лабораторию для проверки на соответствие требованиям нормативного документа на продукцию по физико-химическим и термомеханическим показателям. Результаты испытаний вносят в протокол лабораторных испытаний (приложение Б, рисунок Б.5), на основании которого ОТК заполняет соответствующие графы протоколов (приложение Б, рисунки Б.3 и Б.4).
8.3.6 Результаты повторных испытаний по 7.3 вносят в протоколы, оформленные по 8.3.4, 8.3.5 с пометкой «повторные испытания».
8.4 Решение о соответствии партии принимает ОТК на основании положительных результатов по 4.7.1, 4.7.2 и осмотра внешнего вида упаковочных единиц на соответствие требованиям нормативного документа по маркировке и упаковке. При необходимости подразделение-изготовитель устраняет выявленные несоответствия по маркировке и упаковке.
8.5 ОТК оформляет документ о качестве (приложение Б, рисунок Б.6) для каждой принятой партии.
Допускается оформлять один документ о качестве для нескольких партий изделий одной марки, изготовленных по одному нормативному документу или договору на поставку при отправке одному грузополучателю в одном вагоне или автомашине. В этом случае в документ о качестве (приложение Б, пункт Б.6, рисунок Б.6) включают наименование грузополучателя, номер вагона, или автомашины, вид упаковки и число упаковок, дату выдачи документа о качестве, наименование и марку изделия, массу поставки. Для каждой партии изделий включают: номер партии, номер изделия или чертежа, результаты испытаний.
(Измененная редакция, Изм. № 2).
9 ОРГАНИЗАЦИЯ ВХОДНОГО КОНТРОЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ
9.1 Входной контроль на соответствие изделий требованиям нормативного документа на продукцию, договора на поставку или разрешения на отклонения проводят в соответствии с ГОСТ 24297 с дополнениями по 9.1.1 и 9.1.2.
9.1.1 Номенклатуру продукции, нормируемые показатели и их значения, объем выборки и правила приемки, методы испытаний контролируют в соответствии с нормативным документом на продукцию или договором на поставку.
9.1.2 Потребитель может применить сплошной контроль изделий независимо от категории испытаний, указанной в нормативном документе на продукцию, если это оговорено в договоре на поставку. В этом случае правила приемки продукции должны быть установлены в договоре на поставку.
9.2 Перечень продукции, подлежащей входному контролю, разрабатывает потребитель.
9.2.1 Перечень содержит следующую информацию:
- наименование и марку продукции;
- обозначение нормативного документа на продукцию (реквизиты договора на поставку или разрешения на отклонения);
- контролируемые показатели и их значения;
-обозначение нормативного документа на методы испытаний.
По согласованию изготовителя и потребителя в перечень может быть включена дополнительная информация.
9.3 Входной контроль размеров, строения, показателей внешнего вида осуществляет ОТК; контроль физико-химических и термомеханических показателей проводит испытательная лаборатория, аккредитованная в установленном порядке.
9.3.1 Лаборатория должна быть оснащена испытательным оборудованием в соответствии с требованиями нормативного документа на методы испытания, указанного в нормативном документе на продукцию или договоре на поставку.
9.3.2 По согласованию изготовителя и потребителя допускается применять испытательное оборудование, не указанное в нормативном документе на методы испытания, если оно обеспечивает необходимую точность измерения и аттестовано в установленном порядке.
9.4 По результатам проведения входного контроля составляют заключение о соответствии партии установленным требованиям. Типовая форма заключения, оформляемого при входном контроле партии огнеупорных изделий, приведена в приложении В.
Допускается оформлять заключение в соответствии с приложением В только при выявлении несоответствий.
9.5 До завершения входного контроля поступившая от изготовителя продукция должна храниться отдельно.
Раздел 9 (Измененная редакция, Изм. № 2).
Разделы 8 - 9 (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ А
(Рекомендуемое)
ОГНЕУПОРНЫЕ ИЗДЕЛИЯ. ОТБОР ОБРАЗЦОВ И ПРИЕМОЧНЫЕ
ИСПЫТАНИЯ
(ИСО 5022-79)
1 Назначение и область применения
Настоящий стандарт устанавливает порядок отбора образцов огнеупорных изделий и оптимальный объем выборки, обеспечивающий наиболее достоверную оценку качества партии огнеупорных изделий.
Приведенные в стандарте методы позволяют проводить приемочные испытания, основанные на оценке диапазона изменения определяемых показателей, но не позволяют сделать заключение о конкретном применении принятой партии или сравнить качество различных частей партии.
Настоящий стандарт распространяется на огнеупорные изделия.
По соглашению сторон допускается выбирать любые методы настоящего стандарта.
Настоящий стандарт также позволяет принимать, по соглашению сторон, различные допуски в отношении табличных значений, не подтвержденных статистическими законами (см. 3.3).
2 Термины, определения и обозначения
2.1 Генеральная совокупность (партия) - общее количество рассматриваемых изделий. Каждая из партий, сформированная в соответствии с 3.1, является генеральной совокупностью.
2.2 Объем генеральной совокупности - количество изделий в генеральной совокупности (N).
2.3 Выборка - одно или несколько изделий, отобранных от генеральной совокупности (партии) и предназначенных для получения информации о качестве партии, на основании которой может быть принято решение о партии или процессе ее изготовления.
2.4 Объем выборки - количество изделий в выборке (п).
2.5 Единичное значение - значение показателя, полученное в результате наблюдения или испытания (хi).
2.6 Крайние значения - наибольшее (xmax) и наименьшее (xmin) единичные значения в выборке.
2.7 Среднее (арифметическое) - среднее арифметическое единичных значений в выборке равно их сумме, деленной на объем выборки.
![]()
Среднее арифметическое значение генеральной совокупности (партии) обозначают m.
2.8 Среднее квадратическое отклонение - величина, наиболее широко применяемая в статистике для характеристики разброса, представляет собой квадратный корень из дисперсии.
Среднее квадратическое отклонение выборки определяют по формуле
Среднее квадратическое отклонение генеральной совокупности (партии) обозначают s.
На практике
для расчета ![]() и S обычно
пользуются более простыми и точными эквивалентными формулами.
и S обычно
пользуются более простыми и точными эквивалентными формулами.
2.9 Доверительный интервал - интервал, о котором с заранее выбранной вероятностью Р = 1 - a можно утверждать, что он содержит неизвестный параметр Q (при определенных функциях T1 и Т2 для параметра Q генеральной совокупности)
![]()
где 1 - a - постоянная положительная величина.
Границы Т1 и Т2 доверительного интервала являются переменными величинами и принимают различные значения для каждой выборки.
Частота случаев, в которых определяемые функциями Т1 и Т2 конкретные интервалы будут содержать Q внутри себя, соответствует приблизительно 1 - a.
2.10 Доверительный уровень - вероятность, связанная с доверительным интервалом и равная 1 - a.
2.11 Статистический доверительный интервал - интервал, который при заданном уровне достоверности содержит определенную долю генеральной совокупности (партии).
Если оба предела определены статистически, интервал является двусторонним, если один из пределов неограничен или является абсолютной границей переменной - односторонним.
2.12 Контроль по качественному признаку - метод, при котором для каждого изделия генеральной совокупности или выборки, взятой из совокупности, определяют наличие или отсутствие определенного качественного показателя и рассчитывают количество таких изделий.
Рассматриваемыми качественными показателями являются, например, трещины или другие дефекты, определяемые визуально на внешней стороне поверхности изделия, внутренние дефекты, обнаруженные при распиливании или контроле ультразвуковым методом.
2.13 Контроль по количественному признаку - определение количественных показателей для каждого изделия совокупности или выборки.
Количественными показателями являются, например, размеры, результаты химических или физических испытаний.
2.14 Одноступенчатый план контроля - план контроля, при котором от партии отбирают только одну выборку.
2.15 Многоступенчатый план контроля - план контроля, при котором от партии отбирают последовательно несколько выборок, но без присвоения им номера. Отбор последующей выборки зависит от результатов проверки предыдущей.
2.16 Приемочный уровень дефектности (AQL) - уровень дефектности, соответствующий плану контроля с высокой достоверностью приемки и наибольшей относительной долей дефектных изделий в партии, до которой партию считают качественной и принимают по соответствующему плану контроля.
2.17 Браковочный уровень дефектности (LQ) - уровень дефектности, соответствующий плану контроля с относительно низкой достоверностью приемки (в основном, 10 %) и наименьшей относительной долей дефектных изделий в партии, свыше которой партию считают качественной.
2.18 Риск поставщика - вероятность забракования партии с относительной долей дефектных изделий, соответствующей установленной планом.
Вероятность a забракования партии - при относительной доле дефектных изделий в партии, равной приемочному уровню дефектности AQL (или при среднем арифметическом значении, равном гарантированному среднему значению).
2.19 Риск потребителя - вероятность приемки партии с относительной долей дефектных изделий, соответствующей установленной планом.
Вероятность b приемки партии - при относительной доле дефектных изделий в партии, равной браковочному уровню дефектности LQ (или при среднем арифметическом значении, равном mG + Δm или mG - Δm).
2.20 Кривая оперативной характеристики (ОС) - кривая зависимости вероятности приемки партии от фактического качества партии для данного плана контроля.
3 Общие положения и условия отбора образцов
3.1 Деление партии на подпартии
Крупнотоннажную партию разделяют на подпартии массой 100 - 500 т в зависимости от поставленных задач. Из подпартии отбирают выборки, которые проверяют и принимают отдельно. Партию разделяют на подпартии также в том случае, когда она состоит из изделий различных марок или различных способов изготовления. Кроме того, по соглашению сторон партию разделяют на подпартии в зависимости от размеров изделий, массы и, в случае необходимости, формы.
В зависимости от массы изделий партии подразделяют на три категории:
1 - до 15 кг;
2 - от 15 до 35 кг;
3 - свыше 35 кг.
Комплектование партии может быть облегчено при наличии на изделиях маркировки с указанием даты изготовления.
Если партия забракована, то после дополнительного согласования с потребителем допускается для обеспечения однородности разделить ее на подпартии в соответствии с критериями, указанными выше, и повторить приемку.
3.2 Испытуемые показатели
3.2.1 Требования к показателям
Каждый показатель, контролируемый по качественному признаку, характеризуется относительной долей дефектных изделий в партии, а каждый показатель, контролируемый по количественному признаку - средним значением и средним квадратическим отклонением.
Статистический контроль качества продукции показывает, что за определенный период времени среднее значение (m) показателя подвергается колебаниям из-за изменений сырья, его подготовки, способов формования и обжига, с другой стороны, среднее квадратическое отклонение меньше подвержено изменениям.
После определения технических показателей поставщик устанавливает гарантированное среднее значение mG: это значит, что среднее значение показателя в партии меньше, или равно mG , или больше, или равно mG.
Документ о поставке для каждого класса изделий должен содержать:
показатели, по которым принимают решение о приемке или забраковании партии;
установленные значения (нормы) для показателей.
Эти значения могут быть представлены в различных формах. Они могут содержать:
при контроле по качественному признаку - относительную долю дефектных изделий, соответствующую AQL. Требования к планам выборочного контроля изложены в разделе 4;
при контроле по количественному признаку - гарантируемое среднее значение (mG). Требования к планам контроля изложены в 5.3 и 5.5
или
предельные границы единичных значений (Ts - верхний предел или Ti - нижний предел).
В этом случае в документ на поставку должен быть включен AQL. Требования к планам выборочного контроля изложены в 5.4 и 5.6 или верхняя или нижняя граница контролируемого показателя. В настоящем стандарте не приведены планы выборочного контроля, соответствующие двустороннему ограничению.
Партия соответствует документу на поставку, если она относится к требуемому классу по значениям каждого испытуемого показателя, то при применении определенного плана контроля можно принять решение о приемке.
Партия не соответствует документу на поставку, если она не относится к требуемому классу, или значения одного или более испытуемых показателей, при применении определенного плана контроля приводят к решению о забраковании.
3.2.2 Характеристики и количество показателей, подлежащих контролю. Эффективность планов.
Характеристики и количество показателей зависят от вида партии, ее предполагаемого применения, риска потребителя и поставщика и затрат, выделенных на отбор образцов и проведение испытания.
Вероятность приемки и уровень качества партии зависят от выбранного плана выборочного контроля. Эта зависимость представлена кривой оперативной характеристики плана, которая для удобства применения характеризуется двумя точками: риском поставщика a и риском потребителя b.
При приемке партии по одному показателю для приведенных ниже планов контроля:
при приемке по количественному признаку риск поставщика (α), связанный с AQL или гарантированным средним значением, равен примерно 5 %, при приемке по качественному признаку величина риска указана в таблице 3;
риск потребителя (b) связан с LQ. Значения LQ для заданного риска b = 10 % приведены в таблицах 3, 9, 10 и могут быть определены для различных b из графиков, содержащих кривые оперативных характеристик соответствующих планов выборочного контроля (рисунки 4, 5, 6 и 7).
Относительная доля дефектных изделий, связанных с риском потребителя в различных планах выборочного контроля, обычно выше риска поставщика. Исходя из экономической целесообразности, вопрос о сокращении объема выборки решают обе стороны. При проведении приемки по нескольким показателям риск поставщика возрастает, а риск потребителя уменьшается при соответствии изделий требованиям к каждому показателю. Так как показатели качества не зависят друг от друга, в таблице 1 приведены окончательные значения a и b в зависимости от количества показателей, подлежащих проверке.
Фактически общий риск потребителя, исходя из этой таблицы, не обеспечивает полную гарантию качества приемки. Эта гарантия лучше обеспечена LQ, связанной с постоянной b, что показано на примере, приведенном на рисунке 1 (точки B1, В2, В3) соответствуют b = 10 %).
Уровень качества, соответствующий данному риску и количеству контролируемых показателей, можно определить по кривой оперативной характеристики плана.
Так как не все показатели огнеупорных изделий зависят друг от друга, то значения, указанные в таблице А1, являются максимальными (для поставщика) или минимальными (для потребителя).
Примечание. Кривая оперативной характеристики по каждому показателю при использовании одного и того же плана контроля изображена на рисунке 1 при следующих условиях:
известно среднее квадратическое отклонение (s);
граница допуска для отдельных величин - односторонняя;
АQL равен 4 %;
объем выборки равен 10.
Эти кривые являются графическим изображением функции
![]()
где Р - вероятность приемки партии с учетом проверки всех показателей качества;
Ф - функция нормального распределения;
U1 - среднее квадратическое отклонение, соответствующее вероятности р;
р - соотношение дефектных изделий в партии при приемке;
К - постоянная величина, определяемая применяемым планом выборочного контроля;
j - количество проверяемых показателей качества.
Количество показателей, контролируемых разрушающим методом (за исключением химического анализа), не должно быть более трех.
Примечание. Для получения информации можно применять показатели с самыми высокими и самыми низкими значениями при трех контролируемых показателях для оценки других показателей.
Методы отбора образцов по количественному признаку имеют теоретическую основу (кроме методов, описанных в 5.3), в соответствии с которой контролируемый показатель распределяется в партии в соответствии с законом нормального распределения. На практике рассматриваемые показатели редко соответствуют этому закону, но эффективность контроля изменяется незначительно при незначительном отклонении распределения от нормального.
Иногда целесообразно уточнить с помощью статистического контроля является ли распределение рассматриваемых показателей при контроле нормальным.
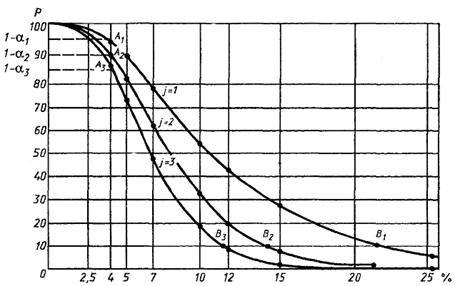
Рисунок 1 - Пример использования кривых
оперативной характеристики
при одновременном рассмотрении нескольких показателей
Таблица 1 - Зависимость степени риска от количества контролируемых показателей
|
Количество показателей j |
Общий риск поставщика при повышении a до 5 % для единичного показателя, % |
Общий риск потребителя при повышении b до 10 % для единичного показателя, % |
Количество показателей j |
Общий риск поставщика при повышении a до 5 % для единичного показателя, % |
Общий риск потребителя при повышении b до 10 % для единичного показателя, % |
|
1 |
a1 = 5,00 |
b1 = 10 % |
4 |
a4 = 18,55 |
b4 = 10-4 |
|
2 |
a2 = 9,75 |
b2 = 1 % = 10-2 |
5 |
a5 = 22,62 |
b5 = 10-5 |
|
3 |
a3 = 14,26 |
b3 = 10-3 |
6 |
a6 = 26,49 |
b6 = 10-6 |
|
|
|
|
7 |
a7 = 30,17 |
b7 = 10-7 |
3.3 Порядок отбора образцов (изделий) и применение планов выборочного контроля неразрушающими и разрушающими методами
Разрабатывают конкретный план выборочного контроля, выполнение которого контролируют специалисты, знающие производство, службу изделий и отбор образцов (изделий) в выборку.
Вероятность отбора образцов (изделий) должна быть одинаковой для всех изделий партии.
Эффективность плана выборочного контроля зависит от количества отобранных изделий (п) при любом объеме партии (N), где отношение n/N меньше 10 %. Для определения объема выборки с учетом необходимой эффективности используют таблицы 3, 4, 6, 9 и 10 или кривые оперативных характеристик (рисунок 1).
Если на практике качество продукции соответствует документу на поставку, допускается использовать план с более низкой эффективностью и меньшим объемом выборки или сократить количество контролируемых партий при сохранении плана с той же эффективностью. Это же используют при наличии контрольных карт качества (3.5).
Для снижения относительной доли дефектных изделий, соответствующей определенному риску потребителя, необходимо выбрать план выборочного контроля с более высокой эффективностью, что предполагает увеличение объема выборки.
Объем выборки (п), указанный в таблицах, зависит от количества испытаний по одному из контролируемых показателей, оказывающему влияние на решение о приемке партии по этому показателю. Каждый метод испытания должен быть представлен конечным результатом.
В соответствии с характером испытания результат может быть получен либо в виде результата однократного испытания, либо составлен из нескольких значений при многократных испытаниях.
Каждый из п результатов должен быть получен на различных изделиях. Поэтому из объема выборки в соответствии, с показателями, подлежащими проверке, следует отобрать необходимое количество образцов (изделий) с учетом:
количества контролируемых показателей;
особенностей каждого метода испытания, который будет использован;
возможности использования одного из отобранных изделий для контроля нескольких показателей;
вероятности возникновения проблем при подготовке образцов или во время испытаний;
необходимости устранения разногласий между поставщиком и потребителем:
в этом случае рекомендуется из отобранных образцов (изделий) составлять резервную партию для использования в случае арбитражных испытаний.
3.4 Подготовка отобранных образцов (изделий)
Распределение отобранных образцов (изделий) между различными ответственными сторонами (поставщиком, потребителем, арбитром) и состав резервной выборки указывают в контракте, в котором, при необходимости, указывают метод подготовки образцов для испытаний.
3.5 Использование статистических контрольных карт
Объем проводимых потребителем испытаний может быть значительно сокращен, если поставщик регулярно составляет статистические контрольные карты качества выпускаемой продукции и передает их потребителям. Поэтому форма контрольной карты должна быть такой, чтобы ее можно было использовать как при производстве, так и при приемке партии.
Контрольные карты можно использовать для контроля среднего арифметического значения, среднего квадратического отклонения и доли дефектных изделий.
Преимущество использования контрольных карт состоит в том, что в определенных случаях они дают возможность правильно рассчитать среднее квадратическое отклонение показателей качества.
4 Отбор образцов для проведения испытаний неразрушающими методами контроля
Перечень характеристик, которые определяют наличие дефектного изделия при проверке внешнего вида, приведен ниже.
Проверка внешнего вида предусматривает контроль изделий на наличие следующих дефектов: трещин, пятен, кривизны и т.д.
Приемочный уровень дефектности (AQL) устанавливают по соглашению сторон. Он составляет 4 % для нормальных изделий и изделий массового производства и 1,5 % для фасонных изделий.
Внешний вид проверяют по качественным признакам.
Необходимо учитывать планы выборочного контроля, которые определяются объемом выборки (п) и приемочным числом (С), взятым из ИСО 2859. В таблице 3 приведены планы выборочного контроля для AQL, равного 6,5; 4,0 или 1,5, в графе 4 приведены вероятность приемки Р для различных соотношений р дефектных изделий в партии.
Количество у дефектных изделий в выборке объемом n определяют следующим образом:
при у ≤ с партию принимают;
при у > с партию бракуют.
Пример: Партия общей массой 200 т состоит из 20000 изделий массой по 10 кг, разделенных по форме на три категории:
1 - 12000 изделий;
2 - 500 изделий;
3 - 7500 изделий.
В соответствии с 3.1 партию разделяют на 3 подпартии по форме для проверки дефектов поверхности (наличия трещин). Порядок контроля описан в таблице 2.
Например, для подпартии 2 используемый план выборочного контроля гарантирует (таблица 3, AQL = 1,5 %, строка 3):
для поставщика риск получить партию, содержащую 1,66 % дефектных изделий, ошибочно забракованную - 5 %;
для потребителя риск получить партию, содержащую 10,3 % дефектных изделий, ошибочно принятую - 10 %.
Таблица 2 - Порядок проведения приемочного контроля
|
Подпартия |
|||
|
1 |
2 |
3 |
|
|
Объем партии N |
12000 |
500 |
7500 |
|
Величины, взятые из таблицы 3 для AQL = l,5 %: |
|
|
|
|
объем выборки п |
315 |
50 |
200 |
|
приемочное число с |
10 |
2 |
7 |
|
число обнаруженных дефектных изделий |
8 |
2 |
8 |
|
Решение |
Принимают |
Бракуют |
|
4.2 Проверка размеров
Размеры проверяют по качественным или количественным признакам; методы, описанные в разделе 5, не используют при проверке размеров по количественным признакам из-за отсутствия верхних и нижних пределов.
Планы одноступенчатого выборочного контроля могут быть взяты из ИСО 2859 для контроля уровня П или из таблицы 3.
Приемочный уровень дефектности устанавливают по соглашению сторон. Обычно он составляет 6,5 %.
5 Отбор образцов для проведения испытаний разрушающими методами контроля.
5.1 Введение
Свойства, контролируемые с помощью разрушающих методов, имеют количественные показатели.
Описанные в 5.4 - 5.6 статистические методы контроля по количественным показателям основаны на том, что измеряемые значения распределяются в партии в соответствии с законом, близким к нормальному распределению (3.2.2, последний абзац).
Планы выборочного контроля, изложенные в 5.3 и 5.5, применяют при указании в документе на поставку гарантированного среднего значения испытуемого показателя (µG).
Планы выборочного контроля, изложенные в 5.4 и 5.6, применяют при указании одной из границ (TS и Тi) для единичных значений показателя; изделие удовлетворительно по контролируемому показателю, если его значение меньше Ts (или больше Тi); в противном случае изделие является дефектным по испытуемому показателю.
Описанные в 5.3 и 5.4 методы используют при известном среднем квадратическом отклонении (s) испытуемого показателя.
Таблица 3 - Планы одноступенчатого контроля
Среднее квадратическое отклонение рассчитывают на более крупных выборках (приложение 1). Постоянство среднего квадратического отклонения проверяют регулярно статистическими методами.
5.2 Разделение испытаний
Количество образцов (n), отобранных от изделия, по соглашению сторон может быть разделено между поставщиком и потребителем или третьей независимой стороной при условии, что при предварительных испытаниях не обнаружено никаких значительных расхождений результатов испытаний (приложение 2).
В дальнейшем результаты объединяют для статистической обработки; при согласии заинтересованных сторон поставщик может ссылаться на результаты, приведенные в контрольных картах, и несет за них ответственность.
Соответствие между результатами, полученными в лабораториях, регулярно проверяют с помощью статистических испытаний, таких как, например, испытание t - для сравнения средних значений и испытание F - для сравнения средних квадратических отклонений.
При обнаружении значительных расхождений между результатами испытаний выясняют причины этих расхождений. До устранения этих расхождений результаты исследований не могут быть объединены для проведения статистической обработки.
При наличии расхождений в результатах, полученных поставщиком и потребителем, решение принимают по результатам, полученным в арбитражной лаборатории.
5.3 Планы выборочного контроля при гарантированном среднем значении показателя и известном среднем квадратическом отклонении
Планы выборочного контроля, изложенные в настоящем подразделе, используют при достижении согласия между поставщиком и потребителем по гарантированному среднему значению и известному среднему квадратическому отклонению показателя.
5.3.2 Планы одноступенчатого выборочного контроля
5.3.2.1 Характерные параметры
Планы одноступенчатого выборочного контроля характеризуются объемом выборки n и коэффициентом приемки KРRE; эти параметры приведены в таблице 4, графы 1 и 2.
5.3.2.2 Обработка выборки и принятие решения
В результате
испытаний получают п единичных значений, для которых рассчитывают
величину ![]() .
.
Основное правило для принятия решения при установленном верхнем предельном значении контролируемого показателя:
рассчитывают µg + KРRЕ s:
![]() ≤ µg + KPRE
s - партию принимают;
≤ µg + KPRE
s - партию принимают;
![]() > µg + Kpre s - партию забраковывают.
> µg + Kpre s - партию забраковывают.
Основное правило для принятия решения при установленном нижнем предельном значении контролируемого показателя:
рассчитывают µg - KРRЕ s:
![]() ≤ µg - KPRE
s - партию принимают;
≤ µg - KPRE
s - партию принимают;
![]() <
µg - KPRE
s - партию
забраковывают.
<
µg - KPRE
s - партию
забраковывают.
5.3.2.3 Риск поставщика и потребителя
Значения KPRE приведены в таблице 4 для риска поставщика a - 5 %, т.е. партия будет ошибочно забракована при среднем арифметическом значении партии µ, равном гарантированному среднему показателю µg.
Риск потребителя b - вероятность приемки партии при среднем арифметическом значении партии µ, отличающемся на Δµ от гарантированного среднего значения µG. Δµ , соответствующее риску b = 10 %, равно
произведению ![]() (графа 4 таблицы 4) на s:
(графа 4 таблицы 4) на s:
![]()
Знак «+» используют при нежелательных верхних значениях испытуемого показателя.
Кривые оперативных характеристик планов выборочного контроля из таблицы 4 приведены на рисунке 2.
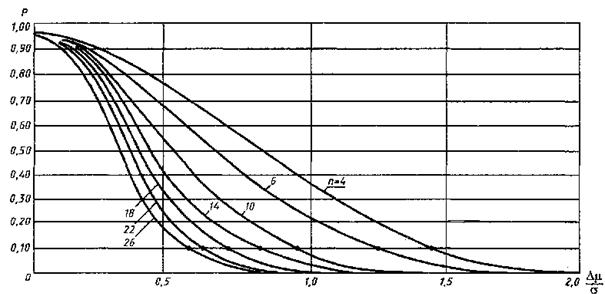
Рисунок 2 - Кривые оперативных
характеристик для одноступенчатых планов выборочного контроля
из таблицы А4: испытание при гарантированном среднем значении при известном
среднем квадратическом отклонении1)
1) Кривые используют для одноступенчатых планов контроля из таблицы А4, а также для многоступенчатых планов контроля из таблицы А5 при одинаковой общей массе партии.
5.3.2.4 Пример
Предположим, что приведенная в примере 4.1 партия должна быть проконтролирована по показателю «предел прочности при сжатии яри комнатной температуре». Допустим, гарантированное среднее значение µG = 230 кгс/см2, среднее квадратическое отклонение s = 70 кгс/см2.
Все изделия в партии по массе относятся к категории 1; следовательно, все изделия составляют одну партию при использовании разрушающих методов контроля (3.1).
Выбирают план выборочного контроля по 5.3. Желательно использовать план одноступенчатого выборочного контроля (5.3.2).
По таблице 4 получаем объем выборки п = 14 и коэффициент приемки KРRE - 0,44.
Среднее
арифметическое значение результатов 14 испытаний ![]() = 190 кгс/см2.
= 190 кгс/см2.
Производим
следующий расчет: µG - KРREs = 230 -
0,44 ´ 70 = 199. Так как ![]() < µG - KРREs (190 <
199), принимаем решение о несоответствии.
< µG - KРREs (190 <
199), принимаем решение о несоответствии.
Использованный план выборочного контроля гарантирует следующее:
для поставщика риск ошибочно забраковать партию с гарантированным средним значением показателя 230 кгс/см2 равен 5 %;
риск потребителя (b = 10 %) получить ошибочно принятую партию с гарантированным средним значением, равным
![]()
5.3.3 Планы многоступенчатого выборочного контроля
5.3.3.1 Общие указания
При применении одноступенчатого выборочного контроля объем выборки устанавливают перед началом отбора изделий; при применении планов многоступенчатого выборочного контроля количество изделий, необходимых для испытаний, зависит от результатов последовательных испытаний. После каждого испытания возможны три решения: принять; забраковать; продолжить испытания.
Количество испытаний, которые необходимо провести для того, чтобы принять или забраковать партию, таким образом зависит от полученных результатов, но в целом это ниже, чем количество испытаний, проведенных по одноступенчатому контролю при той же эффективности. Поэтому планы многоступенчатого выборочного контроля имеют преимущества при проведении дорогостоящих испытаний.
Изделия отбирают от партии последовательно (до принятия решения) или одновременно в количестве, соответствующем nmax (таблица 6, графа 8), и затем последовательно испытывают в случайном порядке, определенном в момент отбора.
5.3.3.2 Рабочие параметры
Планы многоступенчатого выборочного контроля изделий характеризуются параметрами b, а и r, взятыми из таблицы 6, графы 1 - 3.
Таблица 4 - Планы одноступенчатого контроля при гарантированном среднем значении показателя
|
KPRE при a = 5 % |
|
Объем выборки n при неизвестном s |
Общая масса партии, т |
|
|
4 |
0,82 |
1,46 |
6 |
1 |
|
6 |
0,67 |
1,20 |
8 |
10 |
|
10 |
0,52 |
0,93 |
12 |
100 |
|
14 |
0,44 |
0,78 |
16 |
200 |
|
18 |
0,39 |
0,69 |
20 |
300 |
|
22 |
0,35 |
0,62 |
24 |
400 |
|
26 |
0,32 |
0,58 |
28 |
500 |
|
Примечания 1 В таблице приведены нормы для изделий массой до 35 кг. При массе изделий свыше 35 кг объем выборки устанавливают по соглашению сторон. 2 Общая масса партии приведена для сведения. |
||||
5.3.3.3 Проведение испытаний и принятие решения по партии
Допустим, что п - количество проведенных испытаний. После каждого испытания суммируют п полученных результатов х.
![]()
Решение принимают в соответствии с таблицей 5.
План выборочного контроля может быть прерван при п = пmax (таблица 6, графа 8), решение об этом указано в нижней части таблицы 5.
|
При установленном верхнем предельном значении показателя |
При установленном нижнем предельном значении показателя |
Решение о приемке |
При установленном верхнем предельном значении показателя |
При установленном нижнем предельном значении показателя |
|
|
Объявить партию принятой, если |
Sn £ a |
Sn ³ a |
Прекратить испытания для n = паах и объявить партию принятой, если |
Sn max £ 0 |
Sn max ³ 0 |
|
Объявить партию забракованной, если |
Sn ³ r |
Sn £ r |
|||
|
Продолжить испытания, если |
a < Sn < r |
r < Sn < a |
Прекратить испытания для п = пmax и объявить партию забракованной, если |
Sn max > 0 |
Sn max < 0 |
|
|
|
|
5.3.3.4 Риск поставщика и потребителя
Величины, указанные в таблице 6, основаны на риске поставщика j = 5 %. Вероятность, что партия, в которой значение m равно гарантированному среднему значению mG, будет ошибочно объявлена не принятой, составляет 5 %.
Риск
потребителя b - вероятность, что партия
со средним арифметическим значением, отличающимся от гарантированного среднего
значения mG
на Dm,
будет объявлена принятой. Величину Dm, соответствующую риску b = 10 %, получают умножением величины ![]() , взятой
из графы 4 таблицы 6, на s,
т.е.
, взятой
из графы 4 таблицы 6, на s,
т.е.
![]()
Кривые эффективности планов многоступенчатого выборочного контроля, приводимые в этом разделе, аналогичны приведенным в 5.3.2 (рисунок 2).
5.3.3.5 Объем средней выборки
Объем средней выборки, взятый из таблицы 6, графы 5 - 7, равен количеству изделий, подлежащих испытанию для принятия решения о приемке партии, и зависит от среднего арифметического значения в партии;
графа 5 относится к партиям, у которых среднее арифметическое значение m, равно гарантированному среднему значению µg ;
графа 6 относится к партиям, у которых среднее арифметическое значение µ отличается на Dµ от гарантированного среднего значения µg (вероятность приемки таких партий 10 %);
графа 7 относится к партиям, среднее арифметическое значение которых отличается на Dµ/2 от гарантированного среднего значения µG (средний объем выборки может достигать максимального значения).
Таблица 6 - Планы многоступенчатого выборочного контроля при гарантированном среднем значении µg и известном среднем квадратическом отклонении
|
a |
r |
|
Объем средней выборки |
nmax |
Общая масса партии, т |
|||
|
|
|
|
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
mg±0,730s |
±1,54s |
±1,98s |
1,46 |
1,9 |
2,2 |
3,1 |
6 |
1 |
|
mg±0,600s |
±1,88s |
±2,41s |
1,20 |
2,8 |
3,3 |
4,5 |
8 |
10 |
|
mg±0,465s |
±2,42s |
±3,11s |
0,93 |
4,6 |
5,5 |
7,5 |
13 |
100 |
|
mg±0,390s |
±2,89s |
±3,71s |
0,78 |
6,6 |
7,8 |
10,7 |
18 |
200 |
|
mg±0,345s |
±3,26s |
±4,19s |
0,69 |
8,4 |
10,0 |
13,7 |
23 |
300 |
|
mg±0,310s |
±3,63s |
±4,66s |
0,62 |
10,4 |
12,4 |
16,9 |
29 |
400 |
|
mg±0,290s |
±3,88s |
±4,98s |
0,58 |
11,9 |
14,1 |
19,3 |
33 |
500 |
|
Примечания: 1 При установленных верхних предельных значениях показателя в графах 1-3 принимают верхние знаки; при установленных нижних предельных значениях принимают нижние знаки. 2 Графа 9 приведена для сведения. |
||||||||
5.3.3.6 Примеры
5.3.3.6.1 Пример испытания на деформацию под нагрузкой
Партия массой 200 т должна быть представлена для приемки по показателю «деформация под нагрузкой»; гарантированная величина µG =1670 °С согласована, среднее квадратическое отклонение известно и составляет s = 15 °С.
Исходя из указанных данных, следует использовать планы выборочного контроля по 5.3.
Используя планы многоступенчатого контроля (5.3.3) и таблицу 6, рассчитывают следующие величины:
b = µG - 0,390s = 1670 - (0,390 ´ 15) = 1664;
a = 2,89s = 2,89 ´ 15 = 43,4;
r = -3,71s = -3,71 ´ 15 = -55,6.
Следовательно, в соответствии с графой 8 можно прервать контроль после проверки птax = 18 изделий. Порядок проведения многоступенчатого плана контроля приведен в таблице 7.
Таблица 7 - Проведение плана многоступенчатого выборочного контроля
|
x1 |
x1 -b |
Sn |
Решение |
|
|
1 |
1670 |
6 |
6 |
|
|
2 |
1680 |
16 |
22 |
|
|
3 |
1660 |
-4 |
18 |
|
|
4 |
1670 |
6 |
24 |
|
|
5 |
1670 |
6 |
30 |
|
|
6 |
1660 |
-4 |
26 |
|
|
7 |
1680 |
16 |
42 |
|
|
8 |
1660 |
-4 |
38 |
|
|
9 |
1680 |
16 |
54 |
Объявить принятой, так как Sn > a |
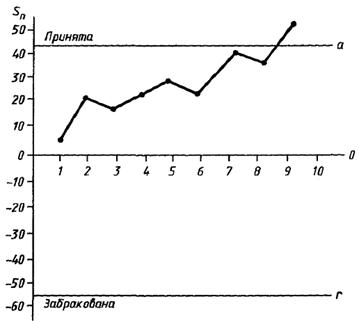
Рисунок 3 - Порядок принятия решения по партии
После проверки n = 9 изделий принимают решение о приемке партии. Порядок принятия решения изображен на рисунке 3.
5.3.3.6.2 Пример испытания по показателю «термическое расширение при 1400 °С».
Партия массой 200 т должна быть испытана по показателю «термическое расширение при 1400 °С»; гарантированное среднее значение mG = 1,30 % согласовано; среднее квадратическое отклонение известно и его величина составляет s = 0,05 %.
Исходя из указанных данных, используют план выборочного контроля по 5.3.
Используя план многоступенчатого выборочного контроля (5.3.3) и таблицу 6, рассчитывают следующие величины:
b = mG + 0,390s = 1,30 + (0,390 ´ 0,05) = 1,32;
а = -2,89s = -2,89 ´ 0,05 = - 0,145;
r = 3,71s = 3,71 ´ 0,05 = 0,186.
Следовательно, в соответствии с таблицей 6, графой 8 можно прервать план контроля после испытания nmax = 18 изделий.
Порядок проведения многоступенчатого плана контроля приведен в таблице 8.
Таблица 8 - Проведение плана многоступенчатого выборочного контроля
|
xi |
x1 -b |
Sn |
Решение |
|
|
1 |
1,29 |
-0,03 |
-0,03 |
|
|
2 |
1,30 |
-0,02 |
-0,05 |
|
|
3 |
1,34 |
+0,02 |
-0,03 |
|
|
4 |
1,28 |
-0,04 |
-0,07 |
|
|
5 |
1,29 |
-0,03 |
-0,10 |
|
|
6 |
1,32 |
0 |
-0,10 |
|
|
7 |
1,31 |
-0,01 |
-0,11 |
|
|
8 |
1,28 |
-0,04 |
-0,15 |
Объявить принятой, так как Sn < a |
После проверки п = 8 изделий принимают решение о том, что партия принята.
5.4 Планы одноступенчатого выборочного контроля с установленным односторонним пределом для единичных значений показателя и известным средним квадратическим отклонением.
5.4.1 Область применения
Приведенные в этом разделе планы одноступенчатого выборочного контроля применяют в том случае, когда поставщиком и потребителем согласованы пределы (верхний предел TS или нижний предел Ti) испытуемого показателя для единичных значений при известном среднем квадратическом отклонении.
5.4.2 Рабочие характеристики
План одноступенчатого выборочного контроля характеризуют объемом выборки п и коэффициентом приемки K; эти характеристики приведены в таблице 9 в соответствии с согласованным AQL.
5.4.3 Обработка выборки и принятие решения по партии
Испытания
дают п отдельных значений. Сначала рассчитывают среднее арифметическое ![]() этих
значений, затем индекс качества выборки
этих
значений, затем индекс качества выборки
![]()
или
![]()
Правила, влияющие на решение:
если Q ³ К, партию принимают;
Таблица 9 - Планы одноступенчатого выборочного контроля с установленным односторонним пределом для единичных значений и известным средним квадратическим отклонением
|
К |
LQ, % |
К |
LQ, % |
К |
LQ, % |
К |
LQ, % |
Общая масса партии, т |
|
|
AQL = 1,5 % |
AQL = 2,5 % |
AQL = 4,0 % |
AQL = 6,5 % |
||||||
|
4 |
1,35 |
23,9 |
1,14 |
30,9 |
0,93 |
38,6 |
0,69 |
48,0 |
1 |
|
6 |
1,50 |
16,4 |
1,29 |
22,2 |
1,08 |
28,9 |
0,84 |
37,6 |
10 |
|
10 |
1,65 |
10,7 |
1,44 |
15,0 |
1,23 |
20,5 |
0,99 |
27,9 |
100 |
|
14 |
1,73 |
8,2 |
1,52 |
11,9 |
1,31 |
16,6 |
1,07 |
23,4 |
200 |
|
18 |
1,78 |
6,9 |
1,57 |
10,2 |
1,36 |
14,5 |
1,13 |
20,4 |
300 |
|
22 |
1,82 |
6,1 |
1,61 |
9,0 |
1,40 |
12,9 |
1,16 |
18,7 |
400 |
|
26 |
1,85 |
5,5 |
1,64 |
8,2 |
1,43 |
11,9 |
11,9 |
17,4 |
500 |
|
Примечания 1 В таблице приведены значения для изделий массой до 35 кг; при массе изделий свыше 35 кг объем выборки устанавливают по соглашению сторон. 2 Общая масса партии приведена для сведения |
|||||||||
5.4.4 Кривые оперативных характеристик планов контроля по таблице 9 приведены на рисунках 4-7.
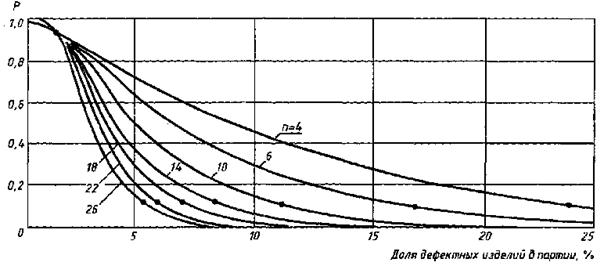
Рисунок 4 - Кривые оперативных
характеристик одноступенчатых планов контроля таблицы 9
для AQL = 1,5 %: с установленным односторонним
пределом для единичных значений
и известным средним квадратическим отклонением1)
1) Кривые используют для планов таблицы 10 при одинаковых AQL и LQ (при неизвестном среднем квадратическом отклонении).
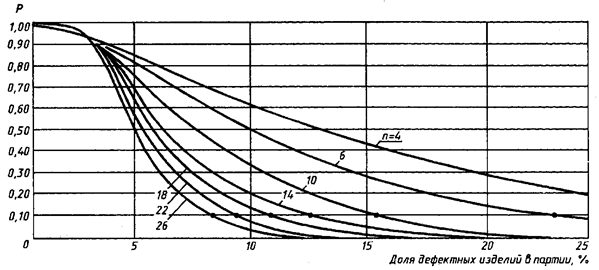
Рисунок 5 - Кривые оперативных
характеристик одноступенчатых планов контроля таблицы 9
для AQL = 2,5 %: с установленным односторонним
пределом для отдельных единичных значений
и известным средним квадратическим отклонением1)
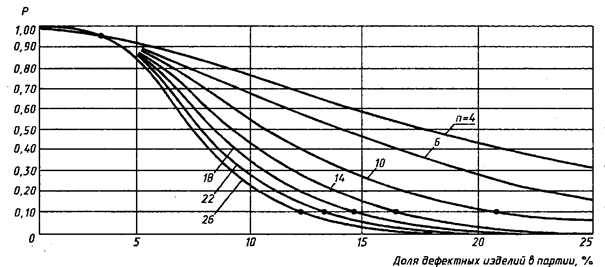
Рисунок 6 - Кривые оперативных
характеристик одноступенчатых планов контроля таблицы 9
для AQL = 4,0 %: с установленным односторонним
пределом для единичных значений
и известным средним квадратическим отклонением1)
1) Кривые используют для одноступенчатых планов из таблицы 10 при одинаковых AQL и LQ (при неизвестном среднем квадратическом отклонении).
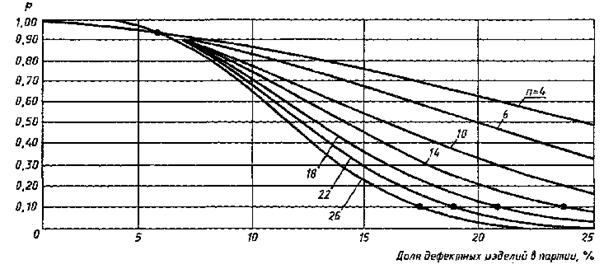
Рисунок 7 - Кривые оперативных
характеристик одноступенчатых планов контроля таблицы 9
для AQL = 6,5 %: с установленным односторонним
пределом для единичных значений
и известным средним квадратическим отклонением1)
1) Кривые используют для одноступенчатых планов из таблицы 10 при одинаковых AQL и LQ (при неизвестном среднем квадратическом отклонении).
5.4.4 Риск поставщика и потребителя
Значения К, приведенные в таблице 9, относятся к риску поставщика a = 5 %; вероятность того, что партия с относительной долей дефектных изделий, равной AQL, будет ошибочно не принята, составляет 5 %.
Для каждого AQL в таблице 9 даны графы с величинами LQ при риске потребителя b = 10 %; вероятность приемки партии, в которой относительная доля дефектных изделий равна LQ (из таблицы), составляет 10 %.
Кривые оперативных характеристик планов одноступенчатого контроля, представленных в таблице 9, приведены на рисунке 4 (AQL = 1,5 %), 5 (AQL = 2,5 %), 6 (AQL = 4 %) и 7 (AQL = 6,5 %).
5.4.5 Пример
Партия массой 200 т должна быть представлена для приемки по показателю «кажущаяся плотность».
По согласованию установлен предел Тi = 2,98 г/см3 для единичных значений и выбран AQL = 4 %. Среднее квадратическое отклонение известно и составляет 0,04 г/см3.
Исходя из указанных данных, используют план выборочного контроля по 5.4.
Объем выборки п = 14 и коэффициент приемки К = 1,31 взяты из таблицы 9.
Среднее
арифметическое значение ![]() = 3,04 г/см3 получено
по результатам испытаний. Следовательно, индекс качества
= 3,04 г/см3 получено
по результатам испытаний. Следовательно, индекс качества
![]()
Так как Q = 1,5 > К = 1,31, партию принимают.
Данный план контроля гарантирует:
риск поставщика ошибочно забраковать партию, в которой 4 % изделий имеют кажущуюся плотность ниже 2,98 г/см3, составляет 5 %;
риск потребителя получить ошибочно принятую партию, в которой 16,6 % изделий с кажущейся плотностью ниже 2,98 г/см3, составляет 10 %.
5.5 Планы одноступенчатого выборочного контроля при гарантированном среднем значении показателя и неизвестном среднем квадратическом отклонении
Примечание. Теоретически вероятность приемки в основном зависит от отношения Dm/s, где Dm - разность среднего арифметического значения m, партии и гарантированного среднего значения mG, a s - истинное среднее квадратическое отклонение партии, из которой были отобраны образцы. Иначе говоря, две партии 1 и 2 при различных средних квадратических отклонениях s1 и s2 и отличающихся от mG на Dm1 и Dm2 соответственно, обладают одинаковой вероятностью приемки
![]()
Кривые оперативных характеристик показывают вероятность приемки, как функции (Dm/s). Следовательно, величина Dm, для которой вероятность приемки составляет b, может быть рассчитана, если известно s. Применение среднего квадратического отклонения образца S вместо истинного среднего квадратического отклонения s дает приблизительные результаты, которые можно расшифровать с помощью таблицы 11 (графа 2), показывающей отношение s к s с доверительной вероятностью 95 % (приложение 1). Кривые оперативных характеристик, изображенные на рисунке 2, раздел 5.3, являются приемлемыми для соответствующих планов выборочного контроля в настоящем подразделе, когда п заменяют на п + 2.
Необходимо помнить, что при использовании этих кривых в отношении Dm/s s является истинным средним квадратическим отклонением для партии, подвергнутой проверке. Это среднее квадратическое отклонение является в данном случае неизвестной величиной.
5.5.1 Область применения
Планы одноступенчатого выборочного контроля, рассматриваемые в данном подразделе, применяют при достижении согласия между поставщиком и потребителем по гарантированному среднему значению показателя, когда неизвестно среднее квадратическое отклонение показателя, но оно может быть оценено как среднее квадратическое отклонение S выборки.
5.5.2 Рабочие характеристики
План одноступенчатого выборочного контроля характеризуют объемом выборки п и коэффициентом приемки KРRE; эти параметры приведены в таблице 4 в графах 4 и 2 соответственно.
5.5.3 Обработка выборки и принятие решения по партии
По полученным
в результате испытания п единичным значениям рассчитывают среднее
значение ![]() и
среднее квадратическое отклонение S.
и
среднее квадратическое отклонение S.
Порядок принятия решения, если установлено верхнее предельное значение показателя: рассчитывают mG + KPRES;
если ![]() £ mG + KPRES
, партию принимают;
£ mG + KPRES
, партию принимают;
если ![]() >mGс
+ KPRES , партию
забраковывают.
>mGс
+ KPRES , партию
забраковывают.
Порядок принятия решения, если установлено нижнее предельное значение показателя:
рассчитывают >mGс - KPRES;
если ![]() ³ mG - KPRES
, партию принимают;
³ mG - KPRES
, партию принимают;
если ![]() <
mG
- KPRES , партию
забраковывают.
<
mG
- KPRES , партию
забраковывают.
5.5.4 Риск поставщика и потребителя
Значения KРRE в таблице 4 основаны на риске поставщика a = 5 %, т.е. партия со средним арифметическим значением m, равным гарантированному среднему значению mG, будет случайно забракована.
Риск потребителя b соответствует вероятности, что партия, в которой среднее арифметическое значение m отличается на Dm от гарантированного среднего значения mg, будет принята.
Величину Dm,
соответствующую b = 10 %, получают
умножением фактора ![]() из графы 3, таблицы 4 на
истинную величину о партии, которое неизвестно.
из графы 3, таблицы 4 на
истинную величину о партии, которое неизвестно.
5.5.5 Пример
Партию массой 200 т необходимо принять по показателю «кажущаяся плотность»; величина mG = 3,03 г/см3 предварительно согласована. Среднее квадратическое отклонение о неизвестно, следует использовать планы выборочного контроля по 5.5.
В таблице А4 указан объем выборки п = 16 и коэффициент приемки KPRE = 0,44.
Испытания,
проведенные из выборки, дают средние арифметические значения ![]() - 3,02
г/см3 и среднее квадратическое отклонение S
= 0,035 г/см3.
- 3,02
г/см3 и среднее квадратическое отклонение S
= 0,035 г/см3.
mG - KPRES = 3,03 - 0,44 ´ 0,035 = 3,015.
Так как ![]() = 3,02
(3,02 > mG -
KPRES ) партию принимают.
= 3,02
(3,02 > mG -
KPRES ) партию принимают.
Примененный план выборочного контроля гарантирует следующее:
риск поставщика ошибочно забраковать партию со средним значением, равным 3,03, составляет 5 %;
риск потребителя b = 10 % получить ошибочно принятую партию со средним значением около 3,03 - 0,78 ´ 0,035 = 3,00 г/см3.
5.6 Планы одноступенчатого выборочного контроля с заданным односторонним предельным значением единичного показателя и неизвестным средним квадратическим отклонением
5.6.1 Область применения
Планы одностороннего выборочного контроля, приведенные в данном подразделе, используют при согласовании поставщиком и потребителем одного из предельных значений (верхнего ТS или Тi) испытуемого показателя для единичных значений и неизвестном среднем квадратическом отклонении, которое может быть рассчитано по выборке.
5.6.2 Рабочие характеристики
План одноступенчатого выборочного контроля характеризуют объемом выборки п и коэффициентом приемки К; их значения получают из таблицы 10 в соответствии с известным AQL.
Таблица 10 - Планы одноступенчатого выборочного контроля с односторонним предельным значением, установленным для единичных значений, и неизвестным средним квадратическим отклонением
|
К |
LQ, % |
Объем выборки п |
К |
LQ, % |
Объем выборки п |
К |
LQ, % |
Объем выборкиn |
К |
LQ, % |
Общая масса партии, т |
|
|
AQL= 1,5 % |
AQL = 2,5 % |
AQL = 4,0 % |
AQL = 6,5 % |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
8 |
1,35 |
23,9 |
7 |
1,14 |
30,9 |
6 |
0,93 |
38,6 |
5 |
0,69 |
48,0 |
1 |
|
13 |
1,50 |
16,4 |
11 |
1,29 |
22,2 |
9 |
1,08 |
28,9 |
8 |
0,84 |
37,6 |
10 |
|
24 |
1,65 |
10,7 |
20 |
1,44 |
15,0 |
18 |
1,23 |
20,5 |
14 |
0,99 |
27,9 |
100 |
|
35 |
1,73 |
8,2 |
30 |
1,52 |
11,9 |
26 |
1,31 |
16,6 |
22 |
1,07 |
23,4 |
200 |
|
47 |
1,78 |
6,9 |
40 |
1,57 |
10,2 |
35 |
1,36 |
14,5 |
29 |
1,13 |
20,4 |
300 |
|
58 |
1,82 |
6,1 |
51 |
1,61 |
9,0 |
44 |
1,40 |
12,9 |
37 |
1,16 |
18,7 |
400 |
|
70 |
1,85 |
5,5 |
61 |
1,64 |
8,2 |
53 |
1,43 |
11,9 |
44 |
1,19 |
17,4 |
500 |
|
Примечания 1 В таблице приведены значения для изделий массой менее 35 кг; при массе изделий свыше 35 кг объем выборки устанавливают по соглашению сторон. 2 Графа 13 приведена для сведения. |
||||||||||||
5.6.3 Обработка выборки и принятие решения по партии
Испытания
дают п отдельных значений, по которым в первую очередь рассчитывают их
среднее арифметическое значение ![]() и среднее квадратическое
отклонение S. Затем рассчитывают индекс качества
выборки
и среднее квадратическое
отклонение S. Затем рассчитывают индекс качества
выборки
![]()
или
![]()
Порядок принятия решения:
при Q ³ К, партию принимают;
при Q < К, партию бракуют.
5.6.4 Риск поставщика и потребителя
Значения AQL и LQ, приведенные в таблицах 9 и 10, одинаковы. Риск поставщика, соответствующий каждому AQL, составляет около 5 %. Риск потребителя, соответствующий каждому LQ, составляет около 10 %. Такая приблизительная оценка вполне достаточна для практических целей, но не совсем приемлема при объеме выборки меньше 15. Планы выборочного контроля этого подраздела аналогичны планам из 5.4 и кривым оперативных характеристик при одинаковых AQL и LQ.
5.6.5 Пример
Партию массой 200 т необходимо принять по показателю «открытая пористость». Верхнее предельное значение единичных значений TS = 20,7 % и AQL = 4 % предварительно согласованы. Так как среднее квадратическое отклонение о неизвестно, то используют план выборочного контроля по 5.6.
Объем выборки п = 26 и коэффициент приемки К = 1,31 берут из таблицы 10.
Испытания
выборки дают среднее арифметическое значение ![]() =19,0 % и среднее
квадратическое отклонение S = 0,9 %. Затем
рассчитывают индекс качества
=19,0 % и среднее
квадратическое отклонение S = 0,9 %. Затем
рассчитывают индекс качества
![]()
Так как Q = 1,89 > К = 1,31, то партию принимают.
Примененный план контроля гарантирует:
риск поставщика a = 5 % забраковать партию, содержащую 4 % изделий с пористостью более 20,7 %;
риск потребителя b = 10 % получить принятую партию, содержащую 16,6 % изделий с пористостью более 20,7 %.
5.6.6 Уравнения, используемые для расчета величин в таблицах 4, 6, 9 и 10, приведены в приложении 3.
Отчет об отборе образцов должен содержать следующую информацию:
наименование поставщика и потребителя;
массу (количество изделий) и маркировку партии;
дату и место отбора образцов;
фамилию эксперта по отбору образцов;
количество и маркировку образцов, представленных для разрушающих испытаний с указанием их размеров;
план выборочного контроля;
показатели, указанные поставщиком для статистической проверки (как для неразрушающих, так и для разрушающих испытаний);
результаты, полученные при неразрушающих методах.
ОПРЕДЕЛЕНИЕ СРЕДНЕГО АРИФМЕТИЧЕСКОГО ЗНАЧЕНИЯ И СРЕДНЕГО КВАДРАТИЧЕСКОГО ОТКЛОНЕНИЯ
Периодически поставщик проверяет среднее арифметическое значение m и среднее квадратическое отклонение о своей продукции по всем нормируемым показателям.
Частота проверок должна обеспечить своевременное выявление изменений m и s. Эти изменения могут быть вызваны:
изменениями сырья;
подготовкой сырья;
способом формования;
изменениями условий обжига.
Рекомендуемая периодичность проверок - не чаще 1 раза в месяц.
Среднее
арифметическое значение ![]() и среднее квадратическое
отклонение S рассчитывают по результатам n отдельных измерений, полученных
во время испытаний.
и среднее квадратическое
отклонение S рассчитывают по результатам n отдельных измерений, полученных
во время испытаний.
Доверительный
интервал совокупности с ![]() и S получают
на уровне 1 - a
и S получают
на уровне 1 - a
![]()
доверительный интервал для среднего квадратического отклонения о совокупности получают с помощью
SKu £ s £ S Ko,
где
Доверительные интервалы m и s приведены в таблице 11 для доверительного уровня 95 % и нескольких значений п.
C увеличением объема выборки уменьшается доверительный интервал, т.е. обеспечивается получение более точной информации о m и s. Поэтому для выбора объема выборки n необходимо оценить стоимость испытаний и сравнить ее с желаемой точностью: он должен быть не ниже n = 25. Определение доверительного интервала m и s рекомендуется также для характеристики качества образцов, для которых не проводят приемочные испытания с целью экономии затрат.
Таблица 11 - Доверительный интервал m и s для различных объемов выборки п
|
m при среднем доверительном интервале 95 % |
s при среднем доверительном интервале 95 % |
|
|
2 |
|
0,446 S £ s £ 31,91 S |
|
5 |
|
0,599 S £ s £ 2,87 S |
|
10 |
|
0,688 S £ s £ 1,83 S |
|
15 |
|
0,732 S £ s £ 1,58 S |
|
20 |
|
0,760 S £ s £ 1,46 S |
|
25 |
|
0,781 S £ s £ 1,39 S |
|
30 |
|
0,796 S £ s £ 1,34 S |
|
40 |
|
0,819 S £ s £ 1,28 S |
|
50 |
|
0,835 S £ s £ 1,25 S |
СРАВНЕНИЕ СРЕДНИХ ЗНАЧЕНИЙ ДВУХ ВЫБОРОК
Для сравнения
средних значений двух выборок с помощью критерия значимости допустим, что ![]() , S1 и
, S1 и ![]() , S2 являются
соответственно средними значениями и средними квадратическими отклонениями двух
выборок объемом n1 и п2,
соответственно.
, S2 являются
соответственно средними значениями и средними квадратическими отклонениями двух
выборок объемом n1 и п2,
соответственно.
Рассчитывают
и
Часто выборки бывают одинаковыми по объему (n1 = n2 = n3). В этом случае испытание упрощается.
Величину  сравнивают с
величиной g, приведенной в таблице 12 для
установленного доверительного интервала и объема каждой выборки. Если
рассчитанное значение больше значения из таблицы, то средние значения
отличаются значительно.
сравнивают с
величиной g, приведенной в таблице 12 для
установленного доверительного интервала и объема каждой выборки. Если
рассчитанное значение больше значения из таблицы, то средние значения
отличаются значительно.
Другие
значения g можно рассчитать по формуле ![]()
Таблица 12 Значение величины g в сравнении со значениями двух выборок одинакового объема п
|
Объем выборки n |
g при доверительном уровне 95 % |
g при доверительном уровне 99 % |
Объем выборки п |
g при доверительном уровне 95 % |
g при доверительном уровне 99 % |
|
2 |
3,043 |
7,018 |
9 |
0,707 |
0,974 |
|
3 |
1,603 |
2,658 |
10 |
0,664 |
0,910 |
|
4 |
1,223 |
1,854 |
15 |
0,529 |
0,713 |
|
5 |
1,031 |
1,500 |
20 |
0,453 |
0,606 |
|
6 |
0,909 |
1,294 |
25 |
0,402 |
0,536 |
|
7 |
0,824 |
1,155 |
30 |
0,366 |
0,486 |
|
8 |
0,758 |
1,053 |
40 |
0,315 |
0,417 |
|
|
|
|
50 |
0,281 |
0,371 |
УРАВНЕНИЯ, ИСПОЛЬЗУЕМЫЕ ДЛЯ РАСЧЕТА ВЕЛИЧИН, ПРИВЕДЕННЫХ В ТАБЛИЦАХ
1. Величины, указанные в графах 2 - 4 таблицы 4 и на рисунке 2 (5.3.2), вычисляют по следующим уравнениям:
![]() (1)
(1)
 (2)
(2)
![]() (3)
(3)
где Р - вероятность приемки;
Фm - функция совокупного распределения среднего квадратического отклонения.
2. Значения, приведенные в таблице 6 (5.3.3), рассчитывают с учетом данных графы 3, таблицы 4 по следующим уравнениям:
![]()
![]() (4)
(4)
![]() (5)
(5)
 (6)
(6)
 (7)
(7)
 (8)
(8)
Значение nmax для a = 5 % вычисляют по уравнению
 (9)
(9)
Значения nmах в графе 8 таблицы 6 округляют до целых чисел.
Примечание. Если многоступенчатая выборка прерывается при п = nmaх, то план многоступенчатого выборочного контроля переходит в план одноступенчатого выборочного контроля.
При
применении плана одноступенчатого контроля с a
= 5 % в соответствии с 5.3.2 приемочный показатель качества, который
сравнивают с ![]() , имеет следующие значения (при
установленных нижних предельных значениях показателя)
, имеет следующие значения (при
установленных нижних предельных значениях показателя)
![]() (10)
(10)
Если план
многоступенчатого контроля прерывают в соответствии с принятым решением о его
прекращении (нижняя часть таблицы), то приемочный показатель качества, который
сравнивают с ![]() , имеет значение
, имеет значение
![]()
![]() (11)
(11)
Так как gF = gF, то, используя уравнение (5), получаем:
![]() (12)
(12)
и затем производим расчет по уравнению (9).
Если установлены верхние предельные значения показателя, то для птax используют то же уравнение.
3. Значения К и LQ в таблице 9 и Р (р) на рисунках 4, 5, 6 и 7 (5.4) получены по следующим уравнениям:
![]() (13)
(13)
![]() (14)
(14)
![]() (15)
(15)
где
Ф (U1 - AQL) = 1 - AQL,
Ф (U1 - LQ) = 1 - LQ,
Ф (U1 - p) = 1 - p,
и Ф (U) - функция закона нормального распределения.
Коэффициенты приемки К и KPRЕ (5.3.1) при одинаковых объемах выборки n связаны следующим соотношением
K=U1-AQL - KPRE. (16)
4. Если пs - объем выборки, предназначенной для плана одноступенчатого выборочного контроля с известным s (таблица 4, столбец 1), и nS - объем выборки, предназначенной для одноступенчатого плана выборочного контроля с неизвестным а (таблица А4, графа 4), то для a = 5 % можно записать
 (17)
(17)
По уравнению (17) рассчитывают nS из пs,
5. Величины К и LQ в таблице 10 (5.6) соответствуют значениям таблицы 9; если ns соответствует обозначению п величин в таблице 9 и nS величин в таблице 10, то можно записать:
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Типовые формы документов, оформляемых при приемке изделий
Б.1 Форма извещения приведена на рисунке Б.1.
Б.1.1 При проведении приемосдаточных и периодических испытаний предъявление продукции оформляют одним извещением.
Б.2 Форма акта отбора изделий (образцов) в выборку приведена на рисунке Б.2.
|
АКТ дата Представитель ОТК ______________________________________ и представитель инициалы, фамилия подразделения-изготовителя _______________________________________________, инициалы, фамилия осмотрев предъявленные изделия партии № ______ по НД (договору) _____________, сформировали выборку в количестве, шт., план контроля номер __________________
Представитель подразделения-изготовителя _____________ ________________ _____ личная подпись инициалы, фамилия дата Представитель ОТК _____________ _______________ ___ личная подпись инициалы, фамилия дата |
||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок Б.2 - Форма акта отбора изделий (образцов) в выборку
Б.2.1 В графе «Отбор изделий» указывают порядок и место отбора изделий в выборку, например:
колонка 5 - «Отбор в два этапа в процессе формирования пакетов» или «Отбор от сформированного пакета»; колонка 6 - «Второй ряд сверху, третье изделие слева».
Б.3. Форма протокола приемосдаточных испытаний приведена на рисунке Б.3.
|
ПРОТОКОЛ РЕЗУЛЬТАТОВ ПРИЕМОСДАТОЧНЫХ ИСПЫТАНИЙ От партии № _________________ отобрано _______________ образцов изделий марки __________________ типоразмеров ____________ Масса партии _________________________ т изготовлена ______________________ ____________________________________ способом дата Для потребителя _____________________________________________________ предъявлена _______________________________________ обозначение, наименование предприятия дата
Выборка взята ____________________________________, обследована ___________________________ дата дата Заключение ОТК: партию № __________________________________ отнести к ____________________ в соответствии с НД ___________ Представитель ОТК ______________________ ____________________________ _______________ личная подпись инициалы, фамилия дата Начальник ОТК _________________________ ____________________________ _______________ личная подпись инициалы, фамилия дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Б.3.1 При заполнении протокола приемосдаточных испытаний учитывают следующее:
- в графу «дополнительные размеры» вписывают четвертый размер для клиновых изделий или один из размеров, указанный в договоре. Остальные размеры, подлежащие измерению в соответствии с требованиями нормативного документа на продукцию, допускается регистрировать в журнале ОТК;
- в колонках граф «Показатели внешнего вида»; «Строение», «Результаты испытаний» указывают наименование всех контролируемых показателей в соответствии с нормативным документом на продукцию или договором на поставку;
- если контролю по показателям внешнего вида подлежат все изделия партии, допускается результаты вписывать в графу «Показатели внешнего вида» следующим образом: «Все изделия соответствуют требованиям стандарта или договора на поставку».
Б.4. Форма протокола приемосдаточных и периодических испытаний приведена на рисунке Б.4.
|
ПРОТОКОЛ РЕЗУЛЬТАТОВ ПРИЕМОСДАТОЧНЫХ И ПЕРИОДИЧЕСКИХ ИСПЫТАНИЙ От партии № _________________ отобрано _______________ образцов изделий марки __________________ типоразмеров ____________ Масса партии _________________________ т изготовлена ______________________ ____________________________________ способом дата Для потребителя _____________________________________________________ предъявлена _______________________________________ обозначение, наименование предприятия дата
Выборка для приемосдаточных испытаний взята ____________________________________, обследована ___________________________ дата дата Выборка для периодических испытаний взята ____________________________________, обследована _____________________________ дата дата Результаты периодических испытаний распространяются на продукцию, выпускаемую до ________________________________________ дата Заключение ОТК: партию № __________________________________ отнести к ____________________ в соответствии с НД ___________ Представитель ОТК ______________________ ____________________________ _______________ личная подпись инициалы, фамилия дата Начальник ОТК _________________________ ____________________________ _______________ личная подпись инициалы, фамилия дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок Б.4 - Форма протокола приемосдаточных и периодических испытаний
Б.4.1 Протокол приемосдаточных и периодических испытаний заполняется аналогично протоколу приемосдаточных испытаний (рисунок Б.3).
Б.5 Форма протокола результатов лабораторных испытаний приведена на рисунке Б.5.
|
Приемосдаточные испытания Изделия лабораторией получены Периодические испытания _____________________________ (ненужное зачеркнуть) дата Представитель лаборатории _____________________________ подпись, инициалы, фамилия ПРОТОКОЛ РЕЗУЛЬТАТОВ ЛАБОРАТОРНЫХ ИСПЫТАНИЙ Для испытаний в лабораторию направляют образцы от партии № ___ изделий марки _____ Представитель ОТК __________ Подпись _____ фамилия
Потери веса в % при ______________________________________________ теплосменах Температура начала размягчения, °С, не ниже ___________________________________
Испытания закончены _________________________ дата Результаты получил ___________________________ дата Представитель лаборатории _________________ ________________ _________ подпись инициалы, фамилия дата Представитель ОТК ___________________ ________________ _________ подпись инициалы, фамилия дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок Б.5 - Форма протокола результатов лабораторных испытаний
Б.5.1 Если в нормативном документе на продукцию предусмотрено проведение приемосдаточных и периодических испытаний, результаты приемосдаточных и периодических испытаний вносят в протокол раздельно. В левом углу протокола, зачеркивая ненужные слова, делают отметку: «приемосдаточные испытания» или «периодические испытания».
Б.6 Форма документа о качестве приведена на рисунке Б.6.
|
Грузополучатель ___________________________________ Вагон (а/м) № ___________________________________ Вид упаковки ______________________________________ Число упаковок _________________________________ Дата выдачи документа о качестве _____________________Лист __________________Листов___________________ Наименование продукции ___________________________________________________________________________ Номер нормативного документа (договора на поставку) __________________________________________________ Марка изделия ____________________________________________________________________________________ Масса поставки, т __________________________________________________________________________________
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Маркировка _____________________________________________________________________________________________________ Указанная в документе о качестве продукция соответствует нормативному документу (договору на поставку) _____________________ При переписке по вопросам качества просим ссылаться на документ о качестве № ___________________________________________ Представитель ОТК _________________________ ______________________________________ _______________________ подпись расшифровка подписи дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок Б.6 - Форма документа о качестве
(Новая редакция, Изм. № 2).
Б.6.1 Сертификат качества оформляют отдельно для каждого потребителя.
Приложение Б (Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
В
(рекомендуемое)
Типовая форма заключения, оформляемого при входном контроле партии огнеупорных изделий
В.1 Форма заключения по результатам входного контроля приведена на рисунке В.1.
|
ЗАКЛЮЧЕНИЕ № На партию изделий, поступивших _________________________ от _________________________________________ дата поставки наименование предприятия-изготовителя на ____________________________________________ по заказу _____________________________________ наименование предприятия-потребителя номер заказа массой ________________т по нормативному документу (договору на поставку) _______________________________________
наименование
нормативного документа
Маркировка, указанная в документе о качестве _________________________________ требованиям нормативного документа. (соответствует, не соответствует) Упаковка ______________________________________ (не нарушена, нарушена) Представитель ОТК _________________________ _______________________________ ________________________ подпись расшифровка подписи дата |
Рисунок В.1 - Форма заключения, оформляемого при входном контроле партии огнеупорных изделий
Приложение В (Введено дополнительно, Изм. № 2).
Библиография
[1] ГОСТ Р ИСО 9000-2008 Система менеджмента качества. Основные положения и словарь.
(Введен дополнительно, Изм. № 2).
Ключевые слова: изделия огнеупорные, выборочный контроль, план контроля, выборка, партия, среднее квадратическое отклонение