 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЕСНЫЕ ПАРЫ
ДЛЯ ВАГОНОВ
МАГИСТРАЛЬНЫХ ЖЕЛЕЗНЫХ ДОРОГ
КОЛЕИ 1520 (1524) мм
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 4835-80
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством путей сообщения, Министерством тяжелого и транспортного машиностроения
ВНЕСЕН Министерством путей сообщения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.05.80 № 2003
3. ВЗАМЕН ГОСТ 4835-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
|
ГОСТ 10791-89 |
|||
|
ГОСТ 12549-80 |
|||
|
ОСТ 24.153.12-88 |
5. Ограничение срока действия снято по протоколу № 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями № 1, 2, утвержденными в апреле 1986 г., ноябре 1989 г. (ИУС 7-86, 2-90)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОЛЕСНЫЕ ПАРЫ ДЛЯ ВАГОНОВ МАГИСТРАЛЬНЫХ Технические условия Саг wheelsets of railways
mainline, gauga 1520 (1524) mm. |
ГОСТ |
Дата введения 01.07.81
Настоящий стандарт распространяется на колесные пары с подшипниками качения (в сборе с буксовыми узлами) пассажирских и грузовых вагонов, немоторных вагонов электро- и дизель-поездов магистральных железных дорог колеи 1520 (1524) мм в климатическом исполнении У по ГОСТ 15150 и нагрузках на рельсы от оси по ГОСТ 22780.
Стандарт не устанавливает требования к ремонтируемым колесным парам.
(Измененная редакция, Изм. № 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Устанавливается два типа колесных пар: РУ1-950 - с осями типа РУ1 и РУ1Ш-950 - с осями типа РУ1Ш и колесами диаметром по кругу катания 950 мм.
Пример условного обозначения колесной пары с осью типа РУ1 и колесами диаметром 950 мм с буксовыми узлами:
Колесная пара РУ 1-950 ГОСТ 4835-80
То же, без буксовых узлов:
Колесная пара РУ1-950 без буксовых узлов ГОСТ 4835-80
1.2. Основные размеры колесных пар должны соответствовать указанным ниже:
Расстояние между внутренними боковыми поверхностями ободьев колес у колесных
пар вагонов, эксплуатируемых в поездах со скоростями движения, мм:
до 120
км/ч........................................................................................................... ![]()
свыше
120 до 160 км/ч........................................................................................ ![]()
Разность расстояний между внутренними боковыми поверхностями ободьев колес
в одной колесной паре, мм, не более................................................................ 1,5
Разность диаметров колес по кругу катания в одной колесной паре, мм,
не более................................................................................................................ 1,0
Разность расстояний от торцев шеек или предподступичных частей оси до
внутренних боковых поверхностей ободьев колес с одной и другой сторон колесной
пары, мм, не более.............................................................................................. 3,0
Отклонение от соосности кругов катания колес относительно оси базовой
поверхности, мм, не более................................................................................. 1,0
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Колесные пары должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Формирование колесных пар должно быть произведено из цельнокатаных колес по ГОСТ 9036 и осей по ГОСТ 22780.
2.3. Посадка колес на оси должна быть прессовой.
2.4. Поверхности отверстий ступиц колес должны быть расточены с параметрами шероховатости Rz £ 20 мкм по ГОСТ 2789. Допуски формы поверхности отверстий ступиц не должны превышать: допуск круглости (овальность) - 0,025 мм и допуск профиля продольного сечения (конусообразность) - 0,05 мм при условии расположения большего диаметра отверстия ступицы с внутренней стороны колеса.
(Измененная редакция, Изм. № 1).
2.5. Перед запрессовкой поверхности отверстий ступиц колес и подступичных частей осей должны быть тщательно очищены, насухо протерты и покрыты ровным слоем натуральной олифы по ГОСТ 7931 или термообработанного растительного масла (льняного по ГОСТ 5791, конопляного по ГОСТ 8989 или подсолнечного по ГОСТ 1129).
При термообработке масло следует нагреть до температуры 140 - 150 °С, выдержать при этой температуре 2 - 3 ч, а затем после охлаждения дать отстояться не менее 48 ч. Осадок масла не должен использоваться при запрессовке.
2.6. Колеса и оси перед запрессовкой должны иметь одинаковую температуру. Допускается разница температур не более 10 °С при условии превышения температуры колеса над температурой оси.
2.7. Колеса на оси должны быть запрессованы на гидравлических прессах с записью на ленте диаграммы «давление - путь» самопишущим прибором.
Класс точности самопишущего прибора должен быть не ниже 1,5 %, погрешность хода диаграммы - не более 2,5 %, толщина линии записи - не более 0,6 мм по ГОСТ 2405, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1 : 2, а одно деление по высоте диаграммы, равное 1 мм, должно соответствовать усилию не более 2,5 тс.
Допускается применение самопишущих приборов класса точности 2,5 %. Скорость движения плунжера пресса при запрессовке должна быть не более 3 мм/с.
2.8. Качество прессового соединения колес с осью должно контролироваться по диаграмме запрессовки. При оценке диаграммы следует проверить значения конечных усилий запрессовки, длину сопряжения и форму кривой.
2.9. Значения конечных усилий запрессовки должны быть в пределах 39 - 58 тс на каждые 100 мм диаметра подступичной части оси, при этом значения натягов должны быть в пределах 0,10 - 0,25 мм.
2.10. Длина сопряжения колеса с осью, форма диаграммы запрессовки, а также условия перепрессовки должны соответствовать нормативно-технической документации.
2.9, 2.10. (Измененная редакция, Изм. № 1).
2.11. При обработке поверхностей катания колес профиль и шероховатость должны соответствовать требованиям ГОСТ 9036.
2.12. Колесные пары должны быть оборудованы буксовыми узлами по ОСТ 24.153.12 с подшипниками по ГОСТ 520. Буксы колесных пар вагонов дизель-поездов следует изготавливать по рабочим чертежам, утвержденным в установленном порядке.
Буксовые узлы следует монтировать в соответствии с нормативно-технической документацией. Формирование колесных пар допускается проводить на одном предприятии, а монтаж буксовых узлов - на другом.
2.13. Колесные пары дизель-поездов должны быть оборудованы тормозными дисками. Монтаж дисков следует выполнять по нормативно-технической документации.
2.14. Колесные пары, предназначенные для вагонов, эксплуатируемых в поездах со скоростями движения свыше 140 км/ч, должны быть подвергнуты динамической балансировке.
Значение допускаемого дисбаланса в плоскости каждого колеса относительно оси, проходящей через центры кругов катания колес, должно быть не более 0,6 кг∙м для вагонов, эксплуатируемых со скоростями движения от 140 до 160 км/ч.
2.15. Колесные пары должны быть окрашены по ГОСТ 12549 и ГОСТ 7409. Окрашивать следует: колеса по всей поверхности, кроме поверхности катания, а у грузовых вагонов - и боковых поверхностей ободьев, наружные поверхности букс; предпоступичные и подступичные части оси между лабиринтными кольцами и ступицами колес; среднюю часть оси.
Допускается не окрашивать корпус буксы и крепительную крышку, изготовленные из алюминиевых сплавов.
На окрашенных поверхностях не должно быть незакрашенных мест, особенно в местах сопряжения ступиц с внутренних сторон колес с подступичными частями оси.
Колесные пары, предназначенные для кооперации, допускается окрашивать в один слой грунтовками, эмалями или масляными красками. В этих случаях окончательное окрашивание выполняется при сборке тележек.
(Измененная редакция, Изм. № 1).
2.16. Конструкция колесных пар должна допускать их переформирование для использования на железных дорогах колеи 1435 мм.
2.17. Средний срок службы колесных пар по ресурсу колес - 10 лет.
2.18. Средняя наработка до отказа колесных пар по прочности прессовых соединений должна быть не менее 12 лет.
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные и периодические испытания для проверки соответствия колесных пар требованиям настоящего стандарта.
3.2. Приемо-сдаточным испытаниям должна подвергаться каждая колесная пара. Проверка инспектором-приемщиком МПС должна производиться в соответствии с правилами приемки и методами контроля настоящего стандарта.
3.3. При приемо-сдаточных испытаниях колесная пара должна быть подвергнута внешнему осмотру и измерительному контролю на соответствие требованиям п. 1.2.
Измерительный контроль следует проводить до монтажа буксовых узлов при температуре производственного помещения.
3.4. При периодических испытаниях следует контролировать:
отклонение от соосности кругов катания колес относительно оси базовой поверхности (п. 1.2);
соответствие допусков формы поверхности отверстий ступиц колеса требованиям п. 2.4;
скорость движения плунжера пресса (п. 2.7).
Отклонение от соосности и соответствие допусков формы следует контролировать не реже одного раза в месяц у 10 % суточного выпуска колесных пар.
Скорость движения плунжера следует контролировать после ремонта пресса или замены масла, но не реже одного раза в год.
3.5. Отклонение от соосности кругов катания колес относительно оси базовой поверхности (п. 1.2) и соответствие допусков формы поверхности отверстия ступицы каждого колеса (п. 2.4) должны быть обеспечены технологией.
3.4, 3.5. (Измененная редакция, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Расстояние между внутренними боковыми поверхностями ободьев колес (п. 1.2) следует определять специальным измерительным инструментом.
4.2. Разность расстояний между внутренними боковыми поверхностями ободьев колес в одной колесной паре (п. 1.2) должна быть определена как разность наибольшего и наименьшего расстояний, измеренных в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях.
4.3. Разность диаметров колес по кругу катания и расстояний от торцев шеек или предподступичных частей оси до внутренних боковых поверхностей ободьев колес в одной колесной паре (п. 1.2) следует определять специальным измерительным инструментом.
4.4. Отклонение от соосности кругов катания колес относительно оси базовой поверхности (п. 1.2) должно быть проверено специальным измерительным инструментом как полуразность наибольшего и наименьшего из радиальных измерений в одной плоскости при измерении от поверхностей шейки или подступичной части оси до круга катания колеса.
4.5. Шероховатость поверхности отверстия ступицы каждого колеса (п. 2.4) перед запрессовкой следует проверять по эталонам. В случае разногласий в оценке шероховатости ее следует определять на измерительных приборах по ГОСТ 2789.
4.6. Соответствие допусков формы поверхности отверстий ступиц требованиям п. 2.4 следует измерять микрометрическим нутромером.
Допуск круглости (овальность) отверстия ступицы определяют как полуразность наибольшего и наименьшего диаметров, расположенных во взаимно перпендикулярных направлениях.
Допуск профиля продольного сечения (конусообразность) отверстия ступицы колеса должна быть определена как полуразность наибольшего и наименьшего диаметров в одной плоскости при измерении в сечениях, отстоящих на 10 - 15 мм от торцев ступицы колеса.
4.7. Измерительные инструменты и приборы должны быть поверены по ГОСТ 8.002. 4.6, 4.7.
(Измененная редакция, Изм. № 1).
4.8. Скорость движения плунжера пресса (п. 2.7) следует определять как частное от деления хода плунжера, измеренного линейкой, на время, измеренное секундомером. Измерения следует повторить три раза. За значение скорости принимают среднее значение результатов трех измерений.
4.9. При подсчете допускаемых в п. 2.9 значений конечных усилий запрессовки диаметр под ступичной части должен быть взят с точностью до 1 мм, а результаты округлены в большую сторону до целых значений для нижнего и верхнего пределов.
Значения конечных усилий запрессовки по диаграмме определяют для каждой стороны колесной пары визуально. В случае разногласий в оценке значений их необходимо определять линейкой.
4.10. Натяг (п. 2.9) должен быть определен как отрицательная разность между диаметрами отверстия ступицы колеса и подступичной части оси. Измерения диаметров ступиц колес и подступичных частей осей необходимо вести микрометрическим нутрометром и микрометрической скобой в двух взаимно перпендикулярных плоскостях по трем сечениям по длине отверстий ступиц и подступичных частей оси в местах посадки ступиц колес: по середине и на расстоянии 70 - 80 мм по обеим сторонам от нее. За значение диаметра измеряемого элемента следует принимать среднее значение результатов шести измерений.
4.11. Динамическую балансировку (п. 2.14) следует производить на специальном балансировочном оборудовании. Порядок определения и устранения дисбаланса - по нормативно-технической документации.
4.12. Качество окраски колесной пары (п. 2.15) следует проверять визуально.
4.13. Средний срок службы (п. 2.17) или среднюю наработку до отказа (п. 2.18) следует определять расчетом по средней продолжительности эксплуатации колесных пар со времени формирования до времени изъятия их по причине неисправности колес, требующих замены (п. 2.17), или по причине сдвига или ослабления прочности посадки колес на осях (п. 2.18). Расчеты следует проводить по статистическим данным МПС.
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой принятой колесной паре в холодном состоянии должны быть выбиты знаки маркировки и клеймения.
Основные размеры клейм и знаков маркировки должны соответствовать указанным на черт. 1.
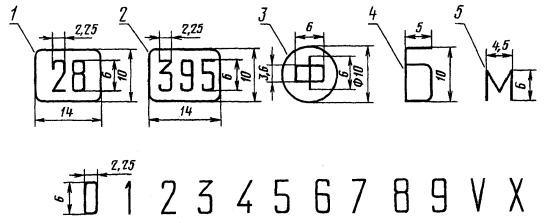
1, 2 - условный номер предприятия, сформировавшего колесную пару; 3 - знак формирования; 4 - знак балансировки; 5 - знак монтажа роликовых букс
5.2. На торце шейки правой стороны колесной пары должны быть четко выбиты знаки и клейма, указанные на черт. 2а для колесных пар с осью типа РУ1 и на черт. 2б - с осью типа РУ1Ш.
Правой стороной колесной пары считается сторона, на торце шейки которой выбиты знаки и клейма, относящиеся к изготовлению оси.
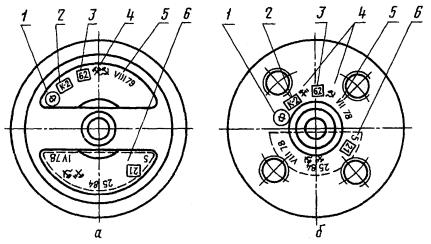
1 - знак формирования; 2 - клеймо ОТК; 3 - условный номер предприятия, сформировавшего колесную пару; 4 - приемочные клейма МПС; 5 - дата формирования; 6 - клейма, относящиеся к изготовлению оси
В случае аттестации колесной пары по высшей категории и присвоения ей Знака качества, он выбивается на этом же торце после постановки всех клейм. Размеры клейма Знака качества должны соответствовать указанным на черт. 1 (позиция 3).
(Измененная редакция, Изм. № 1).
5.3. При монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар, знаки и клейма о производстве монтажа выбиваются на торце левой шейки оси. Расположение знаков и клейм должно соответствовать указанному на черт. 3а для колесных пар типа РУ1-950 и на черт. 3б - типа РУ1Ш-950.
1 - условный номер предприятия, производившего монтаж буксовых узлов; 2 - знак монтажа буксовых узлов; 3 - дата монтажа
5.4. Порядок маркировки бирок, устанавливаемых под болтами крепительных крышек при монтаже буксовых узлов, должен соответствовать инструкции Министерства путей сообщения по эксплуатации и ремонту вагонных букс с роликовыми подшипниками.
5.5. Колесные пары, подвергшиеся динамической балансировке, должны иметь клеймо «Б» (черт. 1), которое выбивают в холодном состоянии на ободе каждого колеса перед маркировкой, предусмотренной ГОСТ 10791.
5.6. Условия хранения и транспортирования в части воздействия климатических факторов - по группе 8 (ОЖЗ) ГОСТ 15150.
5.5, 5.6. (Измененная редакция, Изм. № 1).
5.7. При транспортировании и хранении колесных пар без буксовых узлов шейки и предподступичные части осей должны быть покрыты антикоррозионным составом, обернуты влагонепроницаемой бумагой или рубероидом и предохранены от повреждений деревянными планками. Допускается применение других способов консервации, обеспечивающих предохранение осей от коррозии.
Состояние антикоррозионного покрытия при длительном хранении (свыше 6 мес) следует два раза в год (весной и осенью) выборочно проверять внешним осмотром. Осмотру подлежит 10 % законсервированных колесных пар. При повреждении защитного слоя, но при отсутствии коррозии на поверхности металла на этот участок следует нанести дополнительный слой покрытия. При наличии коррозии все колесные пары необходимо переконсервировать.
5.8. При погрузке, транспортировании и выгрузке колесных пар не допускается:
сбрасывать их с вагонов или автомашин;
ударять одну о другую;
привязывать проволоку за шейки оси при креплении на подвижном составе;
захватывать крюками, тросами или цепями подъемных механизмов за шейки и предподступичные части осей.
Порядок размещения колесных пар на подвижном составе и правила их крепления - по технической документации МПС.
5.9. Колесные пары должны сопровождаться документом, содержащим:
наименование, условный номер предприятия-изготовителя;
наименование колесной пары, ее условное обозначение и номер;
дату выпуска колесных пар;
число колесных пар;
обозначение настоящего стандарта.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ И ТРЕБОВАНИЯ ЭКСПЛУАТАЦИИ
6.1. Предприятие-изготовитель гарантирует соответствие колесных пар требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
6.2. Гарантийный срок эксплуатации колесной пары по прочности прессовых соединений колес с осями - с момента окончания формирования колесной пары до замены одного из элементов (колес или оси) или опробования на сдвиг, но не более 10 лет, а для колесных пар со Знаком качества - не более 15 лет.
6.3. Гарантийный срок эксплуатации колесных пар по качеству монтажа буксовых узлов (кроме свойств смазки) - с момента окончания монтажа до первого полного освидетельствования колесных пар, но не более 3 лет для пассажирских вагонов, вагонов электро- и дизель-поездов и 2 лет для грузовых вагонов, а для колесных пар с государственным Знаком качества - соответственно 4 и 3 года. Для колесных пар электро- и дизель-поездов указанные сроки устанавливаются при гарантийной наработке не более 600 тыс. км.
6.4. Гарантийный срок эксплуатации колесных пар по качеству сборки торцевого крепления подшипников - с момента окончания монтажа буксовых узлов до демонтажа крепления для колесных пар типа РУ1Ш-950 и до первой промежуточной ревизии буксовых узлов с обточкой поверхностей катания колес для колесных пар типа РУ1-950, но не более сроков, указанных в п. 6.3.
Колесная пара в процессе эксплуатации вагонов должна подвергаться диагностированию по нормативно-технической документации Министерства путей сообщения СССР.
(Измененная редакция, Изм. № 2).
СОДЕРЖАНИЕ