 | Информационная система | |
ГОСТ Р 50985-96
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТ АВАРИЙНО-СПАСАТЕЛЬНЫЙ
ПЕРЕНОСНОЙ С ГИДРОПРИВОДОМ
НОЖНИЦЫ КОМБИНИРОВАННЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЯ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1. РАЗРАБОТАН Центром сертификации изделий и производства продукции народнохозяйственного назначения (ЦСИП) с участием рабочей группы специалистов Научно-технического центра «Авиагидравлика» и Научно-исследовательского института стандартизации и унификации (НИИСУ)
ВНЕСЕН Министерством Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (МЧС России) и Техническим комитетом по стандартизации «Гражданская оборона, предупреждение и ликвидация чрезвычайных ситуаций» (ТК 71)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 20 ноября 1996 г., № 642
3. ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 50985-96
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Инструмент аварийно-спасательный переносной с гидроприводом
НОЖНИЦЫ КОМБИНИРОВАННЫЕ
Основные параметры и размеры.
Методы испытаний
и контроля.
Hydraulically operated portable emergency
and rescue tools. Combination
cutters. Basic parameters and dimensions. Methods of testing.
Дата введения 1997-01-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на ножницы комбинированные (далее - ножницы), являющиеся исполнительными гидроустройствами аварийно-спасательного переносного инструмента с гидроприводом (АПИГ), предназначенные для разрезания листового металла, перерезания арматуры из стали и тонкостенных труб, перемещения и фиксации плит, блоков, их обломков при проведении спасательных, аварийно-восстановительных работ в зонах чрезвычайных ситуаций.
Настоящий стандарт применяется совместно с ГОСТ Р 50983.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.513-84 Проверка средств измерений. Организация и порядок проведения.
ГОСТ 12.2.040-79 ССБТ. Гидроприводы объемные и системы смазочные. Общие требования безопасности и конструкции.
ГОСТ 12.2.086-83 ССБТ. Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу, испытаниям и эксплуатации.
ГОСТ 33-82 Нефтепродукты. Метод определения кинематической вязкости и расчет динамической вязкости.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 17216-71 Промышленная чистота. Классы чистоты жидкостей.
ГОСТ 24555-81 СГИП. Порядок аттестации испытательного оборудования. Основные положения.
ГОСТ Р 50983-96 Инструмент аварийно-спасательный переносной с гидроприводом. Общие технические требования.
ОСТ 1 00378-87 ОСОЕИ. Порядок выбора средств измерения температуры.
ОСТ 1 00379-80 ОСОЕИ. Выбор средств измерений давления для контроля параметров технологических процессов производства и проведения измерений.
ОСТ 1 00380-80 ОСОЕИ. Выбор средств измерений массы, силы, ускорений для контроля технологических процессов производства и проведения измерений.
ОСТ 1 00422-81 ОСОЕИ. Порядок проведения работ по метрологическому обеспечению испытательного оборудования.
3. ОПРЕДЕЛЕНИЯ
3.1. В настоящем стандарте применяют следующий термин с соответствующим определением:
Ножницы комбинированные: Исполнительное гидравлическое устройство АПИГ, выполняющее операции разрезания, перемещения и фиксации.
4. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
4.1. В зависимости от максимальной силы резания стандарт устанавливает два типа ножниц:
1 - максимальная сила резания от 160 до 250 кН (от 16 до 25 тс);
2 - максимальная сила резания свыше 250 до 400 кН (свыше 25 до 40 тс).
4.2. Основные параметры, характеризующие типы ножниц, должны соответствовать указанным в таблице 1.
4.3. Схема приложения сил резания и разведения лезвий представлена на рисунке 1.
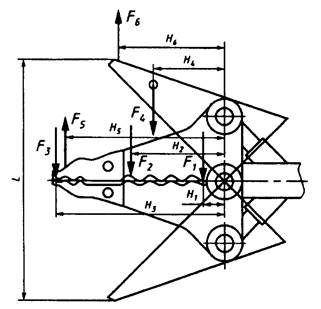
Рисунок 1
Таблица 1
|
Значение параметра для ножниц типа |
||||
|
1 |
2 |
|||
|
Максимальная сила резания F1, кН (тс) |
От 160 до 250 (От 16 до 25) |
Св. 250 до 400 (св. 25 до 40) |
||
|
Сила резания в средней части F2, кН (тс) |
От 60 до 100 (От 6 до 10) |
Св. 90 до 150 (Св. 9 до 15) |
||
|
Сила резания (сжатия) на концах лезвий F3, кН (тс) |
От 30 до 50 (От 3 до 5) |
От 45 до 70 (От 4,5 до 7) |
||
|
Максимальная стягивающая сила F4, кН (тс), не менее |
45 (4,5) |
60 (6,0) |
||
|
Сила расширения на концах лезвий F5, кН (тс), не менее |
30 (3) |
45 (4,5) |
||
|
Максимальная расширяющая сила F6, кН (тс), не менее |
35 (3,5) |
50 (5,0) |
||
|
Разведение концов лезвий L, мм |
320±5 |
400±5 |
320±5 |
400±5 |
|
Масса, кг, не более |
15 |
20 |
17 |
22 |
4.4. Размеры потребного пространства для размещения ножниц должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
Значение размера потребного пространства для ножниц типа, не более |
||
|
1 |
2 |
|
|
Длина |
1000 |
1200 |
|
Ширина |
400 |
400 |
|
Высота |
300 |
300 |
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЯ
5.1. Сертификационные испытания направлены на подтверждение требований обязательной сертификации соответствия, установленных ГОСТ Р 50983, относящихся к ножницам, и основных параметров настоящего стандарта.
5.2. При сертификационных испытаниях конкретных ножниц проверять соответствие требований, установленных в ТУ, требованиям ГОСТ Р 50983 (4.1.1.4, перечисления б и в; 4.1.4.8; 4.1.6.8 - 4.1.6.10; 4.1.6.14, перечисления а, б, в и г; 4.1.6.18; 4.1.6.19; 4.4.2, перечисление в) и 4.1, 4.2 настоящего стандарта.
5.3. Общие требования
5.3.1. Параметры измеряют со следующими погрешностями:
- температура - ±2 °С;
- время - ±1 %;
- сила ±5 %;
- линейные размеры - ±0,5 мм;
- крутящий момент - ±5 %;
- объем - ±1 %.
5.3.2. Давление измеряют манометром класса точности 1,6.
5.3.3. Средства измерения давления выбирают по ОСТ 1 00379, температуры - по ОСТ 1 00378, массы - по ОСТ 1 00380.
Поверка средств измерений - по ГОСТ 8.513.
5.3.4. Аттестация средств испытаний - по ОСТ 1 00422.
5.3.5. Подготовку ножниц к работе, порядок работы и проверку технического состояния проводят в соответствии с техническим описанием и инструкцией по эксплуатации ножниц.
5.4. Условия испытаний
5.4.1. Испытания ножниц проводят в нормальных климатических условиях по ГОСТ 15150.
5.4.2. В качестве испытательной жидкости должна быть применена рабочая среда, указанная в ТУ.
5.5. Стенды
5.5.1. Испытания следует проводить на стендах, аттестованных в соответствии с ГОСТ 24555.
5.5.2. Стенды должны быть оборудованы кондиционерами рабочей жидкости, обеспечивающими ее чистоту не грубее 13-го класса по ГОСТ 17216.
5.5.3. Не реже одного раза в три месяца следует проверять кинематическую вязкость жидкости при температуре 50°С по ГОСТ 33 и класс чистоты по ГОСТ 17216.
5.6. Проведение испытаний
5.6.1. Требования ГОСТ Р 50983 (4.1.1.4, перечислений б и в) подтверждают сверкой с НД на рабочую среду, установленную в ТУ.
5.6.2. Требование ГОСТ Р 50983 (4.1.4.8) подтверждают наличием мнемосхемы на органах управления.
5.6.3. Проверку требования ГОСТ Р 50983 (4.1.6.8) проводить в бронекамере.
Ножницы подключить к гидравлическому стенду, обеспечивающему создание и измерение давления, равного 1,5 Рном.
Испытания проводят в двух положениях ножниц:
- с разведенными лезвиями;
- со сведенными лезвиями.
Измерить наружный диаметр цилиндра ножниц в средней части мерительным инструментом с ценой деления не более 0,01 мм.
Создать давление рабочей среды, равное 1,5 Рном, и выдержать в течение 10 мин.
Сбросить давление и повторно измерить наружный диаметр в том же месте.
Контролировать отсутствие разрушений и герметичность.
Ножницы считают выдержавшими испытание, если:
- не произошло изменение размера наружного диаметра цилиндра ножниц;
- герметичность соответствует ГОСТ Р 50983 (4.1.6.9).
5.6.4. Проверку требований ГОСТ Р 50983 (4.1.6.9, 4.1.6.10, 4.1.6.18) проводят в рамках одного испытания.
Испытания ножниц проводят без давления и под давлением.
Герметичность ножниц без давления определять визуально, при этом фиксировать площадь пятна рабочей среды на листе бумаги, на которой установлены ножницы, по истечении 24 ч.
Проверку герметичности ножниц под давлением проводят в следующей последовательности:
- ножницы подсоединить 10 раз к гидравлическому стенду, обеспечивающему создание и измерение давления, равного Pном, и отсоединить 9 раз, испытание проводить над мерной емкостью;
- развести лезвия, создать давление, равное Pном;
- выдержать в течение 10 мин;
- сбросить давление;
- свести лезвия;
- создать давление, равное Pном;
- выдержать в течение 10 мин;
- сбросить давление;
- отсоединить ножницы.
Контролировать герметичность неподвижных, подвижных соединений и полуразъемов быстроразъемных соединений.
Ножницы считают выдержавшими испытание, если:
- герметичность каждого неподвижного соединения соответствовала ГОСТ Р 50983;
- герметичность каждого подвижного соединения соответствовала ГОСТ Р 50983;
- суммарный пролив рабочей среды при стыковке - расстыковке каждого полуразъема быстроразъемного соединения не должен быть более 2 см3.
5.6.5. Требования ГОСТ Р 50983 (4.1.6.14, перечислений а, б, в и г) подтверждают экспертизой конструкторской документации на соответствие указанным требованиям.
5.6.6. Проверку требования ГОСТ Р 50983 (4.1.6.19) проводить за защитной перегородкой.
Испытание проводят при разведении и сведении лезвий.
Ножницы подключить к гидравлическому стенду, обеспечивающему создание и измерение давления, равного 1,3 Pном.
На концы лезвий ножниц установить приспособление, ограничивающее их разведение на 0,05 L, указанной в 4.2.
Развести лезвия ножниц. Повысить давление до 1,3 Pном и выдержать 10 мин.
Сбросить давление, свести лезвия и снять приспособление.
Развести лезвия ножниц на величину L.
Между концами лезвий ножниц установить приспособление, ограничивающее их сведение 0,05 L, указанной в 4.2.
Свести лезвия до контакта с приспособлением, повысить давление до 1,3 Pном и выдержать 10 мин.
Сбросить давление, развести лезвия и снять приспособление.
Контролировать герметичность ножниц и отсутствие механических повреждений исполнительных органов.
Ножницы считают выдержавшими испытание, если:
- герметичность соответствует ГОСТ Р 50983 (4.1.6.9 и 4.1.6.10);
- лезвия возвращаются в исходное положение плавно, без заеданий;
- отсутствуют видимые механические повреждения лезвий.
5.6.7. Проверку требования ГОСТ Р 50983 (4.4.2, перечисление в) проводят сверкой с содержанием трафарета.
5.6.8. Проверку сил F1, F2, F3, F4, указанных в 4.2., проводят двумя этапами: расчетным и экспериментальным.
На первом этапе используют:
- приспособление, измеряющее силу F4 при разведении концов лезвий ножниц на L, указанную в 4.2;
- гидравлический стенд, создающий Pном.
Развести концы лезвий ножниц, в отверстия лезвий установить технологические пальцы.
Ножницы установить в приспособление и подключить к гидравлическому стенду, имеющему манометр с пределом измерения, соответствующим Pном.
Орган управления установить на сведение лезвий. Повысить давление до Pном.
Фиксировать значение силы F4.
Измерить плечо Н4 силы F4 относительно оси вращения лезвий (рисунок 1).
Контролировать герметичность.
Вычислить крутящий момент на оси вращения лезвий Mкр.
Силы F1, F2 и F3 определяют расчетным путем, как частное от деления Mкр на значение плеча соответствующей силы.
На втором этапе используют:
- гидравлический стенд, создающий Pном;
- защитный кожух.
Развести концы лезвий ножниц. Между лезвиями, в месте приложения силы F1, разместить стальной пруток, параметры которого указаны в ТУ. Провести пять перерезаний прутка.
Контролировать состояние режущих кромок и герметичность.
Ножницы считают выдержавшими испытание, если:
- силы F1, F2, F3, F4 соответствуют ТУ и 4.2;
- отсутствуют видимые механические повреждения лезвий;
- герметичность соответствует ГОСТ Р 50983 (4.1.6.9 и 4.1.6.10).
5.6.9. Проверку сил F5 и F6, указанных в 4.2, проводят с использованием:
- приспособления, измеряющего силу F6 при разведении концов лезвий ножниц на L, указанную в 4.2;
- гидравлического стенда, создающего Pном.
Ножницы установить в приспособление и подключить к гидравлическому стенду, имеющему манометр с пределом измерения, соответствующим Рном.
Орган управления установить на разведение лезвий. Повысить давление до Рном.
Фиксировать значение силы F6.
Измерить плечо Н6 силы F6 относительно оси вращения лезвий (рисунок 1).
Контролировать герметичность.
Вычислить крутящий момент на оси вращения лезвий Mкр.
Силу F5 определяют расчетным путем, как частное от деления Mкр на значение плеча силы F5.
Ножницы считаются выдержавшими испытание, если:
- силы F5 и F6 соответствуют ТУ и 4.2;
- герметичность соответствует ГОСТ Р 50983 (4.1.6.9 и 4.1.6.10).
5.6.10. Проверку разведения концов лезвий L, указанных в 4.2, проводят с использованием гидравлического стенда, создающего Pном.
Ножницы подключить к гидравлическому стенду, имеющему манометр с пределом измерения, соответствующим Pном.
Орган управления установить на разведение лезвий. Повысить давление до Pном.
Измерить расстояние между концами разведенных лезвий ножниц с помощью 500-миллиметровой линейки.
Между лезвиями поместить лист писчей бумаги, сложенный пополам, с копировальной бумагой внутри.
Орган управления установить на сведение лезвий.
Повысить давление до Pном и выдержать в течение 3 мин.
Развести концы лезвия ножниц на 10 - 15 мм.
Фиксировать значение L.
Контролировать герметичность ножниц и наличие отпечатка на бумаге.
Ножницы считают выдержавшими испытание, если:
- L соответствует ТУ и 4.2;
- на бумаге имеется четкий отпечаток концов лезвий;
- герметичность соответствует ГОСТ Р 50983 (4.1.6.9 и 4.1.6.10).
5.7. Оформление результатов испытаний
5.7.1. Результаты каждого испытания заносят в журнал установленной формы.
5.7.2. По результатам сертификационных испытаний оформляют протокол.
5.8. Требования безопасности
Испытания ножниц следует проводить по ГОСТ 12.2.040 и ГОСТ 12.2.086.
Ключевые слова: ножницы комбинированные гидравлические, параметры и размеры, испытания и контроль