 | Информационная система | |
ГОСТ 8695-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ
МЕТОД ИСПЫТАНИЯ НА СПЛЮЩИВАНИЕ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ТРУБЫ Метод испытания на сплющивание Tubing. Flattening testing method |
ГОСТ Взамен |
Издание (сентябрь 2010 г.) с Изменением № 1, утвержденным в апреле 1980 г. (ИУС 5-80).
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.12.75 № 3981 дата введения установлена
01.07.77
Ограничение срока действия снято Постановлением Госстандарта от 10.09.92 № 1153
Настоящий стандарт распространяется на металлические бесшовные и сварные трубы с наружным диаметром не более 400 мм и с толщиной стенки не более 15 % от наружного диаметра трубы и устанавливает метод испытания на сплющивание при температуре (20 ± 10) °С.
Стандарт соответствует требованиям рекомендации СЭВ по стандартизации PC 68-63 и рекомендации ИСО Р 202.
Стандарт полностью соответствует СТ СЭВ 480-77 в части испытания на сплющивание.
1. ОБОЗНАЧЕНИЯ
1.1. При испытании на сплющивание предусматриваются следующие обозначения:
- начальный наружный диаметр образца круглой трубы, мм - D;
- толщина стенки образца, мм - а;
- расстояние между параллельными плоскостями в конце испытания, мм - Н;
- внутренний диаметр образца, мм - DВН.
2. МЕТОД ОТБОРА ОБРАЗЦОВ
2.1. Для испытания труб на сплющивание применяют образцы в виде отрезка трубы длиной 20-50 мм, а при разногласиях в оценке качества - длиной 1,5 DВН, но не менее 10 мм и не более 100 мм.
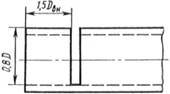
2.2. Испытание может проводиться непосредственно на трубе с предварительным её надрезом перпендикулярно продольной оси на глубину не менее 0,8 D (черт.1).
2.3. Плоскость реза должна быть перпендикулярна оси трубы. Заусенцы на кромках образца должны быть удалены.
2.4. На образце допускается снимать поверхностные слои (внутренний и наружный), если это установлено в стандартах на конкретную продукцию.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Для испытания образец помещают между двумя гладкими жесткими и параллельными плоскостями и плавно сплющивают его, сближая сжимающие плоскости до заданного расстояния Н (черт. 2 и 3).
|
|
|
|

3.2. Ширина сжимающих плоскостей всегда должна быть больше, чем ширина образца после сплющивания.
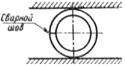
3.3. Сварной шов при испытаниях располагается примерно под углом 90° к оси приложения нагрузки (черт. 4).
3.4. Скорость сплющивания образца при разногласиях в оценке качества испытания должна быть не более 25 мм/мин.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Признаком того, что образец выдержал испытание, служит отсутствие после сближения сжимаемых поверхностей до величины Н на внешней и внутренней поверхностях трещин или надрывов с металлическим блеском, определяемых визуально.
(Измененная редакция, Изм. № 1).
5. ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания следует указать:
- материал и размеры трубы;
- полученные результаты.
(Введен дополнительно, Изм. № 1).
СОДЕРЖАНИЕ