 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

СОЕДИНИТЕЛЬНЫЕ УСТРОЙСТВА
ДЛЯ МНОГОКРАТНОЙ ЗАПРАВКИ
СЖАТЫМ ВОДОРОДОМ
НАЗЕМНЫХ ТРАНСПОРТНЫХ СРЕДСТВ
ISO 17268:2006 (NEQ)
|
|
Москва Стандартинформ 2011 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Некоммерческим партнерством «Национальная ассоциация водородной энергетики» (НП НАВЭ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 29 «Водородные технологии»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 декабря 2010 г. № 807-ст
4 В настоящем стандарте учтены соответствующие положения международного стандарта ИСО 17268:2006 «Соединительные устройства для многократной заправки сжатым водородом наземных транспортных средств» (ISO 17268:2006 «Fuel compressed hydrogen surface vehicle refuelling connection devices», NEQ)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОЕДИНИТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ МНОГОКРАТНОЙ ЗАПРАВКИ
СЖАТЫМ ВОДОРОДОМ НАЗЕМНЫХ ТРАНСПОРТНЫХ СРЕДСТВ
Compressed hydrogen surface vehicle refuelling connection devices
Дата введения - 2011-07-01
1 Область распространения
1.1 Настоящий стандарт распространяется на разработку, изготовление и эксплуатацию соединительных устройств для заправки наземных транспортных средств, работающих на сжатом водороде. Заправочные устройства для транспортных средств на сжатом водороде (ТССВ) состоят из:
- заправочного приемника и защитной крышки (устанавливаются на транспортном средстве);
- заправочного вентиля.
1.2 Настоящий стандарт распространяется на устройства с рабочими давлениями 25 и 35 МПа, обозначаемые как:
- Н25 - 25 МПа при 15 °С;
- Н35 - 35 МПа при 15 °С.
1.3 Настоящий стандарт распространяется на заправочные вентили и заправочные приемники, которые:
- не допускают заправку транспортных средств водородом на заправочных станциях, рабочее давление которых выше, чем у транспортного средства;
- допускают заправку транспортных средств водородом на заправочных станциях, рабочее давление которых совпадает или ниже рабочего давления в топливной системе транспортного средства;
- не допускают заправку транспортных средств водородом на заправочных станциях с другим сжатым газом (газами);
- не допускают заправку транспортных средств, заправляемых другим газом (газами), на водородных заправочных станциях.
1.4 Все размеры, приводимые в настоящем стандарте, выражены в метрических единицах Международной системы единиц (СИ).
1.5 Сжатый водород, для целей настоящего стандарта, соответствует техническим требованиям [6].
Все методики испытаний, перечисленные в настоящем стандарте, предназначены для проверки правильности проектирования и изготовления, если не указано другое.
Изделие может считаться соответствующим нормам проектирования, предусмотренным настоящим стандартом, если оно прошло все установленные испытания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51634-2000 Масла моторные автотракторные. Общие технические требования
ГОСТ Р 51673-2000 Водород газообразный чистый. Технические условия
ГОСТ Р 54110-2010 Водородные генераторы на основе технологий переработки топлива. Часть 1. Безопасность
ГОСТ Р 54111.1-2010 Дорожные транспортные средства на топливных элементах. Требования безопасности. Часть 1. Функциональная безопасность транспортного средства
ГОСТ Р 54111.2-2010 Дорожные транспортные средства на топливных элементах. Требования безопасности. Часть 2. Защита от опасностей, связанных с использованием водорода, в транспортных средствах, работающих на сжатом водороде
ГОСТ 3022-80 Водород технический. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяются в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте используются следующие термины с соответствующими определениями:
3.1 воздух, сухой (air, dry): Воздух с максимальной точкой росы 40 °С.
3.2 соединительное звено (connector): Совмещенный комплект заправочного вентиля и заправочного приемника ТССВ, который позволяет осуществлять быстрое их соединение и отсоединение при заправке топливом транспортного средства или системы хранения водорода.
3.3 цикл испытания (cycle): Процесс, включающий в себя надежное соединение заправочного вентиля и заправочного приемника, нагнетание давления водорода до расчетного значения, сброс давления и отсоединение заправочного вентиля.
3.4 расчетное давление (design pressure): Максимальное давление на компоненты соединительного звена в условиях испытания.
Примечание - В настоящем стандарте расчетное давление составляет 125 % рабочего давления.
3.5 гелий или водород, сухой (helium or hydrogen, dry): Гелий или водород с максимальной точкой росы 40 °С и чистотой не менее 99 %.
3.6 газ для испытаний на герметичность (leak test gas): Сухой гелий или водород (водород предпочтительней).
Примечание - Для проведения испытаний с использованием водорода следует принимать соответствующие меры предосторожности.
3.7 заправочный вентиль (nozzle): Устройство системы заправки топливом, которое позволяет осуществлять подачу водорода в соединительное звено.
3.8 средство принудительной блокировки (positive locking means): Конструктивная особенность, которая обеспечивает приведение в действие блокирующего механизма, необходимого для того, чтобы до подачи давления зафиксировать наличие надежной работы соединительного звена.
3.9 защитная крышка (protective cap): Средство, предотвращающее попадание дорожной грязи и других загрязняющих веществ во впускное отверстие заправочного приемника транспортного средства.
3.10 заправочный приемник (receptacle): Устройство, установленное на транспортном средстве или системе хранения водорода, предназначенное для соединения с заправочным вентилем и позволяющее осуществлять заправку водородом.
Примечание - Термин может применяться к впускному отверстию для заправки топливом.
3.11 рабочее давление (working pressure): Уровень давления, при котором обычно работают компоненты ТССВ.
Примечание - Для резервуаров с топливом это давление при температуре 15 °С (288 К) в полностью заправленном состоянии.
4 Условия и режимы работы
4.1 При конструировании заправочных вентилей и заправочных приемников ТССВ, изготовленных в соответствии с настоящим стандартом, должны быть учтены требования по безопасности, долговечности и ремонтопригодности.
4.2 Заправочные вентили и заправочные приемники ТССВ должны при заправке образовывать надежное соединительное звено и изготавливаться с учетом передового опыта. Конструкция соединительного звена, изготовленного в соответствии с настоящим стандартом, должна удовлетворять всем его требованиям; в случае если вышеназванные устройства имеют иную конструкцию, они должны обеспечивать, по крайней мере, те же характеристики.
4.3 Заправочные вентили и заправочные приемники ТССВ должны быть разработаны таким образом, чтобы:
- свести к минимуму возможность неправильной сборки;
- предупредить смещение, деформацию, коробление или другие повреждения;
- поддерживать эксплуатационную пригодность при стандартных условиях транспортирования и эксплуатации.
4.4 Заправочные вентили и заправочные приемники ТССВ должны изготавливаться из материалов, совместимых со сжатым водородом, подавлению и температуре, при которых их предстоит использовать (см. 3.4, 5.9 и 7.6). Все компоненты, которые подвергаются давлению во влажной среде, должны изготавливаться из материалов, совместимых с деионизированной водой. Совместимость материалов должна быть подтверждена документально изготовителем или независимой третьей стороной, или независимой стороной в соответствии с [2]. Материалы, которые используются для изготовления заправочных вентилей, заправочных приемников и защитных крышек, должны иметь документальное подтверждение о том, что они не вызывают искрообразования.
4.5 Соединительные компоненты ТССВ должны функционировать таким образом, чтобы действия, связанные с их соединением и отсоединением, осуществлялись без применения инструмента.
4.6 Заправочный приемник должен устанавливаться на транспортное средство в соответствии со стандартами [7], [10], ГОСТ Р 51634, ГОСТ Р 51673, ГОСТ Р 54110, ГОСТ Р 54111.1, ГОСТ Р 54111.2 и ГОСТ 3022.
4.7 Защитные крышки должны предохранять заправочный приемник от попадания инородных частиц и не должны препятствовать сбросу давления. Они должны обладать достаточной прочностью для того, чтобы исключать случайные смещения. Все защитные крышки должны быть оборудованы держателями, чтобы их можно было крепить к заправочному приемнику или транспортному средству.
5 Заправочные вентили
5.1 Чтобы обеспечить надлежащую взаимозаменяемость, заправочные вентили по своим размерам должны соответствовать требованиям раздела 6. Заправочные вентили должны соединяться с заправочными приемниками с более высоким рабочим давлением, однако их конструкция должна исключать возможность их соединения с заправочными приемниками более низкого рабочего давления.
5.2 Заправочные вентили должны быть одним из трех типов:
ТИП A (TYPE А) - заправочный вентиль с распределительным шлангом остается герметично закрытым после прекращения подачи в него газа из заправочной станции. Заправочный вентиль не должен пропускать поток водорода в отсутствие надежного соединения с заправочным приемником. Такой заправочный вентиль должен быть оборудован встроенным золотником (золотниками), который перед тем, как произойдет отсоединение заправочного вентиля от заправочного приемника, прекращает подачу газа и позволяет безопасно удалить остатки водорода. Конструкцией узлов соединительного звена должно быть предусмотрено наличие полости, открывающейся перед разъемом соединительного звена, и водород, находящийся между золотником заправочного вентиля и запорным клапаном заправочно-гоприемника,можетбезопаснобытьудалендоотсоединениязаправочноговентиля(см. 10.2.4-10.2.6).
ТИП В (TYPE В) - заправочный вентиль с распределительным шлангом остается герметично закрытым после прекращения подачи в него газа из заправочной станции. Для безопасного удаления газа до отсоединения заправочного вентиля должен применяться отдельный трехходовой кран, присоединенный к отверстию заправочного вентиля. Заправочный вентиль не должен пропускать поток газа до установления надежного соединения. Удаление газа должно осуществляться до отсоединения заправочного устройства (см. 10.2.4 - 10.2.6). Трехходовой распределительный кран должен конструироваться и маркироваться с четким указанием положений: открыто, закрыто и удаление газа.
ТИП С (TYPE С) - заправочный вентиль с распределительным шлангом, который сбрасывает давление (0,5 МПа и ниже) после выключения заправочной станции (см. 10.2.4 - 10.2.6). Заправочный вентиль не должен пропускать поток газа до установления надежного соединения. Управление заправкой водорода может осуществляться заправочной колонкой заправочной станции с учетом наличия сигнала об установлении соединения с приемником ТССВ.
Заправочные вентили должны проектироваться с рабочим ресурсом до 100 000 циклов в процессе эксплуатации в соответствии с требованиями изготовителя (см. приложение А). Трехходовой распределительный кран, который используется для приведения в действие заправочного устройства типа В, должен быть рассчитан на тот же ресурс, что и заправочный вентиль (т.е. 100 000 циклов).
5.3 Удаление газа или сброс давления из полости соединения между всеми типами заправочных вентилей и заправочных приемников должно происходить до отсоединения. Эта мера предосторожности должна приниматься для удаления газа или сброса давления в заправочных устройствах всех типов с тем, чтобы обеспечить необходимые условия безопасности.
5.4 В месте соединения заправочного вентиля и заправочного шланга не следует полагаться только на наружные и внутренние уплотнительные резьбовые соединения, например на коническую трубную резьбу.
5.5 Заправочные вентили типа А должны содержать маркировку или прикрепленную пластину с маркировкой, которая указывает рабочие состояния приводного механизма: ВКЛ. - ВЫКЛ. Маркировка может быть отчеканена, отлита, отпечатана или нанесена другим образом на поверхность детали или пластины. Разрешается выполнять маркировку обжигом эмалированной поверхности. Пластины должны быть надежно закреплены на устройство.
5.6 Заправочный вентиль должен иметь чехол [7].
5.7 Заправочный вентиль должен быть оборудован средствами, предотвращающими попадание твердых веществ при подаче водорода. Например, таким средством может быть фильтрующее устройство.
5.8 Отсоединение заправочного вентиля должно быть возможно только при условии, что уровень давления внутри заправочного звена не превышает 0,7 МПа.
5.10 Конструкция заправочного вентиля должна исключать возможность самопроизвольного открывания запорного клапана заправочного приемника.
6 Стандартные размеры заправочных приемников
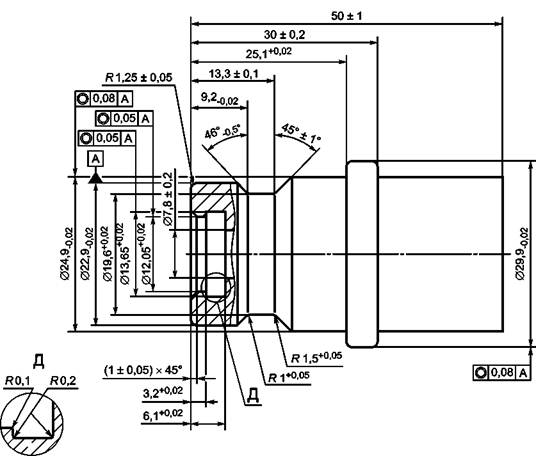
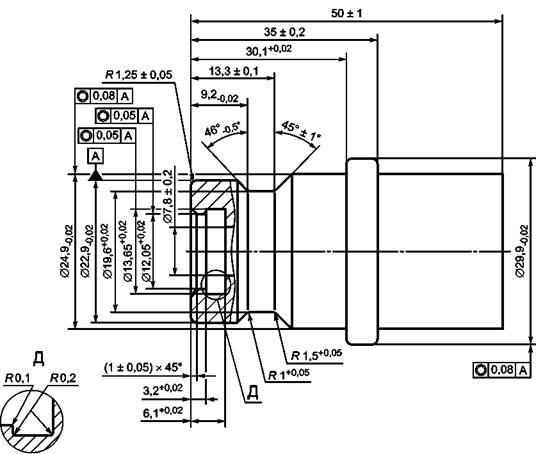
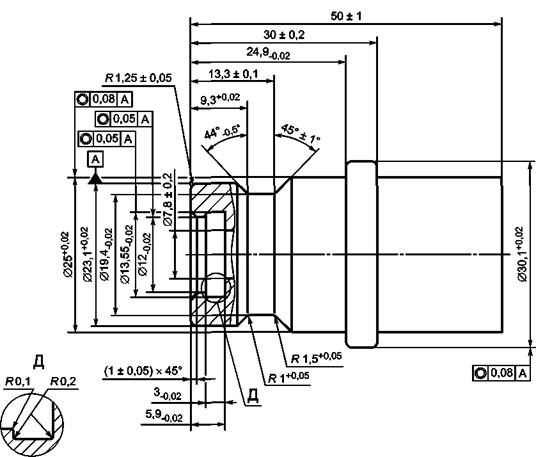
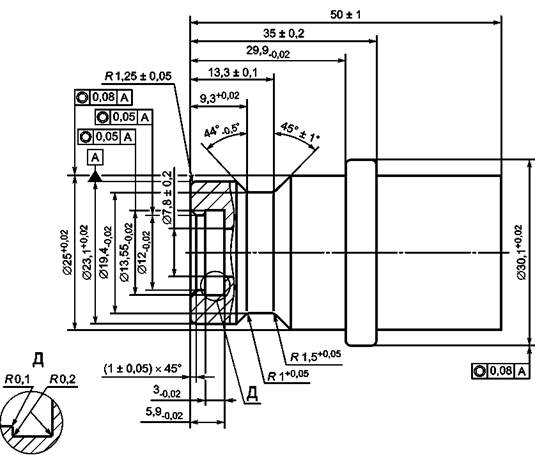
Заправочные приемники должны соответствовать техническим нормам на проектирование согласно рисункам 1 и 2.
7 Заправочные приемники
7.1 Заправочные приемники должны соответствовать требованиям всех разделов настоящего стандарта. Отказ при проведении любого испытания с заправочным устройством и заправочным приемником должен расцениваться как ошибка в проектировании заправочного приемника.
7.2 Кроме того, заправочные приемники должны проектироваться из расчета рабочего ресурса не менее 15000 циклов и 15 лет эксплуатации в соответствии с требованиями изготовителя. При проектировании заправочных приемников, у которых на заднем поперечнике предусмотрены средства крепления арматуры или маркировки, должно быть предусмотрено, чтобы они не выступали за размеры контура, указанные на рисунках 1 и 2, соответственно. В конструкции допустимо использовать - «лыски под ключ», крепежные пазы для защитной крышки, шестигранный ключ, «выемки» для маркировки, а также резьбы для защитной крышки. Указанные особенности конструкции приемников не должны оказывать влияния на работоспособность заправочного вентиля.
7.3 Для предотвращения утечки газа заправочный приемник должен быть оборудован внутренним запорным клапаном. Запорный клапан должен быть бесконтактного типа и открываться только от перепада давления.
7.4 Техническое средство для присоединения заправочного приемника к топливной системе транспортного средства не должно устанавливаться непосредственно на узлах, имеющих уплотнительные резьбовые соединения.
7.5 Заправочные приемники должны быть сконструированы таким образом, чтобы они либо были устойчивыми к загрязнению твердыми частицами, либо были оборудованы средствами защиты от указанных загрязнений, как в соединенном, так и в отсоединенном состоянии. Таким средством может быть фильтрующее устройство с установленными характеристиками, обеспечивающее защиту функциональных возможностей запорного клапана. Заправочный приемник в отсоединенном состоянии должен быть обеспечен средствами, предотвращающими попадание в него жидкостей и инородных веществ.
7.6 Заправочный приемник должен быть оснащен техническими средствами, обеспечивающими его прочное крепление к транспортному средству, и пройти соответствующее испытание (см. 10.7).
При проектировании приемника необходимо предусматривать надежное его функционирование при температуре от минус 40 °С до плюс 85 °С.
8 Инструкции
Инструкции и положения, рассматриваемые в настоящем стандарте, должны быть изложены в легкодоступной языковой форме.
В инструкциях должен быть четко определен перечень специального инструмента, необходимого для соединения заправочных переходников с системой трубопроводов.
Изготовители заправочных приемников и заправочных вентилей должны предоставлять четкие и лаконичные печатные инструкции и схемы, изложенные в легкодоступной языковой форме и позволяющие осуществлять:
- правильную сборку в условиях эксплуатации;
- установку;
- техническое обслуживание;
- плановую замену компонентов (например, при выработке рабочего ресурса заправочного вентиля, т.е. 100 000 циклов);
- безопасную эксплуатацию пользователями;
- эксплуатацию и проверку исправности;
- транспортирование, хранение и обслуживание.
Заправочный приемник для водорода на 25 МПа представлен на рисунке 1. Заправочный приемник для водорода на 35 МПа представлен на рисунке 2.
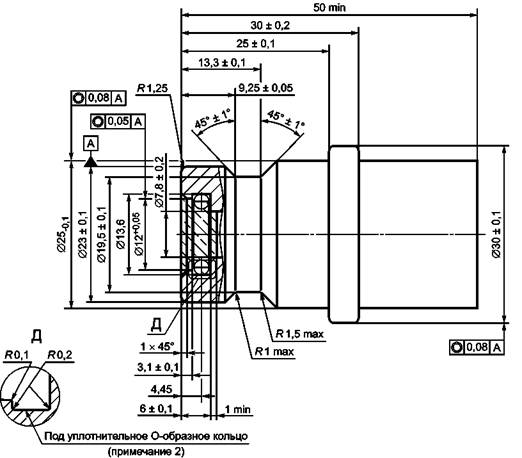
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,5 ± 0,05) мкм.
2 Уплотнительное О-образное кольцо dвн = (9,19 ± 0,13) мм, d сечения = (2,62 ± 0,8) мм.
3 Заштрихованная область не должна содержать посторонних предметов, за исключением уплотняющего кольца.
4 Твердость материала 80 HRB min.
5 Шероховатость остальных поверхностей от 0,4 мкм до 3,2 мкм.
Рисунок 1 - Заправочный приемник для водорода на 25 МПа
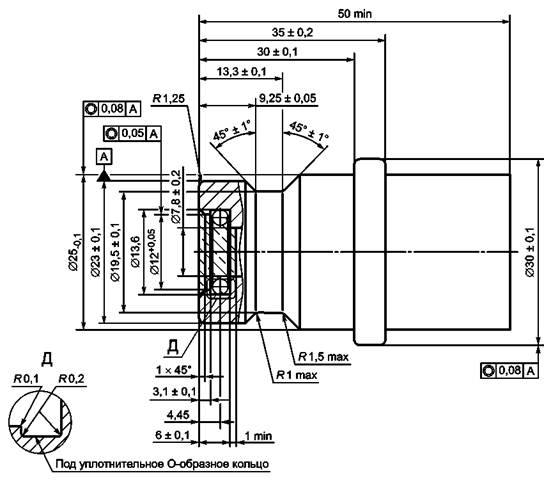
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,5 ± 0,05) мкм.
2 Уплотнительное О-образное кольцо dвн = (9,19 ± 0,13) мм, d сечения = (2,62 ± 0,8) мм.
3 Заштрихованная область не должна содержать посторонних предметов, за исключением уплотняющего кольца.
4 Твердость материала 80 HRB min.
5 Шероховатость остальных поверхностей от 0,4 мкм до 3,2 мкм.
Рисунок 2 - Заправочный приемник для водорода на 35 МПа
9 Маркировка
Текст маркировки должен быть разборчивым, и она должна быть легкодоступной для осмотра. Маркировка может быть отчеканена, отлита, отпечатана или нанесена другим образом на поверхность детали или пластины. Разрешается маркировка, выполняемая путем обжига эмалированной поверхности. Пластины должны быть надежно укреплены на деталь с помощью механических средств. Высота шрифта любой маркировки должна быть не менее 2,5 мм.
Маркировка заправочных вентилей и заправочных приемников должна содержать следующую информацию:
- наименование, торговую марку или логотип компании-изготовителя или дилера устройства;
- маркировку модели;
- обозначение соответствующего стандарта, Н25 или Н35;
- наименование соответствующего типа устройства А, В или С (только для заправочных вентилей);
- сведения о производственной партии заправочных приемников.
У заправочных вентилей должны быть индивидуальные серийные номера.
10 Методики испытаний для проверки правильности проектирования
10.1 Общие требования
10.1.1 Заправочные вентили и заправочные приемники должны отвечать требованиям настоящего стандарта.
10.1.2 Если не указано другое:
- испытания должны проводиться при температуре (20 ± 5) °С;
- все испытания давлением должны проводиться с использованием газа, предназначенного для испытаний на герметичность;
- все испытания на герметичность должны проводиться с газом, предназначенным для таких испытаний;
- жидкости и устройства, используемые в испытаниях, перед их началом должны быть приведены к нормальным условиям состояния.
10.1.3 Испытания заправочных вентилей должны проводиться с крепежными приспособлениями, указанными на рисунках 5, 6, 9 и 10. Для каждого испытания заправочного устройства необходимо использовать новый испытательный образец заправочного приемника. Наличие отказа в процессе проведения любого испытания с заправочным вентилем и заправочным приемником должно расцениваться как дефект конструкции заправочного вентиля.
10.1.4 Заправочные приемники следует испытывать только с таким заправочным вентилем (заправочными вентилями) другого изготовителя, который соответствует техническим требованиям, изложенным в настоящем стандарте. Наличие отказа в процессе проведения любых испытаний с заправочным приемником и заправочным вентилем следует расценивать как ошибку в проектировании заправочного приемника.
10.2 Общие условия испытаний
10.2.1 Способ соединения заправочного вентиля и заправочного приемника должен быть очевиден и однозначен.
10.2.2 Для заправочных вентилей всех типов возможность подачи газа должна быть осуществима только в том случае, если заправочный вентиль и заправочный приемник соединены должным образом и надежно заблокированы.
10.2.3 После отсоединения заправочных вентилей всех типов должно прекращаться истечение газа. Процесс отсоединения вентиля от приемника не должен приводить к возникновению каких-либо опасных условий. Заправочные вентили типа А во время испытаний должны быть под давлением 0,5 МПа.
10.2.4 Когда давление газа внутри равняется или ниже 0,5 МПа, заправочные вентили типов А и В должны отсоединяться от испытательной арматуры независимо от степени износа деталей в рамках установленных допусков. В условиях неполной герметизации устройств осевая сила, направленная на соединение и блокирование или на отсоединение и разблокирование устройства от испытуемых крепежных элементов с установленным характером износа (рисунок 7 или 8), должна быть меньше или равняться 90 Н. Вращающий момент на блокировочном устройстве (с поворотным блокировочным механизмом), прикладываемый при соединении и блокировании или при отсоединении и разблокировании, не должен превышать 1 Н · м.
На устройстве с применением осевого блокировочного механизма усилия для соединения и отсоединения не должны превышать значений, указанных в 10.2.5 (рисунок 7 или 8) с усилием менее 22,2 Н и вращающим моментом менее 7 Н · м.
10.2.4.1 Метод испытания
Момент и усилия отсоединения заправочного вентиля и приемника при проведении испытаний должны прикладываться в направлении поступательного/вращательного разъединения заправочного устройства. Вращающий момент должен прикладываться к приводу механизма отсоединения или трехходового распределительного крана. Например, если есть рукоятка, то момент должен прикладываться в направлении вращения оси рукоятки заправочного вентиля, его значение должно быть пропорционально изменению проходного сечения заправочного вентиля и направлено в сторону отцепления и разъединения заправочного вентиля.
На блокировочном устройстве с осевым блокировочным механизмом усилия на соединение и отсоединение должны превышать указанные в 10.2.5.
10.2.5 Минимальное усилие отсоединения при давлении 7,5 МПа и выше и при закрытом канале продувки на заправочных устройствах типа А должно по крайней мере в 2,5 раза превышать значения, указанные в 10.2.4.
10.3 Испытания падением
Заправочный вентиль, который в течение 24 ч подвергался воздействию температуры минус 40 °С, следует соединить с заправочным шлангом длиной 5 м и диаметром 11 мм и уронить с высоты 2 м на бетонный пол, как показано на рисунке 3. Заправочный вентиль необходимо уронить 10 раз в течение 5 мин после того, как его достали из холодильной камеры. Затем давление в заправочном вентиле следует довести до расчетного значения и уронить заправочный вентиль еще 10 раз в течение следующих 5 мин. После всех вышеописанных падений заправочный вентиль должен нормально соединяться с заправочным приемником.
Кроме того, заправочный вентиль должен пройти все испытания на герметичность, которые описаны в 10.4 и 10.10, а также испытание на гидростатическую прочность.
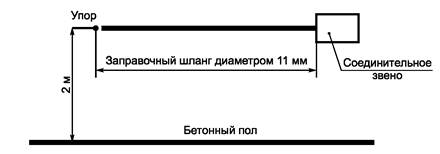
Рисунок 3 - Технологическая подготовка к испытаниям падением
10.4 Испытания на герметичность
10.4.1 Общие процедуры испытаний
10.4.1.1 Метод испытания
Газ для проведения испытания на герметичность следует подать, согласно инструкциям для специальных испытаний на герметичность, в соединительное звено или на несоединенные устройства. Затем корпус устройства погружают в воду при комнатной температуре, если не указано другое, и осматривают на предмет наличия пузырьков.
Все устройства должны быть герметичными с момента соединения, в процессе нагнетания давления газа и до отсоединения.
Если в течение 1 мин не фиксируется появление пузырьков, считается, что данный образец прошел испытание. Если же фиксируется появление пузырьков, то следует измерить скорость утечки газа и провести испытания либо в вакууме, используя для испытания газ для проверки герметичности (испытание общим накоплением), или провести испытания равнозначным методом, который должен продемонстрировать, что скорость утечки газа меньше 20 см3/ч при температуре 20 °С и давлении 101,325 кПа. Допускаются другие аналогичные поточности и повторяемости методы испытаний.
10.4.2 Для заправочного вентиля и заправочного приемника в отсоединенном состоянии скорость утечки газа должна быть меньше 20 см3/ч при температуре 20 °С и давлении 101,325 кПа. Скорость утечки газа для соединительного звена должна быть также меньше 20 см3/ч при температуре 20 °С и давлении 101,325 кПа.
Испытания должны проводиться при давлении 0,5 МПа и 150 % рабочего давления.
10.4.2.1 Метод испытания
Газ для проведения испытания на герметичность следует подать во впускное отверстие соединительного звена или на отсоединенные заправочный вентиль и заправочный приемник. Далее следует применить методику испытаний на герметичность (см. 10.4.1).
10.4.3.1 Метод испытания
Заправочный приемник необходимо соединить с баллоном высокого давления, который способен выдержать давление, создаваемое в ходе испытаний. Затем при комнатной температуре следует подать давление в баллон через приемник. Как только давление в баллоне высокого давления достигнет давления, необходимого для данного испытания, следует быстро сбросить давление перед заправочным приемником и проверить на герметичность запорный клапан заправочного приемника. В процессе погружения испытуемого образца в воду при комнатной температуре следует фиксировать наличие или отсутствие пузырьков.
10.5 Рукоятка управления клапанами
Если заправочный вентиль оборудован рукояткой управления клапанами, она должна выдерживать усилие в 200 Н, прикладываемое к самой дальней точке от оси вращения без повреждения самой рукоятки управления или упоров рукоятки управления.
10.5.1 Метод испытания
Испытание связано с приложением усилия и момента вращения в двух направлениях: открывания и закрывания и должно выполняться при условии что:
- заправочный вентиль надлежащим образом соединен с приемником;
- заправочный вентиль умышленно неправильно соединен с приемником.
10.6 Виброустойчивость заправочного приемника
После проведения испытаний на виброустойчивость по методу, описанному ниже, заправочные приемники и защитные крышки не должны быть повреждены и должны выдерживать все испытания на герметичность, предусмотренные для заправочных приемников в 10.4 и 10.10, а также испытание на гидростатическую прочность (10.12).
10.6.1 Метод испытания
Заправочный приемник и защитную крышку следует зафиксировать в испытательной установке и подвергнуть вибрации частотой в диапазоне 5 - 60 Гц, по 8 мин на каждой частоте, соответствующей целому числу. Амплитуда вибраций должна быть не меньше 1,5 мм для частот 5 - 20 Гц, 1,2 мм - 40 - 60 Гц. Испытание должно проводиться один раз в осевом направлении и один раз - в радиальном. Если устройство, включая привод, является радиально несимметричным, следует провести второе испытание в ортогонально-радиальном направлении.
10.7 Испытания нагрузками, превышающими нормативное значение
- растяжению по продольной оси заправочного устройства или заправочного приемника (переходника);
- изгибающему моменту, прикладываемому к концевым соединениям заправочного устройства.
Элементы крепления заправочного устройства и заправочного переходника должны без деформаций и повреждений выдерживать сверхнормативные нагрузки: усилие-1000 Н; момент- 120 Нм. Кроме того, эти элементы крепления должны без разгерметизации выдерживать сверхнормативные нагрузки: усилие - 2000 Н; момент - 240 Н · м. Нагрузку и плечо силы следует измерять, исходя из расположения контрольной точки на теле заправочного приемника на расстоянии 49 мм от его торцевой поверхности (см. рисунок 4).
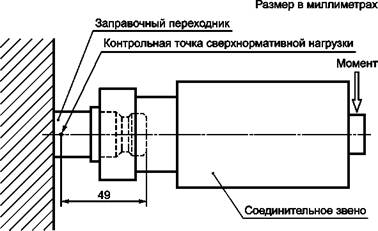
Рисунок 4 - Испытания нагрузками, превышающими нормативное значение
После проведения этих испытаний заправочный приемник должен соответствовать требованиям 10.4, 10.10 и 10.12.
10.7.2 Испытания на растяжение и изгиб проводятся без подачи давления газа в испытуемые элементы заправочного приемника и заправочного вентиля.
10.7.2.1 Метод испытания
Для этих испытаний используют «свободно посаженные» испытательные крепежные элементы, как показано на рисунках 5 и 6, испытания проводятся для заправочных вентилей всех типов независимо от расчетного рабочего давления. Испытуемые крепежные элементы устанавливаются в качестве кронштейна к несущему элементу. Используемый в этом испытании несущий элемент должен выдерживать указанные нагрузки без смещений и прогибов. Заправочный вентиль должен быть надлежащим образом соединен с испытательными крепежными элементами. Прикладываемые нагрузки и способность устройства противостоять повреждениям должны соответствовать 10.7.1. После прохождения этих испытаний заправочный приемник должен соответствовать требованиям 10.4, 10.10 и 10.12.
10.7.3 Испытания сверхнормативной нагрузкой проводятся с подачей давления газа в испытуемые элементы заправочного приемника и заправочного вентиля.
10.7.3.1 Метод испытания
Для испытания используют «свободно посаженные» крепежные элементы, как показано на рисунках 5 и 6, испытания проводятся для заправочных вентилей всех типов независимо от расчетного рабочего давления. Испытуемые крепежные элементы устанавливают в качестве кронштейна к несущему элементу. Используемый в этом испытании несущий элемент должен выдерживать указанные нагрузки без смещений и прогибов.
Заправочный вентиль должен быть надлежащим образом соединен с крепежными элементами. Прикладываемые нагрузки и способность устройства противостоять повреждениям должны соответствовать 10.7.1. После проведения этих испытаний заправочный приемник должен соответствовать требованиям 10.4, 10.10 и 10.12.
10.8 Качание/кручение
После проведения настоящего испытания заправочный приемник и элементы крепления заправочного переходника не должны быть расшатанными или иметь другие повреждения.
10.8.1 Метод испытания
Заправочный приемник следует установить на опорный элемент в соответствии с инструкциями изготовителя, используя штатные элементы крепления заправочного приемника. Используемый в этом испытании несущий элемент должен выдерживать установленные нагрузки без смещений и прогибов. Заправочный вентиль, присоединенный к шлангу под давлением как для нормальной эксплуатации, следует надлежащим образом соединить с заправочным приемником. Два равных противоположно направленных момента в 24 Н · м следует циклично и попеременно прикладывать к самой дальней от заправочного приемника точке заправочного устройства. Обе нагрузки прикладываются 2500 раз частотой, не превышающей 1 цикл в секунду.
Изгибающий момент 4 Н · м следует 10 раз прикладывать к заправочному приемнику по направлению наиболее вероятного расшатывания элементов крепления.
После прохождения вышеуказанных испытаний заправочный приемник должен пройти испытание на герметичность при комнатной температуре (см. 10.4). А после прохождения испытания на герметичность при комнатной температуре тот же заправочный приемник должен пройти испытание на гидростатическую прочность (см. 10.12).
10.9 Вращающий момент для элементов крепления
Заправочный приемник и элементы крепления должны без повреждений выдерживать нагрузку вращения, равную 150 % рекомендованного изготовителем значения момента вращения для крепления.
10.10 Высокая и низкая температуры
Перед тем как подвергать устройства температурному воздействию, следует провести их опрессовку, а затем, в атмосферных условиях, проверку герметичности под давлением 7 МПа, используя газ, предназначенный для проведения испытаний на герметичность под давлением.
Все испытания должны проводиться тогда, когда устройства продолжают подвергаться указанному для испытания температурному воздействию. Выпускное отверстие устройства следует закрыть и нагнетать испытательное давление через впускное отверстие устройства. После этого устройство должно быть испытано в соответствии с методикой испытаний на герметичность по 10.4.
10.10.1 После прохождения испытания устройства для заправки водородом должны отвечать требованиям по утечке, предусмотренным в 10.4.1.
10.10.1.1 Методы испытаний
Устройства соединения для заправки топливом следует испытывать после 2 ч охлаждения компонентов и детектора утечки (если используется) в соответствии с нижеперечисленными требованиями:
- соединенные заправочный вентиль и заправочный приемник подвергаются испытаниям при температуре минус 40 °С под давлением 0,5 МПа и при 80 % рабочего давления;
- соединенные заправочный вентиль и заправочный приемник подвергаются испытаниям при температуре плюс 85 °С под давлением 1,0 МПа и при 125 % рабочего давления;
- отсоединенный заправочный приемник подвергается испытаниям при температуре минус 40 °С под давлением 0,5 МПа и при 80 % рабочего давления;
- отсоединенный заправочный приемник подвергается испытаниям при температуре плюс 85 °С под давлением 1,0 МПа и при 125 % рабочего давления;
- отсоединенный заправочный вентиль подвергается испытаниям при температуре минус 40 °С под давлением 0,5 МПа и при 80 % рабочего давления;
- отсоединенный заправочный вентиль подвергается испытаниям при температуре плюс 85 °С под давлением 1,0 МПа и при 125 % рабочего давления.
Примечание - Указанные значения давления должны обеспечивать сопоставимость результатов испытаний.
Ко всем компонентам должен применяться газ для испытаний на герметичность.
После указанных процедур корпус устройства следует проверить на образование пузырьков при:
- температуре минус 40 °С в денатурированном этиловом спирте в течение 2 мин;
- температуре 85 °С в воде в течение 2 мин.
Считается, что образцы прошли испытания, если в течение указанного времени не появилось пузырьков. Если при испытании замечены пузырьки, следует измерить скорость утечки посредством проведения испытания в вакууме, используя газ гелий (испытание общим накоплением) или с помощью равнозначного метода.
10.10.2 Устройства должны нормально соединяться и отсоединяться при проведении испытаний в следующих условиях:
- заправочный вентиль и заправочный приемник следует соединить и отсоединить десять раз при температуре минус 40 °С и под давлением, составляющим 80 % рабочего давления;
- заправочный вентиль и заправочный приемник следует соединить и отсоединить десять раз при температуре 85 °С и под давлением, составляющим 125 % рабочего давления.
10.11 Долговечность и ремонтопригодность
10.11.1 Испытания циклическими нагрузками
а) Заправочные вентили
Заправочные вентили должны выдерживать до 100 000 рабочих циклов. В процессе испытаний все устройства должны использоваться в соответствии с инструкциями изготовителя. Если технические условия в процессе работы не полностью соответствуют требованиям изготовителя, необходимо считать, что устройство не соответствует настоящему стандарту.
1) Методы испытаний вентилей типов А и В.
Для проведения испытаний необходимо осуществить подачу газа на заправочный вентиль под расчетным давлением, используя для испытания газ, предназначенный для испытания на герметичность. Рабочий цикл должен включать в себя:
- надлежащее соединение заправочного вентиля и крепежных элементов;
- цикл нагнетания и сброса давления газа;
- отсоединение заправочного устройства.
На протяжении испытаний крепежные элементы следует поворачивать относительно друг друга со случайными или равными интервалами.
2) Метод испытания вентилей типа С. Рабочий цикл испытания включает в себя:
- надлежащее соединение заправочного вентиля и крепежных элементов;
- нагнетание давления в соединительное звено до расчетного, используя газ для проведения испытаний на герметичность;
- сброс давления в соединительном звене;
- отсоединение заправочного устройства.
В процессе испытаний соединяемые крепежные элементы следует поворачивать относительно заправочного вентиля со случайными или равными интервалами.
После проведения испытания (100 000 циклов) заправочный вентиль должен соответствовать требованиям 10.2, 10.4, 10.11.4 и 10.12, блокировочный механизм заправочного устройства следует проверить при нормальном для отсоединения давлении с тем, чтобы убедиться в его удовлетворительном креплении в заправочном вентиле.
Крепежные элементы следует заменять после каждых 15 000 циклов. Крепежные элементы следует выбирать из таблицы 1. Изношенность крепежных элементов, вследствие прохождения испытания заправочных вентилей, не должна быть большей степени, чем указано на рисунках 7 и 8, и они должны соответствовать требованиям 10.4. Кроме того, после прохождения требуемого числа циклов испытуемый заправочный вентиль должен соответствовать требованиям 10.4 и 10.12 при тестировании с моделями крепежных элементов, изношенных, как указано на рисунках 7 и 8, соответственно. Отказ входе прохождения любого из указанных в настоящем пункте испытаний следует расценивать как отказ испытуемого заправочного устройства. Допускается заменять уплотнения заправочного вентиля (заправочных вентилей) через промежутки времени, указанные изготовителем.
Таблица 1 - Выбор крепежных элементов для испытания заправочного вентиля на долговечность
|
Рисунок |
Тип посадки |
|
|
0-15 |
ПЛОТНАЯ |
|
|
15-30 |
ПЛОТНАЯ |
|
|
30-45 |
СВОБОДНАЯ |
|
|
45-80 |
СВОБОДНАЯ |
|
|
60-75 |
ПЛОТНАЯ |
|
|
75-90 |
ПЛОТНАЯ |
|
|
90-100 |
СВОБОДНАЯ |
б) Запорный клапан заправочного приемника
Запорный клапан заправочного приемника должен соответствовать требованиям 10.4.3.
1) Методы испытаний
Следует соединить заправочный приемник с испытательными крепежными элементами заправочного вентиля. На заправочный вентиль и заправочный приемник следует подать рабочее давление. Затем следует сбросить давление перед запорным клапаном заправочного приемника. Перед началом следующего цикла давление перед запорным клапаном заправочного приемника должно равняться 0 или быть не выше 0,5 МПа.
После прохождения 15 000 рабочих циклов запорный клапан заправочного приемника следует подвергнуть 24-часовому воздействию в режиме впуска/выпуска для создания наибольшей вибрации. Затем заправочный переходник следует проверить на соответствие 10.4.3 и 10.10.
в) Заправочный приемник
По условиям испытания заправочный приемник должен выдерживать 15 000 рабочих циклов.
2) Метод испытания
Для проведения испытаний необходимо подать давление на заправочный вентиль до расчетного значения, используя газ для испытания на герметичность. Рабочий цикл должен включать:
- надлежащее соединение заправочного приемника и заправочного вентиля;
- отсоединение заправочного вентиля.
После прохождения 15 000 циклов к заправочному устройству под давлением следует применить вращающий момент 20,4 Нм так, как это указано на рисунке 4.
После испытаний заправочный вентиль должен соответствовать требованиям 10.4.3 и 10.10.
г) Соединение заправочного вентиля и заправочного приемника
Соединенные заправочный вентиль и заправочный переходник должны выдерживать режим полного потока в соответствии со следующей методикой испытания.
1) Метод испытания
Крепежные элементы заправочного вентиля и заправочного приемника следует соединить надлежащим образом. Выпускное отверстие заправочного приемника должно быть открыто в окружающую среду. Впускное отверстие заправочного вентиля должно быть соединено с системой нагнетания, по которой необходимо подавать необходимое количество газа, используемого в испытаниях на герметичность.
Каждый заправочный вентиль и заправочный приемник должны отработать 30 циклов. Каждый цикл должен сопровождаться полной подачей газа с рабочим давлением на линии нагнетания. Продолжительность цикла должна быть 2 с, и в конце каждого цикла давление в линии нагнетания не должно быть ниже 80 % рабочего давления. Во время испытания система нагнетания не должна ограничивать поток.
10.11.2 Испытание на устойчивость к окислительному старению
Изготовитель должен предоставить спецификацию и оценить степень устойчивости уплотнительного материала к окислительному старению. В результате проведения следующих испытаний детали соединительных устройств для заправки топливом, выполненные из синтетического каучука, не должны растрескиваться или быть очевидно изношенными вследствие окислительного старения.
10.11.2.1 Метод испытания
Образцы деталей из синтетического каучука следует в течении 96 ч подвергать воздействию температуры 70 °С и давлению 2,0 МПа. Испытание должно быть проведено в соответствии с [1].
10.11.3 Испытание неметаллического синтетического материала погружением
При проведении испытания в соответствии со следующими методами детали соединительных устройств для заправки водородом, выполненные из неметаллического синтетического материала, не должны существенно изменять объем или массу.
10.11.3.1 Метод испытания
Необходимо подготовить, измерить и взвесить образцы из неметаллического синтетического материала в объеме представительной выборки. Затем образцы следует поместить на 168 ч в водород при расчетном давлении. После этого давление газа необходимо снизить до атмосферного за короткий промежуток времени, такой, который был бы меньше при условии снижения давления в реальных условиях эксплуатации, т.е. не более чем за 1 с. На испытуемых образцах не должно быть следов повреждений, вызванных внезапной декомпрессией. Кроме того, образцы в объеме не должны увеличиться более чем на 25 %, уплотниться более чем на 1 % или потерять более 10 % массы.
Для того чтобы оценить возможное отрицательное воздействие компрессорных масел на неметаллический синтетический материал, этот материал также следует погрузить на 70 ч при комнатной температуре в минеральные и синтетические компрессорные масла общего применения. После этого следует оценить состояние материала. Считается, что материал выдержал испытание, если изменения размеров - не более ±3 %, а твердости по Шору А – менее ±3 единицы.
10.11.4 Электрическое сопротивление
Электрическое сопротивление заправочного приемника и заправочного вентиля не должно превышать 1000 Ом как под давлением, так и при отсутствии давления. Испытание следует проводить до или после испытаний на долговечность (см. 10.11.1).
10.12 Гидростатическая прочность
С учетом того, что испытание на гидростатическую прочность проводится в последнюю очередь, не допускается применять образцы, использованные ранее для проведения других испытаний. Отсоединенный заправочный вентиль, отсоединенный заправочный приемник, а также соединенные заправочный вентиль и заправочный приемник после прохождения этого испытания должны быть герметичными.
10.12.1 Методы испытаний
Выпускное отверстие отсоединенного или соединенного устройства должно быть закрыто, а гнезда клапанов или внутренние блоки приведены в открытое положение. Во впускное отверстие заправочного вентиля или выпускное отверстие заправочного приемника следует по крайней мере на 3 мин подать гидростатическое давление в 3 раза выше расчетного.
10.13 Материалы
Для уплотнения должны применяться материалы (совместимые с водородом, компрессионными синтетическими и минеральными маслами) в соответствии со спецификациями и расчетами изготовителя. Эти материалы должны иметь документальное подтверждение о том, что они прошли испытание на окислительное старение и испытание неметаллических синтетических материалов методом погружения, описанные в 10.11.2 и 10.11.3, соответственно.
10.14 Коррозионная стойкость
Заправочные вентили и заправочные приемники не должны подвергаться коррозии или терять защитное покрытие и должны надежно работать в условиях следующих испытаний.
10.14.1 Методы испытаний
Необходимо взять новые образцы, защитные крышки которых должны находиться на своих местах. Выпускные отверстия устройств с защитными крышками должны быть открыты. Крышки должны быть в рабочем положении. Заправочный вентиль и заправочный приемник должны быть зафиксированы горизонтально. Заправочный вентиль следует в течение 96 ч подвергать воздействию солевого тумана в соответствии с [3], а заправочный приемник следует в течение 1000 ч подвергать воздействию солевого тумана в соответствии с [3].
В течение испытания температура в испытательной камере должна поддерживаться 33 °С - 36 °С. Раствор солевого тумана должен состоять из 5 % хлорида натрия и 95 % дистиллированной воды (по массе).
Впускное отверстие заправочного вентиля должно подвергаться постоянному воздействию давления воздуха в 0,5 МПа. В течение первых 8 ч испытания заправочный вентиль должен 1 раз в час выпускать воздух в атмосферу.
Сразу же после завершения 1000 ч испытания следует обследовать зоны заправочного приемника под пылезащитными крышками. Эти зоны не должны содержать следов попадания воды.
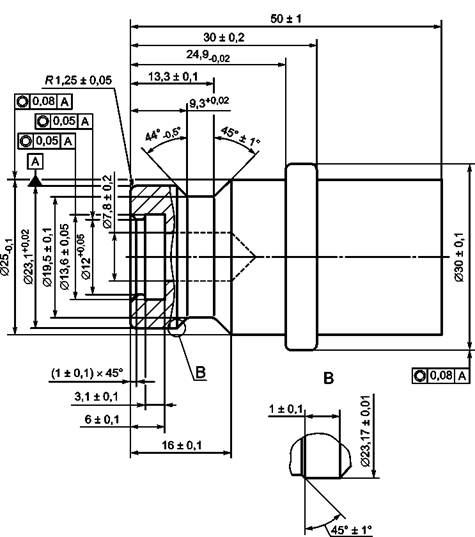
Свободно посаженные крепежные элементы на 25 МПа представлены на рисунке 5.
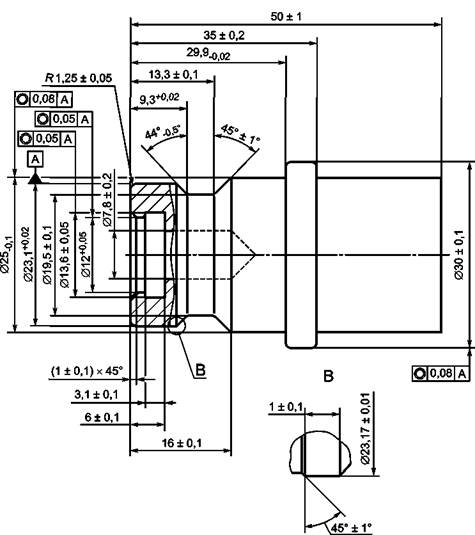
Свободно посаженные крепежные элементы на 35 МПа представлены на рисунке 6.
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,8 ± 0,05) мкм.
2 Материал 03X17Н13М2 (80 HRB min).
3 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 5 - Свободно посаженные крепежные элементы на 25 МПа
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,8 ± 0,05) мкм.
2 Материал 03X17Н13М2 (80 HRB min).
3 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 6 - Свободно посаженные крепежные элементы на 35 МПа
Затем следует ополоснуть заправочные вентили и заправочные приемники и аккуратно удалить отложения соли. После этого заправочные вентили и заправочные приемники должны пройти испытание на герметичность при комнатной температуре (см. 10.4), а также испытание на электрическое сопротивление (10.11.4).
10.15 Деформация
Присоединенные/собранные детали должны выдерживать без существенной деформации, поломки или утечки вращающее усилие, равное 150 % вращающего момента сборки, рекомендованного изготовителем.
10.15.1 Метод испытания
Кольцевые уплотнения цилиндрической резьбы следует смазать машинным маслом типа SAE 10 по ГОСТ Р 51634. Детали следует тщательно соединить и собрать с применением вышеуказанного вращающего момента в самом неблагоприятном для него варианте. Комплект в соединенном и собранном виде должен соответствовать требованиям 10.4 и 10.11.4 и пройти испытание на гидростатическую прочность (см. 10.12).
10.16 Испытание загрязнением
Заправочный вентиль и заправочный приемник должны быть устойчивыми к загрязнению.
10.16.1 Метод испытания
Соединительный конец заправочного вентиля и заправочного приемника следует на 1-5 с окунуть в раствор/суспензию, 5 % объема которой составляют соль и песок (А4 - крупная пыль для испытаний или ее эквивалент) [5], растворенные/суспензированные в дистиллированной воде. Глубина заполнения емкости или резервуара смесью должна составлять (100 ± 5) мм. Устройство следует окунать и вынимать таким образом, чтобы вся зона соединения была погружена, но не касалась дна.
После того как заправочный вентиль и заправочный приемник погрузили в смесь и вынули, компоненты следует соединить и подвергнуть соединенную пару в течение 5 с воздействию газа, который используется для испытаний на герметичность, под расчетным давлением. После того как соединенная пара в течение 5 с подвергалась давлению, она должна соответствовать требованиям 10.4.
Заправочный вентиль и заправочный приемник должны пройти 10 непрерывных циклов этого испытания без очистки заправочного вентиля.
10.17 Температурные испытания
Заправочный вентиль и заправочный приемник (переходник) должны выдерживать термические циклы.
10.17.1 Методы испытаний
Давление в заправочном вентиле, приемнике и соединительном звене следует довести до рабочего при температуре 15 °С. После этого в течение 30 мин внешнюю температуру следует довести до 85 °С и выдержать компоненты при этой температуре в течение 2 ч. Затем менее чем за час внешнюю температуру следует понизить до минус 40 °С и выдержать компоненты при этой температуре в течение 2 ч. В заключение для завершения цикла внешнюю температуру следует опять поднять до 15 °С в течение 30 мин. Этот цикл необходимо повторить 100 раз. После проведения всех циклов испытания устройство должно соответствовать требованиям 10.4 - 10.12.
Крепежные элементы на давление 25 МПа с определенным характером износа представлены на рисунке 7.
Крепежные элементы на давление 35 МПа с определенным характером износа представлены на рисунке 8.
Примечания
1 Материал 03X17Н13М2 (80 HRB min).
2 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 7 - Крепежные элементы на 25 МПа с определенным характером износа
Примечания
1 Материал 03X17Н13М2 (80 HRB min).
2 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 8 - Крепежные элементы на 35 МПа с определенным характером износа
Плотно посаженные крепежные элементы на 25 МПа представлены на рисунке 9. Плотно посаженные крепежные элементы на 35 МПа представлены на рисунке 10.
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,8 ± 0,05) мкм.
2 Материал 03X17Н13М2 (80 HRB min).
3 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 9 - Плотно посаженные крепежные элементы на 25 МПа
Примечания
1 Д - поверхность уплотнения с шероховатостью (0,8 ± 0,05) мкм.
2 Материал 03X17Н13М2 (80 HRB min).
3 Шероховатость остальных поверхностей (0,4 ± 0,05) мкм.
Рисунок 10 - Плотно посаженные крепежные элементы на 35 МПа
Приложение А
(справочное)
Технические характеристики заправочных вентилей
Таблица А.1 - Технические характеристики заправочных вентилей
|
Наименование параметра |
Заправочный вентиль типа |
||
|
А |
В |
С |
|
|
Устойчивость к манипулированию |
× |
× |
× |
|
Нет захватывающих деталей (обшивки) |
× |
× |
× |
|
Одиночный процесс |
× |
|
|
|
Резервная блокировка |
× |
× |
× |
|
Безопасное удаление газа |
× |
× |
|
|
Управляется одной рукой |
× |
× |
× |
|
Встроенный золотник |
× |
|
|
|
Обозначение: Знак «×» свидетельствует о наличии параметра. |
|||
Библиография
|
ISO 188 |
Rubber, vulcanized or thermoplastic - Accelerated ageing and heat resistance tests (Резина вулканизированная и термопластичная. Испытания на ускоренное старение и термостойкость) |
|
|
ISO 1817 |
Rubber, vulcanized - Determination of the effect of liquids (Резина вулканизированная. Определение воздействия жидкости) |
|
|
ISO 9227 |
Corrosion tests in artificial atmospheres - Salt spray tests (Испытания на коррозию в искусственной среде. Испытания в солевом тумане) |
|
|
[4] |
ISO 12103-1 |
Road vehicles - Test dust for filter evaluation - Part 1: Arizona test dust (Транспорт дорожный. Испытание на пылестойкость для определения качества фильтра. Часть 1: Пыль пустынь Аризоны для испытаний) |
|
ISO 12103-2 |
Road vehicles - Test dust for filter evaluation - Part 2: Aluminium oxide test dust (Транспорт дорожный. Испытание на пылестойкость для определения качества фильтра. Часть 2: Пыль глиноземная для испытаний) |
|
|
ISO 14687 |
Hydrogen fuel. Product specification (Топливо водородное. Технические условия на продукцию) |
|
|
ISO 15501-1 |
Road vehicles. Compressed natural gas (CNG) fuel systems. Part 1: Safety requirements (Транспорт дорожный. Топливные системы на сжатом природном газе (СПГ). Часть 1: Требования безопасности) |
|
|
[8] |
ISO 15501-2 |
Road vehicles. Compressed natural gas (CNG) fuel systems. Part 2: Test methods (Транспорт дорожный. Топливные системы на сжатом природном газе (СПГ). Часть 2: Методы испытания) |
|
[9] |
SAE J2574 |
Fuel Cell Vehicle Terminology (Терминология для транспортных средств на топливных элементах) |
|
SAE J2578 |
Recommended Practice for General Fuel Cell Vehicle Safety (Общие правила безопасности для транспортных средств на топливных элементах) |
Ключевые слова: транспортные средства, водород, топливные элементы, заправочное устройство, заправочный вентиль, безопасность