 | Информационная система | |
КОМИТЕТ ГЕОДЕЗИИ И КАРТОГРАФИИ СССР
ГЕОДЕЗИЧЕСКИЕ,
КАРТОГРАФИЧЕСКИЕ ИНСТРУКЦИИ,
НОРМЫ И ПРАВИЛА
ИНСТРУКЦИЯ
ПО ПЕЧАТНЫМ ПРОЦЕССАМ В
КАРТОИЗДАНИИ
ГКИНП-15-236-91
Обязательна для всех
предприятий, организаций
и учреждений системы Госгеодезии СССР
Утверждена Комитетом геодезии
и картографии СССР
06 мая 1991 г.
МОСКВА 1991
ИНСТРУКЦИЯ ПО ПЕЧАТНЫМ ПРОЦЕССАМ В КАРТОИЗДАНИИ М., ПКО «КАРТОГРАФИЯ», 1991 г., с. 136 (ГЕОДЕЗИЧЕСКИЕ, КАРТОГРАФИЧЕСКИЕ ИНСТРУКЦИИ, НОРМЫ И ПРАВИЛА)
Инструкция регламентирует технологические процессы, осуществляемые в печатном цехе картоиздательского производства.
Инструкция развивает и конкретизирует действующие и устанавливает новые нормы и требования на проведение печатных работ.
В инструкции рассматриваются цеховые условия, подготовка бумаги и печатных красок к печатанию, изготовление пробных оттисков, печатание тиражей на листовых и рулонных офсетных машинах, особенности печатания на глянцевой полиэфирной пленке и пленке «Пласткарт» (наглядные пособия), сортировка и комплектовка картографической продукции; а также приводятся сведения по оборудованию, материалам.
Инструкция предназначена для использования при выполнении печатных работ на картографических фабриках, объединениях, аэрогеодезических предприятиях и в учреждениях Госгеодезии СССР, а также может быть рекомендована в качестве пособия для подготовки специалистов соответствующего профиля.
Инструкция разработана ПКО «Картография» и фабриками № 2, № 10 Госгеодезии СССР.
В составлении принимали участие: Герчикова Ю.М. - разделы 1, 8, 9, 10, 11; Киселева В.П. - разделы 1, 2, 3, 4, 8, 12; Поляк О.Б. - разделы 4, 6, 7, 10 (ПКО «Картография»); Коган В.Н. - разделы 2, 5, 8, 9; Прись А.П. - раздел 5; Илларионова Р.И. - раздел 13 (фабрика № 2); Рахвалова Н.А. - разделы 5, 9, 11, 12 (Фабрика № 10).
Общее редактирование выполнено Киселевой В.П.
Инструкция утверждена и введена в действие с 1 января 1992 года.
С введением в действие данной инструкции отменяются инструкции согласно приказу № 80п от 6 мая 1991 года.
ВВЕДЕНИЕ
Данная инструкция является результатом пересмотра и переработки целого ряда технологических инструкций по печатным процессам в картоиздании, выпущенных в ЦНИИГАиК в 1969 - 1972 гг., с учетом развития технологий, оборудования и материалов.
В нормативно-технический акт включены новые разработки ВНИИ комплексных проблем полиграфии и ПКО «Картография» последних лет, которые позволяют существенно повысить качество печатной картографической продукции.
Инструкция включает подробные характеристики основных печатных процессов картоиздательского производства: изготовление пробных оттисков на офсетном пробопечатном станке, печатание на листовых и рулонных офсетных машинах, а также рассматривает вспомогательные процессы, необходимые для реализации первых: подготовку бумаги и печатных красок.
В нормативно-техническом акте приводятся сведения по цеховым условиям и оборудованию печатного цеха, материалам и химикатам.
Отдельно рассматриваются особенности печатания на глянцевой полиэфирной пленке и пленке «Пласткарт».
Характеристики тест-объектов для оперативного контроля офсетного печатного процесса (ОКП-1, ОКП-2, ОКП-3), рекомендации по использованию декельных материалов, особенности технологического плана издания карты, рекомендации по последовательности наложения красок при печати и ряд других материалов вынесены в приложения и даны в конце сборника.
Все вышеотмеченное позволило отразить в инструкции современное состояние печатных процессов в картоиздании и увязать с последними достижениями науки и техники.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая инструкция регламентирует технологические процессы, осуществляемые в печатном цехе картоиздательского производства.
1.2. Инструкция регламентирует цеховые условия, оборудование, материалы, рецепты рабочих растворов, необходимые для осуществления печатных процессов, устанавливает подробные технологические схемы отдельных процессов и пути их реализации.
1.3. Инструкция разработана в соответствии с действующими ГОСТами и нормативно-техническими актами ГУГК СССР, а также с использованием общесоюзных нормативных документов других ведомств (Госкомиздат, Госстрой СССР) и является консолидированным нормативно-техническим актом на печатные процессы в картоиздании.
1.4. Печатные процессы, выполняемые в картоиздательском производстве, должны осуществляться в строгом соответствии с настоящей инструкцией.
1.5. Инструкция обязательна для руководящих и инженерно-технических работников картографических фабрик, объединений, аэрогеодезических предприятий Госгеодезии СССР, а также для рабочих, обслуживающих пробопечатный станок, листовые и рулонные офсетные машины. Инструкция должна использоваться при ведении указанных работ, а также при реорганизации печатного цеха, оснащении его оборудованием и материалами, обеспечении безопасных условий труда.
Инструкция может быть рекомендована для подготовки специалистов соответствующего профиля.
2. ЦЕХОВЫЕ УСЛОВИЯ
2.1. Общие положения.
2.1.1. Условия труда в печатном цехе картоиздательского производства должны соответствовать «Правилам по технике безопасности и производственной санитарии на предприятиях полиграфической промышленности» /93/ и настоящей инструкции.
2.1.2. Производственные процессы должны соответствовать требованиям ГОСТ 12.3.002-75 /15/.
2.1.3. Администрация предприятия и цеха обязана обеспечить безопасные условия труда рабочих и ИТР путем проведения необходимых организационных и технических мероприятий в соответствии с требованиями государственных и отраслевых стандартов системы безопасности труда (ССБТ) и действующих норм.
2.1.4. В соответствии с Кодексом законов о труде СССР и союзных республик администрация предприятия и цеха должна разработать и утвердить в установленном порядке инструкции по безопасности труда на конкретных участках. Инструкции по безопасности труда могут разрабатываться с использованием Типовых инструкций по безопасности труда на полиграфических предприятиях /80/.
2.1.5. Администрация предприятия и цеха обязана своевременно организовать инструктаж по безопасности труда, обучение охране труда и периодическую проверку знаний инженерно-технических работников, рабочих и служащих в соответствии с ГОСТ 12.0.004-79 /1/.
2.1.6. Администрация предприятия и цеха должна обеспечить работников спецодеждой в соответствии с нормативными документами /52/.
2.1.7. Администрация предприятия и цеха несет полную ответственность за состояние охраны труда, проведение санитарно-оздоровительных мероприятий (выполнение комплексных пятилетних планов, коллективного договора и соглашений по охране труда), разработанных на основе анализа паспорта санитарно-технического состояния условий труда.
2.1.8. Каждый работник печатного цеха обязан выполнять требования настоящей инструкции и инструкции по безопасности труда. Несоблюдение расценивается как нарушение трудовой дисциплины и влечет за собой дисциплинарную, материальную и уголовную ответственность в соответствии с действующим законодательством.
2.1.9. Администрация предприятия и цеха обязана расследовать каждый несчастный случай на производстве в соответствии с Положением о расследовании и учете несчастных случаев на производстве /52/, постоянно осуществлять контроль за соблюдением техники безопасности.
2.1.10. Надзор и контроль за соблюдением требований охраны труда в картоиздательском производстве осуществляют вышестоящие организации, органы государственного и профсоюзного надзора, комиссии по охране труда комитета профсоюза, общественные инспекторы по охране труда и работники служб охраны труда предприятия.
2.2. Требования к помещениям.
2.2.1. В печатном цехе в отдельных помещениях должны размещаться:
- участок подготовки бумаги;
- колористическое отделение;
- участок пробной печати*;
* Участок пробной печати может находиться в составе цеха подготовки форм.
- участок печатания на листовых офсетных машинах;
- участок печатания контурных карт на рулонных офсетных машинах;*
- участок сортировки, комплектовки и упаковки карт.
* Участок печатания контурных карт на рулонных офсетных машинах может находиться в одном помещении с листовыми офсетными машинами.
2.2.2. Производственные и вспомогательные здания и помещения должны удовлетворять требованиям СНИП II-90-81 /58/ и СНИП II-92-76 /59/.
2.2.3. Администрация предприятия и цеха обязана своевременно проводить ремонт и поддерживать здания и помещения в надлежащем порядке.
2.2.4. Стены и потолки в производственных помещениях должны быть ровными и гладкими, отделку стен рекомендуется выполнять водноэмульсионной краской, без панелей, до потолка. Цветовая гамма должна быть выдержана в нейтральных тонах. Некоторые рекомендации приведены в табл. 2.1, 2.2, 2.3.
2.2.5. Полы в производственных помещениях должны удовлетворять требованиям СНИП II-В8-71 /57/ и быть прочными, ровными, нескользкими, удобными для уборки и иметь малую теплопроводимость. В полах не должно быть дыр, выбоин, открытых отверстий, выступающих шин заземления, трубопроводов, гвоздей и т.д.
2.2.6. Проезжая часть и рабочие зоны помещений должны выделяться специальной окраской на полу в соответствии с ГОСТ 12.4.026-76 /19/. Места пересечения людских и грузовых потоков обозначаются специальной окраской («зебра»).
2.2.7. В производственных помещениях (на всех участках) должны быть аптечки первой доврачебной помощи, расположенные на видном общедоступном месте.
Таблица 2.1
Рекомендации по коэффициенту отражения (по СН 181-70)
|
Рекомендуемый предел для коэффициента отражения, % |
|
|
Потолок, оконные переплеты |
60 - 90 |
|
Стены, перегородки, колонны, двери, коммуникации у стен, радиаторы отопительной системы |
40 - 80 |
|
Производственное оборудование, мебель, внутрицеховой транспорт |
25 - 75 |
|
Полы, цокольные участки стен и перегородок |
20 - 45 |
2.2.8. Рабочие места, проходы, проезды, выходы, входы, средства пожаротушения, дверные проемы, лестничные клетки, электрощиты не допускается загромождать оборудованием, продукцией, тарой и т.п.
2.2.9. Генеральная уборка помещений с чисткой от пыли стен, потолков, окон, отопительных приборов, колонн, воздуховодов и т.п. должна проводиться не реже одного раза в месяц, а побелка и окраска панелей стен, колонн и потолка - не реже одного раза в год.
2.2.10. Во всех вышеназванных производственных помещениях должна выполняться влажная уборка пола в соответствии с графиком, но не реже одного раза в день.
2.2.11. На производственных участках в специально отведенных местах должны быть предусмотрены закрывающиеся мусоросборники, изготовляемые из несгораемых материалов.
Таблица 2.2
Рекомендации по цветовому решению интерьера (по СН 181-70)
|
Общие рекомендации |
Рекомендации с учетом дополнительных факторов |
|||
|
с учетом расположения предприятия |
с учетом ориентации окон |
с учетом размеров помещений |
||
|
Участки печатного цеха |
Нейтральные тона средней насыщенности |
Для южных районов принимается более холодная гамма. Для северных районов принимается более теплая гамма. |
При ориентации окон на юг и юго-восток принимается более холодная гамма. При ориентации окон на север и северо-запад принимается более теплая гамма. |
Для удлиненных помещений (при отношении длины к ширине более 3) принимается контрастное сочетание, при этом более удаленные стены следует окрашивать в более теплые тона. |
Таблица 2.3
Характер ассоциаций, возникающих при восприятии основных цветов
|
Характеристики цветов по ассоциациям |
|||||||||
|
теплые |
холодные |
легкие |
тяжелые |
отступающие |
выступающие |
возбуждающие |
угнетающие |
успокаивающие |
|
|
Спектральные цвета: |
|
|
|
|
|
|
|
|
|
|
Красный |
X |
|
|
X |
|
X |
X |
|
|
|
Оранжевый |
X |
|
|
|
|
X |
X |
|
|
|
Желтый |
X |
|
X |
|
|
X |
X |
|
|
|
Желто-зеленый |
X |
|
X |
|
|
|
|
|
X |
|
Зеленый |
|
X |
|
|
X |
|
|
|
X |
|
Зелено-голубой |
|
X |
X |
|
X |
|
|
|
X |
|
Голубой |
|
X |
X |
|
X |
|
|
|
X |
|
Синий |
|
X |
|
X |
X |
|
|
|
|
|
Фиолетовый |
|
X |
|
X |
X |
|
|
X |
|
|
Пурпурный |
X |
|
|
X |
|
X |
X |
|
|
|
Ахроматические (нейтральные) цвета: |
|
|
|
|
|
|
|
|
|
|
Белый |
|
|
X |
|
|
|
|
|
|
|
Светло-серый |
|
|
X |
|
|
|
|
|
|
|
Темно-серый |
|
|
|
X |
|
|
|
X |
|
|
Черный |
|
|
|
X |
|
|
|
X |
|
2.3. Требования к оборудованию и рабочим местам.
2.3.1. Производственное оборудование картоиздательских предприятий должно соответствовать требованиям ГОСТ 12.2.003-74 /8/, ГОСТ 12.2.062-81 /13/, ГОСТ 12.2.064-81 /14/.
2.3.2. Производственное оборудование должно размещаться с учетом установленных размеров для проходов и проездов (табл. 2.4).
Таблица 2.4
Минимальная ширина проездов в производственных помещениях
|
Малогабаритные шкафы-тележки шириной до 0,4 м |
Ручные тележки шириной до 0,7 м |
Ручные тележки шириной до 1 м |
Электрокары шириной до 1,2 м |
|
|
Одностороннее |
1,0 |
1,3 |
1,6 |
1,8 |
|
Двустороннее |
1,4 |
2,0 |
2,6 |
3,3 |
2.3.3. Размещать производственное оборудование необходимо с учетом рабочих зон и зон обслуживания.
2.3.4. Все травмоопасные зоны на производственном оборудовании должны иметь надежные ограждения и блокировки в соответствии с требованиями ССБТ.
2.3.5. Перед включением оборудования необходимо убедиться, что ограждения находятся на своих местах и блокировка действует безотказно.
2.3.6. Рабочие места картоиздательского производства должны соответствовать требованиям ГОСТ 12.2.032-78 /9/, ГОСТ 12.2.033-78 /10/, ГОСТ 12.2.049-80 /11/, ГОСТ 12.2.061-81 /12/.
2.4. Требования к освещенности помещений и рабочих мест.
2.4.1. Уровень освещенности в рабочих помещениях нормируется по СНиП II-4-79 /56/ (табл. 2.5.). Контроль уровня освещенности в помещениях и на рабочих местах должен выполняться ежегодно.
2.4.2. В ночное время производственные помещения должны освещаться от аварийной системы освещения в соответствии со СНиП II-4-79 /56/.
2.5. Требования к воздушной среде.
2.5.1. Системы теплоснабжения, вентиляции и кондиционирования, воздуха должны удовлетворять требованиям правил технической эксплуатации теплоиспользующих установок и тепловых сетей /92/ и ГОСТ 12.4.021-75 /18/.
2.5.2. Системы вентиляции, отопления и кондиционирования воздуха в комплексе с технологическими мероприятиями по уменьшению выделений производственных вредностей, с объемнопланировочными и конструктивными решениями зданий и помещений должны обеспечивать метеорологические условия (температуру, относительную влажность и скорость движения воздуха) и содержание вредных веществ в рабочей зоне производственных помещений в соответствии с требованиями ГОСТ 12.1.005-88 /4/ (табл. 2.6, 2.7.).
2.5.3. Все производственные помещения печатного цеха должны иметь общеобменную принудительную вентиляцию.
2.5.4. Следует постоянно осуществлять контроль за температурой и влажностью воздуха в рабочей зоне производственных помещений.
2.5.5. Не допускается загромождение приборов отопления какими-либо предметами или материалами, сушка чего-либо на отопительных приборах и трубопроводах.
2.5.6. Все отопительные и вентиляционные установки как вновь оборудованные, так и после реконструкции или капитального ремонта, должны быть отрегулированы, доведены до проектной мощности и подвергнуты приемочным испытаниям.
2.6. Требования к уровню производственного шума.
2.6.1. Производственный шум оказывает вредное воздействие на организм человека и нормируется по ГОСТ 12.1.003-83 /2/.
Для печатного цеха предельно-допустимые уровни шума устанавливаются по ГОСТ 12.1.012-78 /5/ и ОСТ 29.12.1.004-84 /47/. Они даны в табл. 2.8. Уровни шума должны контролироваться ежегодно.
2.6.2. Основными направлениями снижения шума являются:
- установка оборудования на виброгасящие фундаменты, прокладки и т.д.;
- устройство акустических подвесных потолков;
- облицовка стен, потолка звукопоглощающими материалами.
2.6.3. При превышении уровня шума администрация предприятия обязана провести комплекс мероприятий по снижению уровня шума.
2.6.4. На участках с повышенным уровнем шума необходимо:
- проводить для всех работающих периодические медицинские осмотры;
- обеспечивать работающих средствами защиты от воздействия шума.
Таблица 2.5
Нормы искусственного освещения
|
Помещение, производственная операция |
Рабочая поверхность, на которой нормируется освещенность |
Плоскость, в которой нормируется освещенность |
Фон |
Разряд* и подразряд зрительных работ по СНиП II-5-79 |
Освещенность, лк |
Показатель ослепленности, не более |
Коэффициент пульсации, не более |
Тип лампы, рекомендуемый |
||
|
комбинированное освещение (местное и общее) |
общее |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1. |
Участок печатания на листовых офсетных машинах: |
|
|
|
|
|
|
|
|
|
|
а) |
по площади участка |
на уровне 0,8 м от пола |
горизонтальная |
- |
- |
- |
300 |
40 |
20 |
лдц |
|
б) |
столы печатников (контроль цветной печати) |
стол |
в плоскости стола |
средний |
IIб |
3000 |
300 |
20 |
20/10 |
лдц |
|
в) |
офсетные печатные машины: |
|
|
|
|
|
|
|
|
|
|
|
формный цилиндр передаточный цилиндр приемный стол |
цилиндр цилиндр стол |
горизонтальная -II- -II- |
средний темный средний |
IIIб Vб IIIб |
1000 150 1250* |
150 - 150 |
40 40 40 |
20/15 20 20 |
ЛБ ЛБ ЛБ |
|
2. |
Участок пробной печати: |
|
|
|
|
|
|
|
|
|
|
а) |
по площади участка |
на уровне 0,8 м от пола |
горизонтальная |
- |
- |
- |
300 |
40 |
15 |
ЛДЦ |
|
б) |
пробопечатный станок |
талер |
горизонтальная |
средний |
IIIб |
1000 |
300 |
40 |
20/15 |
ЛБ |
|
3. |
Колористическое отделение |
на уровне 0,8 м от пола |
горизонтальная |
средний |
IIIб |
- |
300 |
40 |
15 |
ЛДЦ |
|
4. |
Участок подготовки бумаги |
талер резальной машины |
горизонтальная |
средний |
IIIв |
750 |
150 |
40 |
20/15 |
лБ |
|
5. |
Участок сортировки, комплектовки, и упаковки карт |
стол |
горизонтальная |
темный |
IIIа |
2000 |
200 |
40 |
20/15 |
лдц |
* Освещенность увеличена на одну ступень, так как напряженная зрительная работа выполняется непрерывно более половины рабочего дня.
Таблица 2.6
Специальные требования технологического процесса и оборудования к помещениям по температуре, влажности и скорости движения воздуха
|
Требования технологического процесса и оборудования к помещениям, где выполняются технологические процессы, по приведенным параметрам |
|||||
|
Температура воздуха, ° С |
Влажность воздуха, % |
Скорость движения воздуха, м/с |
|||
|
Холодный и переходный периоды года |
Теплый период года |
Холодный и переходный периоды года |
Теплый период года |
|
|
|
Легкая - I |
|
|
|
|
|
|
Средней тяжести - IIа |
|
|
|
|
|
Примечание. К категориям работ:
легкая - I относятся колористическое отделение, участок сортировки, комплектовки и упаковки карт;
средней тяжести - IIа относятся: участок подготовки бумаги, участок пробной печати участок печатания на листовых офсетных машинах, участок печатания контурных карт на рулонных офсетных машинах.
Таблица 2.7
Предельно-допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны
|
Величина предельно-допустимой концентрации, мг/м3 |
Класс опасности* |
Агрегатное состояние |
|
|
Бензин (растворитель) |
300 |
4 |
пары |
|
Керосин |
300 |
4 |
пары |
|
Спирт изопропиловый |
10 |
3 |
пары |
|
Спирт этиловый |
1000 |
4 |
пары |
|
Этиленгликоль |
0,2 |
1 |
пары |
* Деление веществ по классам опасности основано на следующем: наиболее опасными считаются вещества, токсическое действие которых выражается при незначительных концентрациях, т.е. они относятся к 1-му классу опасности.
Таблица 2.8
Ведомственные нормы шума полиграфических предприятий
|
Рабочие места на участке (отделении), в производственном помещении |
Уровень звукового давления, дБ |
Частоты, на которых отмечается повышенный шум, Гц |
|
|
1. |
Пробопечатные станки |
86 - 105 |
250 - 10000 |
|
2. |
Офсетные машины |
80 - 99 |
1000 - 40000 |
|
3. |
Бумагорезальные машины |
до 97 |
1000 |
2.7. Требования электробезопасности.
2.7.1. Электрические сети и электрооборудование, используемые на картографических предприятиях в производственных, административных, складских и вспомогательных зданиях и помещениях, должны отвечать требованиям ГОСТ 12.1.019-79 /6/ и ГОСТ 12.1.030-81 /7/.
2.7.2. Администрация предприятия обязана:
- обеспечить организацию и своевременное проведение профилактических осмотров и планово-предупредительных ремонтов электрооборудования и электросетей, а также своевременное устранение нарушений правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей;
- следить за правильностью выбора, применения и эксплуатации кабелей, электроприборов, двигателей, светильников и другого электрооборудования в зависимости от класса и взрыво- и пожароопасности помещений и условий окружающей среды;
- систематически контролировать исправность аппаратов защиты от коротких замыканий, перегрузок, внутренних и атмосферных перенапряжений, а также других ненормальных режимов работы;
- организовывать обучение и инструктаж электротехнического персонала и разработку инструкций по безопасности эксплуатации электроустановок.
2.7.3. Все электрифицированное оборудование должно быть заземлено (или занулено) в соответствии с требованиями ГОСТ 12.1.030-81 /7/.
2.7.4. Все доступные для прикосновения токоведущие части электрооборудования должны быть ограждены. На корпусах электрооборудования должен быть нанесен знак электрического напряжения в соответствии с ГОСТ 12.4.026-76 /19/.
2.7.5. На электродвигателях и на приводимых ими механизмах должны быть нанесены стрелки, указывающие направления вращения механизма и электродвигателя. На пусковом устройстве должен быть обозначен агрегат, к которому оно относится.
2.7.6. Плавкие вставки предохранителей должны быть калиброваны с указанием номинального тока вставки.
2.7.7. Сборки, щитки и рубильники должны устанавливаться в глухих металлических кожухах, запирающихся на замок, и иметь надписи о применяемом напряжении и знаки безопасности.
2.7.8. Металлические части электроустановок и корпуса электрооборудования, которые могут оказаться под напряжением вследствие нарушения изоляции, должны заземляться (зануляться).
2.7.9. Заземление электроустановок и электрооборудования должно контролироваться ежегодно, сопротивление электроизоляции - не реже 1 раза в 3 года.
2.7.10. Штепсельные соединения, предназначенные для подключения электроинструмента, ручных электроламп, должны быть с недоступными токоведущими частями и в необходимых случаях иметь заземляющий контакт.
2.7.11. Штепсельные соединения, применяемые на напряжение 12 и 36 В, по своему конструктивному выполнению и по окраске должны отличаться от штепсельных соединений, предназначенных для напряжений 110 и 220 В, и исключать возможность взаимного включения вилок. Все штепсельные разъемы должны иметь надписи о применяемом напряжении.
2.7.12. Ремонт производственного оборудования выполняют только специалисты (механики, слесари-наладчики полиграфического оборудования).
2.7.13. Ремонт электрических узлов и сети выполняют только электромеханики, дежурный электротехнический персонал.
2.7.14. Работники, обслуживающие электрооборудование, должны быть обучены и аттестованы не ниже, чем по второй квалификационной группе.
2.7.15. Лица, допускаемые к работам по обслуживанию электроустановок, должны проходить предварительный и периодические медицинские осмотры не реже, чем один раз в 2 года.
3. ОБОРУДОВАНИЕ И ПРИБОРЫ
В данном разделе рассматривается оборудование, предназначенное для получения пробных оттисков и тиража, а также вспомогательное оборудование печатного цеха и некоторые контрольно-измерительные приборы.
3.1. Пробопечатные станки.
В картоиздании используются пробопечатные станки плоского типа.
В настоящее время отечественная промышленность рекомендует станок пробопечатный офсетный ППО-90, предназначенный для получения пробных оттисков с форм офсетной печати и печатания продукции на бумаге, картоне, пленке, металле, стекле.
Станок выпускает Ейский завод полиграфических машин. Его основные технические характеристики приведены в табл. 3.1.
Таблица 3.1
|
Параметры |
|
|
Максимальный размер, мм: |
|
|
- бумаги |
920×1260 |
|
- изображения |
911×1260 |
|
- печатной формы |
1060×1260 |
|
Общая потребляемая мощность, кВт |
3,2 |
|
Габаритные размеры, мм |
5295×2160×1240 |
|
Вес, кг |
7000 |
Для картоиздания чрезвычайно удобны немецкие пробопечатные станки серии DUFA (ДУФА), которые имеют следующие конструктивные особенности:
- увлажнение, нанесение краски и печатание осуществляется, как у печатных машин, за одну рабочую фазу без переключения направления движения каретки;
- красочный аппарат, состоящий из четырех накатных валиков различного диаметра, имеет способность не принимать воду с печатной пластины, в результате чего краска не имульгирует, а резиновое полотно не переносит влагу на бумагу, что существенно влияет на качество печатной продукции.
Основные технические характеристики указанного оборудования приведены в таблице 3.2.
Особой надежностью, стабильно высоким качеством, простотой управления отличаются японские пробопечатные станки ХРОМАПРУФ (серии KF-123 и KF-124) фирмы DAINIPPON SCREEN (Дайниппон Скрин). Их технические характеристики приведены в таблице 3.3.
Особенности пробопечатных станков серии KF-123:
- цельноотлитая рама станины обладает большой прочностью, что способствует стабильному качеству печатания:
Таблица 3.2
|
Пробопечатные станки |
|||||
|
DUFA 700 |
DUFA 703 |
DUFA 703а |
DUFA 704 |
DUFA 706 |
|
|
Максимальный размер, мм: |
|
|
|
|
|
|
- бумаги |
610×780 |
680×1000 |
790×1070 |
830×1140 |
1040×1440 |
|
- изображения |
580×760 |
660×980 |
760×1050 |
800×1120 |
1010×1420 |
|
- печатной формы |
670×780 |
750×1000 |
850×1070 |
890×1140 |
1100×1440 |
|
Общая потребляемая мощность, кВт |
4,0 |
4,5 |
4,5 |
5,3 |
5,3 |
|
Занимаемая площадь, мм (длина×ширина) |
4930×1780 |
5050×2070 |
5110×2150 |
5310×2220 |
5880×2520 |
|
Вес, кг |
4800 |
5400 |
6000 |
6500 |
8000 |
Таблица 3.3
|
Пробопечатные станки |
|||||
|
KF-123-F |
KF-123-GL |
KF-123-SH |
KF-124-GL |
KF-222-GL |
|
|
Максимальный размер, мм: |
|
|
|
|
|
|
- бумаги |
900×680 |
1060×760 |
1220×910 |
1060×800 |
1060×760 |
|
- изображения |
870×650 |
1030×730 |
1190×880 |
1030×750 |
1030×730 |
|
- печатной формы |
900×700 |
1060×770 |
1220×930 |
1060×820 |
1060×800 |
|
Общая потребляемая мощность, кВт |
4,4 |
4,4 |
4,6 |
4,4 |
6,9 |
|
Габаритные размеры, мм |
4140×1630×1330 |
4180×1790×1330 |
4740×1990×1350 |
4480×1820×1440 |
6630×2040×1450 |
|
Вес, кг |
3360 |
3750 |
5000 |
4000 |
7000 |
- электродвигатель переменного тока с преобразователем плавно и точно приводит в движение и останавливает каретку, а также уменьшает толчки, возникающие при остановке каретки;
- наличие красочного аппарата;
- наличие устройства управления степенью увлажнения поверхности печатной формы;
- наличие механизма холостой работы офсетного цилиндра;
- возможность печатания не только на бумагу, но и на металл, стекло, пленку;
- компактность станка и простота работы на нем.
Особенности пробопечатных станков серии KF-124.
Сохраняя положительные особенности станков серии KF-123, станки серии KF-124 обеспечивают более стабильное и высокое качество печати за счет следующего:
- наличие своеобразного красочного аппарата, состоящего из одиннадцати валиков, способствующих лучшему раскату и передаче краски;
- красочный и увлажняющий аппараты имеют вспомогательный механизм для быстрой замены валиков;
- наличие таймера для подачи воды из увлажняющего аппарата.
3.2. Листовые офсетные печатные машины.
Для печатания однокрасочной и многокрасочной картографической продукции могут быть рекомендованы отечественные листовые офсетные машины 2ПОЛ-71 (Рыбинское ПО «Полиграфмаш»), 2ПОЛ-54, 2ПОЛ-6 (Ейский завод полиграфических машин).
Машины серии 2ПОЛ-71 выпускаются следующих модификаций: 2ПОЛ-71-1, 2ПОЛ-71-6, 2ПОЛ-71-2П1, 2ПОЛ-71-3П1, 2ПОЛ-71-4П2, 2ПОЛ-71-5П1, 2ПОЛ-71-6П2, 2ПОЛ-71-1С, 2ПОЛ-71-2С, 2ПОЛ-71-3С, 2ПОЛ-71-4С, 2ПОЛ-71-5С, 2ПОЛ-71-6С, 2ПОЛ-71-2П1С, 2ПОЛ-71-3П1С, 2ПОЛ-71-4П1С, 2ПОЛ-71-5П1С, 2ПОЛ-71-6П1С.
Последняя цифра марки машины означает количество печатных секций. Машины, оснащенные устройством двусторонней печати, маркируются буквой «П», цифра после нее указывает, в какой печатной секции оно установлено.
Машины для односторонней печати на картоне массой 1 м2 - 600, 1000 г и толщиной 1,8 мм обозначаются буквой «С», для двусторонней печати на картоне массой 1 м2 - 400 г - буквами «П1С».
Основные технические характеристики листовых офсетных машин серии 2ПОЛ-71 приведены в таблице 3.4, а по модификациям - в таблице 3.5.
Таблица 3.4
|
Параметры |
|
|
Максимальная рабочая скорость, об/ч: |
|
|
- при односторонней печати |
10000 |
|
- при двусторонней печати |
8000 |
|
Формат бумаги, мм: |
|
|
- максимальный |
710×1020 |
|
- минимальный |
420×500 |
Таблица 3.5
|
Установленная мощность, кВт |
Габаритные размеры, мм |
Вес, кг |
|
|
2ПОЛ-71-1 |
24 |
6140×3225×2040 |
12210 |
|
2ПОЛ-71-2 |
28 |
7300×3225×2040 |
17520 |
|
2ПОЛ-71-3 |
42 |
8460×3225×2040 |
23110 |
|
2ПОЛ-71-4 |
42 |
9620×3225×2040 |
28560 |
|
2ПОЛ-71-5 |
58 |
10780×3225×2040 |
34330 |
|
2ПОЛ-71-6 |
58 |
11940×3225×2040 |
39780 |
|
2ПОЛ-71-2П1 |
28 |
7300×3225×2040 |
17520* |
|
2ПОЛ-71-3П1 |
42 |
8460×3225×2040 |
23110* |
|
2ПОЛ-71-4П2 |
42 |
9620×3225×2040 |
28560* |
|
2ПОЛ-71-5П1 |
58 |
10780×3225×2040 |
34330* |
|
2ПОЛ-71-6П2 |
58 |
11040×3225×2040 |
39780* |
|
2ПОЛ-71-1С |
24 |
6140×3225×2040 |
12210 |
|
2ПОЛ-71-2С |
28 |
7300×3225×2040 |
17520 |
|
2ПОЛ-71-3С |
42 |
8460×3225×2040 |
23110 |
|
2ПОЛ-71-4С |
42 |
9260×3225×2040 |
28560 |
|
2ПОЛ-71-5С |
58 |
10780×3225×2040 |
34330 |
|
2ПОЛ-71-6С |
58 |
1194×3225×2040 |
39780 |
|
2ПОЛ-71-2П1С |
28 |
7300×3225×2040 |
17520* |
|
2ПОЛ-71-3П1С |
42 |
8460×3225×2040 |
23110* |
|
2ПОЛ-71-4П1С |
42 |
9620×3225×2040 |
28560* |
|
2ПОЛ-71-5П1С |
58 |
10780×3225×2040 |
34330* |
|
2ПОЛ-71-6П1С |
58 |
11940×3225×2040 |
39780* |
Листовые офсетные машины серии 2ПОЛ-54 выпускаются однокрасочные (2ПОЛ-54-1) и двухкрасочные (2ПОЛ-54-2), машина 2ПОЛ-6 - только двухкрасочная. Основные технические характеристики названных листовых офсетных машин приведены в таблице 3.6.
Таблица 3.6
|
Листовые офсетные машины |
|||
|
2ПОЛ-54-1 (однокрасочная) |
2ПОЛ-54-2 (двухкрасочная) |
2ПОЛ-6 (двухкрасочная) |
|
|
Максимальная рабочая скорость, об/ч |
12000 |
1200 |
9000 |
|
Формат бумаги, мм: |
|
|
|
|
- максимальный |
560×760 |
560×760 |
920×1200 |
|
- минимальный |
300×420 |
300×420 |
500×700 |
|
Установленная мощность, кВт |
12,22 |
16 |
35 |
|
Габаритные размеры, мм |
2940×2190×1980 |
3470×2660×2220 |
7160×3950×2390 |
|
Вес, кг |
5800 |
8400 |
18700 |
* Вес дан без устройства для двусторонней печати (вес устройства для двусторонней печати - 720 кг).
Среди зарубежного оборудования особого внимания заслуживают немецкие листовые офсетные машины ряда PLANETA-VARIMAT (ПЛАНЕТА-ВАРИМАТ). Это новое поколение печатных машин, являющееся продолжением оправданных принципов конструкции типоряда SUPER-VARIANT (СУПЕР-ВАРИАНТ).
Серия ПЛАНЕТА-ВАРИМАТ представляет все варианты машин от однокрасочной до семикрасочной форматов: 4; 6 - 8а и имеет следующие конструктивные особенности:
- операции протекают в автоматическом режиме за счет использования микроэлектроники;
- машины оснащены новым для полиграфического машиностроения гидравлическим приводом, который предотвращает колебания и тем самым положительно влияет на технологический процесс;
- применяется система дистанционного управления красочным аппаратом PLANETA-VARIKONTROL (ПЛАНЕТА-ВАРИКОНТРОЛЬ);
- машины оборудованы механизмом дистанционного регулирования приводки; увлажняющим аппаратом PLANETA-VARIDEMP (ПЛАНЕТА-ВАРИДЭМП), работающим на водно-спиртовом растворе; устройством для смывки полотна.
Основные технические характеристики листовых офсетных машин ряда ПЛАНЕТА-ВАРИМАТ приведены в таблицах 3.7, 3.8, 3.9.
Таблица 3.7
|
Масса, г/м2 |
Толщина, мм |
|
|
Бумага и картон |
40 - 600 |
0,04 - 0,8 |
|
Картон |
до 1100 |
до 1,2 |
На мировом рынке хорошо зарекомендовали себя листовые офсетные печатные машины фирмы «Гейдельберг» (Германия).
Они стабильны и надежны в работе, в течение длительного периода времени обеспечивают высокое качество печати при достаточной простоте обслуживания. Фирма постоянно ведет работы по усовершенствованию моделей, дополнении их различными модулями, как, например, ЦПЦ (электронный контроль и управление), система увлажнения Алколор, ИК-сушка.
Для картографии могут представлять интерес машины серий Heidelberg S-Offset (Гейдельберг С-Офсет) и Heidelberg Speedmaster 102 (Гейдельберг Спидмастер 102).
Гейдельберг С-Офсет - одно- и двухкрасочные листовые офсетные машины трех форматов. Их значительная эффективность достигается за счет существенного снижения времени на подготовительные операции и за счет целесообразного расположения всех элементов управления. Печатник работает без особенной нагрузки и в состоянии обслуживать даже двухкрасочную машину без помощника.
Основные технические характеристики машин серии Гейдельберг С-Офсет приведены в таблице 3.10.
Гейдельберг Спидмастер 102 - двух-, четырех-, пяти- и шестикрасочные листовые офсетные машины. Поставляются также с устройством для переключения на двустороннюю печать. Имеют следующие особенности:
- благодаря новой системе форгрейфера малой массы обеспечивается стабильно-высокая скорость печатания 12000 - 13000 оттисков в час;
Таблица 3.8
|
Листовые офсетные машины ряда «ПЛАНЕТА-ВАРИМАТ» |
||||||
|
Формат бумаги, мм: |
|
|
|
|
|
|
|
- максимальный |
720×1040 |
910×1260 |
965×1270 |
1020×1420 |
1120×1620 |
1200×1620 |
|
1020×1620 |
||||||
|
- минимальный |
370×520 |
600×710 |
600×710 |
600×850 |
600×1000 |
600×1000 |
|
Формат изображения при односторонней печати, мм: |
|
|
|
|
|
|
|
- максимальный |
710×1040 |
900×1260 |
955×1270 |
1010×1420 |
1010×1620 |
1190×1620 |
|
- минимальный |
360×520 |
590×710 |
590×710 |
590×850 |
590×1000 |
590×1000 |
|
Формат изображения при двусторонней печати, мм: |
|
|
|
|
|
|
|
- максимальный |
695×1040 |
885×1260 |
940×1270 |
995×1420 |
1095×1620 |
- |
|
995×1620 |
||||||
|
- минимальный |
475×520 |
575×710 |
575×710 |
575×850 |
575×1000 |
- |
|
Формат печатной пластины, мм: |
820×1050 |
1035×1280 |
1095×1280 |
1145×1430 |
1245×1640 |
1280×1640 |
|
Скорость печатания, отт/ч: |
|
|
|
|
|
|
|
- одношестикрасочных машин |
12000 |
11000 |
11000 |
10000 |
9000 |
8000 |
|
- семикрасочных машин |
11000 |
9000 |
9000 |
9000 |
8000 |
8000 |
Таблица 3.9
|
Листовые офсетные машины ряда «ПЛАНЕТА-ВАРИМАТ» |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ОДНОКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
35 |
35 |
35 |
35 |
35 |
|
Номинальная мощность, кВт |
17 |
17 |
17 |
17 |
17 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
8415 |
8515 |
8515 |
8685 |
8685 |
|
- ширина |
4260 |
4260 |
4400 |
4620 |
4620 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
22500 |
22900 |
23850 |
25100 |
25100 |
|
ДВУХКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
50 |
50 |
50 |
50 |
50 |
|
Номинальная мощность, кВт |
30 |
30 |
30 |
30 |
30 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
10055 |
10155 |
10155 |
10325 |
10325 |
|
- ширина |
4260 |
4260 |
4400 |
4620 |
4620 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
33650 |
34050 |
35300 |
37250 |
37250 |
|
ТРЕХКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
65 |
65 |
65 |
65 |
65 |
|
Номинальная мощность, кВт |
45 |
45 |
45 |
45 |
45 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
11695 |
11795 |
11795 |
11965 |
11965 |
|
- ширина |
4260 |
4260 |
4400 |
4620 |
4620 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
45050 |
45450 |
47200 |
49900 |
49900 |
|
ЧЕТЫРЕХКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
65 |
65 |
65 |
65 |
65 |
|
Номинальная мощность. кВт |
45 |
45 |
45 |
45 |
45 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
13335 |
13435 |
13435 |
13605 |
13605 |
|
- ширина |
3890 |
3890 |
4030 |
4250 |
4250 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
56300 |
56700 |
58900 |
62150 |
62150 |
|
ПЯТИКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
87 |
87 |
87 |
87 |
87 |
|
Номинальная мощность, кВт |
65 |
65 |
65 |
65 |
65 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
14975 |
15075 |
15075 |
15245 |
15245 |
|
- ширина |
3890 |
3890 |
4030 |
4250 |
4250 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
68050 |
68450 |
71000 |
74400 |
74400 |
|
ШЕСТИКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
87 |
87 |
87 |
87 |
87 |
|
Номинальная мощность, кВт |
65 |
65 |
65 |
65 |
65 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
16615 |
16715 |
16715 |
16885 |
16885 |
|
- ширина |
3890 |
3890 |
4030 |
4250 |
4250 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
79300 |
79700 |
82750 |
86700 |
86700 |
|
СЕМИКРАСОЧНАЯ МАШИНА |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
89 |
89 |
89 |
89 |
89 |
|
Номинальная мощность, кВт |
65 |
65 |
65 |
65 |
65 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
- длина |
18255 |
18355 |
18355 |
18525 |
18525 |
|
- ширина |
3890 |
3890 |
4030 |
4250 |
4250 |
|
- высота |
2640 |
2640 |
2640 |
2640 |
2640 |
|
Вес нетто, кг |
93050 |
93450 |
94500 |
99380 |
99380 |
Таблица 3.10
|
Листовые офсетные машины серии «Гейдельберг С-Офсет» |
||||||
|
SORM |
SORMZ |
SORD |
SORDZ |
SORS |
SORSZ |
|
|
Количество секций |
1 |
2 |
1 |
2 |
1 |
2 |
|
Формат бумаги, мм: |
|
|
|
|
|
|
|
- максимальный |
520×740 |
520×740 |
640×915 |
640×915 |
720×1020 |
720×1020 |
|
- минимальный |
280×400 |
280×400 |
280×420 |
280×420 |
360×520 |
360×520 |
|
Формат печатной пластины, мм |
615×724 |
615×724 |
715×895 |
715×895 |
770×1030 |
770×1030 |
|
Скорость печатания, отт/ч |
12000 |
12000 |
12000 |
12000 |
12000 |
12000 |
|
Общая потребляемая мощность, кВт |
12,0 |
14,0 |
13,5 |
18,5 |
14,5 |
19,5 |
Таблица 3.11
|
Листовые офсетные машины серии «Гейдельберг Спидмастер» |
||||||||
|
102Z |
102ZP |
102V |
102VP |
102F |
102FP |
102S |
102SP |
|
|
Количество секций |
2 |
2 |
4 |
4 |
5 |
5 |
6 |
6 |
|
Переключаемые на двустороннюю печать |
|
x |
|
x |
|
x |
|
x |
|
Формат бумаги, мм: |
|
|
|
|
|
|
|
|
|
- максимальный |
720×1020 |
720×1020 |
720×1020 |
720×1020 |
720×1020 |
720×1020 |
720×1020 |
720×1020 |
|
- минимальный |
|
|
|
|
|
|
|
|
|
- при односторонней печати |
280×420 |
280×420 |
280×420 |
280×420 |
280×420 |
280×420 |
280×420 |
280×420 |
|
- при двусторонней печати |
- |
400×420 |
- |
400×420 |
- |
400×420 |
- |
400×420 |
|
Формат печатной пластины, мм |
770×1030 |
770×1030 |
770×1030 |
770×1030 |
770×1030 |
770×1030 |
770×1030 |
770×1030 |
|
Скорость печатания, отт/ч |
13000 |
12000 |
13000 |
12000 |
13000 |
12000 |
13000 |
12000 |
|
Общая потребляемая мощность, кВт |
29,0 |
31,0 |
49,0 |
51,0 |
54,0 |
56,0 |
60,0 |
60,0 |
- оснащены современным смывочным щеточным устройством с программным управлением. Количество воды и смывочного состава, время смывки вводятся в систему ЦПТроник, смывочное устройство включается нажатием кнопки. Этим обеспечивается существенное сокращение неэффективного вспомогательного времени;
- через находящийся на приемке дисплей информации о машине (МИД) печатник получает все важные ему данные о текущем задании и прохождении листа. Отбор листа путем нажатия кнопки и опускаемый вспомогательный стапель обеспечивают удобство при максимальных скоростях;
- при помощи быстродействующей системы приводки и ЦПЦ эффективно сокращается время на подготовительные операции.
Основные технические характеристики машин серии Гейдельберг Спидмастер 102 приведены в таблице 3.11.
3.3. Рулонные офсетные печатные машины.
В картографии рулонные офсетные печатные машины используют для издания контурных карт.
На фабриках для этих целей служат печатные машины «РО-62» (Индия)* линейного построения. Их основные технические характеристики приведены в таблице 3.12.
Таблица 3.12
|
Параметры |
|
|
Скорость печатания, отт/ч |
15000 |
|
Формат по изображению, мм |
600×425 |
|
Размеры рулона, мм: |
|
|
ширина |
620 |
|
диаметр |
1000 |
|
Длина отрубаемого листа, мм |
440 |
3.4. Машины листорезальные 2ЛР-1-120, 2ЛР-2-120, 2ЛР-4-120.
Предназначены для размотки и разрезки рулонов бумаги и картона на листы заданной длины и укладки их в стопу. На машине 2ЛР-1-120 работа осуществляется с одного рулона, на 2ЛР-2-120 - с двух рулонов, на 2ЛР-4-120 - с четырех. Указанное оборудование выпускает Ходоровский завод полиграфических машин.
Основные технические характеристики оборудования приведены в таблицах 3.13, 3.14.
Таблица 3.13
|
Параметры |
|
|
Максимальная рабочая скорость, м/мин |
141 |
|
Размеры разрезаемого рулона, мм: |
|
|
- ширина |
240 - 12000 |
|
- максимальный диаметр |
1000 |
|
Длина отрезаемых листов, мм: |
|
|
- максимальная |
1400 |
|
- минимальная |
520 |
* С 1990 года машина выпускается под маркой «Mark-62».
Таблица 3.14
|
Машины листорезальные |
|||
|
2ЛР-1-120 |
2ЛР-2-120 |
2ЛР-4-120 |
|
|
Установленная мощность, кВт |
4,6 |
6,1 |
6,1 |
|
Габаритные размеры, мм |
3100×2200×2000 |
4600×2520×2045 |
5500×2520×2000 |
|
Вес, кг |
3900 |
6100 |
6800 |
3.5. Одноножевые бумагорезальные машины.
Предназначены для обрезки и разрезки стоп бумаги всех сортов, а также для обрезки брошюр, книжных блоков.
Отечественная промышленность предлагает бумагорезальные машины БР-82, БР-125, БР-139, выпускаемые Роменским заводом полиграфических машин.
Основные технические характеристики указанного оборудования приведены в таблице 3.15.
Таблица 3.15
|
Бумагорезальные машины |
|||
|
БР-82 |
БР-125 |
БР-139 |
|
|
Максимальная длина резания, мм |
820 |
1250 |
1390 |
|
Число двойных ходов ножа в минуту |
44 |
44 |
44 |
|
Максимальное усилие прижима, кН |
25 |
45 |
33 |
|
Установленная мощность, кВт |
3,05 |
4,5 |
6,85 |
|
Габаритные размеры, мм |
1900×1800×1520 |
2800×2500×1700 |
2860×2800×1670 |
|
Вес, кг |
1650 |
3500 |
3900 |
Машины серий БР-125 и БР-139 имеют следующие модификации:
БР-125 - без дополнительных устройств;
БР-125С - со стопоподъемником;
БР-125К - с системой программного управления;
БР-125 КС - с системой программного управления и со стопоподъемником;
БР-139 - без дополнительных устройств;
БР-139Ф - с фотозащитой;
БР-139С - со стопоподъемником;
БР-139ФС - с фотозащитой и стопоподъемником;
БР-139П - с программным управлением и записью на магнитную ленту;
БР-139У - со счетно-управляющим блоком;
БР-139ПУ - с программным управлением и записью на магнитную ленту, со счетно-управляющим блоком;
БР-139ПУС - с программным управлением, с записью на магнитную ленту, со счетно-управляющим блоком и стопоподъемником.
Из зарубежного оборудования выделяются немецкие бумагорезальные машины программы «SEYPA» (СЕЙПА) фирмы PERFECTA (ПЕРФЕКТА).
Емкость памяти машины - 299 программ, имеется 2800 меток для резки. Машины обеспечивают экономичный рабочий процесс, благодаря рациональному выбору запоминаемых функций и циклов.
Выпускаются машины следующей длины реза: 92, 115, 132, 168 мм. Их основные технические характеристики приведены в таблице 3.16.
Таблица 3.16
|
Бумагорезальные машины |
||||
|
SEYPA-92 |
SEYPA-115 |
SEYPA-132 |
SEYPA-168 |
|
|
Максимальная длина резания, мм |
9200 |
1150 |
1320 |
1680 |
|
Число двойных ходов ножа в минуту |
50 |
44 |
44 |
42 |
|
Максимальное усилие прижима, кН |
30 |
40 |
45 |
60 |
|
Установленная мощность, кВт |
3 |
4 |
4 |
7,5 |
|
Габаритные размеры, мм |
1960×2755×1480 |
2420×3130×1600 |
2950×3300×1600 |
3090×4160×1735 |
|
Вес, кг |
1800 |
2900 |
3000 |
52500 |
3.6. Вспомогательное оборудование.
3.6.1. Машина краскотерочная МКМ.
Предназначена для перетира печатных красок, а также для смешивания красок с целью получения нужного цвета и требуемых печатных свойств. МКМ выпускает Харьковский завод полиграфических машин.
Основные технические характеристики краскотерочной машины приведены в таблице 3.17.
Таблица 3.17
|
Параметры |
|
|
Производительность, кг/ч |
15 |
|
Установленная мощность, кВт |
1,5 |
|
Габаритные размеры, мм |
1032×992×104 |
|
Вес, кг |
650 |
3.6.2. Стол печатника ОСПБ-1.
Предназначен для оснащения рабочего места печатников на офсетных машинах большого формата. Служит для контроля качества оттисков по контрольному листу, сталкивания печатных листов, подготовки печатной формы (разметки, закрепления в планках), хранения техоснастки и документации.
Состоит из основного и раздвижного столов.
Выдвижная плоскость стола покрыта линолеумом, выдвигается за ручку влево до упора и предназначена для подготовки печатной формы. Под крышкой стола расположена полка для хранения печатных форм, а под ней два ящика для хранения техоснастки и документации.
Для контроля цветопередачи над столом предусмотрен передвижной светильник с люминесцентными лампами (ЛДЦ). На перекладинах стола имеются крючки для закрепления контрольных листов.
Габаритные размеры стола в собранном виде - 1400×1146×1216 мм, в раздвинутом - 2806×1146×2416 мм. Вес - 250 кг.
3.6.3. Стол ОСПМ-1.
Предназначен для оснащения рабочего места печатника на офсетных машинах малого формата. Служит для контроля качества оттисков, сталкивания отпечатанных листов и подготовки офсетных печатных форм. Состоит из основного и раздвижного столов. Для контроля цветопередачи предусмотрен передвижной источник света с люминесцентными лампами типа ЛДЦ.
Габаритные размеры стола в собранном виде - 1100×946×221 мм, в раздвинутом - 2230×946×2216 мм. Вес - 110 кг.
3.6.4. Стол СТПП-3 (ОСПО).
Предназначен для оснащения рабочих мест печатников пробной печати. Служит для просмотра оттисков и временного хранения оригиналов, оттисков, бумаги.
Конструкция сборно-разборная, металлическая.
Габаритные размеры - 2200×1200×900 мм, вес - 192 кг.
3.6.5. Стол рабочий СПО-1.
Предназначен для временного складирования продукции, просмотра оттисков.
Габаритные размеры - 2000×1000×920 мм, вес - 49 кг (не более).
3.6.6. Универсальное приводочное штифтовое устройство УПШУ.
УПШУ предназначено для пробивки калиброванных перфорационных отверстий на печатных формах. Перфорационные отверстия позволяют выполнять совмещение по специальным съемным и стационарным приводочным штифтам. УПШУ представляет собой деревянную плиту, по двум сторонам которой располагается 9 штапцевальных головок, пробивающих перфорационные отверстия. Снабжено штифтами (планками со штифтами) для установки на станке и печатной машине.
Габаритные размеры устройства - 1400×1060×1100 мм. Формат перфорируемого материала - от 500×500 мм до 900×1250 мм.
3.7. Контрольно-измерительная аппаратура.
3.7.1. Денситометры отражения ДМО-1, ДМО-2, ДМО-3.
Предназначены для контроля однокрасочной и цветной печати:
ДМО-1 - для измерения визуальной плотности отражения черно-белых оттисков,
ДМО-2 - для измерения визуальной и зональных плотностей отражения цветных и однокрасочных оттисков,
ДМО-3 - для измерения визуальной и зональной плотностей отражения и эффективных значений растровой площади на оттиске.
Калибровку денситометров осуществляют оперативно при помощи установочных кнопок. Приборы оснащены цифровой индикацией с запоминанием результата измерения.
Приборы позволяют измерять значения параметров оттисков в отношении к эталону «белого» и отклонения от заданных значений.
Технические характеристики денситометров приведены в табл. 3.18.
Таблица 3.18
|
Параметры |
|
|
Диапазон измерения |
0 - 2,5 |
|
Погрешность измерения визуальной плотности отражения в диапазоне: |
|
|
0 - 1,8 |
± 0,02 |
|
1,8 - 2,5 |
± 0,03 |
|
Диаметр элемента измерения, мм |
3 |
|
Потребляемая мощность, Вт, не более |
40 |
|
Габаритные размеры, мм: |
|
|
- электронного блока |
190×170×310 |
|
- датчика |
190×60×120 |
|
Масса, кг, не более |
5 |
3.7.2. Денситометры Д-1150, ДКП-1250-2.
Предназначены для измерения оптических плотностей черно-белых и цветных изображений в проходящем свете.
Их основные технические характеристики приведены в таблице 3.19.
Таблица 3.19
|
Параметры |
|
|
Диапазон измерения |
0 - 4,0 |
|
Погрешность измерения плотностей в диапазоне: |
|
|
0,0 - 2,0 |
± 0,02 |
|
2,0 - 3,0 |
± 0,03 |
|
3,0 - 4,0 |
± 0,04 |
|
Диаметр диафрагмы измерения, мм |
1; 2; 3 |
|
Габаритные размеры, мм |
310×420×265 |
3.7.3. Денситометры фирмы Macbeth (Макбет).
Денситометры выпускаются сериями, предназначенными для репродукционных (серия Repro) и печатных (серия Pressroom) процессов.
Серия Repro включает денситометры, работающие в проходящем и отраженном свете и предназначенные:
- TD-931 - для измерения оптических плотностей черно-белых прозрачных изображений;
- TD-904 - для измерения оптических плотностей черно-белых и цветных изображений и величин относительных площадей растровых элементов на фотоформах;
- RD-933 - для измерения визуальной плотности отражения черно-белых оттисков;
- RD-917 - для измерения визуальной и зональной плотности отражения однокрасочных и цветных оттисков;
- TR-927 - универсальный денситометр, позволяющий измерять изображения и в проходящем, и в отраженном свете.
Серия Pressroom представлена денситометрами, работающими в отраженном свете, из которых наибольшими возможностями обладает денситометр RD-1145. Он позволяет измерять черно-белые и зональные оптические плотности, эффективные значения площади растровых элементов, превышения над установленным уровнем. В денситометре использованы широкозональные светофильтры для замеров красок европейской триады.
Основные технические характеристики указанных денситометров представлены в таблице 3.20.
Таблица 3.20
|
TD-931 |
TD-904 |
TD-933 |
RD-917 |
TR-927 |
RD-1145 |
|
|
Диапазон измерения плотностей, мм |
0 - 4,0 |
0 - 4,0 |
0 - 2,5 |
0 - 2,5 |
0 - 3,5 (на просвет) 0 - 2,5 (на отраж.) |
0 - 2,5 |
|
Погрешность измерения плотности |
± 0,02 |
± 0,02 |
± 0,02 |
± 0,02 |
± 0,02 |
± 0,02 |
|
Диаметр элемента измерения, мм |
1; 2; 3 |
1; 2; 3 |
2 |
2 |
1; 2; 3 (на просвет) 2 (на отраж.) |
2 |
|
Потребляемая мощность, Вт |
52 |
120 |
26 |
60 |
120 |
4 |
|
Габаритные размеры, мм |
290×270×470 |
290×270×470 |
200×270×280 |
200×270×280 |
290×270×470 |
85×200×70 |
|
Вес, кг |
11,4 |
15 |
6,1 |
8,6 |
16,8 |
1,2 |
3.7.4. Контрольная линейка КЛ.
КЛ предназначена для измерения длин линий размером до 1000 мм с точностью ± 0,1 мм. Цена деления - 0,2 мм. Линейка снабжена лупами для снятия отсчетов и встроенным термометром, по показаниям которого определяется поправка в отсчеты.
3.7.5. Гигрометр психрометрический типа ВИТ.
Предназначен для определения относительной влажности и температуры воздуха в помещении; выпускается в двух модификациях: ВИТ-1, ВИТ-2.
Гигрометр представляет собой прибор, собранный на основании из фенопласта. К основанию крепятся два термометра со шкалой, психрометрическая таблица, стеклянный питатель, заполняемый дистилированной водой.
Основные технические данные гигрометров ВИТ-1 и ВИТ-2 приведены в таблице 3.21.
Таблица 3.21
|
Гигрометры |
||
|
ВИТ-1 |
ВИТ-2 |
|
|
Диапазон измерения относительной влажности, % |
20 - 90 |
40-90 |
|
20 - 90 |
||
|
Температурный диапазон измерения влажности, °С |
5 - 25 |
23 - 26 |
|
26 - 40 |
||
|
Диапазон измерения температуры, °С |
0 - 25 |
15 - 40 |
|
15 - 40 |
||
|
Цена деления шкал термометров, °С |
0,2 |
0,2 |
|
Габаритные размеры, мм |
325×120×50 |
325×120×50 |
|
Масса, г |
350 ± 10 |
350 ± 10 |
3.7.6. Лупы измерительные ЛИ-3.
Обеспечивают увеличение 10х. Цена деления - 0,1 мм, диапазон измерений - 15 мм.
3.7.7. Линейки измерительные металлические.
Длина - 1; 0,5 и 0,3 м. Цена деления - 1 мм.
3.8. Дополнительное оборудование, необходимое при изготовлении карт-транспарантов.
3.8.1. Устройство «УК» для подачи клея при склеивании пленки с афишной бумагой.
Разработано и изготовлено в ПКО «Картография». Представляет собой дозирующее устройство, устанавливаемое на штанге листорезальной машины и работающее от ее привода.
Состоит из резервуара для клея с двигателем, подающим на иглу клей через трубку с определенной скоростью.
Игла помещается между полотнами пленки и бумаги при входе в машину. Скорость подачи клея регулируется и может составлять от 5 до 30 мл/мин. При скорости размотки бумаги 30 м/мин оптимальная скорость подачи клея - 10 мл/мин.
3.8.2. Станок «СВК» для пробивания отверстий на картах-транспарантах.
Разработан и изготовлен в ПО «Аэрогеоприбор».
Предназначен для нанесения перфорационных отверстий на картах-транспарантах.
«СВК» состоит из столешницы с кассетой для складывания карт-транспарантов перед перфорированием и установленного на ней электромагнитного перфоратора, с помощью которого пробивают 2 отверстия (круглое и овальное) на расстоянии 80 мм, что позволяет совмещать транспаранты на графопроекторе «Лектор-2000».
Точность размещения перфорации обеспечивается путем совмещения крестов на транспаранте с крестами, нанесенными на просветный экран «СВК», после чего с помощью ножной педали пуансоны пробивают перфорационные отверстия.
3.8.3. Графопроектор «Лектор-2000».
Предназначен для проецирования на экран изображений, полученных на прозрачной пленке. Используется при проверке прозрачности красок, а также точности совмещения транспарантов друг с другом.
Графопроектор состоит из металлического короба со световым окном, поверх которого помещена линза фрюнеля, освещаемая лампой накаливания и штатива с зеркалом и объективом.
Изображение, помещаемое на световое окно, проецируется на экран, расположенный на стене на расстоянии 1,5 - 5 м от графопроектора. Изображение на экране наводится на резкость с помощью специальной ручки.
3.8.4. Световой стол типа «Поллукс П» или др.
Предназначен для контроля качества карт-транспарантов в процессе печати.
Состоит из двух частей - светового стола и тумбы с ящиками и регулировочным устройством для люминесцентных ламп.
Особенности стола - возможность регулирования наклонного положения рабочей поверхности, равномерности освещенности и изменения ее яркости.
3.8.5. Машина для сварки полимерной пленки М6-АП-2С.
Предназначена для сварки полиэтиленовой пленки, получаемой из полиэтилена низкой плотности по ГОСТ 10354-73 или дублированной пленки полиэтиленцеллофан. Используется для изготовления пакетов, в которые упаковываются комплекты карт-транспарантов.
Машина состоит из столика, сваривающих планок, проволочного нагревательного элемента и ящика электрооборудования. Проволочный нагревательный элемент осуществляет сварку одновременно с резкой полиэтилена.
Технические характеристики М6-АП-2С приведены в таблице 3.22.
Таблица 3.22
|
Параметры |
|
|
Производительность, сварок в час: |
|
|
- при сварке проволокой |
до 400 |
|
- при сварке полосой |
до 350 |
|
Максимальная длина свариваемого шва, мм |
500 |
|
Максимальная толщина свариваемого материала, мкм |
2×125 |
|
Потребляемая мощность, Вт: |
|
|
- на холостом ходу |
26 |
|
- во время импульса при сварке: |
|
|
а) проволокой |
500 |
|
б) полосой |
600 |
|
Время импульса нагрева, с |
регулируется в пределах 0 - 3 |
|
Габаритные размеры, мм |
750×800×1020 |
|
Вес, кг |
60 |
4. ПЕРЕЧЕНЬ ОСНОВНЫХ МАТЕРИАЛОВ И ХИМИКАТОВ
|
ТУ ТЗПК 569-76 |
|
|
Алкид изофталевый ПН-65 |
ТУ ТЗПК 776-77 |
|
Аммиак 25 % |
|
|
Антисиккативная жидкость в аэрозольной упаковке |
ТУ 6-15-980-83 |
|
Бензин авиационный |
|
|
Бумага картографическая |
|
|
Бумага картографическая глазированная финского производства |
имп. |
|
Бумага индикаторная универсальная |
ТУ 6-09-1181-76 |
|
Бумага афишная односторонней гладкости |
|
|
Бумага обложечная |
ГОСТ 20283-74 |
|
Бумага мешочная |
|
|
Бумага писчая № 1 |
ГОСТ 18.510-73 |
|
Бязь отбеленная |
ГОСТ 11680-76 |
|
Вата медицинская гигроскопическая |
|
|
Декстрин картофельный |
|
|
Диметилфталат |
ГОСТ 8728-77 |
|
Калий бутилксантогенат |
ТУ 6-09-833-76 |
|
Керосин |
ГОСТ 4753-68 |
|
Картон коробочный (толщ. 70, 150 мкм) |
ГОСТ 7933-75 |
|
Кислота лимонная |
|
|
Кислота олеиновая |
ГОСТ 10475-75 |
|
Кислота ортофосфорная |
|
|
Клей марки 88-Н |
ТУ 38-1051061-82 |
|
Краска алюминиевая 2545-А-00 |
ТУ 29-02-787-80 |
|
Краски офсетные картографические: |
ТУ 29-02-592-83 |
|
2558-01 |
|
|
2558-10 |
|
|
2558-12 |
|
|
2558-22 |
|
|
2558-30 |
|
|
2558-34 |
|
|
2558-37 |
|
|
2558-38 |
|
|
2558-39 |
|
|
2558-43 |
|
|
2558-45 |
|
|
2558-46 |
|
|
2558-47 |
|
|
2558-48 |
|
|
2558-50 |
|
|
2558-51 |
|
|
2558-61 |
|
|
2558-71 |
|
|
2558-82 |
|
|
Краски офсетные для системы смешения «Радуга» (соответствуют Европейской триаде): |
ТУ 29-02-1070-88 |
|
2514-011 |
|
|
2514-231 |
|
|
2514-331 |
|
|
2514-531 |
|
|
Краски печатные серии СВКФ: |
ТУ 29-02-884-79 |
|
СВКФ-01 (черная) |
|
|
СВКФ-23 (пурпурная) |
|
|
СВКФ-33 (голубая) |
|
|
СВКФ-53 (желтая) |
|
|
Краски серии ОВКМ |
ТУ 29-02-537-76 |
|
Краска копировальная № 4000-02 |
ТУ 26-02-534-76 |
|
Крахмал картофельный |
|
|
Марля медицинская |
ГОСТ 9412-77 |
|
Масло льняное полимеризованное |
ТУ 29-02-762-77 |
|
Масло индустриальное общего назначения |
|
|
Мел химически осажденный |
|
|
Натр едкий |
|
|
Натрий фосфорнокислый двузамещенный |
|
|
Натриевая соль карбоксиметилцеллюлозы |
ОСТ 6-05-386-80 |
|
Олифа натуральная льняная крепкая |
ТУ 29-02-774-77 |
|
Олифа натуральная льняная слабо-слабая |
ТУ 29-02-774-77 |
|
Парусина брезентовая |
ГОСТ 15580-70 |
|
Паста 10-8 |
ТУ 29-02-791-77 |
|
Паста 10-9 |
ТУ 29-02-791-77 |
|
Паста 10-11 |
ТУ 29-02-897-79 |
|
Паста 10-18 |
ТУ ТЗПК 282-79 |
|
Паста нефтегаз-4 |
ТУ 38-101338-73 |
|
Паста «против затягивания растровой точки» |
ТУ 29-02-802-77 изм. № 1 |
|
Пластины резинотканевые типа ПМ |
ТУ 381051784-87 |
|
Пленка полиэтилентерефталатная марки Э (ПЭТ-Э) неокрашенная толщиной 100 мкм* |
|
|
Пленка ПЭТФ-100 (основа для фотопл.) |
ОСТ 6-17-507-82 |
|
Пленка полиэтиленовая толщиной 70 мкм |
ГОСТ 10354-73* |
|
Поддекельный материал ПД-1 |
|
|
Поддекельный материал ПД-2 |
|
|
Поверхностно-активные вещества (ОП-7, ОП-10) |
|
|
Пленка «Пласткарт» |
ТУ 6-05-1850-78 |
|
Противоотмарочный порошок «Графопыл» |
ЧССР |
|
Разбавитель Р-51 |
ТУ 29-02-799-77 изм. № 1, 2 |
|
Разбавитель 2558-00 |
ТУ 29-02-724-77 |
|
Разбавитель 2558-000 |
ТУ 29-02-724-77 |
|
Сиккативная паста |
ТУ 29-02-815-78 |
|
Сиккатив нафтенатно-кобальтовый |
ТУ 29-02-498-87 |
|
Сиккатив нафтенатно-свинцовый |
ТУ 29-02-493-75 |
|
Спирт этиловый |
|
|
Спирт изоприловый |
ГОСТ 9805-76 |
|
Сукно серошинельное |
|
|
Тальк молотый |
|
|
Ткань х/б офсетная |
|
|
Ткань техническая метровая чистошерстяная (кирза) |
ГОСТ 6621-72 |
|
Чехлы трикотажные плюшевого переплетения |
ГОСТ 12739-75 |
|
Чехлы трикотажные защитные |
ОСТ 17-123-81 |
* Для изготовления полиэтиленовой пленки используется полиэтилен высокого давления в гранулах марки 10802-020 или 15803-020, ГОСТ 16337-77.
5. РЕЦЕПТЫ РАБОЧИХ РАСТВОРОВ*
* Рецепты растворов, применяемых при работе с биметаллическими печатными формами см. в «Технологической инструкции по процессу изготовления офсетных печатных форм на биметаллических пластинах медь-никель способом позитивного копирования с наращиванием никелевого слоя» (ИК-15) и «Технологической инструкции по процессу изготовления офсетных печатных форм на биметаллических пластинах медь-никель способом позитивного копирования» (ИК-16).
Рецепт № 1. Гидрофилизующий раствор для печатных форм, изготовленных на пластинах зерненого алюминия.
Декстрин картофельный или кукурузный
(40 %-ный раствор), мл................................................................... 1000
Кислота ортофосфорная, мл........................................................... 25,0
Способ приготовления. Раствор декстрина готовят заранее. Для этого 400 - 500 г декстрина заливают 1 л холодной воды и перемешивают. Раствор доводят до кипения и варят до полного растворения декстрина. Остывший раствор фильтруют через слой марли.
Для приготовления гидрофилизующего раствора в раствор декстрина вводят при помешивании ортофосфорную кислоту.
Рецепт № 2. Раствор для обработки пробельных элементов на формах негативного копирования, изготовленных на пластинах зерненого алюминия.
Крахмал картофельный, г................................................................ 35 - 50
Вода, мл............................................................................................. 1000
Способ приготовления. Крахмал разводят в небольшом количестве холодной воды и тонкой струей при энергичном помешивании вливают в оставшуюся часть воды, нагретую до кипения.
После остывания раствор фильтруют через слой марли.
Рецепт № 3. Защитный раствор для печатных форм, изготовленных на пластинах зерненого алюминия.
Декстрин картофельный или кукурузный
(45 %-ный раствор), мл................................................................... 600,0
Вода, мл............................................................................................. 1000
Способ приготовления. 45 %-ный раствор декстрина готовят заранее. Для этого 450 г декстрина заливают 1000 мл холодной воды, перемешивают. Раствор доводят до кипения и варят до полного растворения декстрина.
Остывший раствор фильтруют через слой марли. Затем 600 мл декстрина разводят в требуемом объеме холодной воды.
Рецепт № 4. Раствор для обработки пробельных элементов монометаллических печатных форм.
Кислота ортофосфорная (пл. 1,87 г/см3), мл................................. 50,0
Натриевая соль карбоксиметилцеллюлозы
(5 %-ный раствор КМЦ), мл........................................................... 400,0
Вода, мл............................................................................................. до 1000
Способ приготовления. В приготовленный заранее раствор КМЦ вводят при помешивании ортофосфорную кислоту. Затем холодной водой доводят раствор до требуемого объема.
Рецепт № 5. Раствор для защиты форм, изготовленных на пластинах УПА-1 («Дозакл»).
Натриевая соль карбоксиметилцеллюлозы (КМЦ), мл................ 30,0
Вода, мл............................................................................................. 1000
Способ приготовления. КМЦ замачивают в указанном количестве холодной воды и периодически перемешивают до полного растворения.
Рецепт № 6. Раствор для смывки офсетных резинотканевых пластин и резиновых валиков.
Керосин............................................................................................. 5 частей
Спирт этиловый............................................................................... 1 часть
Способ приготовления. Растворители смешивают в указанном соотношении.
Рецепт № 7. Раствор для повторной (чистовой) смывки офсетных резинотканевых пластин и резиновых валиков.
Бензин............................................................................................... 3 части
Спирт этиловый или изоприловый................................................ 1 часть
Способ приготовления. Указанные компоненты сливают вместе. Перед употреблением смесь тщательно перемешивают.
Рецепт № 8. Раствор для регенерации пленки «Пласткарт».
Натрий фосфорнокислый 3-х замешенный, г............................... 50,0
Натр едкий, г.................................................................................... 30,0
ОП-7, г............................................................................................... 5,0
Вода, мл............................................................................................. до 1000
Способ приготовления. Отдельно растворяют натрий фосфорнокислый и натр едкий. Растворы сливают, доводят объем до требуемого и вводят ОП-7.
6. ПОДГОТОВКА БУМАГИ К ПЕЧАТАНИЮ ПРОБНЫХ ОТТИСКОВ И ТИРАЖА
Ввиду специфики издания и использования картографической продукции (многокрасочность, высокая точность совмещения элементов содержания между собой, исключение разнооттеночности на многолистных картах и в атласах, возможность проведения графических работ на карте и т.д.) картографическая бумага должна обладать по ряду показателей (механическая прочность, деформация, белизна, влагопрочность) более высоким качеством, чем обычные офсетные бумаги.
В связи с этим подготовку картбумаги к печатанию следует проводить особенно тщательно.
Процесс подготовки бумаги к печатанию включает:
- приемку и хранение бумаги;
- входной контроль качества бумаги;
- выбор бумаги для издания;
- разрезку рулонной бумаги на листы;
- акклиматизацию бумаги;
- подрезку бумаги перед печатанием (зачистку).
6.1. Приемка и хранение бумаги.
6.1.1. При приемке бумаги из вагонов или склада железной дороги должен присутствовать представитель фабрики, который проверяет соответствие веса (нетто) с весом, указанным в отгрузочных документах, исправность упаковки и целостность рулонов.
6.1.2. На несоответствие веса и повреждение рулонов (рулоны разбиты, подмочены и пр.) представитель фабрики совместно с представителями железной дороги и незаинтересованной организации составляют акт.
6.1.3. Выгрузка бумаги и ее укладка должны проводиться с соблюдением следующих правил:
- рулоны спускают с грузовой машины осторожно с помощью специального гидравлического подъемника;
- перекатывают рулоны по ровному настилу или гладкому чистому полу в соответствии с маркировкой «катать по стрелке»;
- погрузку и выгрузку бумаги в кипах, а также ее внутрифабричную транспортировку выполняют с помощью электроподъемника и электрокары или ручной тележки;
- перекатывать рулоны внутри помещений следует осторожно, с тем, чтобы не ударять рулоны, особенно торцами, об углы стен, о колонны и т.п. Необходимо следить, чтобы на пути перекатывания рулонов не было острых, ребристых предметов, разлитого машинного масла, воды и тому подобных помех.
6.1.4. При погрузочно-разгрузочных работах и при транспортировке бумаги воспрещается:
- сбрасывать рулоны с автомашины на грунт или на различные прокладки;
- перекатывать рулоны по замощенному камнем двору или мостовой;
- перевозить бумагу в дождливую погоду без брезента;
- заклинивать рулоны камнями или другими остроугольными предметами;
- применять лом для передвижки рулонов;
- перевозить бумагу в загрязненных машинах.
6.1.5. Все погрузочно-разгрузочные работы должны выполняться под руководством опытного рабочего-бригадира, который несет ответственность за качество работы и за технику безопасности.
6.1.6. Каждую партию бумаги при поступлении ее на фабрику принимает кладовщик. Он визуально контролирует сохранность и качество упаковки товарных единиц (рулонов, кип), а также наличие маркировки и сопроводительных документов, удостоверяющих соответствие поступающей бумаги стандартам и техническим условиям.
6.1.7. На все случаи порчи бумаги по вине бригады грузчиков заведующий складом и бригадир должны составлять акт с указанием конкретных виновников повреждения бумаги для материального взыскания.
6.1.8. Категорически запрещается хранить бумагу во дворе даже под прикрытием брезента или навеса.
6.1.9. Складское помещение для хранения бумаги должно плотно закрываться, в нем не должно быть сквозняков и попадания прямых солнечных лучей. Наилучшие условия хранения бумаги обеспечиваются в отапливаемых складах, температура в которых равна или близка к температуре печатного цеха.
6.1.10. В складах рулоны бумаги укладывают в штабели по торсу высотой не более 4 - 5 рулонов в зависимости от ширины рулона.
Кипы листовой бумаги укладывают в горизонтальном положении, а штабели высотой не более, чем 2,5 м.
6.1.11. Рулонная и листовая бумага должна быть размещена на складе по сортам и размерам таким образом, чтобы к каждой группе сырья был свободный подход, и обеспечивалась ее выгрузка.
6.2. Входной контроль качества бумаги.
6.2.1. Входной контроль качества бумаги на картографических фабриках осуществляют работники лаборатории при содействии работников склада путем выборочного анализа образцов на соответствие техническим показателям государственных стандартов и технических условий, а также визуальным осмотром и в спорных случаях - пробным печатанием.
Отдельные показатели, по которым в течение продолжительного времени не наблюдались отклонения от норм действующих стандартов и технических условий, могут не подвергаться входному контролю.
6.2.2. Входной контроль качества бумаги следует проводить по следующим показателям в соответствии с указаниями ГОСТ:
- масса 1 м2 (ГОСТ 13199-88);
- гладкость (ГОСТ 12795-89);
- зольность (ГОСТ 7629-77);
- стойкость поверхности (ГОСТ 24356-80);
- прочность на излом (ГОСТ 13525.2-80);
- влажность (ГОСТ 13525.19-71);
- проклейка (ГОСТ 8049-62);
- деформация (ГОСТ 12057-81);
- сорность (ГОСТ 13525.4-68);
- белизна (ГОСТ 7690-76);
- влагопрочность (ГОСТ 13525.7-68).
6.3. Выбор бумаги для издания.
Выбор бумаги должен осуществляться технологом с учетом назначения и технологии издания картпроизведения.
Картографическая бумага (ГОСТ 1339-79)
марки А предназначается для печатания гидрографических и морских карт;
марки Б - для печатания наиболее сложной многокрасочной продукции длительного срока пользования (фундаментальные атласы);
марки В - для печатания топокарт всех видов, сегментов глобусов и др. картпродукции, подвергающейся увлажнению при использовании;
марки Г - для печатания географических карт с использованием низколиниатурных растров (настенные карты);
марки О - для массовой многокрасочной картпродукции повышенной сложности с использованием иллюстраций (туристские карты и атласы, учебные карты).
Картографическую бумагу финского производства рекомендуется использовать для сложной многокрасочной продукции (складные карты, атласы, туркарты, в том числе с художественными иллюстрациями).
Для высокохудожественных произведений, печатаемых небольшим числом красок (рекламно-демонстрационные и сувенирные издания), целесообразно применять мелованную бумагу.
6.4. Разрезка рулонной бумаги на листы.
6.4.1. Подготовка рулонов бумаги к разрезке на листы.
6.4.1.1. Потребное количество бумаги заблаговременно выписывается со склада начальником печатного цеха в количестве согласно установленному лимиту, который выдает цеху планово-производственный отдел для каждой карты.
6.4.1.2. На основании общего наряда на печать данной карты бригадир (мастер) по подготовке бумаги выписывает для исполнителя наряд на разрезку бумаги с указанием наименования карты или атласа, количества листов на запуск, формата резки с учетом припуска на зачистку перед печатанием.
6.4.1.3. Бумага, хранящаяся на складах, климатические условия которых различны с условиями цеха, должна поступать в цех не менее, чем за 5 - 6 суток до начала разрезки.
6.4.1.4. Распаковку каждого рулона осуществляют перед самым началом размотки. Снятую упаковку целесообразно использовать в качестве подстилки под рулон для сохранения его чистоты.
6.4.1.5. Рулон бумаги подготавливают к заправке в машину для разрезки чистыми и сухими руками.
Снимать срыв с поврежденных рулонов следует с помощью специального пластмассового ножа так, чтобы ни один лишний слой бумаги не был разрезан или поврежден.
При подготовке рулона воспрещается:
- снимать срыв с поврежденных рулонов, разрезая слои бумаги острым ножом;
- разрывать слои бумаги руками.
6.4.1.6. Снятый с рулонов срыв бережно укладывают в специально отведенном для этого месте, затем передают его для дальнейшей переработки.
6.4.1.7. При зарядке рулонов в машину необходимо следить за тем, чтобы не перепутать стороны бумаги - лицевую и сеточную. Рекомендуется разматывать бумагу лицевой стороной кверху. При этом длинная сторона нарезаемых листов должна соответствовать направлению волокон бумаги.
6.4.1.8. Перед вставкой шпинделей в рулон из втулок специальным шомполом выбивают деревянные пробки. Шпиндель закрепляют в рулоне конусами симметрично его концам. При этом конусы должны быть затянуты достаточно туго. В процессе резки конусы периодически подтягивают, так как при вращении рулонов бумажная втулка обминается, и зажим рулона конусами ослабевает. Для сокращения простоев листорезки заправку шпинделей в рулоны следует проводить заблаговременно, для чего необходимо иметь запасной комплект.
6.4.1.9. Установку рулонов в машину осуществляют с помощью ручной лебедки, имеющейся на машине, или с помощью специального электротельфера.
6.4.1.10. При одновременной размотке двух или трех рулонов установка их должна проводиться строго по одной линии, и рулоны должны быть подобраны одинаковыми по своим диаметрам, метражу и по цветовому оттенку.
6.4.1.11. На каждый тираж бумага должна быть подобрана только из одной партии.
6.4.1.12. Перед началом работы на листорезальной машине машинист обязан проверить ее техническую исправность и устранить все замеченные неполадки.
6.4.2. Разрезка рулонной бумаги на листы.
6.4.2.1. В соответствии с заданным размером нарезки листов в машину устанавливают сменную шестерню, число зубьев которой соответствует количеству сантиметров отрезаемого листа.
6.4.2.2. Ножи должны быть заточены и отрегулированы так, чтобы они обеспечивали ровный обрез бумаги.
6.4.2.3. Чтобы обрез был прямоугольным, резальный механизм устанавливают соответствующим образом по шкале, имеющейся на машине.
6.4.2.4. Приемный стол, боковые и задние сталкиватели устанавливают по формату бумаги и вручную выполняют проводку бумажной ленты и отрезанных пробных листов.
6.4.2.5. Уточнив положение сталкивателей, и убедившись в нормальной проводке бумаги, включают машину на медленный ход.
6.4.2.6. После пуска машины сразу же проверяют формат отрезаемых листов. При отклонении от заданного формата или нарушении прямоугольности (сверх допуска) машину останавливают и исправляют приводку. Неправильно нарезанные листы кладут отдельно.
6.4.2.7. Делают пробную резку, и проверив ее правильность, включают машину на рабочий ход. В процессе резки машинист обязан систематически проверять правильность резки. Допустимые отклонения от заданного формата не должны превышать ± 2 мм.
6.4.2.8. Регулировкой рулонных тормозов добиваются оптимального натяжения бумажных полотен. При сильном натяжении за счет проскальзывания бумаги длина отрезаемых листов уменьшается, при слабом - бумажные ленты отклоняются от прямолинейного движения, нарушается точность резки, а иногда на бумаге образуются морщины. По мере сматывания бумаги с рулонов их торможение должно постепенно уменьшаться.
6.4.2.9. Счет нарезаемой бумаги осуществляет механический счетчик машины.
6.4.2.10. Мастер участка обязан контролировать качество резки бумаги на листы не менее двух-трех раз в смену.
6.4.2.11. По окончании нарезки бумаги для данного заказа составляется акт с указанием количества годной бумаги в листах, срыва, пригодного для переработки, и безвозвратных отходов.
Акт подписывается начальником цеха, мастером, бригадиром по заготовке бумаги, машинистом-резчиком. Утверждает акт главный инженер.
6.4.2.12. Нарезанную бумагу, уложенную на стеллажи, если она не поступает сразу же на акклиматизацию, необходимо немедленно закрыть влагонепроницаемыми чехлами и хранить под ними до акклиматизации.
6.4.2.13. Получаемая со склада листовая бумага в кипах должна до распаковки находиться в цехе в течение 4 - 5 дней для выравнивания ее температуры с температурой цеха.
Распаковка ее должна осуществляться перед самым завешиванием в акклиматизатор бумаги.
6.5. Акклиматизация бумаги.
6.5.1. Акклиматизации подлежит бумага в том случае, если перепад относительной влажности в стопе и воздуха в помещении цеха превышает ± 10 % или перепад относительной влажности воздуха бумаги внутри стопы превышает 5 %.
Перепад относительной влажности между стопой бумаги и помещением цеха определяют как наибольшую разность между средними значениями относительной влажности воздуха в цехе и единичными значениями относительной влажности воздуха внутри стопы бумаги.
Перепад относительной влажности воздуха внутри стопы бумаги определяют как разность между ее наибольшим и наименьшим значениями.
Относительную влажность воздуха внутри стопы бумаги измеряют волосным штекгигрометром с точностью ± 2 % в трех точках стопы бумаги (по краям и в середине). Относительную влажность воздуха в цехе определяют психрометрами, гигрометрами и гигрографами.
Необходимость акклиматизации бумаги можно определить также по показателю влажности бумаги, измеренной по ГОСТ 13525.19-71 /23/ при входном контроле качества бумаги. Если показатель влажности бумаги на ± 1,0 % и более отличается от нормы, указанной в стандарте или технических условиях для соответствующего вида бумаги, то бумагу следует акклиматизировать.
6.5.2. Бумагу акклиматизируют при интенсивном нижнем обдуве пачек бумаги воздухом.
Пачки бумаги завешивают на движущийся транспортер: в каждой пачке должно быть 50 - 70 листов бумаги массой 1 м2 70 - 120 г или 30 - 40 листов бумаги массой 1 м2 160 - 250 г.
Расстояние между пачками бумаги на движущемся транспортере должно быть не менее 10 см, скорость нижнего обдува пачек бумаги воздухом - не менее 5 м/с у нижнего края листов и не менее 20 м/с у отверстий в вентиляционном коробе.
При соблюдении этих условий время акклиматизации составляет не менее 1 часа, после чего пачки переворачивают, подвешивая за противоположную сторону. Общее время акклиматизации бумаги в этом случае составляет не менее 2 часов.
6.5.3. При отсутствии движущегося транспортера и обдува можно акклиматизировать бумагу в неподвижных вешалах без принудительного обдува. В этом случае время акклиматизации бумаги составляет не менее 24 часов.
6.5.4. Время акклиматизации зависит от первоначального состояния бумаги. Чем больше несоответствие между содержанием влаги в бумаге и относительной влажностью воздуха в цехе, тем дольше она должна находиться на вешалах. Длительное время акклиматизации дает лучшие результаты для стабилизации бумаги.
6.5.5. При подвешивании бумаги необходимо следить за тем, чтобы не перепутать ее лицевую и оборотную стороны.
6.5.6. Окончание акклиматизации определяют, измеряя влажность бумаги гигрометрическими приборами. Отсутствие волнистости бумаги определяют осмотром внешнего вида бумажного стапеля. Стапель должен быть правильно прямоугольным, без признаков волнистости или коробления, что свидетельствует о ровной поверхности каждого листа.
6.5.7. Бумага с поперечным направлением волокон, используемая для печатания продукции в один прогон, в акклиматизации не нуждается.
6.5.8. Для печатания несложной продукции в один прогон, как, например, обложек, указателей наименований и т.д. бумагу можно не акклиматизировать, если она не имеет волнистых или коробленных кромок.
6.5.9. Бумагу с усушенными, коробленными краями исправляют увлажнением кромок в стапеле с помощью пульверизатора или укрывая стапель влажными полотнищами.
6.6. Подрезка бумаги перед печатанием.
6.6.1. Окончательную подрезку кромок бумаги (зачистку) выполняют на одноножевых бумагорезальных машинах. Машина должна быть отрегулирована так, чтобы обеспечить прямоугольность и точность подрезки листов перед печатанием. Заточка ножа должна обеспечивать прямолинейный и чистый обрез стопы.
6.6.2. Бумагу укладывают в бумагорезальную машину небольшими пачками, тщательно сталкивая листы на затл и боковой упор и выжимая воздух из межлистного пространства. Толщина подрезаемой стопы зависит от технических возможностей машины.
6.6.3. Подрезка стопы с четырех сторон осуществляется в следующем порядке: минимально подрезают длинную сторону бумаги, затем стопу разворачивают и подрезанной стороной упирают на боковые сталкиватели машины. Минимально подрезают короткую сторону стопы. Затем при упоре бумаги на затл подрезают до точного размера вторую длинную сторону и при последующем повороте и упоре на боковой сталкиватель и затл подрезают до точного размера вторую короткую сторону стопы.
6.6.4. Контроль точности линейных размеров и прямоугольность листа выполняют, совмещая противоположные стороны двух листов бумаги, а также с помощью стальной линейки или рулетки.
6.6.5. Подрезанную бумагу укладывают на стеллаж, и готовый стапель немедленно закрывают влагозащитным чехлом. Перед этим на стапеле отмечают сторону клапана. Чехлы должны быть занумерованы.
6.6.6. Подготовленную для печатания тиража бумагу бригадир (мастер) бумагозаготовительного отделения сдает по акту в печатный цех сменному мастеру и печатнику под расписку. В акте должны быть указаны наименование карты, количество листов и формат бумаги, а также номера чехлов, которыми укрыта данная бумага.
6.6.7. Ответственность за бумагу и за сохранность чехлов возлагается на печатников, печатающих тираж.
6.7. Технические требования к качеству подготовленной для печатания бумаги. Методы контроля.
6.7.1. Отклонения формата нарезанных листов бумаги от заданного не должны превышать ± 1 мм, косина - 0,1 %. Контроль осуществляют в соответствии с ГОСТ 21102-80 /34/.
6.7.2. Большая сторона листа должна соответствовать машинному направлению волокна бумаги, определяемому по ГОСТ 7585-74 /33/.
6.7.3. Качество обрезки определяется ровностью и гладкостью среза, отсутствием надрывов и пыли на кромках листа. Контроль качества - визуальный.
6.7.4. В стопе бумаги все листы должны иметь одинаковую ориентацию верхней и сеточной сторон. Стороны бумаги определяют по ГОСТ 7585-74 /33/.
6.7.5. Бумага должна иметь равномерную стандартную влажность; не допускается заметной волнистости и коробления листов. Перепад относительной влажности бумаги в стопе и воздуха в помещении цеха не должен превышать ± 10 %.
6.8. Возможные дефекты, причины их возникновения и способы устранения при подготовке бумаги к печатанию.
|
Тип машины |
Причины возникновения |
Способы устранения |
|
|
Несоответствие формата листовой бумаги заданному. |
Листорезальная |
Неправильная наладка машины. |
Переставить ножи на заданный формат. |
|
|
Бумагорезальная |
Неправильная установка формата и положение стопы. |
Точно установить заданный формат. |
|
Косина листов. |
Листорезальная |
Неправильное положение режущих ножей. |
Отрегулировать положение режущего механизма. |
|
|
Бумагорезальная |
Некачественное сталкивание стопы бумаги. |
Улучшить качество сталкивания листов и выравнивания стопы бумаги у упоров машины. |
|
Неравномерный обрез кромок. |
Листорезальная и бумагорезальная |
Тупые ножи и неправильный угол их заточки, плохое состояние марзана. |
Заточить ножи и сменить марзан. |
|
Несоответствие влажности бумаги установленным требованиям. |
- |
Выработка бумаги нестандартной влажности; изменение влажности бумаги в процессе транспортировки и хранения. |
Акклиматизировать бумагу. |
7. ПОДГОТОВКА ОФСЕТНЫХ КРАСОК ДЛЯ ПЕЧАТАНИЯ ПРОБНЫХ ОТТИСКОВ И ТИРАЖА
От правильного выбора и подготовки офсетных красок к печати зависит качество многокрасочной картографической продукции. Подготовка офсетных красок включает:
- приемку и хранение красок;
- входной контроль качества офсетных красок;
- выбор красок для издания;
- изготовление составных цветных красок;
- корректирование печатных свойств красок.
7.1. Приемка и хранение красок.
7.1.1. Краску, поступающую на склад, принимает кладовщик. Он проверяет наличие на нее паспорта, осматривает внешнее состояние упаковки, комплектует краски по сериям, номерам и партиям и несет в дальнейшем ответственность за сохранность красок и их товарный вид.
В паспорте на краску должны быть данные о ее качестве, предусмотренные в ТУ 29-02-535-76 /81/.
7.1.2. Кладовщик обязан известить заводскую лабораторию о поступлении новой партии красок и паспорт на нее передать туда. При отсутствии лаборатории сведения передаются технологу печатного цеха.
7.1.3. Краска и вспомогательные вещества должны храниться на складе в помещении, защищенном от действия атмосферных осадков, почвенной влаги и солнечных лучей, при температуре не ниже -20 и не выше +30 °С не более 12 месяцев. По прошествии 12 месяцев допускается использование краски в том случае, если показатели ее свойств соответствуют техническим условиям.
7.2. Входной контроль качества офсетных красок.
7.2.1. Выдача краски в цех проводится после получения положительного заключения лаборатории о качестве партии красок.
7.2.2. Работник лаборатории отбирает пробы для испытания красок в соответствии с ТУ 29-02-863-78 /82/.
7.2.3. В лаборатории проводят испытания качества красок в соответствии с методами, предусмотренными соответствующими ГОСТами и ТУ:
- степень перетира (ГОСТ 6589-74);
- время высыхания (ГОСТ 6591-73);
- закрепление на бумаге (ГОСТ 6592-73);
- интенсивность цвета (ГОСТ 6593-83);
- красящая сила, вязкость (ОСТ 29.97-84);
- стойкость к воде, кислоте и щелочи (ГОСТ 26160-84);
- внешний вид (однородная вязкопластичная масса без загрязнений посторонних включений).
Результаты испытания записываются в журнал (см. табл. 7.1).
7.2.4. Если в результате испытаний устанавливают несоответствие качества красок нормам ГОСТ, то такие краски бракуют и составляют акт-рекламацию.
Таблица 7.1
|
Серия и номер краски |
Партия, дата выпуска |
Степень перетира, мкм |
Красящая сила, % |
Время закрепления краски на бумаге, ч |
Время закрепления краски на стекле, ч |
Вязкость, Па с; Растекание мм |
Заключение |
|
|
|
|
|
|
|
|
|
|
|
7.3. Выбор красок для издания.
7.3.1. Выбор красок для печатания красочной пробы и тиража проводит технический редактор при разработке технологии для каждой карты. При выборе красок следует учитывать характер красочного оригинала, назначение и вид продукции, свойства и качество бумаги для печатания тиража (см. приложение V).
7.3.2. Ассортимент красок, применяемых при издании карт, дан в разделе 4 данной инструкции.
7.3.3. Для обеспечения правильности выбора красок на фабрике должны быть альбомы перекрытий красок, применяемых при издании карт, а также шкалы цветового охвата, отпечатанные триадами красок.
7.3.4. Выбирая краски по цвету, технический редактор путем сравнения красочного оригинала с плашками альбома перекрытий красок определяет, каким наименьшим количеством красок стандартного цвета и составных красок можно воспроизвести в печати данную карту.
7.3.5. Если карта предназначена для воспроизведения способом четырехкрасочной печати (имеются слайды, другие цветные иллюстрации), то при ее печати следует пользоваться шкалами цветового охвата, отпечатанными красками Европейской триады (серия 2514).
7.3.6. При отсутствии на карте слайдов и других цветных иллюстраций целесообразно использовать краски картографической серии, из которых основу составляют краски картографической триады - 2558-37, 2558-51, 2558-22.
7.3.7. При печатании топокарт используют краски картографической серии в соответствии с единой шкалой условных знаков, в которой указаны номера стандартных красок и рецептура составных красок.
7.3.8. Для печатания штриховых элементов следует применять наиболее интенсивные кроющие или полукроющие краски, а для фоновых - прозрачные, полупрозрачные или полукроющие.
7.4. Изготовление составных цветных красок.
7.4.1. Изготовление составных цветных красок осуществляют в колористическом отделении путем смешения нескольких стандартных красок до получения нужного цвета.
7.4.2. Требуемый цвет необходимо получать из минимального количества исходных красок (2 - 3). При использовании большего количества составляющих полученная краска во многих случаях имеет плохие печатные свойства, как, например, расслаивается.
7.4.3. В качестве основной исходной краски следует брать такую, которая имеет цвет, наиболее близкий к образцу, а затем добавлять к ней понемногу краски других цветов.
7.4.4. Вначале изготавливают небольшое количество пробной составной краски (для установления ее четкой рецептуры) следующим образом: отвешивают на технических весах небольшое количество исходных красок и тщательно смешивают шпателем на стеклянной пластине. Цвет и оттенок пробной составной краски проверяют на тиражной бумаге, получая оттиск на каком-либо печатном станке либо вручную при помощи небольшого вальцмассного валика. Затем цвет оттиска, полученного составной краской, сравнивают с цветом краски на прилагаемой шкале или образце для печати, пользуясь для этого специальным шаблоном. Шаблон представляет собой два одинаковых листа белой мелованной или черной бумаги размером 100×100 мм с расположенными в центре отверстиями размером 10×20 мм. Под одно отверстие кладут оттиск составной краски, под другое - образец для печати.
Цвет оттисков сравнивают при освещении их дневным рассеянным светом или лампой дневного света.
В зависимости от результатов проверки корректируют оттенок полученной краски, добавляя в нее небольшие количества красок нужных цветов, отвешивая их на технических весах, и делают повторный оттиск, пока между оттиском и образцом не будет различий по цвету.
7.4.5. Изготовление составной краски для печатания красочной пробы и тиража выполняют в соответствии с пропорцией, установленной при изготовлении пробной краски. Отвешенные на весах исходные краски хорошо смешивают в специальной машине.
7.4.6. Вспомогательные вещества: олифу, сиккативы и разбавители добавляют постепенно при тщательном перемешивании краски.
7.4.7. Когда составная краска хорошо перемешается и примет однородный цвет, делают пробный оттиск, проверяя, достигнуто ли полное соответствие цвета краски образцу для печати. При необходимости краску корректируют, добавляя какую-либо из исходных красок, вновь перемешивают и делают пробный оттиск.
7.5. Корректирование печатных свойств красок.
7.5.1. Необходимость корректирования красок добавками может быть вызвана различными факторами:
- качеством бумаги (прочность поверхностного слоя, пористость, влажность, гладкость);
- скоростью печатания;
- характером изображений на форме (штриховые элементы, фоновые и т.д.);
- климатическими условиями в цехе (температура, влажность).
7.5.2. Скорость высыхания корректируют, если краска медленно высыхает на тиражной бумаге, что ведет за собой отмарывание на оборотную сторону оттисков. Скорость высыхания повышают введением смешанного сиккатива (нафтенатно-кобальтового и нафтенатно-свинцового) в соотношении 1:1 в количестве 1 - 2 % от массы краски.
7.5.3. Липкость краски снижают введением мягчительных паст нефтегаз-4 или 10-8 в количестве не более 5 % от массы краски. Следует иметь в виду, что добавка пасты одновременно снижает вязкость краски, ее интенсивность и скорость закрепления красочного слоя на оттиске.
7.5.4. Одновременное снижение вязкости и липкости краски достигается введением разбавителя Р-51 (смесь ароматизированного минерального масла МП-1 и вареного льняного масла в соотношении 1:1) или разбавителя 2558-00 (смесь слабополимеризированного льняного масла и керосиновой фракции с пределом кипения 260 - 290 °С) в количестве не более 5 % от массы краски.
7.5.5. Четкость воспроизведения растровой точки повышают введением в краску пасты «против затягивания растровой точки» в количестве 2 - 3 % от массы краски.
7.5.6. Эмульгирование краски с увлажняющим раствором снижают пастой ПЭ в количестве 2 - 3 % от массы краски.
8. ИЗГОТОВЛЕНИЕ ПРОБНЫХ ОТТИСКОВ НА ОФСЕТНОМ ПРОБОПЕЧАТНОМ СТАНКЕ
В процессе подготовки к изданию и издания карт печатают различные оттиски: штриховые пробы, цветные и качественные шкалы, оттиски последовательного совмещения, предварительные пробы на слайды и цветные оригиналы, красочные пробы, небольшие тиражи. Они необходимы для корректуры издательских оригиналов, изготовления различных макетов, оценки результатов электронного цветоделения, фоторепродукционных и копировальных процессов, для утверждения содержания карты, а также для использования их в качестве эталонов при печатании тиража.
На картографических предприятиях указанные выше оттиски готовят на офсетных пробопечатных станках плоского типа.
Пробопечатный станок обслуживают один-два человека: пробист или пробист с помощником.
8.1. Общая структура технологического процесса.
8.1.1. Подготовка пробопечатного станка к работе.
8.1.1.1. Установка декеля.
8.1.1.2. Контроль правильности установки талеров.
8.1.1.3*. Подготовка увлажняющего аппарата.
8.1.1.4*. Подготовка красочного аппарата.
* Для станков с красочным аппаратом.
8.1.1.5**. Подготовка системы термостатирования.
** Для станков с системой термостатирования.
8.1.2. Изготовление пробных оттисков.
8.1.2.1. Приладка печатной формы первой краски.
8.1.2.2. Подготовка краски.
8.1.2.3. Подготовка печатной формы к процессу печатания.
8.1.2.4. Установка передних и бокового упоров.
8.1.2.5. Печатание оттисков первой краски.
8.1.2.6. Печатание оттисков последующих красок.
8.2. Требования к исходным материалам.
8.2.1. Требования к качеству печатных форм.
8.2.1.1. На поверхности печатных форм не должно быть царапин, вмятин и других технических дефектов.
8.2.1.2. Формы должны быть покрыты защитным коллоидом.
8.2.1.3. Комплект форм для одной карты должен быть изготовлен на пластинах одинаковой толщины. Допустимые отклонения при толщине пластины 0,30 - 0,35 мм - ± 0,04 мм, при толщине пластин 0,5 - 0,6 мм и 0,8 мм соответственно - ± 0,05 мм и ± 0,1 мм.
8.2.1.4. На печатных формах одного листа карты размеры изображения для воспроизведения фоновых элементов должны соответствовать размерам штрихового рисунка; отклонения могут допускаться только в сторону увеличения в следующих пределах:
- для стенных учебных и подобных им карт - не более 0,3 мм;
- для настольных справочных карт и карт атласов - не более 0,2 мм;
- для карт и атласов с цветными иллюстрациями - не более 0,1 мм.
8.2.1.5. На печатных формах для многолистных карт должна быть обеспечена сводка по толщине штриховых элементов и процентному соотношению сеток. Допустимые отклонения соответственно: ± 0,05 мм и ± 2 %.
8.2.1.6. Сетки для одноименных показателей на карте (однолистной, многолистной) и в легенде должны быть идентичны по линиатуре, направлению и процентному соотношению. Допустимое отклонение по последнему показателю составляет ± 2 %.
8.2.1.7. Каждая печатная форма, предназначенная для печатания красочной пробы, должна иметь определенные контрольные элементы.
На всех печатных формах (независимо от вида) должны быть 4 креста для совмещения и шкала для инструментального контроля равномерности наката краски. Шкала располагается вдоль всего изображения по клапанной стороне листа.
Она может иметь вид полос шириной 5 мм или соответствующих квадратов. Ниже даны примеры внешнего вида шкал:
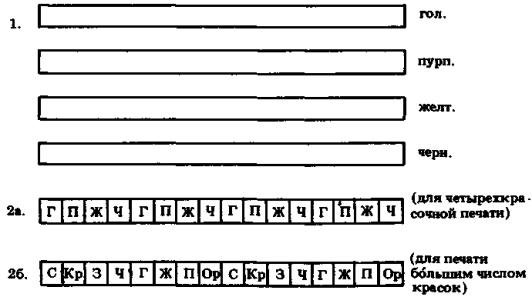
Формы, изготовленные на предварительно очувствленных пластинах, должны дополнительно содержать следующие контрольные элементы:
- шкалу оперативного контроля печатного процесса ОКП-1 (для красок триадной печати) или ОКП-3* (для красок остальных цветов);
* Описание шкал ОКП-1 и ОКП-3 дано соответственно в приложениях I и III.
- растровую шкалу визуального контроля копировального процесса РШ-Ф.
Поля 1 и 2 шкалы должны сливаться с фоном, т.е. допустима величина деформации растровых элементов изображения не более 6,6 %;
- 11-польную сенситометрическую шкалу СПШ-К.
На ее изображении должны быть воспроизведены поля с оптической плотностью 0,6 (соответствует полю № 5) и выше.
Схема расположения контрольных элементов на печатной форме представлена на рис. 8.1.
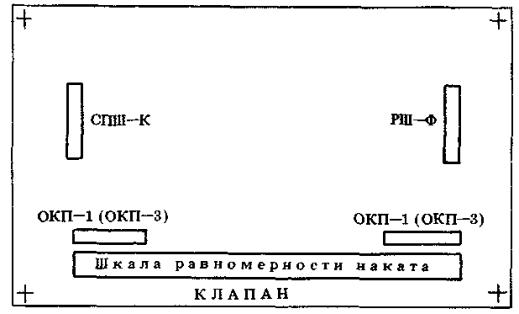
Рис. 8.1. Схема расположения контрольных элементов.
8.2.1.8. Все печатные формы должны быть отперфорированы* (при использовании на фабрике сквозной перфорации).
* Особенности перфорирования печатных форм рассматриваются в «Инструкции по копировальным процессам в картоиздании» (см. приложение XXV, п. 2.6.).
8.2.1.9. Каждая печатная форма, предназначенная для печатания красочной пробы, должна иметь сопровождающую ее качественную шкалу**, отпечатанную черной краской.
** Для печатания качественных шкал на фабрике должен быть предусмотрен отдельный пробопечатный станок.
8.2.2. Требования к бумаге.
Подготовленная для печатания бумага должна соответствовать требованиям, изложенным в разделе 6 данной инструкции.
8.2.3. Требования к печатным краскам.
Печатные краски должны соответствовать требованиям, изложенным в разделе 7 данной инструкции.
8.3. Описание технологического процесса.
8.3.1. Подготовка пробопечатного станка к работе.
Операции подготовки станка к работе выполняет пробист перед началом смены. Регулировку выполняет при изменении толщины бумаги или формы и обнаружении неполадок.
8.3.1.1. Установка декеля.***
*** О декелях см. в приложении IV данной инструкции.
Установка декеля выполняется в следующем порядке:
- предварительно проверяют состояние поверхности резинотканевых офсетных пластин и их толщину. На поверхности резинотканевых пластин не должно быть пузырей, углублений, выпуклостей, трещин, царапин и посторонних включений. Пластины должны быть обрезаны под прямым углом и иметь толщину 1,90 - 1,95 мм.
Толщину резинотканевых пластин и поддекельного материала контролируют по периметру пластины не менее, чем в трех местах по каждой стороне с помощью толщиномера под нагрузкой 1 кг/см2. Отклонения не должны превышать ± 0,025 мм.
Размеры резинотканевых пластин контролируют с помощью измерительной линейки. Допустимые отклонения - не более ± 10 мм;
- декель устанавливают на офсетном цилиндре пробопечатного станка таким образом, чтобы основа резинотканевой офсетной пластины располагалась по окружности офсетного цилиндра. Формат поддекельного материала должен быть меньше резинотканевой пластины по образующей на 40 - 50 мм, а по окружности - на 100 мм. Толщина декеля должна строго соответствовать указанной в паспорте станка;
- на кромках декеля пробивают отверстия в соответствии с расположением их на зажимных планках. Затем кромки декеля зажимают винтами в зажимных планках (заднюю кромку поддекельного материала не зажимают), вставляют зажимы планки в паз офсетного цилиндра и завертывают гайки. Проверяют поверхность декеля. Декель должен быть плотно натянут на цилиндр пробопечатного станка, на нем не должно быть складок;
- вновь установленные резинотканевые пластины пробист обкатывает на офсетном пробопечатном станке с опущенным цилиндром в течение примерно 20 минут и неоднократно подтягивает пластину динамометрическим ключом с усилием 15 - 20 кг/см.
8.3.1.2. Контроль правильности установки талеров.
Правильность установки формных и печатных талеров контролируют с помощью индикатора часового типа со щупом, смонтированного на переносном штативе, имеющем три точки опоры.
Контроль осуществляют не менее, чем в четырех точках поверхности каждого талера. Для этого индикатор сначала помещают так, чтобы щуп касался талера и индикатор указывал «О». Затем индикатор сдвигают таким образом, чтобы штатив оставался на талере, а щуп касался направляющих полозков станины. Показание индикатора в этом положении дает величину зазора между поверхностью полозков и соответствующего талера (формного или печатного).
Затем делают пробный оттиск.
В случае неудовлетворительной пропечатки (при правильной толщине декеля) увеличивают давление в полосе контакта путем подъема талеров при опущенном сначала на форму, а затем на бумагу цилиндре.
Величину подъема талеров контролируют по величине зазоров между поверхностью формы, а затем бумаги и поверхностью полозков станины описанным выше приемом.
Величина давления устанавливается в зависимости от технических характеристик используемых материалов (резины, декеля, бумаги и т.п.).
8.3.1.3*. Подготовка увлажняющего аппарата.
* Для станков с красочным аппаратом.
Заключается в следующем:
- увлажняющие и передаточные валики обтягивают трикотажными чехлами плюшевого переплетения. Рекомендуется обтянуть затем увлажняющие валики специальными защитными чехлами. При этом необходимо обратить внимание на следующее:
верхняя и нижняя покрышки должны одинаково туго обтягивать валик по всей его длине; весь валик, включая торцы, должен быть плотно обтянут покрышкой, концы покрышки закреплены на шейках валика;
- контролируют степень равномерности прижима увлажняющих валиков на нескольких участках вдоль их образующей с помощью щупа или полоской пленки толщиной 0,1 мм. При правильном прижиме щуп или полоска пленки должны вытягиваться с небольшим усилием, одинаковым вдоль образующей валиков;
- регулируют подачу увлажняющего раствора дукторным валом таким образом, чтобы увлажнение печатной формы было равномерным и минимальным. Количество раствора в корыте увлажняющего аппарата должно быть таково, чтобы обеспечивать постоянное смачивание всей поверхности дукторного вала.
8.3.1.4*. Подготовка красочного аппарата.
* Для станков с красочным аппаратом.
Выполняется в следующем порядке:
- регулируют положение красочных валиков с помощью регулировочных винтов таким образом, чтобы валики равномерно по всей их длине касались печатной формы. Степень прижима накатных красочных валиков контролируют путем измерения следа краски на форме от контакта валиков с формой, который должен быть равным 5 - 6 мм, а также щупом толщиной 0,1 мм, который должен вытягиваться с небольшим усилием. Полосы следа краски в полосе контакта получают, опуская накатные валики с краской на форму, покрытую защитным коллоидом;
- регулируют регулировочными винтами положение раскатного вала, раскатного цилиндра и передаточного валика по отношению к передаточным цилиндрам таким образом, чтобы касание валиков по их образующей было равномерным;
- контролируют степень и равномерность прижима красочных валиков между собой с помощью щупа или полоски пленки толщиной 0,1 мм. Они должны вытягиваться с небольшим усилием, одинаковым вдоль образующей валика;
- регулируют положение ножа красочного аппарата винтами для крепления ножа. Расстояние между острием ножа и поверхностью дукторного вала должно быть равно 0,1 мм. Зазор проверяют с помощью щупа. С помощью регулировочных винтов добиваются равномерного распределения краски по дукторному валу;
- правильность регулировки красочного аппарата контролируют по истечении 2 - 3 минут после его включения по равномерности распределения краски на валиках и в дальнейшем по специальным шкалам на оттиске (см. п. 8.2.1.7). При этом с помощью регулировочных винтов изменяют толщину красочного слоя на поверхности дукторного вала, добиваясь, чтобы оптические плотности плашек первичных цветов при триадной печати соответствовали утвержденным нормам (см. табл. 8.1), а прочих красок - соответствовали красочному оригиналу.
Общее количество подаваемой краски регулируют изменением угла поворота дукторного вала.
8.3.1.5**. Подготовка системы термостатирования.
** Для станков с системой термостатирования.
Система термостатирования призвана обеспечить такие условия проведения процесса пробной печати, при которых не происходило бы ни испарения влаги, ни ее конденсации на форме.
Температуру формы необходимо поддерживать такой, чтобы воздух над ее поверхностью имел температуру точки росы, т.е. был бы полностью насыщен влагой. В этом случае влага с поверхности формы не будет испаряться. Температуру формы, которую необходимо поддерживать, пробист определяет при помощи номограммы (рис. 8.2). Для этого предварительно определяются температура окружающей среды (tср.) по показаниям термометра и влажность воздуха (φ) с помощью психрометра или гигрометра.
Таблица 8.1
Денситометрические нормы печатания
|
Зональные плотности отражения однокрасочных плашек (денситометрические нормы печатания) |
||||||||||||||||||||||||
|
Картографическая триада |
Единая европейская триада |
|||||||||||||||||||||||
|
краски серии 2558 |
краски серии 2514 |
краски серии 2513С |
||||||||||||||||||||||
|
-37 Голубая (Дкр) |
-22 Пурпур. (Дзел) |
-51 Желтая (Дсин) |
-331 Голубая (Дкр) |
-231 Пурпур. (Дзел) |
-531 Желтая (Дсин) |
-01 Черная (Дв) |
-331 Голубая (Дкр) |
-231 Пурпур. (Дзел) |
-531 Желтая (Дсин) |
-01 Черная (Дв) |
||||||||||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|||
|
Бумага картографическая глазированная финская |
0,65 |
0,60 |
0,71 |
0,66 |
0,72 |
0,67 |
1,10 |
0,96 |
1,02 |
0,90 |
1,03 |
0,91 |
1,15 |
1,00 |
1,15 |
1,01 |
1,06 |
0,93 |
1,08 |
0,96 |
1,15 |
1,00 |
||
Примечания. 1. Графа 1 - плотности, полученные на оттиске непосредственно после печати («по-сырому»).
2. Графа 2 - плотности, полученные на высушенном оттиске («по-сухому»).
3. Допустимые отклонения зональных плотностей отражения от установленных денситометрических норм для цветных красок картографической триады ΔД = ± 0,04, для цветных красок единой европейской триады ΔД = ± 0,05, для черных красок ΔД = ± 0,10.
4. Нормы печатания справедливы при измерении с помощью денситометров типа ДОН Старорусского опытно-экспериментального производства ВНИИ полиграфии. Рабочие денситометры на каждом предприятии следует откалибровать с помощью эталонных денситометров отражения путем сличения показаний при измерении компараторных средств, представляющих собой набор цветных плашек первичных цветов триадного синтеза и многоступенчатых фотографических нейтральных шкал.
Рис. 8.2. Номограмма для определения температуры формы по показаниям температуры и влажности воздуха.
На номограмме по оси абсцисс отложена температура окружающей среды (tср.), а по оси ординат - искомая температура формы (tф.). Каждой линии на номограмме соответствует определенная влажность воздуха (φ). Из точки на оси абсцисс, показывающей температуру воздуха, восстанавливают перпендикуляр до пересечения с линией, соответствующей влажности воздуха. Из точки пересечения проводят прямую, параллельную оси абсцисс, до пересечения с осью ординат и находят температуру формы. Например, если tср. = 20 °С и j = 50 %, то tф. = 9 °С.
Систему охлаждения пробист включает в соответствии с техническим паспортом на станок.
8.3.2. Изготовление пробных оттисков.
8.3.2.1. Приладка печатной формы первой краски.
Работа с использованием отперфорированных печатных форм.
Применение отперфорированных печатных форм обеспечивает быструю их приладку на пробопечатном станке, улучшает совмещение оттисков.
Работа на офсетном станке по штифтам имеет ряд особенностей:
- на приладочной планке станка устанавливают два штифта на расстоянии 120 и 620 мм от правой стороны формного талера. Штифты имеют круглую форму, не «утапливаются», а находятся выше поверхности талера на 1 мм (при наличии двух и более пробопечатных станков положение штифтов на приладочных планках станков должно быть согласовано и не отличаться более, чем на ± 0,2 мм);
- в процессе печатания с использованием штифтов допускается применение на печатном талере только бокового упора;
- формы на станок помещают непосредственно по штифтам сквозной перфорации и закрепляют.
Работа с использованием неотперфорированных печатных форм.
Форму устанавливают на печатном талере и зажимают. При этом на полоске бумаги отмечают карандашом расстояние от ближайшего правого угла внутренней рамки изображения на форме до бокового края талера и указывают на ней название карты, номер листа и т.п.
Эта полоска хранится вместе с оттисками красочной пробы в течение ее печати и используется при повторной печати.
8.3.2.2. Подготовка краски.
Для печати красочной пробы используют как цельные, так и смесевые (составные) краски.
Цельные краски готовы к употреблению и обычно не требуют корректировки печатно-технических свойств.
Смесевые краски, как правило, готовят в колористическом отделении* на основании образцов и шкал для печати. Пробист может только немного изменить печатно-технические свойства краски добавлением олифы, разбавителя, паст.
* При отсутствии на предприятии колористического отделения смесевую краску для печатания красочной пробы готовит пробист, руководствуясь изложенным в п.п. 7.4.2 - 7.4.3 данной инструкции.
8.3.2.3. Подготовка печатной формы к процессу печатания.
Подготовка печатной формы заключается в удалении с нее защитного покрытия и черной печатной краски; увлажнении и нанесении (вручную или механическим путем в зависимости от типа применяемого офсетного пробопечатного станка) требуемой цветной печатной краски.
Никакая доработка печатной формы на станке не допускается: печатник должен получать из копировального отделения печатную форму, соответствующую всем предъявляемым к ней требованиям (см. п. 8.2.1), и сопровождающую ее качественную шкалу.
Примечание. Процессы отделки печатных форм, изготовляемых различными способами, подробно изложены в «Инструкции по копировальным процессам в картоиздании» /43/.
8.3.2.4. Установка передних и бокового упоров.
Правильность установки передних и бокового упоров на печатном талере контролируют по контрольным оттискам.
Передние и боковой упоры устанавливают в соответствии с расположением печатной формы так, чтобы изображение располагалось по центру бумажного листа.
8.3.2.5. Печатание оттисков первой краски.
Работа выполняется в следующей последовательности:
- после подготовки печатной формы на печатный талер кладут соответствующий лист бумаги, закрепляя его в клапанах;
- печатную форму при необходимости закрывают чистым листом бумаги;
- пускают станок; и, когда цилиндр дойдет до крайнего переднего положения, снимают с печатной формы закрывающий ее лист бумаги и осуществляют печатание требуемой краской.
Полученный оттиск внимательно осматривают, проверяя правильность расположения рисунка и его полиграфическое качество.
Если рисунок расположен неверно, лист бумаги сдвигают в нужном направлении и процесс печатания повторяют*.
Если рисунок расположен правильно, подводят передние и боковой упоры печатного талера точно к соответствующим кромкам бумажного листа и закрепляют их*.
* При использовании сквозной перфорации указанные операции не требуются.
Далее печатник осуществляет оценку качества процесса печатания:
- по шкале равномерности наката краски производит измерения зональных оптических плотностей с помощью денситометра, работающего в отраженном свете, в 5 - 6-ти ее точках вдоль клапана. Расхождения плотностей не должны превышать ± 0,05.
При этом зональные оптические плотности следует измерять за светофильтром, дополнительным цвету краски или ее составляющей (см. таблицу 8.2);
Таблица 8.2
|
Цвет светофильтра |
Цвет краски |
Цвет светофильтра |
|
|
голубой |
красный |
оранжевый |
син. или зелен. |
|
желтый |
синий |
оливковый |
син. или зелен. |
|
синий |
красный |
розовый (тепл.) |
зеленый |
|
красный |
син. или зелен. |
черный |
фильтр видности |
|
сине-зелен. |
красный |
бежевый |
син. или зелен. |
|
желто-зелен. |
синий |
|
|
- при печатании триадными красками зональные оптические плотности должны соответствовать значениям, указанным в таблице 8.1. Они могут быть определены не только по шкале равномерности наката, но и по шкале ОКП-1. Порядок печати триадными красками: голубая, пурпурная, желтая, черная;
- при печатании нетриадными красками печатник визуально определяет соответствие плотностей плашек шкалы ОКП-3 эталону или другому образцу, прилагаемому к технологическому плану издания карты.
Значения плотностей записываются на оттиске непосредственно под плашкой соответствующего цвета.
Контроль остальных характеристик печатного процесса (растаскивание элементов, скольжение и т.д.) осуществляют визуально по шкалам ОКП-1 или ОКП-3 в соответствии с изложенным в приложениях I, III.
Если в результате проведенного контроля оттиск удовлетворяет предъявляемым к нему требованиям (см. раздел 8.4), он считается первым отпечатанным оттиском данного элемента.
Далее печатают оттиски в количестве, определяемом техническим редактором, проводя каждый раз указанные выше измерения зональных оптических плотностей.
По завершении работы с первой краской пробист тщательно смывает резинотканевую пластину и красочный аппарат (рецепт № 6).
Примечание. Если требуется сохранить форму после окончания печатания, пробист должен смыть краску с формы раствором для смывки формы, закатать краской № 4000-02 и покрыть тонким слоем декстрина или другого коллоида, предназначенного для этих целей.
8.3.2.6. Печатание оттисков последующих красок.
Приладку и подготовку печатных форм последующих элементов на формном талере выполняют по аналогии с печатной формой первого элемента.
Форму (в случае применения сквозной перфорации) укладывают непосредственно по штифтам и закрепляют.
В случае отсутствия на форме перфорационных отверстий работа заключается в следующем:
- перед закреплением печатной формы в зажимных планках проверяют ее расположение в соответствии с меткой, сделанной при приладке первой формы (см. п. 8.3.2.1);
- с каждой последующей формы получают оттиск на чистом листе полиэфирной пленки, закрепленном на печатном талере. Затем на него накладывают оттиск с ранее отпечатанной краской и совмещают их друг с другом по крестам-меткам. По этому оттиску устанавливают передние и боковой упоры.
Далее нижний оттиск убирают, первый оттиск укладывают по упорам и впечатывают в него вторую краску. По этому оттиску окончательно прилаживают передние и боковой упоры. Совмещение проверяют по обрезным крестам печатного листа;
- после приладки печатной формы печатают оттиск требуемой краски, по которому в соответствии с изложенным в п. 8.3.2.5 осуществляют оценку процесса печатания.
После того, как отпечатан последний оттиск данного элемента, печатают цветные шкалы (в том числе для получения оттисков последовательного совмещения), которые предназначены в помощь печатнику при печатании тиража. На них должны быть обязательно подписаны значения зональных оптических плотностей, замеренных непосредственно после печати («по-сырому»).
Далее рассмотренным выше способом печатают все элементы красочной пробы в соответствии с порядком наложения красок, указанным в технологическом плане издания данной карты (см. приложение V).
Целесообразно на каждый лист печатать не более две краски в день.
После окончания смены пробист тщательно смывает офсетную резинотканевую пластину и красочный аппарат.
Особенности печатания красочной пробы многолистных карт.
Для выполнения требований, предъявляемых к красочной пробе многолистной карты (см. п. 8.4.2), печатание следует осуществлять с соблюдением следующих правил:
- краску, если она составная, необходимо готовить в таком количестве, чтобы ее хватило на печатание всех листов, составляющих карту, в нужном количестве экземпляров;
- печатание каждой краской проводить подряд на всех листах (или серии листов), составляющих карту. Не следует приступать к печатанию нового элемента до тех пор, пока предыдущий не будет отпечатан полностью на всех листах;
- при печатании одного и того же элемента на разных листах карты не допускается разрыв во времени более, чем 2 - 3 суток.
8.4. Требования к качеству пробных оттисков. Способы контроля.
8.4.1. Требования к штриховой пробе.
8.4.1.1. Размеры изображения на оттиске должны соответствовать размерам его на печатной форме.
Допустимые отклонения: ± 0,2 мм - по сторонам, ± 0,3 мм - по диагоналям изображения.
Контроль осуществляют с помощью линейки с ценой деления не более 0,2 мм и оптическими окулярами (КЛ).
8.4.1.2. Содержание штриховой пробы должно полностью соответствовать издательским оригиналам.
8.4.1.3. Штриховая проба должна быть отпечатана с учетом следующих требований:
- изображение с одного штрихового оригинала должно быть отпечатано одной краской;
- все штриховые элементы должны быть отпечатаны полностью без пропусков;
- штриховые элементы должны быть отпечатаны красками цветов, указанных в технологическом плане издания карты;
- совмещение штриховых элементов друг с другом должно быть точным.
Допускаются отклонения; не более 0,3 мм для учебных карт и 0,2 мм - для справочных карт и атласов.
8.4.1.4. Изображение на штриховой пробе должно быть четким, с резкими нераздавленными краями, без серых и разорванных мест.
8.4.1.5. На штриховой пробе не должно быть грязи, пятен и других дефектов.
Соответствие п.п. 8.4.1.2 - 8.4.1.5 проверяют визуально и с помощью измерительной лупы.
8.4.2. Требования к красочной пробе.
8.4.2.1. На красочной пробе должны быть контрольные шкалы в соответствии с изложенным в п. 8.2.1.7.
8.4.2.2. К штриховым элементам красочной пробы предъявляются те же требования, что и к штриховой пробе (см. п. 8.4.1).
8.4.2.3. При печатании красочной пробы должны использоваться те же краски и бумага, что и при печатании тиража.
8.4.2.4. Фоновые элементы красочной пробы должны точно соответствовать красочному оригиналу или другому образцу. Контроль осуществляют визуально или с помощью денситометра по контрольным элементам шкалы ОКП-1 или ОКП-3.
8.4.2.5. фоновые элементы должны быть отпечатаны с учетом следующих требований:
- фоновые площади должны точно доходить до штриховых элементов, являющихся их границами, и хорошо совмещаться с ними. Допускаются несовмещения не более 0,3 мм для учебных и 0,2 мм - для справочных карт и атласов при условии, что они не искажают содержания карты и не ухудшают ее читаемости. Для карт и атласов с цветными иллюстрациями допуск составляет не более 0,1 мм;
- вся фоновая окраска должна быть воспроизведена полностью, без пропусков;
- направление сеток и их процентное соотношение должны соответствовать заданным;
- полиграфическое качество фоновых элементов должно быть высоким: заливки должны быть отпечатаны плотно, без просветов; сетки должны быть четкими, с резкими нераздавленными краями.
8.4.2.6. На красочной пробе не должно быть грязи, пятен и других дефектов.
Соответствие п.п. 8.4.2.5 - 8.4.2.6 определяют визуально и с помощью измерительной лупы.
8.4.2.7. Красочная проба многолистной карты должна отвечать дополнительным требованиям:
- одноименные элементы содержания как штриховые, так и фоновые, на всех листах, составляющих карту, не должны различаться ни по оттенку краски, ни по ее насыщенности;
- по сторонам, являющимся сводными, должно обеспечиваться при соединении сводных листов точное совпадение элементов, как по положению, так и по оттенку, и интенсивности печати.
Положение элементов контролируют визуально и с помощью измерительной лупы; оттенок и интенсивность - с помощью денситометра измерением за тремя светофильтрами. Допустимые отклонения составляют ± 0,05 мм и ± 0,05.
8.4.3. Требования к цветным шкалам.
8.4.3.1. Цветные шкалы готовят со всех печатных форм, содержащих изображения слайдов, других цветных иллюстраций, а также при печатании карт, имеющих сплошную отмывку.
8.4.3.2. Цветные шкалы должны быть отпечатаны непосредственно после рабочих оттисков и иметь одинаковую с ними величину оптической плотности в соответствии с данными табл. 8.1.
Измерения проводят с помощью денситометра, работающего в отраженном свете, сразу же после печатания («по-сырому»). Величины плотностей обязательно должны быть указаны на оттиске (под шкалой ОКП-1 или ОКП-3 или под шкалой равномерности наката).
8.4.3.3. Печатная краска на цветных шкалах должна быть чистой, изображение хорошо пропечатано, без грязи и т.п. дефектов.
8.4.4. Требования к оттискам последовательного совмещения.
8.4.4.1. Оттиски последовательного совмещения готовят вместе с цветными шкалами для слайдов, других цветных иллюстраций и живописных карт, печатаемых триадой, а также при печатании карт, имеющих сплошную отмывку. Оттиски последовательного совмещения являются обязательным вспомогательным материалом при печатании тиража карт.
К ним предъявляются те же требования, что и к цветным шкалам (см. п. 8.4.3).
8.4.4.2. Для карт, издаваемых с помощью триадных печатных красок, должны быть изготовлены следующие оттиски последовательного совмещения: голубая + пурпурная; голубая + пурпурная + желтая.
Для карт с использованием сплошной отмывки оттиском последовательного совмещения является оттиск без отмывки.
8.5. Возможные неполадки при печатании пробных оттисков, их причины и методы устранения.
|
Причины возникновения |
Методы устранения |
|
|
1 |
2 |
3 |
|
Несовмещение красок на многокрасочном оттиске. |
1. Слабо натянута резинотканевая пластина. |
Подтянуть резинотканевую пластину. |
|
2. Плохо закреплена форма. |
Проверить закрепление формы. |
|
|
3. Плохо закреплена бумага клапанами. |
Проверить силу прижима клапанов. |
|
|
4. Деформация бумаги. |
Использовать в работе акклиматизированную бумагу. |
|
|
Недостаточно четко пропечатаны элементы изображения. |
1. Недостаточное давление между офсетным цилиндром и формным или печатным талером. |
Увеличить давление между офсетным цилиндром и тем или другим талером. |
|
2. Слишком густая краска. |
Снизить вязкость краски пастой или разбавителем. |
|
|
3. Дефекты на форме. |
Заменить форму. |
|
|
4. Резинотканевая пластина плохо воспринимает краску из-за ее старения. |
Заменить резинотканевую пластину. |
|
|
Выщипывание поверхности бумаги при печатании. |
1. Повышенная липкость краски. |
Снизить липкость краски введением добавок. |
|
2. Большие интервалы между накатом краски и печатанием. |
Повысить скорость печатания. |
|
|
3. Низкая прочность поверхности бумаги. |
Заменить бумагу. |
|
|
Разнооттеночность печати. |
1. Неравномерная подача краски. |
Отрегулировать подачу краски. |
|
2. Высыхание краски на резинотканевой пластине из-за неодинаковой скорости печатания. |
Интервалы между получением каждого оттиска должны быть одинаковыми. |
|
|
Пробельные элементы «тенят» (особенно в темных участках изображения). |
1. Жидкая краска. |
Печатать краской необходимой консистенции. |
|
2. Большая толщина слоя краски на форме. |
Проверить оптическую плотность оттисков (см. табл. 7.1). |
|
|
3. Эмульгирование краски в процессе печатания. |
Скатать краску с накатных валиков и уменьшить подачу увлажняющего раствора. |
|
|
4. Недостаточная подача влаги. |
Увеличить подачу увлажняющего раствора. |
|
|
Ранее отпечатанная краска переходит с оттиска на резинотканевую пластину. |
Недостаточное закрепление краски на оттиске. |
Добавить сиккатив или увеличить время высыхания краски на оттиске. |
|
Смазывание краски на форме. |
Проскальзывает валик при накатывании краски на форму. |
Валик обработать на токарном станке. |
|
В процессе печатания продавливается форма и резинотканевая пластина на отдельных участках. |
На обороте формной пластины наличие засохшего коллоида или других твердых частиц. |
Очистить оборотную сторону пластины. |
|
Недостаточная насыщенность краски на оттиске. |
1. Излишняя подача увлажняющего раствора. |
Уменьшить подачу влаги. |
|
|
2. Недостаточная подача краски на форму. |
Увеличить подачу краски. |
|
Растаскивание элементов изображения выше нормы (усиление изображения). |
1. Завышено давление в печатной паре. |
Снизить давление. |
|
2. Большая толщина красочного слоя на форме. |
Уменьшить подачу краски. |
|
|
«Полошение» оттисков. |
1. Низкая вязкость краски. |
Заменить краску. |
|
2. Низко установлены накатные красочные валики. |
Отрегулировать положение накатных красочных валиков. |
|
|
3. Высоко установлены увлажняющие валики. |
Отрегулировать положение увлажняющих валиков. |
|
|
4. Наличие неровностей на форме. |
Выровнять неровности на форме. |
|
|
Несоответствие размеров изображения на оттиске и форме. |
1. Завышено давление. |
Отрегулировал давление (проверить правильность установки зазоров) |
|
2. Разный уровень установки формного и печатного талеров. |
Отрегулировать формный и печатный талеры. |
|
|
Размеры рисунка искажены по диагонали. |
Перекос печатного талера. |
Проверить правильность установки печатного талера. |
|
Сдвоенное изображение. |
1. Плохое закрепление печатной формы. |
Проверить закрепление формы. |
|
2. Слабо натянута резинотканевая пластина. |
Подтянуть резинотканевую пластину. |
|
|
3. Перекос формного или печатного талеров. |
Проверить правильность установки формного и печатного талеров. |
|
|
Неравномерная пропечатка изображения. |
1. Неотрегулированное давление между цилиндром и талером. |
Отрегулировать давление. |
|
2. Неравномерное распределение краски в красочном аппарате. |
Отрегулировать подачу краски. |
|
|
3. Некачественная печатная форма. |
Заменить форму. |
9. ПОДГОТОВКА К ПЕЧАТАНИЮ И ПЕЧАТАНИЕ НА ЛИСТОВЫХ ОФСЕТНЫХ МАШИНАХ
Назначение процесса печатания состоит в осуществлении последовательного наложения красок на бумагу и получении готовых тиражей карт и атласов.
В картоиздании при выпуске многокрасочной продукции используются листовые офсетные машины.
Печатную машину обслуживает бригада печатников, состоящая из 2 - 4 человек в зависимости от типа машины.
Для поддержания машин в хорошем техническом состоянии на предприятии должно быть организовано систематическое наблюдение за правильностью работы всех ее механизмов со стороны печатной бригады, механиков-наладчиков, электриков, мастеров печатного цеха и работников ОГМ. Должны строго соблюдаться правила эксплуатации и обслуживания машин в соответствии с «Положением о планово-предупредительном ремонте оборудования».
Контроль работы машины по ОСТ 29.70-81 «Методы проверки офсетных листовых машин по технологическим показателям» проводят при приемке машины в эксплуатацию и в случаях, определяемых администрацией предприятия.
9.1. Общая структура технологического процесса.
9.1.1. Подготовка офсетной машины к печатанию.
9.1.1.1. Приемка машины в начале смены.
9.1.1.2. Подготовка бумагопроводящей системы.
9.1.1.3. Подготовка печатного аппарата.
9.1.1.4. Подготовка увлажняющего аппарата.
9.1.1.5 Подготовка красочного аппарата.
9.1.2. Печатание контрольных оттисков и тиража.
9.1.2.1. Пуск машины и окончательная регулировка увлажнения и подачи краски.
9.1.2.2. Подпись листа к печати.
9.1.2.3. Наблюдение за процессом печатания.
9.1.2.4. Наблюдение за техническим состоянием машины.
9.1.2.5. Уборка машины и сдача смены.
9.2. Требования к исходным материалам.
9.2.1. Требования к бумаге.
Подготовленная для печатания бумага должна соответствовать требованиям, изложенным в разделе 6 данной инструкции.
9.2.2. Требования к печатным краскам.
Печатные краски должны соответствовать требованиям, изложенным в разделе 7 данной инструкции.
9.2.3. Требования к качеству тиражных печатных форм.
Требования, предъявляемые к качеству тиражных печатных форм, соответствуют изложенному в п. 8.2.1 данной инструкции. Дополнительно следует учитывать следующее.
9.2.3.1. В целях экономного использования бумаги вместо шкалы ОКП-1 может быть использована шкала оперативного контроля офсетной тиражной печати ОКП-2. Схема расположения контрольных элементов на тиражной печатной форме представлена на рис. 9.1.
Рис. 9.1. Схема расположения контрольных элементов на тиражной печатной форме.
9.2.3.2. На изображении шкалы СПШ-К должны быть воспроизведены поля с оптической плотностью 0,9 (соответствует полю № 6) и выше.
9.2.4. Требования к образцам (эталонам) для печати.
9.2.4.1. Эталоном для печати обычно служит один из лучших оттисков красочной пробы, полностью отвечающий требованиям, указанным в п. 8.4.2 данной инструкции.
9.2.4.2. В отдельных случаях к образцу для печати должны быть приложены следующие материалы:
- совмещенный оттиск лица с оборотом;
- цветные шкалы и оттиски последовательного совмещения (для карт, содержащих изображения слайдов, других цветных иллюстраций или имеющих сплошную отмывку);
- оттиски штриховых проб на национальных языках с указанием названия языка;
- подписные тиражные листы предыдущего запуска для сравнения.
9.2.4.3. Все образцы для печати должны быть подписаны техническим редактором.
9.3. Описание технологического процесса.
9.3.1. Подготовка офсетной машины к печатанию.
9.3.1.1. Приемка машины в начале смены:
- печатная бригада должна явиться за 10 - 15 минут до начала работы, надеть спецодежду и принять машину от предыдущей смены. Печатник проверяет исправность машины, наличие приспособлений, инструментов и инвентаря, знакомится с записями в журнале передачи смен (неполадки, имевшие место в работе предыдущей смены) и просматривает последний тиражный оттиск, определяя качество форм. Помощник печатника проверяет наличие бумаги (или размещение стеллажей с продукцией), качество зарядки самонакладчика и исправность его механизмов. Приемщик проверяет исправность механизмов самоприемки. Приемка машины оформляется соответствующей записью в журнале;
- печатник получает от мастера печатного цеха задание на смену, знакомится с предстоящей работой и доводит задание до сведения членов бригады;
- приемщик получает необходимые смывочные, смазочные и обтирочные материалы, помощник печатника - рабочие растворы, печатник - краски и образцы для печати;
- перед подготовкой машины к работе проводят ее смазку. Печатные бригады должны хорошо знать все узлы машины, которые смазывают вручную, и строго соблюдать установленный порядок и периодичность смазки. Необходимо все смазочные отверстия маркировать красной краской, а около машины вывешивать карты ручной смазки.
Перед смазкой тщательно протирают и прочищают смазочные отверстия. Смазочные материалы подают в отверстия из масленок, шприцев и тавотниц. Излишки смазочных материалов после смазки удаляют чистыми тряпками, чтобы не загрязнять машину и продукцию.
Через три месяца после монтажа или капитального ремонта машины, а затем ежегодно проводят полную замену масла в смазочной системе с промывкой ее керосином.
9.3.1.2. Подготовка бумагопроводящей системы.
Установка переднего и бокового упоров, приклонов и направляющих перьев.
Проверяют и устанавливают передние упоры со стороны переднего стола машины. Для этого откидывают подвижную часть накладной доски самонаклада и кнопкой переднего хода подают машину толчками, пока упоры не займут исходное (верхнее) положение.
Заправляют приладочный лист бумаги (для установки механизмов переднего стола), сфальцованный по длинной стороне, передней кромкой под направляющие перья и приклоны, приводят его к передним упорам и размещают так, чтобы кромка легла на них, а середина листа совпала с центром стола машины. Устанавливают упоры, чтобы они находились от боковых кромок на расстоянии 1/4 длины передней кромки листа. Для этого подают машину (нажимом на кнопку) толчками вперед до тех пор, пока не откроются и не приподнимутся над столом передние упоры, ослабляют стопорные винты, перемещают каждый упор в отдельности вдоль вала и устанавливают в прорези переднего стола машины. Упоры устанавливают по формату, закрепляют их на валу стопорными винтами. Упоры при этом не должны задевать за передний стол машины. Величина захвата кромки листа должна быть одинаковой по всей его ширине и составлять 6 - 8 мм.
Перемещая боковой упор вала (после ослабления стопорного винта), ставят его параллельно боковой кромке листа под углом 90° к линии расположения передних упоров. При этом передняя кромка листа при подходе к упорам должна находиться в 6 - 8 мм от упорной пластины. Закрепляют упор стопорным винтом и устанавливают направляющий козырек бокового упора. Для этого ослабляют контргайки и завинчиванием регулировочных винтов поднимают козырек. Затем подкладывают под козырек четыре полоски бумаги и опускают его: если три полоски проходят свободно, а четыре - с затруднением, установка козырька считается правильной. Отрегулированное положение козырька фиксируют контргайками.
Далее устанавливают приклоны и направляющие перья, вращая цилиндры толчками вперед, пока ролик механизма приклонов не сойдет с эксцентрика на передаточном барабане. Ослабляют стопорные винты всех приклонов и, перемещая приклоны вдоль вала, устанавливают их над прорезями приемного стола. Прижимают плотно каждый приклон к столу и закрепляют. Затем завертывают упорный винт на рычаге вала приклонов, пока под ними свободно не пройдут два листа бумаги. Устанавливают на всем протяжении листа направляющие перья, причем те, которые находятся в последнем ряду, - напротив (сзади) каждого переднего упора в 2 - 3 мм над столом - и закрепляют их.
Устанавливают на место откидную часть накладной доски и переходят к зарядке самонаклада бумагой.
Зарядка стапельного стола бумагой.
На подвесной стапельный стол самонаклада укладывают небольшую стопку бумаги для приладки печатных форм и наладки машины (заготовку полного стапеля бумаги выполняют на запасном столе во время приладки форм), предварительно столкнув ее по двум сторонам. При этом передний край стопы должен вплотную подходить к направляющим планкам, а боковой - к угольнику.
Затем придвигают задние и боковые направляющие (ограничители) к кромкам листа и устанавливают с зазором 1 мм от края бумаги во избежание зажима стопы ограничителем. Поднимают стапельный стол до легкого касания верхними листами стапеля задних присосов головки самонаклада, установленных в крайнее нижнее положение.
Установка головки самонаклада.
Ослабляют стопорный винт корпуса головки и смещают головку назад или вперед, пока задние ограничительные пластинки не окажутся у задней кромки стапеля бумаги. При установке передних присосов по формату бумаги ослабляют стопорные винты и сдвигают рычаги присосов вдоль соответствующих осей, пока передние присосы не расположатся на расстоянии 1/4 ширины стопы от соответствующего бокового края. Достигнутое положение присосов фиксируют стопорными винтами. Передние присосы устанавливают под одним углом и на одном уровне по отношению к верхнему листу бумаги. При опускании присосы должны находиться в 5 - 6 мм от поверхности бумаги и быть на 10 - 12 мм выше задних присосов.
Задние присосы устанавливают на расстоянии 8 - 10 мм от задней кромки верхнего листа бумаги так, чтобы средняя линия листа проходила посредине между двумя задними присосами.
Установка роликов приемного вала, дисков электрощупа двойного листа и роликов транспортера самонаклада.
Ролики приемного вала устанавливают на одной линии с передними присосами на расстоянии 1/4 ширины листа от его соответствующей боковой кромки. Затем ролики регулируют так, чтобы они опускались одновременно и давление их на приемный вал было одинаковым. Это достигается с помощью регулировочных винтов, расположенных на кронштейнах резиновых валиков.
Устанавливают механизм электрощупа над приемным валом транспортера на высоте двух листов бумаги: если пройдет более двух листов, щуп приведет в действие систему выключения натиска.
Далее устанавливают ролики транспортера, чтобы они равномерно прижимали каждый лист бумаги к ведущим лентам тесемочного транспортера. Для этого на накладном столе самонаклада устанавливают по формату бумаги четыре пары роликов (рядами на соответствующих лентах): переднюю пару так, чтобы место соприкосновения ролика с тесьмой отстояло на 2 - 3 мм от задней кромки листа, лежащего на передних упорах. При большом формате бумаги у задней кромки листа следует установить четыре ролика (добавочную пару на средних лентах).
Чтобы лист не отскакивал, на крайних лентах тесемочного транспортера устанавливают прижимные шарики и круглые волосяные щеточки; они должны ложиться на бумагу в 10 - 15 см от передних роликов в сторону передних упоров (над тесьмой).
Шарики или щеточки, подводящие лист к передним упорам и фиксирующие его положение, должны быть установлены на одной линии с передними упорами или между ними и легко касаться листа. Ведущие ленты должны быть одинаковой длины и иметь фрикционное сцепление с ведущим валом. Натяжение лент регулируют с помощью пружин, расположенных под накладным столом, или рычагов с натяжными роликами.
Установка приемки по формату бумаги.
Вакуумную трубу вместе с задними сталкивателями устанавливают по формату бумаги в 1 мм от задней кромки листа. Боковые сталкиватели устанавливают в момент их наибольшего сближения у соответствующих боковых кромок листа, выведенных на приемный стол.
Опускание приемного стола за каждый рабочий цикл регулируется углом поворота храповика в зависимости от толщины бумаги.
9.3.1.3. Подготовка печатного аппарата.
Подготавливать к работе печатный аппарат следует в соответствии с рекомендациями, изложенными в паспорте данной машины. В связи с этим, печатник должен обязательно иметь паспорт на машину или выписку из него, где указаны: толщина формы, декеля, величина зазора между офсетным и формным цилиндрами, величина зазора между офсетным и печатным цилиндрами; зазоры при печатании на бумаге различной толщины; таблицы, в которых указаны параметры по установке и регулированию захватов на форгрейферах, печатных и передаточных цилиндрах.
Выписка из паспорта машины должна быть написана четко, и находиться на видном месте около машины (на стене или в ящике рабочего стола печатника).
Установка декелей на офсетные цилиндры.
Декель офсетного цилиндра состоит из резинотканевой офсетной пластины и поддекельного материала или двух резинотканевых пластин (см. приложение IV). Толщину декеля печатник измеряет толщиномером или микрометром. Если она окажется меньше паспортной величины, печатник добавляет в декель калиброванные по толщине листы бумаги или лавсановой пленки. Направление основы резинотканевой пластины должно располагаться по окружности цилиндра. Поддекельная пластина должна быть на 2 - 3 см уже верхней пластины по образующей цилиндра и на 15 - 20 см короче ее длины. При необходимости края резинотканевой пластины печатник или помощник печатника обрезает строго по угольнику. Вдоль переднего и заднего краев параллельно кромкам пластины помощник печатника пробивает отверстия соответственно отверстиям на зажимных планках. На поддекельном материале отверстия пробивают только с одной стороны.
При печатании (особенно на мелованной бумаге) лучше использовать полужесткий декель (две резинотканевые пластины или поддекельный резинотканевый материал и резинотканевая пластина).
Перед установкой в машину новой резинотканевой пластины ее лицевую сторону промывают горячей водой, протирают бензином и припудривают тальком. Далее заключают (вне машины) декель в планки: в передней закрепляют резинотканевую пластину и поддекельный материал (по направлению вращения цилиндра), а в задней - только резинотканевую пластину; закрепляют зажимную планку вместе с декелем на офсетном цилиндре со стороны клапана и подают толчками машину вперед, пока задняя штанга не установится в удобное для закрепления положение. При этом необходимо следить, чтобы на резинотканевой пластине и в поддекельном материале не образовалось складок, а резинотканевая пластина одинаково отстояла от контрольных колец и полностью закрывала поддекельный материал.
Далее устанавливают зажимную планку на задней штанге офсетного цилиндра, протирают насухо промасленной тряпкой цилиндр и поворотом штанг натягивают декель, пока задний край резиновой пластины не станет упругим.
Печатник затягивает декель с помощью динамометрического ключа с усилием 150 - 200 Н/см (15 - 20 кгс/см) и обкатывает его при печатании на макулатуре в течение 5 - 10 минут, вновь подтягивая.
Зазоры между контрольными кольцами цилиндров с обеих сторон машины должны быть равны; значения их указаны в паспорте каждой машины. Печатник или слесарь-наладчик проверяют зазоры щупом.
Удельное давление при печатании печатник определяет по деформации сжатия декеля.
Для полужесткого декеля (две резинотканевые пластины) сжатие должно составлять:
между офсетным и формным цилиндрами - 0,15 - 0,20 мм;
между офсетным и печатным цилиндрами - 0,20 - 0,25 мм.
Деформацию сжатия декеля печатник определяет по формулам:
между формным и офсетным цилиндрами - Д = Ф + Р - З1;
между офсетным и печатным цилиндрами - Д = δ + Р - З2,
где Д - деформация декеля, мм;
Ф - превышение формы над контрольными кольцами, мм;
Р - превышение декеля (резины) над контрольными кольцами, мм;
З1 - зазор между офсетным и формным цилиндрами, мм;
З2 - зазор между офсетным и печатным цилиндрами, мм;
δ - толщина бумаги, мм.
Величину превышения декеля над контрольными кольцами печатник измеряет щупом (набор щупов от 0,05 до 1,00 мм), помещая его между металлической линейкой, устанавливаемой на декеле, и контрольным кольцом, или специальным магнитным прибором типа Кулайт.
Установка печатных форм в машину и предварительная их приладка.
Перед установкой формы в машину помощник печатника очищает ее оборотную сторону от загрязнений и смазывает маслом.
При использовании на предприятии сквозной перфорации форму на цилиндр навешивают по штифтам, закрепляют. Работу осуществляют в соответствии с паспортом на приводочно-штифтовое устройство УПшУ.
При отсутствии штифтовой системы в зависимости от конструкции печатного аппарата печатник закрепляет форму в съемных планках или планках непосредственно на формном цилиндре. Далее при установке печатных форм на цилиндры машины печатник или печатник вместе с помощником располагают среднюю линию на планках напротив средней риски («О») приладочной линейки, а горизонтальные линии контрольных меток на клапанной стороне формы совмещают с делениями движка линейки, указывающей клапан. При установке печатных форм для последующих красок положения горизонтальных линий меток должны находиться в полном соответствии с положением этих же меток на печатной форме для первой краски. Окончательную приладку форм на совмещение красок печатник выполняет, ориентируясь по приладочным оттискам.
9.3.1.4. Подготовка увлажняющего аппарата.
Увлажняющие валики в соответствии с требованиями, изложенными в приложении VII данной инструкции, обшивает помощник или выделенный для этого в цехе работник (в зависимости от организации) серошинельным сукном; он же натягивает затем трикотажные чехлы плюшевого переплетения или обшивает валики офсетной тканью. Во избежание марашек рекомендуется дополнительно обтягивать увлажняющие валики трикотажными хлопчатобумажными защитными чехлами. Увлажняющие валики могут иметь пористое покрытие с высокими влагопоглощением и влагоотдачей (например, поливинилформалевое).
Дукторный вал обшивает помощник печатника технической хлопчатобумажной тканью типа бязи или парусиной; вал может иметь специальное покрытие, тогда он не нуждается в обшивке.
Непосредственно подготовка увлажняющего аппарата выполняется следующим образом:
- в машину устанавливают вычищенное корыто увлажняющего аппарата (в каждую секцию) и заливают увлажняющий раствор, проверяя и регулируя его Ph.
Выбор оптимального значения величины Ph проводят с учетом характеристики металла, являющегося носителем пробельных элементов печатных форм;
- устанавливают в каждой секции дукторный вал, затем накатные валики, начиная с нижнего, потом раскатной цилиндр и прилаживают нижний накатной валик к форме и цилиндру;
- укладывают верхний накатной валик в подшипниках и прилаживают его к форме и цилиндру.
Усилие прижима печатник проверяет щупом или полоской прочной пленки толщиной 0,1 мм, которые должны вытягиваться с небольшим усилием. Усилия прижима передаточного валика к дукторному валу и раскатному цилиндру, а также накатных валиков к раскатному цилиндру и форме должны быть одинаковыми и равномерными по всей образующей валиков;
- дукторный вал должен обеспечивать подачу увлажняющего раствора для равномерного и минимального увлажнения формы (дукторный вал должен поворачиваться на 2 - 3 зуба храповика). Равномерность увлажнения печатник контролирует по воспроизведению изображения элементов шкалы оперативного контроля печатного процесса (ОКП-2 или ОКП-3). На изображении и контрольной шкале не должно быть подтеков от избытка раствора для увлажнения; мелкие точки должны быть отпечатаны четко.
Правильная регулировка увлажняющих валиков и подготовка увлажняющего аппарата обеспечивают соблюдение одного из основных правил технологии офсетной печати - печатание тиража с минимальным увлажнением печатных форм, что способствует высокому качеству печати, уменьшает деформацию бумаги, повышает тиражеустойчивость печатных форм, удлиняет срок службы увлажняющих валиков и повышает производительность офсетных машин.
9.3.1.5. Подготовка красочного аппарата.
Выполняется в следующей последовательности:
- прилаживают накатные валики сначала к форме, а затем к раскатному цилиндру: прижим их к форме и цилиндру должен быть одинаков. Проверку осуществляют с помощью щупов или пленки толщиной 0,1 мм;
- окончательную приладку накатных валиков к форме печатник проводит при выключенном давлении и опущенных на форму накатных валиках с нанесенной на них краской. Равномерность касания накатных красочных валиков формы печатник определяет по равномерности и ширине следа в полосе контакта, оставшегося на поверхности формы, покрытой коллоидом . Ширина полосы контакта должна быть равна 4 - 5 мм;
- после приладки накатных валиков аналогично прилаживают передаточные валики;
- затем устанавливают раскатные валики, следя за тем, чтобы подшипники были правильно расположены и закреплены в гнездах.
Каждый валик должен плотно прилегать к другим валикам и цилиндрам.
При установке необходимо чередовать металлические валики с резиновыми;
- далее устанавливают нож красочного аппарата (при вывернутых винтах) параллельно поверхности дукторного цилиндра на расстоянии 0,3 - 0,5 мм от нее и закрепляют боковыми винтами;
- в красочный ящик загружают краску и проверяют равномерность подачи ее на дукторный цилиндр, поворачивая его для этого вручную.
Равномерное распределение краски на дукторном цилиндре без поперечных светлых и темных полос достигается регулировкой силы прижима к нему ножа при помощи регулировочных винтов красочного ящика.
Окончательную регулировку подачи краски проводят путем изменения угла поворота дукторного цилиндра при печатании приладочных оттисков. Печатник вместе с помощником контролируют толщину слоя краски по оттиску и элементам шкалы оперативного контроля (ОКП-2 или ОКП-3) с помощью денситометра в соответствии с образцом для печати.
9.3.2. Печатание контрольных оттисков и тиража.
9.3.2.1. Пуск машины и окончательная регулировка увлажнения и подачи краски.
Пуск машины.
По окончанию подготовки машины на печатную форму наносят метку печатника, принявшего смену, смывают с формы защитный слой коллоида и осуществляют пуск машины.
Окончательная регулировка увлажнения и подачи краски.
Руководствуясь образцом для печати, проводят окончательную регулировку увлажнения и подачи краски. При этом необходимо строго соблюдать одно из основных правил технологии офсетной печати - печатание следует проводить при возможно минимальной подаче влаги и краски. Количество подаваемой краски в красочный аппарат должно соответствовать количеству краски, переходящей на бумагу. Также устанавливают правильное соотношение между количеством влаги и краски, подаваемыми на формы, так как насыщенность краски на оттиске зависит от степени увлажнения формы. Прежде, чем увеличить подачу краски на форму, следует определить, не является ли слабая насыщенность краски на оттиске следствием избыточного увлажнения.
9.3.2.2. Подпись листа к печати.
После того, как печатник добьется полного соответствия тиражного оттиска образцу для печати (красочной пробе), он передает два оттиска мастеру цеха. Мастер проверяет их качество и утверждает к печати и вызывает технического редактора для контроля и согласования. Затем один из подписных листов вывешивают на стенде, а другой кладут на стол или передают приемщику.
Подписные листы утверждают в самом начале печати (в пределах 500 оттисков). Подписные листы многолистных карт сравнивают по силе тона красок. Для подписных листов многолистных карт, работ с растровым рисунком, карт и атласов с последовательной гипсометрической шкалой используют только такие оттиски, на которых ранее отпечатанные краски идентичны по насыщенности с образцами для печати, так как в противном случае не будет обеспечена однотонность и соответствие образцам в местах перекрытия различных красок.
9.3.2.3. Наблюдение за процессом печатания.
В процессе печатания члены печатной бригады постоянно следят за работой машины и за качеством продукции.
Помощник печатника наблюдает за работой самонакладчика и за точностью равнения листа на упорах, своевременно вынимает из стопы бумаги (или подкладывает в стопу) клинья, снимает с накладного стола неправильно идущие листы и следит, чтобы в машину не попали посторонние предметы. Приемщик наблюдает за правильностью выкладывания оттисков на приемный стол и за качеством печати, сообщая печатнику обо всех дефектах печати, которые он может обнаружить на быстром ходу машины (закат, разнотонность, несоответствие силы красок и т.д.), выбирает с приемного стола листы и оттиски шкал для просмотра, а также макулатуру и листы с пропусками краски и механическими повреждениями. При появлении бракованной продукции приемщик немедленно выключает подачу листов в машину.
Печатник через каждые 10 - 15 минут снимает оттиски с приемки, тщательно сличает их по качеству с подписным листом и устраняет обнаруженные дефекты. Он также следит за состоянием форм и за исправностью работы всех механизмов машины.
Для получения высокого качества при печатании тиража необходимо соблюдать следующие правила:
- при печатании первого прогона систематически проверять по контрольным рискам и повторным пропусканием оттисков через машину точность работы машины на совмещение, а при печатании последующих прогонов - по совмещению с основой карты. Если на последующих прогонах печатают контурные краски, по которым также проводят совмещение, то необходимо следить за точностью работы машины по контрольным рискам и на этих прогонах. На первом прогоне необходимо периодически сверять по контрольным рискам тиражные оттиски с подписным листом.
Для проверки точности совмещения по контрольным рискам отпечатанную пачку листов (10 - 15 штук) сталкивают по кромке клапана, затем распускают сначала по одной боковой кромке, а потом по другой. При точном выравнивании листа на передних упорах передние риски располагаются на одной линии, а при правильной работе бокового упора боковые риски располагаются на одинаковом расстоянии от боковой кромки листов. При неточном выравнивании листа на передних упорах передние риски располагаются по ломаной линии, а при неверной работе бокового упора боковые риски располагаются на отдельных листах на разном расстоянии от боковых кромок листа или не попадают на лист.
При повторном пропускании листов через машину рисунок на двойном оттиске точно накладывается друг на друга, если машина работает правильно. Допускается незначительное сдваивание линий около задней кромки листа (из-за деформации бумаги);
- первый прогон печатают с несколько меньшей скоростью, чем последующие прогоны (разница в скоростях должна составлять около 10 об/мин). Выбор скорости печатания тиража на каждом прогоне устанавливают в зависимости от характера продукции и от вида печатных элементов (штриховые краски, большой фон и т.д.);
- следует избегать частых остановок машины во время печатания во избежание разнотонности. Регулировку в процессе печатания по возможности осуществляют на ходу машины (без ущерба для качества и соблюдая правила техники безопасности);
- при длительной остановке машины, а также после печатания непрерывно 6 - 7 тыс. оттисков с резинотканевой пластины смывают краску, протирают сухой чистой ветошью и припудривают тальком;
- края печатных форм должны быть чистыми, так как может произойти загрязнение красок из-за перехода краски с одной секции на другую;
- не следует применять местное увлажнение форм или нанесение и удаление краски вручную. Всегда следует работать с включенными механизмами дукторных валов и передаточных валиков красочных аппаратов с тем, чтобы избежать разнотонности. При холостом ходе машины механизмы дукторных валов красочных аппаратов должны быть выключены;
- при остановках машины до 5 минут формы необходимо увлажнять, а более 5 минут покрывать защитным слоем коллоида и высушивать;
- для улучшения совмещения красок можно пользоваться регулировочными приспособлениями, позволяющими перемещать передние и боковой упоры и формные цилиндры во время хода машины. Передние упоры разрешается перемещать в пределах до 0,7 мм, а боковой упор - до 2 мм. Перед печатью следующего прогона упоры устанавливают в первоначальное положение;
- по мере накопления краски на офсетной резине ее необходимо периодически (через 2 - 7 тыс. оттисков) смывать;
- периодически (не реже 1 раза в смену) работник лаборатории должен контролировать Ph увлажняющего раствора;
- необходимо следить за чистотой оборотной стороны оттиска, которая может загрязняться из-за отмарывания красок в стопе, из-за перетаскивания ранее отпечатанных красок на печатный цилиндр, а также от давления присосов и роликов;
- при наличии насыщенных участков изображения на оттисках рекомендуется применять противоотмарочный порошок (см. раздел 4);
- печатание следует начинать с первого стеллажа в одной и той же последовательности;
- при смене форм контурных красок следует ставить на них дополнительные боковые контрольные риски, чтобы не смешивать в печати оттиски, отпечатанные с разных форм.
В стеллажах следует делать вкладки, сигнализирующие о новой приладке;
- периодически перемешивать краску в красочном ящике;
- печатание на двухкрасочной машине в одну краску проводить только на первой секции, механизм включения натиска на второй секции должен быть отсоединен;
- кроме того, при печатании некоторых видов картографической продукции необходимо учитывать следующее.
Атласы. При приладке первого прогона со стороны задней и боковых кромок бумаги оставляют поля не менее 5 мм от обрезных углов для подрезки листов перед фальцовкой. Равнение листов по боковому упору при печатании лицевой и оборотной стороны осуществляют только по одной боковой кромке листа, переставляя соответственно упор. Если последний не переставлять, то из-за некоторой разницы в длине бумаги не будет обеспечено совмещение лицевой и оборотной сторон.
Многолистные карты. Между смежными листами должна быть обеспечена сводка по размерам рисунка и полей, а также по совмещению и оттенкам красок. Все листы одного прогона печатают на одной машине, смежные листы печатают последовательно друг за другом.
Топографические карты. Топографические карты печатают в единой шкале условных знаков стандартными красками, поэтому следует строго придерживаться утвержденных образцов. Тиражные формы фоновых красок часто готовят граверным способом по бледно-голубому абрисному изображению, которое может постепенно приобрести способность воспринимать краску. Поэтому во время печатания тщательно контролируют состояние пробельных участков формы. Обращаться с такими формами следует аккуратно, так как при выходе из строя формы придется заново выполнять трудоемкие граверные работы.
Живописные карты, карты и атласы с цветными иллюстрациями. При печатании высоколиниатурных растровых изображений, иллюстраций и живописных карт используется единая триада красок (серия 2514).
Для получения высокого и стабильного качества необходимо обеспечить при печатании совмещение красок с точностью 0,1 мм, а также проводить контроль выполнения работ на каждом этапе с помощью специальных контрольных шкал, а именно:
- тщательно контролировать градационную передачу растровых изображений на формах по шкалам СПШ-К (см. п. 9.2.3);
- тщательно контролировать качество печати по шкалам типа ОКП с помощью денситометра и визуально.
Порядок пользования шкалами указан в приложениях II, III; денситометрические нормы контроля - в таблице 8.1.
Издания на нескольких языках. При печатании продукции на нескольких языках тщательно следят, чтобы не перепутать различные языки. Поэтому не следует складывать оттиски для печатания различных языков на одном стеллаже; на всех оттисках на каждом шрифте, печатаемом разной краской, за обрезными углами должно быть отпечатано наименование языка; около боковых контрольных рисок для каждого языка ставят дополнительные риски, чтобы не спутать оттиски при зарядке самонакладчика. Перед снятием форм шрифтов с машины проверяют показание счетчика, которое должно соответствовать данным наряда-заказа.
В процессе печатания тиража возникает необходимость осуществления операции по перезарядке самонакладчика и смены приемки.
Для повышения производительности труда проводят предварительную зарядку самонакладчика бумагой во время печатания тиража. Для этого подвозят на тележке очередной стеллаж с бумагой, устанавливают его около устройства для предварительной зарядки так, чтобы задняя сторона бумажной стопы была обращена к этому устройству, и снимают со стопы влагозащитный чехол. На раме устройства устанавливают запасной стапельный стол. Затем помощник печатника переносит на рабочий стол небольшую пачку бумаги (100 - 150 листов), берет ее обеими руками за углы задней кромки и тщательно встряхивает с тем, чтобы между листами образовалась воздушная прослойка и пачка бумаги распушилась. Особенно тщательно встряхивают глазированные сорта бумаги, которые легко слипаются. Если кромки листов со стороны клапана или бокового упора загибаются, то их перед встряхиванием немного подрубают руками. После этого пачку сдвигают на себя, образуя сверху прямой веер, приподнимают в вертикальном положении над столом и сталкивают по длинной стороне, а затем аналогичным образом - по короткой. Сталкивают бумагу на заднюю кромку и боковую кромку, противоположную боковому упору.
Затем края пачки заворачивают к середине, переносят ее на запасной стапельный стол, расправляют и укладывают посередине стола, придвигая стороною клапана вплотную к передним упорным шинам. Такими же приемами обрабатывают следующие пачки бумаги, а во время укладки их следят за тем, чтобы стопа не была перекошена и края ее были ровными. По мере убывания листов встряхивание и сталкивание проводят на самом стеллаже.
Опускают освободившийся стапельный стол до соприкосновения опор балок с полом, от продольной балки отсоединяют цепи и снимают с балок. Запасный стапельный стол с бумагой перемещают по роликам балок в самонакладчик, присоединяют цепи к балке и при помощи электромотора поднимают стол в рабочее положение.
Опускают приемку до соприкосновения опор стеллажа с полом. От продольной балки отсоединяют цепи, откидывают балку в сторону, подвозят под стеллаж тележку, приподнимают ее платформу вместе со стеллажом и отвозят к месту хранения продукции. Предварительно собирают все оттиски со стола, сталкивают и укладывают поверх стопы, покрывая ее защитным чехлом. К каждому стеллажу прикрепляют паспорт, в котором указывают наименование продукции и отпечатанных красок, порядковый номер стеллажа, фамилию печатника и конечное показание счетчика.
На приемку устанавливают пустой стеллаж, подводят под него балки, закрепляют их на цепях и поднимают стеллаж в рабочее положение. Затем приступают к печати очередного стеллажа бумаги. По окончании печатания последнего стеллажа бумаги сверяют показание счетчика с количеством бумаги, указанном в наряде-заказе.
Современные машины оборудованы специальными устройствами, позволяющими выполнять перезарядку бумаги без остановки машины следующим образом.
Перезарядка самонакладчика во время работы машины.
Сигнальная лампочка автоматически загорается и предупреждает о необходимости проведения обмена стапельного стола. Правую рукоятку на станине самонакладчика устанавливают в среднее положение (при этом одновременно работают основной и вспомогательный механизмы подъема стапельного стола).
Стапельные прутья вдвигают в пазы стапельного стола пока они не лягут на передние шины. Правую рукоятку устанавливают в крайнее нижнее положение, а нижнюю левую рукоятку перемещают на себя (при этом основной и вспомогательный механизмы подъема работают отдельно). Нажимают на кнопку «стапель вниз», освобожденный от бумаги стапельный стол опускается, а оставшаяся на самонакладе часть стопы бумаги удерживается прутьями. На стапельный стол заряжают бумагу до высоты 750 мм, машина в это время продолжает работать. Включают кнопки «стапель вверх» и «передача», и стапельный стол поднимается вверх до соприкосновения с прутьями. Правую рукоятку устанавливают в крайнее верхнее положение, а нижнюю левую рукоятку перемещают от себя (при этом работает только основной механизм подъема стола), вынимают прутья из стопы по одному, начиная с крайних и кончая средними, и укладывают их в гнезда на станине. При этом небольшая часть стопы бумаги, которая удерживалась прутьями, ложится на вновь заряженную стопу бумаги, и машина работает без остановки. Затем вспомогательный механизм подъема стапеля устанавливают в первоначальное положение, перемещая левую верхнюю рукоятку на себя и включая кнопку «стапель вниз». После автоматического выключения электромотора левую верхнюю рукоятку перемещают от себя.
Смена приемки на ходу машины.
В стопу бумаги вставляют прутья (начиная с середины) так, чтобы их концы легли на траверсы приемки. Верхнюю установочную штангу храпового механизма опускания приемного стола перемещают на переднюю зарубку, выключая этот механизм. Нажимая на кнопку «стапель вниз», опускают платформу приемного стола вниз и при помощи тележки вывозят заполненный стеллаж, а на платформу устанавливают пустой стеллаж. В это время отпечатанные оттиски на приемке удерживаются прутьями. Нажимая на кнопку «стапель вверх», поднимают платформу со стеллажом, и при соприкосновении стеллажа с прутьями автоматически отключается электромотор подъемного механизма. Прутья вынимают из стопы и укладывают в гнезда на станине. При этом стопа бумаги, которая удерживалась на приемке прутьями, переходит на стеллаж. Установочную штангу перемещают на заднюю зарубку, включая механизм автоматического опускания приемки.
9.3.2.4. Наблюдение за техническим состоянием машины.
Для предупреждения аварий печатная бригада должна в течение всей смены следить за техническим состоянием машины. При этом особое внимание должно быть обращено на появление следующих признаков неисправности машины: ненормальный шум в зубчатых передачах и других подвижных частях; непоступление масла к трущимся поверхностям; нагрев подшипников (особенно цилиндров печатных устройств); изменение плавности работы механизма; сильное сотрясение подшипников, валиков, мотора, подножек; наличие признаков разрушения цепей, тросов и приводных ремней; неисправность автоматических и блокирующих устройств и кнопочных станций; сильный стук при включении и выключении натиска; неисправность крепежных устройств и т.д.
Необходимо следить за надежной работой масляных насосов и уровнем масла в них. Как только уровень масла понизится, доливают масло во избежание засасывания воздуха и образования в маслопроводах воздушных пробок.
Обо всех замеченных неисправностях в работе машины извещают дежурного механика-наладчика или электрика, а также мастера цеха и делают соответствующую запись в журнале.
9.3.2.5 Уборка машины и сдача смены.
В конце смены бригада приводит в порядок машину и рабочие места. Поверхность цилиндров печатного устройства и контрольные кольца очищают от краски и коллоида (подробно см. ниже), смывают и приталивают резинотканевые пластины, смывают увлажняющие цилиндры, чистят и протирают обтирочным материалом наружные части машины, убирают масло и грязь из-под машины, собирают рваные листы и убирают инструменты. Чистку металлических поверхностей машины производят кирзой, смоченной керосином, и порошком мела. Применять наждачную бумагу не разрешается.
Снятые резинотканевые пластины промывают раствором для смывки, затем горячей водой; насухо протирают чистой ветошью, припудривают тальком и помещают на 10 - 15 дней в темное помещение. После «отдыха» резинотканевая пластина может быть вновь использована для печатания.
Печатник делает запись в журнале машины, подписывает последний тиражный оттиск, снимает с формы свою метку и выключает рубильник машины (при перерыве в работе).
Бригада должна содержать машину в чистоте в течение всего рабочего дня, используя для чистки и уборки машины все перерывы в работе по техническим и технологическим причинам. При передаче смены машина и рабочие места должны быть приведены в порядок.
Перед выходным днем бригада последней смены проводит более полную уборку и чистку машины, сливает воду и вычищает корыта увлажняющих аппаратов, снимает увлажняющие валики и смывает краску с валиков красочного аппарата. Не реже одного раза в месяц (после окончания печатания очередного тиража) во время профилактического осмотра бригады осуществляют генеральную чистку и смазку машины.
Очистка красочного аппарата.
Проводится после каждого прогона в следующей последовательности:
- удаляют шпателем краску из красочного ящика, а затем, отодвинув ящик от дукторного вала, смывают краску с вала и ящик вручную;
- вручную с ножа красочного ящика и передаточных валиков красочного аппарата счищают краску, а с резиновых и металлических валиков при помощи устанавливаемых на машину смывочных аппаратов. Раствор смывки подают небольшими порциями при средней скорости машины, опущенном стапеле приемки самонаклада и разобранном увлажняющем аппарате. «Собачки» храповых механизмов увлажняющего аппарата должны быть выключены, а передаточные красочные валики заперты.
Смывочный аппарат должен быть прочно закреплен болтами, а его нож выступать на 3 - 5 мм из металлических планок;
- после того, как смывочный раствор пройдет красочную систему и растворит краску, равномерно (но не сильно) прижимают смывочный нож по всей длине к верхнему раскатному цилиндру и подают смывочный раствор со стороны красочных аппаратов на нижний раскатный цилиндр;
- когда краска со смывочным раствором соберется в смывочном корыте, а валики станут чистыми и почти сухими, на валики, не останавливая машины, наливают еще немного смывочного раствора;
- затем останавливают машину и снимают смывочное корыто. Шейки валиков тщательно протирают ветошью.
9.4. Требования к качеству тиражных оттисков. Способы контроля.
9.4.1. Тиражные оттиски по содержанию, тону и насыщенности красок должны соответствовать утвержденным образцам (эталонам).
Значения оптических плотностей должны соответствовать указанным на цветных шкалах. Проверяют с помощью денситометра, работающего в отраженном свете.
9.4.2. На тиражных оттисках должна быть обеспечена пропечатка штриховых и фоновых элементов, подписей, растрового изображения, воспроизводящих содержание карт.
Не допускается наличие размытых, рваных, раздавленных участков.
9.4.3. Рисунок во всех деталях должен читаться четко без затруднений.
9.4.4. Фоновая окраска карт должна различаться и не затруднять чтение штриховых элементов карт.
9.4.5. Накат краски по всему листу должен быть равномерным, все краски должны быть прочно закреплены на бумаге. Не допускается отмарывание и перетаскивание краски на соседние листы, слипание листов и другие подобные дефекты.
9.4.6. На отпечатанных картах должна быть обеспечена идентичность условных знаков в легенде и на карте.
9.4.7. Не допускаются морщины, масляные пятна и механические повреждения на рисунке и полях карты.
9.4.8. На тиражных оттисках должны быть отпечатаны обрезные углы, контрольные риски, метки для контроля подборки тетрадей в блок (сигнатуры), подписи наименований листов, номера запусков и языков.
Все подписи располагаются за обрезными крестами.
Соответствие п.п. 9.4.5 - 9.4.8 проверяют визуально на рабочем столе.
9.4.9. На тиражных оттисках должно быть обеспечено точное совмещение красок. Допускается несовмещение не более 0,3 мм для учебных и 0,2 мм - для справочных карт и атласов.
Для карт и атласов с цветными иллюстрациями допуск составляет 0,1 мм.
Контроль осуществляют визуально и с помощью измерительной лупы.
9.4.10. На картах с двусторонней печатью, а также листах атласов несовпадение приводки лицевой и оборотной сторон должно быть не более 1 мм.
9.4.11. Размер полей карты (от рамки или текста, помещенного за рамкой) должен быть не менее 10 мм (как исключение, допускается уменьшение полей складных карт до 6 - 7 мм) для обеспечения машинной фальцовки.
9.4.12. Для карт, подлежащих наклейке на пленку, должны быть оставлены дополнительные поля от обрезных углов (не менее 8 мм).
9.4.13. Поля со стороны сводок смежных листов многолистных карт должны быть не менее 10 мм, чтобы обеспечить возможность потребителю проводить склейку листов карты внахлест.
Соответствие п.п. 9.4.10 - 9.4.13 проверяют с помощью измерительной линейки.
9.5. Возможные неполадки при печатании тиража, их причины и методы устранения.
|
Причины возникновения |
Методы устранения |
|
|
1 |
2 |
3 |
|
Образование на оттиске красочных полос вдоль образующей цилиндра. |
Неправильно установлены накатные красочные валики. |
Отрегулировать прижим валиков. |
|
Образование полос на оттиске по окружности цилиндра. |
Увлажняющие или красочные валики имеют неравномерный диаметр. |
Проверить диаметры валиков, заменить обшивку или проточить валики. |
|
Образование легкой сплошной тени на оттиске. С формы легко удаляются красочные загрязнения при протирании. |
1. Эмульгирование краски с водой в процессе печатания. |
Скатать краску с накатных валиков. Уменьшить подачу увлажняющего раствора при печатании. При повторении заменить краску и установить причину ее эмульгирования. |
|
2. Недостаточная подача влаги. |
Отрегулировать подачу увлажняющего раствора. |
|
|
Образование загрязнений (тени) на отдельных участках в виде пятен, точек или штрихов. |
Недостаточная устойчивость пробельных элементов на этих участках формы. |
Счистить порошком пемзы и гидрофилизовать загрязненные пробельные элементы или заменить форму. |
|
Образование морщин на оттисках. |
1. Неравномерная по листу влажность бумаги. |
Акклиматизировать бумагу. |
|
2. Захваты бумагопроводящей системы находятся на разных уровнях. |
Проверить установку захватов бумагопроводящей системы. |
|
|
Увеличение элементов изображения на оттиске по сравнению с формой из-за несовмещения изображений. |
Неправильно отрегулирована листоподающая система машины (перетискивание краски от секции к секции). |
Проверить работу машины в соответствии с ОСТ 27-60-393-78 «Машины печатные листовые. Методы контроля по показателю точности совмещения красок» и отрегулировать ее. |
|
Неправильная подача листов бумаги в самонаклад. Ненасыщенные оттиски. |
1. Лист неправильно присасывается, подается косо и т.п. |
Отрегулировать работу присосов. |
|
2. «Оголение» раскатных цилиндров красочного аппарата из-за избыточной подачи увлажняющего раствора. |
Медные цилиндры обработать 5 %-ным водным раствором ксантогената калия. Отрегулировать подачу увлажняющего раствора. |
|
|
3. Попадание гидрофилизующего раствора или коллоида в красочный аппарат. |
Не допускать попадания гидрофилизующего раствора и коллоида на красочные валики. |
|
|
4. Применение красок, печатные свойства которых не соответствуют данной работе. |
Скорректировать свойства краски или заменить ее. |
|
|
Выщипывание поверхности бумаги в процессе печатания. |
1 Низкая прочность поверхности бумаги. |
Заменить бумагу. |
|
2. Повышенная липкость краски. |
Откорректировать печатные свойства краски. |
|
|
Непропечатка на оттиске отдельных деталей изображения. |
1. Неустойчивость печатающих элементов на отдельных участках формы. |
При работе на алюминиевых пластинах заменить форму; на биметаллических формах обработать участки 5 %-ным раствором ксантогената калия, предварительно протерев их кашицей из мела, гидрофилизовать и накатать на форму краску. |
|
2. Наличие на отдельных участках формы и резинотканевой офсетной пластины слоя защитного коллоида. |
Смыть хорошо форму и резинотканевую офсетную пластину. |
|
|
3. Неравномерная толщина декеля. |
Выклеить полосками бумаги участки под декелем, не передающие краску. |
|
|
4. Образование на поверхности резинотканевой офсетной пластины вмятин или продавленных участков. |
Переместить пластину по окружности офсетного цилиндра или заменить ее. |
|
|
5. Дефекты на поверхности накатных красочных валиков. |
Проверить и заменить валики. |
|
|
Несовмещение красок на оттиске при печатании на двух- и многокрасочных машинах. |
1. Плохая приладка печатных форм. |
Проверить установку форм на отдельных секциях машины. |
|
2. Неправильно подобрана толщина форм. |
Проверить толщину всех форм. Выровнять толщину форм, подкладывая калиброванные листы бумаги или пленки |
|
|
3. Плохое натяжение резинотканевой офсетной пластины. |
Подтянуть резинотканевую пластину. |
|
|
Разнооттеночность оттисков при печатании тиража. |
1. Частые остановки машины в процессе печатания тиража. |
Останавливать машину в процессе печатания тиража только в случае технических неполадок. |
|
2. Неравномерное увлажнение печатной формы. |
увлажнения формы. Применять отжимные валики на участках, соответствующих большой площади запечатываемой поверхности. |
|
|
3. Плохо отрегулирована подача краски. |
Отрегулировать работу красочного аппарата. |
|
|
Утолщение линий, штрихов на оттиске. |
1 Толстый слой краски на накатных красочных валиках и форме. |
Скатать краску с помощью бумаги. Уменьшить подачу краски дукторным валом. Смыть краску с формы и резинотканевой пластины, накатать вновь тонким слоем и обработать форму гидрофилизующим раствором. |
|
2. Некачественная печатная форма. |
Заменить форму. |
|
|
3. Низкая вязкость краски. |
Откорректировать свойства краски или заменить ее. |
|
|
Плохой раскат краски в краскораспределительной системе машины. |
1. Краска не акклиматизирована. |
Акклиматизировать краску в течение 24 часов |
|
2. Большая вязкость и липкость краски. |
Добавить олифу натуральную слабо-слабую в количестве до 5 %. |
|
|
Скапливание краски на валиках и цилиндрах распределительной системы машины. |
1. Большая липкость краски. |
Добавить пасту для снижения липкости 10-8, 10-9 в количестве до 5 %. |
|
2. Подсыхание краски. |
Опрыскать валики и цилиндры антисиккативной жидкостью. |
|
|
3. Большая подача краски. |
Уменьшить подачу краски. |
|
|
Высыхание краски в раскатной системе печатной машины, на форме. |
Длительная остановка печатной машины. |
Опрыскать валики и цилиндры антисиккативной жидкостью, нанести на валики минеральное масло. |
|
Затягивание растровой точки. |
Повышенное эмульгирование краски с увлажняющим раствором. |
Добавить пасту против затягивания растровой точки в количестве до 5 %. |
|
Снижение оптической плотности оттиска при печатании тиража. |
1. «Невращение» краски в красочном ящике печатной машины. |
Периодически перемешивать краску в красочном ящике. |
|
2. Повышенное эмульгирование краски с увлажняющим раствором. |
Добавить пасту против эмульгирования ПЭ в количестве до 5 %. |
|
|
Отмарывание оттисков. |
1 Несоответствие свойств краски бумаге. |
Добавить смесь нафтенатно-кобальтового и нафтенатно-свинцового сиккативов (в соотношении 1:1) в количестве до 2 %. |
|
2. Большая толщина красочного слоя на оттиске. |
Уменьшить подачу краски. |
|
|
Склеивание оттисков. |
1. При корректировании краски добавлено много сиккатива. |
Добавлять сиккатив в количестве не более 2 %. |
|
2. Большая высота стопы. |
Уменьшить высоту стопы, отрегулировать подачу воздуха так, чтобы образовывалась воздушная прокладка между оттисками. |
|
|
3. Большая толщина красочного слоя на оттиске. |
Уменьшить подачу краски. |
|
|
4. Повышенная температура в цехе. |
Соблюдать требуемые климатические условия в печатном цехе. |
|
|
Стекление оттисков при печатании с наложением на одно-, двухкрасочной машинах. |
1. Большой интервал времени между краскопрогонами. |
Соблюдать нормы времени между краскопрогонами. |
|
2. Большая толщина слоев предыдущих красок. |
Уменьшить толщину слоя краски при печатании. |
|
|
Непрочный красочный слой. |
1. Несоответствие свойств краски бумаге. |
Добавить в краску пасту 10-18, алкид ПН-53 или ПН-85 в количестве до 5 %. |
|
2. Сильно разбавлена краска. |
Заменить краску. |
10. ИЗДАНИЕ* КАРТ-ТРАНСПАРАНТОВ
* Вопросы назначения, содержания, редактирования, а также изготовления составительских и издательских оригиналов изложены в РТМ по созданию карт-транспарантов (разработка содержания и подготовка к изданию).
Карты-транспаранты представляют собой крупноформатные диапозитивы (размером до 270×290 мм), отпечатанные на прозрачной пленке офсетным способом и предназначенные для проецирования на экран с помощью графопроектора без затемнения помещения.
Карты-транспаранты выпускаются сериями, состоящими из набора транспарантов, содержание которых логически взаимосвязано и последовательно раскрывает выбранную тему, а также текста «Методических указаний» по их использованию. Транспаранты содержат изображение отдельных элементов и совмещаются путем наложения в различных вариантах.
Технология издания карт-транспарантов имеет ряд особенностей, присущих только этому виду картографической продукции:
- использование специальных красок серии СВКФ для печатания на невпитывающих пленках;
- склеивание пленки с бумагой с целью предотвращения отмарывания;
- печатание красочной пробы в прямом изображении, а тиража - в зеркальном. Отсюда специфика всех подготовительных работ, предшествующих вышеназванным;
- печать на однокрасочной офсетной печатной машине.
В связи с этим в данном разделе перечислен весь комплекс работ по изданию карт-транспарантов, начиная с процесса подготовки красочной пробы и кончая заключительным этапом производства - комплектовкой и упаковкой серий; но подробно охарактеризованы только особенности выполнения указанных операций.
10.1. Общая структура технологического процесса.
10.1.1. Составление технологического плана издания серии карт-транспарантов.
10.1.2. Подготовка и печатание красочной пробы.
10.1.2.1. Изготовление рабочих диапозитивов и печатных форм для серии карт-транспарантов.
10.1.2.2. Печатание красочной пробы серии карт-транспарантов и «Методических указаний» к ним.
10.1.2.3. Исправление рабочих диапозитивов по замечаниям красочной пробы.
10.1.2.4. Перемонтаж диапозитивов и изготовление с них дубликатов.
10.1.2.5. Изготовление тиражных печатных форм.
10.1.3. Печатание тиража.
10.1.3.1. Подготовка пленки и прокладочной (афишной) бумаги.
10.1.3.2. Подготовка красок
10.1.3.3. Подготовка к печатанию офсетной однокрасочной машины.
10.1.3.4. Печатание контрольных оттисков и тиража.
10.1.4. Печатание текста «Методических указаний к использованию серии», его фальцовка.
10.1.5. Изготовление упаковочных пакетов.
10.1.6. Разрезка, сортировка, перфорирование и комплектовка серий карт-транспарантов. Упаковка.
10.2. Требования к исходным материалам.
10.2.1. Требования к пленкам.
10.2.1.1. Для изготовления карт-транспарантов могут быть использованы:
- рулонная полиэтилентерефталатная пленка марки Э неокрашенная (условное обозначение ПЭТ-Э), выпускаемая Владимирским химзаводом;
- основа для фотопленок (условное обозначение ПЭТФ-100) П/О «Тасма».
10.2.1.2. Пленка ПЭТ-Э должна соответствовать требованиям ГОСТ 24234-80, пленка ПЭТФ-100 - ОСТ 6-17-507-82.
10.2.1.3. Плевки должны иметь толщину 100 ± 10 мкм.
10.2.1.4. Пленки должны иметь ровную (неволнистую) поверхность. Указанный дефект возникает в случае неравномерной намотки пленки на бобину.
10.2.2. Требования к краскам.
Для изготовления карт-транспарантов используются краски серии СВКФ, предназначенные для печатания на невпитывающих основах.
Краски серии СВКФ выпускаются четырех цветов: голубая, желтая, пурпурная, черная.
Общие требования, предъявляемые к краскам, изложены в разделе 7 данной инструкции.
Дополнительно следует обращать особое внимание на физико-технические показатели красок СВКФ (см. табл. 10.1), так как они очень важны для печатного процесса и качества готовой продукции, а именно: определяют прозрачность получаемого изображения, время высыхания оттисков, надежность различения цветов на них и другие свойства.
Таблица 10.1
|
Наименование показателя |
Норма |
Метод испытания |
|
|
1 |
2 |
3 |
4 |
|
1. |
Цвет и оттенок на оттиске |
Соответствует утвержденному типовому образцу |
Визуально, сравнением на экране (с помощью графопроектора) оттисков тестовой шкалы с эталоном |
|
2. |
Степень перетира по границе начала штрихов, мкм |
15 |
По ГОСТ 6589-74 |
|
не более |
|||
|
СВКФ-01 |
20 |
||
|
3. |
Прозрачность, балл, в пределах |
9 - 10 |
По ГОСТ 7066-75 |
|
СВКФ-08 |
1 - 2 |
||
|
4. |
Оптическая плотность |
|
Замеры оптических плотностей проводятся с помощью цветного денситометра типа ДКП-1250, работающего в проходящем свете, на оттисках, отпечатанных на пленке ПЭТ-Э |
|
СВКФ-23 Дсин |
0,30 |
||
|
Дзел |
0,75 |
||
|
Дкр |
0,03 |
||
|
СВКФ-33 Дсин |
0,15 |
||
|
Дзел |
0,42 |
||
|
Дкр |
0,90 |
||
|
СВКФ-53 Дсин |
0,70 |
||
|
Дзел |
0,16 |
||
|
Дкр |
0,04 |
||
|
СВКФ-08 Дчер |
1,20 |
||
|
СВКФ-79 Дсин |
0,30 |
||
|
(смесевая) Дзел |
0,80 |
||
|
Дкр |
0,22 |
||
|
СВКФ-29 Дсин |
0,90 |
||
|
(смесевая) Дзел |
0,70 |
||
|
Дкр |
0,06 |
||
|
СВКФ-49 Дсин |
0,60 |
||
|
(смесевая) Дзел |
0,35 |
||
|
Дкр |
0,75 |
||
|
СВКФ-19 Дсин |
0,80 |
||
|
(смесевая) Дзел |
0,85 |
||
|
Дкр |
0,04 |
||
|
СВКФ-69 Дсин |
0,80 |
||
|
(смесевая) Дзел |
0,65 |
||
|
Дкр |
0,03 |
||
|
5. |
Время высыхания, ч, в пределах |
1 - 2 |
По ГОСТ 6591-73 |
|
6. |
Растекание, мм, в пределах |
|
По ТУ 29-02-863-78 |
|
СВКФ-23 |
30 - 35 |
||
|
СВКФ-33 |
30 - 35 |
||
|
СВКФ-53 |
24 - 28 |
||
|
7. |
Устойчивость к свету по восьмибальной системе: |
|
Гарантируется предприятием-изготовителем (проверяется по значениям, указанным на банках) |
|
СВКФ-23 |
4 - 5 |
||
|
СВКФ-33 |
6 - 7 |
||
|
СВКФ-53 |
4 - 5 |
10.2.3. Требования к печатной бумаге.
Подготовленная для печатания красочной пробы бумага должна соответствовать требованиям, изложенным в разделе 6 данной инструкции.
10.2.4. Требования к афишной бумаге.
Бумага афишная должна соответствовать ГОСТ 11836-76.
10.3. Описание технологического процесса.
10.3.1. Составление технологического плана издания серии карт-транспарантов.
Технологический план издания серки карт-транспарантов, составляемый техническим редактором, должен включать график тонового оформления, схему расположения карт-транспарантов на печатных листах при изготовлении красочной пробы, схему расположения карт-транспарантов на печатных листах при печати тиража и технологию выполнения всех работ (изготовление диапозитивов, печатание красочной пробы, подготовка диапозитивов для тиражной печати).
При составлении технологического плана издания серии карт-транспарантов необходимо учитывать следующее:
- при составлении графика тонового оформления следует использовать «Альбом перекрытия красок серии СВКФ для печати карт-транспарантов». В соответствии с альбомом для диапозитивов фоновых элементов следует планировать использование сеток линиатурой 34 лин/см и не следует применять сетки 10 и 70 %. Не следует создавать цветовые фоны только с помощью сеток 15 %;
- рекомендуется давать не более двух переходов одной краски;
- чистую желтую краску давать только заливкой. Не следует строить бинарную шкалу поля которой различались бы только количеством желтой краски;
- красочную пробу следует печатать в прямом изображении на пленке и бумаге. На пленке печатается обычная проба по листам; на бумаге, кроме обычной пробы, печатаются совмещенные оттиски, на которых соединяются изображения транспарантов в соответствии со всеми используемыми впоследствии вариантами их наложений. Таким образом, в географическую основу должно быть впечатано изображение не одного, а нескольких (чаще двух-трех) транспарантов;
- совмещенные оттиски являются основным материалом для корректуры: вместе с красочной пробой на пленке они предназначены для просмотра в различных инстанциях и утверждения.
Количество совмещенных оттисков и их содержание должен определять редактор для каждой серии в отдельности и указать это в «Технологии составления и подготовки к изданию комплекта карт-транспарантов». В приложении X в качестве примера дана часть такой технологии - «Список издательских оригиналов», в конце которого указаны варианты наложения транспарантов при печатании совмещенных оттисков.
Красочная проба на бумаге предназначается для составления техническим редактором специального оттиска, который будет использоваться в издательском отделе при исправлении замечаний по красочной пробе («сводный оттиск для издательского отдела»);
- на пленке должно быть отпечатано 10 оттисков высокого качества, из которых выбирается образец для печатания тиража.
Красочную пробу на бумаге следует печатать в 2 экз., совмещенные оттиски - ориентировочно в количестве 10 экз.;
- издательские оригиналы следует монтировать по определенной, постоянной для всех листов карт-транспарантов, схеме печатного листа (см. приложение XI). На одном печатном листе располагают 4 - 6 карт-транспарантов;
- количество печатных листов и схема расположения на них отдельных транспарантов должны определяться техническим редактором в зависимости от количества и видов совмещенных оттисков. При этом необходимо обеспечить возможность наиболее простого способа печати всех требуемых совмещенных оттисков при наименьших затратах (в частности, при наименьшем количестве печатных форм).
Лист № 1, как правило, состоит из 4 - 6 транспарантов № 1 (географическая основа).
В приложении XI дан пример схемы расположения транспарантов на печатных листах (комплект «Северная Америка. Рельеф»);
- в большинстве случаев расположение транспарантов на печатных листах красочной пробы является нерациональным для печатания тиража с точки зрения количества краскопрогонов и удобства печати. Поэтому после исправления замечаний по красочной пробе необходимо провести перемонтаж диапозитивов с учетом общих требований к тиражной печати.
В приложении XII дан пример схемы расположения карт на листах для печатания тиража (серия «Северная Америка. Рельеф»);
- поскольку красочная проба печатается в прямом изображении, а тираж - в зеркальном, необходимо запланировать изготовление дубликатов с монтажей диапозитивов, а также голубые копии с них на картбумаге;
- образцами для печатания красочной пробы должны служить эталоны красок и оттиски Альбома перекрытий, отпечатанные на пленке.
10.3.2. Подготовка и печатание красочной пробы.
10.3.2.1. Изготовление рабочих диапозитивов и печатных форм для серии карт-транспарантов.
Комплект диапозитивов штриховых и фоновых элементов готовят способами, применяемыми на каждом конкретном предприятии; печатные формы получают на предварительно очувствленных пластинах типа УПА-1 (подробно технологические процессы см. в «Инструкции по копировальным процессам в картоиздании»).
Кроме того, на полях диапозитивов должны быть плашки, по которым можно замерить их зональные оптические плотности.
10.3.2.2. Печатание красочной пробы серии карт-транспарантов и «Методических указаний» к ним.
Подготовительные работы.
Подготовка пленки и бумаги.
Подготовка пленки и бумаги для изготовления красочной пробы должна обеспечить точное совмещение всех элементов относительно друг друга: пленка и бумага нарезаются на листы требуемого размера; перед печатанием проводится окончательная подрезка листов на одноножевой бумагорезальной машине.
Подготовка красок.
Краски серии СВКФ выпускаются полностью готовыми к работе. При печатании красочной пробы не следует вводить в них никаких добавок. Краски, полученные со склада, должны пройти акклиматизацию в цеховых условиях в течение 24 часов.
Категорически запрещается смешивать краски серии СВКФ с любыми другими печатными красками*. Исключение составляет черная краска, в которую вводится специальная добавка:
* Смесь, состоящая из красок серии СВКФ и красок, предназначенных для печатания на бумаге, не обладает способностью закрепляться на пленке.
Черная СВКФ-08
СВКФ-01 - 87,0
алюминиевая краска
2545-А-00 - 13,0
100,0
Смесевые (составные) краски следует готовить в соответствии с указаниями, данными ниже:
Красная СВКФ-29
СВКФ-23 - 60,0
СВКФ-53 - 40,0
100,0
Оранжевая СВКФ-19
СВКФ-53 - 75,0
СВКФ-23 - 25,0
100,0
Зеленая СВКФ-49
СВКФ-33 - 60,0
СВКФ-53 - 40,0
100,0
Фиолетовая СВКФ-79
СВКФ-23 - 85,0
СВКФ-33 - 15,0
100,0
Коричневая СВКФ-69
СВКФ-53 - 40,0
СВКФ-23 - 40,0
СВКФ-01 - 20,0
100,0
Печатание красочной пробы, совмещенных оттисков и цветных шкал.
Работа на пробопечатном станке при изготовлении красочной пробы карт-транспарантов осуществляется в соответствии с разделом 8 данной инструкции. Но при этом необходимо учитывать следующие особенности:
- при печатании плотности плашек на оттисках должны соответствовать значениям, указанным в п. 10.2.2 (табл. 10.1);
- необходимо строго следить за величиной pH увлажняющего раствора. Он должен быть нейтральным (pH = 7);
- в первую очередь следует печатать оттиски на пленке. Приладочные оттиски также печатают на пленке;
- перед печатанием каждого оттиска следует увлажнять форму и накатывать на нее краску;
- отпечатанные оттиски на пленке складывают стопой друг на друга и прокладывают листами из афишной бумаги. Срок полного закрепления красок серии СВКФ - 15 часов, после чего возможно наложение следующей краски (т.е. печатать можно только по одной краске в день);
- применение талька для ускорения высыхания краски категорически запрещается, так как при этом изображение теряет прозрачность и нарушается одно из основных требований к картам-транспарантам;
- по завершении печатания каждой краской на пленке следует получать цветные шкалы, являющиеся вспомогательным материалом при печатании тиража. Цветные шкалы должны быть изготовлены на той же пленке с форм всех элементов и высушены вместе с оттисками красочной пробы. На них следует подписать название карты, номер и название краски;
- по завершении печатания на пленке каждой краской следует печатать оттиски красочной пробы на картографической бумаге и совмещенные оттиски. Для этого должны использоваться те же краски, но печатание следует проводить более тонким слоем краски, для чего снять часть краски на плитке и валиках (краски серии СВКФ обладают повышенной липкостью и при печатании толстым слоем выщипывают бумагу);
- порядок печатания красочной пробы и совмещенных оттисков должен быть указан техническим редактором для каждой серии карт-транспарантов.
Подготовка диапозитивов текста «Методических указаний» и печатание пробных оттисков.
Выполняются по технологии, принятой на данном предприятии, «Методические указания» печатаются на бумаге, фальцовка выполняется без разрезки (в соответствии с макетом).
10.3.2.3. Исправление рабочих диапозитивов по замечаниям красочной пробы.
Исправление рабочих диапозитивов выполняют по технологии, применяемой на данном предприятии.
10.3.2.4. Перемонтаж диапозитивов и изготовление с них дубликатов.
С исправленных диапозитивов готовят монтажи по печатным листам, обеспечивающим минимальное число краскопрогонов при тиражировании в соответствии со «Схемой», подготовленной техническим редактором (пример см. в приложении XII). Далее с монтажей диапозитивов готовят дубликаты, в прямом изображении на пленке «Диаконт» или способом окрашивания подложки (см. «Инструкцию по копировальным процессам в картоиздании»).
10.3.2.5. Изготовление тиражных печатных форм.
С полученных дубликатов - диапозитивов готовят в зеркальном изображении печатные формы на предварительно очувствленных пластинах типа УПА-1 (см. «Инструкцию по копировальным процессам в картоиздании») или биметаллических пластинах (см. Инструкцию ИК-15).
10.3.3. Печатание тиража.
10.3.3.1. Подготовка пленки и прокладочной (афишной) бумаги.
Процесс подготовки пленки включает:
- входной контроль;
- одновременную разрезку рулонной пленки и бумаги и их склеивание;
- акклиматизацию;
- подрезку стопы пленки с бумагой.
Пленка, используемая для изготовления карт-транспарантов, должна соответствовать требованиям, изложенным в п. 10.2.1 данной инструкции.
Размотку рулонной пленки осуществляют одновременно с афишной бумагой на листорезальной машине с их взаимным склеиванием по левой (по ходу машины) кромке полотен. При этом рулоны пленки и бумаги желательно устанавливать таким образом, чтобы в проводящей системе листорезальной машины бумага проходила поверх пленки, так как в этом случае уменьшается вероятность возникновения статических зарядов.
Для склеивания используется клей марки «88-Н».
Подача клея осуществляется при помощи дозирующего устройства «УК» (описание см. в разделе 3).
Игла дозатора «УК» находится между полотнами бумаги и пленки при входе в машину. Клей наносится на нижнее полотно на расстоянии 10 - 15 мм от края полотна. Ширина полосы клея - 1,0 - 3,0 мм.
При настройке проводящей системы листорезальной машины следует обращать внимание на давление роликов, так как увеличение давления способствует образованию статического электричества. При размотке пленки и бумаги целесообразно использовать нейтрализаторы статического электричества (типа НР-8).
После размотки стопа склеенных пленки и бумаги должна быть акклиматизирована в условиях цеха не менее 72 часов.
Затем перед печатанием стопу пленки с бумагой подрезают с четырех сторон на бумагорезальной машине: со стороны склейки подрезается 5 - 6 мм.
Пленка и бумага должны быть одного размера или пленка не более, чем на 10 мм шире бумаги со стороны клапана (со стороны, обратной склейке). Линия склейки располагается в «хвосте» листа.
10.3.3.2. Подготовка красок.
Используемый для изготовленья карт-транспарантов ассортимент красок приведен в табл. 10.1.
При работе с ними необходимо обращать внимание на следующее:
- краски, полученные со склада, должны пройти акклиматизацию в условиях цеха в течение 24 часов;
- открыв банку, следует снять с поверхности краски лист промасленной бумаги и при наличии на поверхности краски корки осторожно удалить ее шпателем;
- после того, как из банки взято какое-то количество краски, поверхность оставшейся краски следует тщательно выровнять и покрыть кружком пергамента или промасленной бумаги. Между бумагой и поверхностью краски не должно быть воздуха;
- банки с остатками красок должны храниться плотно закрытыми во избежание попадания пыли и ускоренного образования красочной пленки;
- недопустимо хранение банок с краской вблизи отопительных приборов;
- не следует заливать остатки красок в банках водой или каким-либо маслом.
Процесс подготовки печатных красок включает:
- входной контроль;
- изготовление составных красок;
- корректировку печатных свойств красок.
При этом основное внимание должно быть уделено обеспечению их чистоты и прозрачности, правильному составлению смесей, соблюдению условий, обеспечивающих быстрое закрепление красок без отмарывания.
Входной контроль.
В лаборатории предприятия проверяется качество красок серии СВКФ на соответствие ТУ 29-02-884-79.
Отбор пробы для проведения испытаний следует проводить в соответствии с ТУ 29-02-863-78 /82/.
Физико-технические показатели красок, а также методы их определения для красок серии СВКФ даны в разделе 10.2.2 настоящей инструкции.
Поскольку к насыщенности и прозрачности изображений на картах-транспарантах предъявляются высокие требования, следует обращать особое внимание на первые четыре характеристики красок.
Для их определения требуется:
- изготовить печатную форму на пластине УПА-1 или биметаллическую печатную форму с изображением тестовой ступенчатой шкалы, построенной сетками 34 лин/см 15 - 30 - 60 - 100 %. Форму хранить;
- получить с тестовой формы на пробопечатном станке оттиски на пленке. На оттисках должны быть хорошо пропечатаны все сетки при оптимальной плотности заливки. При печатании следует учитывать указания, данные в п. 10.3.2.2;
- с помощью цветного денситометра следует замерять в процессе печатания зональные оптические плотности плашек (за тремя светофильтрами). Значения плотностей должны соответствовать указанным в табл. 10.1;
- оттиски накрыть прокладочной бумагой и поместить под груз, имитирующий стопу в 300 экз.;
- через 15 часов проверить, достаточно ли высохла краска для выполнения следующего прогона. Для этого поместить оттиск на печатный талер и пропустить офсетный цилиндр под давлением. О полном закреплении краски говорит отсутствие ее следов на офсетной резине;
- на высушенном оттиске определить цветовой тон краски сравнением его с помощью графопроектора с оттиском из Альбома перекрытий или эталоном краски. При этом получают дополнительные сведения о прозрачности краски, которые должны подтвердить результаты проверки степени перетира по «Клину» или помочь решить вопрос в случае возникновения сомнений;
По внешнему виду и печатным свойствам краски серии СВКФ должны отвечать общим требованиям к краскам, изложенным в разделе 7 данной инструкции.
Результаты испытаний заносят в рабочий журнал. На основании полученных результатов лаборатория составляет заключение о качестве проверенных красок.
Изготовление составных красок.
Составные краски следует готовить, строго придерживаясь всех указаний, данных в настоящей инструкции (п. 10.3.2.2 - подготовка красок).
На пробопечатном станке с тестовой формы получают пробный оттиск составной краски, который сравнивают с Альбомом перекрытий или эталоном с помощью графопроектора. При несоответствии цвета пробного оттиска эталону краску корректируют путем добавления одной из исходных красок.
После корректировки краска по цвету и оттенку должна точно соответствовать эталону. По достижении соответствия цвета и оттенка составной краски цвету и оттенку эталона составляют уточненную рецептуру данной краски, затем по установленной рецептуре следует приготовить составную краску в количестве, необходимом для печатания тиража.
Корректировка печатных свойств красок.
Для снижения вязкости и липкости красок, а также для улучшения их раскатно-накатных свойств следует использовать льняное масло или диметилфталат, которые добавляются в количестве 1 - 7 % от веса краски. Использовать для корректировки красок серии СВКФ какие-либо иные добавки, не оговоренные настоящей инструкцией, категорически запрещается.
При корректировке свойств печатных красок необходимо придерживаться такой последовательности: в первую очередь необходимо корректировать цвет, если краска составная, затем вязкость и липкость. При четырехцветной печати корректировка цвета не проводится.
В случае увеличения срока высыхания следует добавить в краску нафтинатно-кобальтовый сиккатив в количестве 1 % к весу краски.
10.3.3.3. Подготовка к печатанию офсетной однокрасочной машины*.
* При отсутствии на фабрике однокрасочной офсетной машины может быть использована двухкрасочная машина. При этом работу осуществляют на 2-ой секции, первую отключают и снимают резину с ее офсетного цилиндра.
Подготовка к печатанию офсетной однокрасочной машины выполняется в соответствии с изложенным в п. 9.1.1 данной инструкции. Но при этом необходимо обратить особое внимание на следующее:
- перед загрузкой новой краски в красочный аппарат печатной машины его следует очистить от остатков предыдущей краски, тщательно вымыть и протереть досуха (особенно, если в предыдущем прогоне использовались краски других серий). Чистовую смывку красочного аппарата осуществляют раствором, приготовленным по рецепту № 7;
- степень вакуума в пневматических присосах самонаклада должна быть максимальной. Давление воздуха, выходящего из раздувателей, должно обеспечивать подъем листов пленки, склеенных с бумагой, без их сдвига;
- на офсетном цилиндре должен быть установлен мягкий декель. Давление при печатании должно быть таким, которое позволило бы получить хорошую пропечатку изображения на оттиске без деформации линий;
- в качестве увлажняющего раствора следует применять отфильтрованную водопроводную воду. Величина pH увлажняющего раствора в резервуаре и валиках должна быть равна 7. Ее необходимо контролировать перед началом печатания тиража и периодически в процессе печатания. Не разрешается добавлять в увлажняющий раствор вещества, изменяющие его pH;
- недопустимо попадание в увлажняющий раствор кислоты или керосина, а также попадание керосина в краску, так как это приводит к значительному снижению скорости высыхания оттисков. Поэтому после смывки красочных валиков раствором, приготовленным по рецепту № 6, необходимо перед печатанием дополнительно промыть их спирто-бензиновой смесью (рецепт № 7) и тщательно высушить. Спирто-бензиновую смесь перед употреблением взбалтывают.
10.3.3.4. Печатание контрольных оттисков и тиража.
Выполняется в соответствии с указаниями раздела 9 данной инструкции. При этом дополнительно необходимо учитывать следующее:
- склеенную с бумагой пленку следует укладывать на стапель склеенной стороной в «хвост»;
- процесс печатания осуществлять при минимальном увлажнении формы;
- печатание выполнять при скорости машины 3,0 - 3,5 тыс. отт/час;
- контрольные оттиски утверждает мастер участка в результате просмотра их и сравнения с оттиском красочной пробы на световом столе, установленном рядом с печатной машиной;
- при непродолжительных остановках машины (до 5 минут) форму следует увлажнять. При остановках свыше 5 минут форму покрывают тонким слоем защитного коллоида;
- при длительных остановках машины (более 1/4 часа) краску с валиков необходимо смыть;
- краску в красочном ящике следует перемешивать перед печатанием тиража и периодически во время печатания;
- в день печатается только одна краска;
- по окончании смены форму смыть и обработать по принятой на предприятии технологии;
- по мере печатания оттиски складывают в стопы по 300 штук для сушки. Время сушки должно быть не менее 15 часов.
Черная краска сохнет значительно дольше других, поэтому ее нужно печатать последней, а к дальнейшей обработке тиража (сортировка, перфорирование и т.д.) приступать только после полного высыхания черной краски.
10.3.4. Печатание текста «Методических указаний к использованию серии», его фальцовка.
Двусторонняя печать выполняется на офсетной бумаге массой 70 - 85 г/м2, фальцовка - в соответствии с образцом фальцовки.
При этом, если серии предполагается упаковывать в бумажные пакеты, то вместе с текстом «Методических указаний» печатают марку-наклейку для пакета, содержащую название серии, количество транспарантов и цену. Марка имеет установленную форму и размер (см. рис. 10.1).
10.3.5. Изготовление упаковочных пакетов.
Для упаковки серий карт-транспарантов готовят специальные пакеты из:
- пленки, получаемой из полиэтилена низкой плотности (марки см. в разделе 4) ,или
- мешочной бумаги (типа «Крафт» и др.).
Размер готового пакета должен быть на 1 см больше размера карт-транспарантов, т.е. 28×30 см.
Пленку для изготовления пакетов разматывают и нарезают на листы требуемого размера (целесообразно - 28×60 см), а затем складывают каждый лист пополам и запаивают его боковые стороны на машине для сварки пленок М6-АП-2С.
Цена
Пакеты из мешочной ткани готовят с клапаном, а на правый верхний угол наклеивают специальную марку-наклейку (рис. 10.1).
10.3.6. Разрезка, сортировка, перфорирование и комплектовка серий карт-транспарантов. Упаковка.
10.3.6.1. После окончательного закрепления последней краски оттиски разрезают по крестам-меткам на отдельные транспаранты на одноножевой машине.
10.3.6.2. На все транспаранты должны быть нанесены перфорационные отверстия, необходимые для их совмещения при проецировании. Перфорирование выполняют одновременно с сортировкой и комплектацией серий.
Работу выполняют с помощью станка «СВК» в указанной ниже последовательности:
- разрезанные транспаранты вместе с афишной бумагой помещают в ячейки «СВК» по порядку номеров (1-я ячейка - транспарант № 1 и т.д.). Рекомендуется все транспаранты укладывать в ячейки в одном положении - вверх правой (восточной) рамкой;
- вынимают транспарант № 1 из ячейки и бегло осматривают его с целью выявления технических дефектов. Транспаранты с грубыми дефектами отбраковывают;
- наносят перфорацию на транспарант вдоль левой (западной) рамки. Для этого транспарант вместе с афишной бумагой (бумагой вниз) вставляют левой рамкой до упора под стеклянную планку светового окна «СВК» и совмещают два креста транспаранта с крестами на стеклянной планке. После совмещения крестов нажимают на ножную педаль, управляющую пуансонами, и пробивают отверстия;
- отперфорированный транспарант кладут на столешницу перфоратора и достают второй транспарант из ячейки № 2. Повторяют все операции, указанные в предыдущем абзаце и т.д.;
- при комплектации второго комплекта транспаранты укладывают на первый под углом 90°
10.3.6.3. Каждый отсортированный и отперфорированный комплект вместе с текстом «Методических указаний» помещают в упаковочный пакет.
В полиэтиленовом пакете «Методические указания» должны быть помещены таким образом, чтобы можно было прочитать название серии и содержание набора.
Готовые пакеты заклеивают или запаивают.
10.4. Требования к качеству отпечатанных карт-транспарантов. Способы контроля.
10.4.1. Требования к красочной пробе и совмещенным оттискам.
10.4.1.1. Красочная проба карты-транспаранта должна отвечать основным требованиям, предъявляемым к красочным пробам всех карт, указанным в разделе 8 данной инструкции.
10.4.1.2. Печатание совмещенных и отдельных изображений должно быть выполнено в полном соответствии с технологическим планом, составленным техническим редактором.
10.4.1.3. Транспаранты не должны иметь механических дефектов: заломов, трещин, царапин и загрязнений.
Соответствие п.п. 10.4.1.2 - 10.4.1.3 проверяют визуально.
10.4.1.4. Несовмещение всех элементов многоцветного изображения не должно превышать 0,2 мм.
10.4.1.5. Отдельные изображения должны совмещаться друг с другом по всем элементам с точностью 0,2 мм.
Контроль по п.п. 10.4.1.4 - 10.4.1.5 осуществляют с помощью измерительной лупы.
10.4.1.6. При замере на цветном денситометре в проходящем свете зональные оптические плотности плашек должны соответствовать значениям, указанным в табл. 10.1.
10.4.2. Требования к тиражу.
10.4.2.1. Картографическое изображение карт-транспарантов по содержанию и качеству полиграфического воспроизведения должно соответствовать красочной пробе или эталону, утвержденным контрольной редакцией ГУГК СССР, и «Техническим условиям на карты-транспаранты» /85/.
10.4.2.2. Карты-транспаранты должны быть отпечатаны в зеркальном изображении.
10.4.2.3. Карты-транспаранты должны быть обрезаны ровно без перекоса, не должны иметь срезанных рамок, перекос не должен превышать 1 мм. Края отдельных транспарантов должны быть гладкими, без следов щербин от ножа.
10.4.2.4. На всех транспарантах должна быть нанесена перфорация, позволяющая совмещать их по штифтам графопроектора «Лектор-2000».
Точность перфорации должна обеспечивать качественное совмещение карт-транспарантов: несовмещение рисунка не должно превышать 0,2 мм.
Соответствие по п.п. 10.4.2.3 - 10.4.2.4 осуществляют с помощью линейки КЛ или измерительной лупы.
10.4.2.5. Серия карт-транспарантов должна иметь в наличии все транспаранты, подобранные по порядку номеров, и вкладыш с текстом «Методических указаний» по их использованию, отпечатанный типографским или офсетным способом и сфальцованный в тетрадь (без разреза).
10.4.2.6. Серия карт-транспарантов должна быть упакована в пакет из бумаги типа «Крафт» или полиэтиленовой пленки.
10.5. Возможные неполадки при печатании карт-транспарантов, их причины и методы устранения.
При печатании красочной пробы и тиража карт-транспарантов возникают те же дефекты, что и при печатании картографической продукции на бумаге. Дополнительно могут возникнуть следующие неполадки.
|
Причина |
Метод устранения |
|
|
1 |
2 |
3 |
|
Плохое закрепление краски на оттиске. |
1. Большое содержание воды в краске (эмульгирование). |
Отрегулировать подачу увлажняющего раствора. |
|
2. Попадание керосина в краску. |
Выполнять смывку только спирто-бензиновой смесью. |
|
|
3. Попадание гидрофилизирующих растворов в краску. |
Тщательно смывать водой печатную форму для удаления гидрофилизирующего раствора. |
|
|
Краска отмарывает на прокладочную бумагу. |
1. Толстый слой краски на оттиске. |
Печатать более тонким слоем. |
|
2. Слишком большая стопа. |
Уменьшить стопу. |
|
|
Выщипывание бумаги при печатании совмещенных оттисков красочной пробы. |
Толстый слой краски на раскатной плитке. |
Снять часть краски с раскатной плитки и велика. |
|
Недостаточная насыщенность краски на оттиске. |
1. Излишняя подача увлажняющего раствора. |
Уменьшить подачу увлажняющего раствора, отрегулировать работу увлажняющего аппарата. |
|
2. Недостаточная подача краски на форму. |
Отрегулировать подачу краски регулировочными винтами. |
|
|
3. Недостаточное давление между формным и офсетным цилиндрами. |
Отрегулировать давление между цилиндрами. |
|
|
4. Неправильно отрегулированы накатные валики. |
Проверить прижим накатного валика к печатной форме. |
|
|
Непропечатка на оттиске отдельных деталей рисунка. |
1. Неустойчивость печатающих элементов на отдельных участках формы. |
Заменить форму. |
|
2. Образование на поверхности офсетного резинотканевого полотна вмятин или продавленных участков. |
Заменить офсетную резинотканевую пластину. |
|
|
3. Неравномерность толщины декеля. |
--//-- |
|
|
4. Дефект на поверхности красочных валиков. |
Проверить и заменить валики. |
11. ПЕЧАТАНИЕ КАРТОГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ НА ПЛЕНКЕ «ПЛАСТКАРТ»
Пленка «Пласткарт» предназначена для печатания наглядных пособий (рельефных карт, пластмассовых глобусов и др.) офсетным способом и представляет собой слабопластифицированный термопластичный непрозрачный белый материал. После печатания наглядные пособия подвергаются формовке на специальных устройствах.
В данном разделе рассмотрены работы по печатанию тиража на данной невпитывающей основе, при этом перечислены все основные процессы, но подробно охарактеризованы только особенности выполнения указанных операций.
Вопросы формования наглядных пособий рассмотрены в соответствующем нормативно-техническом акте /54/.
11.1. Общая структура технологического процесса.
11.1.1. Подготовительные работы.
11.1.1.1. Подготовка пленки «Пласткарт» к печатанию.
11.1.1.2. Подготовка красок серий СВКФ и ОВКМ.
11.1.1.3. Подготовка офсетной машины к печатанию.
11.1.2. Печатание контрольных оттисков и тиража.
11.1.3. Сортировка отпечатанной продукции.
11.1.4. Регенерация пленки «Пласткарт».
11.2. Требования к исходным материалам.
11.2.1. Требования к пленке «Пласткарт».
11.2.1.1. Для изготовления рельефных карт и глобусов может быть использована пленка «Пласткарт» марок «П» (прессованная) или «К» (каландрированная).
11.2.1.2. Пленка марки «П» должна иметь толщину 0,35 ± 0,05 мм, пленка марки «К» - 0,38 ± 0,05 мм.
Допускается уменьшение толщины пленки на краях листа (в полосе шириной 20 мм) до 0,2 мм для марки «П» и до 0,3 мм для марки «К».
11.2.1.3. Поверхность пленки марки «П» должна быть однородной, ровной, матированной с лицевой стороны и глянцевой - с оборота. Допускается наличие мелких точечных инородных включений диаметром до 0,2 мм в количестве не более 8 шт. на площади 1 дм2.
11.2.1.4. Поверхность пленки марки «К» должна быть ровной, полуматовой, без разрывов, трещин и складок. Допускаются небольшие риски от формующего валика, легкая волнистость и незначительная шероховатость поверхности, не затрудняющие пропечатку изображения на всей площади листа при нормальных условиях печатного процесса и сглаживающиеся в процессе формования.
Допускается наличие мелких точечных инородных включений диаметром до 0,2 мм в количестве не более 5 шт. на площади 1 дм2.
11.2.1.5. Листы пленки не должны иметь складок, грубой волнистости и коробленности, выпуклых рисок.
11.2.1.6. Листы пленки не должны иметь разрывов, трещин, сквозных отверстий.
11.2.1.7. Пленка не должна иметь грязных пятен, которые не удалялись бы протиранием тряпкой.
11.2.1.8. Пленка не должна иметь лощеных пятен и полос на лицевой стороне.
11.2.1.9. Пленка должна иметь однородную структуру и быть без «облачности».
11.2.1.10. Пленка должна быть морозостойкой при температуре до -40 °С.
11.2.1.11. Термопластические свойства пленки должны обеспечивать передачу форм рельефной модели или глобуса.
11.2.2. Требования к краскам.
Для работы на пленке «Пласткарт» используют краски серий СВКФ или ОВКМ.2, предназначенные для печатания на невпитывающих основах.
Указанные краски должны отвечать общим требованиям, изложенным в разделе 7 данной инструкции.
Дополнительно следует обращать особое внимание на их физико-технические показатели.
Для красок серии ОВКМ.2 показатели приведены в табл. 11.1 (для красок серии СВКФ - в табл. 10.1).
Таблица 11.1
|
Норма |
Метод испытания |
|
|
1 |
2 |
3 |
|
1. Степень перетира по границе начала штрихов, мкм, не более: |
15 |
по ТУ |
|
ОВКМ.2-01 |
20 |
|
|
2. Растекание, мм, в пределах: |
|
по ТУ |
|
ОВКМ.2-01 |
32 - 36 |
|
|
ОВКМ.2-23 |
32 - 37 |
|
|
ОВКМ.2-33 |
34 - 39 |
|
|
ОВКМ.2-53 |
28 - 33 |
|
|
ОВКМ.2-80 |
39 - 44 |
|
|
3. Время высыхания на стекле при температуре 30 ± 2 °С и относительной влажности воздуха 65 ± 5 %, ч, в пределах: |
1 - 3 |
по ТУ |
|
4. Прозрачность, балл, в пределах: |
|
|
|
ОВКМ.2-01 |
непрозрачная |
по ТУ |
|
ОВКМ.2-23 |
9 |
|
|
ОВКМ.2-33 |
10 |
|
|
ОВКМ.4-53 |
7 |
|
|
ОВКМ.2-80 |
10 |
|
11.2.3. Требования к качеству тиражных печатных форм.
Для печатания на пленке «Пласткарт» рекомендуется использовать печатные формы, изготовленные на предварительно очувствленных пластинах типа УПА-1, или биметаллические формы, так как они позволяют работать при минимальной подаче увлажняющего раствора.
11.3. Описание технологического процесса.
11.3.1. Подготовительные работы.
11.3.1.1. Подготовка пленки «Пласткарт» к печатанию.
Пленка «Пласткарт» должна храниться в сухом помещении при температуре не выше 35 °C на расстоянии не менее 1 м от нагревательных приборов.
Не допускается совместное хранение пленки и органических растворителей, кислот, химикатов, для которых отсутствует гарантия инертности по отношению к пленке.
Гарантийный срок хранения пленки в складских помещениях - 1 год со дня изготовления.
Процесс подготовки пленки включает:
- входной контроль,
- разрезку на листы требуемого формата,
- сортировку,
- акклиматизацию в условиях печатного цеха.
Входной контроль.
Первичную приемку поступившей пленки осуществляет кладовщик, который проверяет состояние упаковки на соответствие ее ТУ 6-05-1650-78.
Работник лаборатории отбирает образцы пленки и проводит их анализ на соответствие требованиям, изложенным в п. 11.2.1.
В первую очередь проверяют линейные размеры листов пленки, их толщину и внешний вид.
Толщину измеряют микрометром с погрешностью не более 0,01 мм на расстоянии не менее 25 мм от края листа в точках, отстоящих друг от друга на расстоянии не более 300 мм.
Дополнительно проверяется однородность структуры и наличие «облачности», характеризующей разнотолщинность пленки. Наличие «облачности» определяют при просмотре пленки в проходящем свете на световом столе. Она недопустима на пленке, предназначенной для печатания глобусов, так как приводит к серьезным дефектам при формовании.
Для определения термопластических свойств пленки проводят пробное формование.
Склад имеет право выдавать пленку в цех только по получении от лаборатории положительного заключения о ее качестве.
По истечении гарантийного срока хранения пленка должна быть повторно проверена на соответствие указанным требованиям.
Разрезка, сортировка, акклиматизация пленки.
Нарезка пленки на листы требуемого формата и подрезка ее краев осуществляется на одноножевой бумагорезальной машине в следующей последовательности:
- во всей партии пленки отрезается полоса, не используемая при печатании данного тиража;
- осуществляется подрезка в каждой привертке с оставшихся трех сторон листа последовательно. Минимальная ширина подрезки - 20 мм;
- подрезанные листы разрезают на части требуемого размера. Пример схемы резки дан на рис. 11.1.
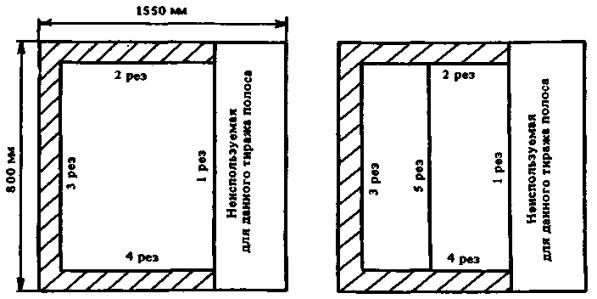
В зависимости от хрупкости пленки резку выполняют пачками от 25 до 50 листов в привертке.
После резки осуществляют полистную сортировку с целью выявления листов, имеющих дефекты и не отвечающих требованиям, указанным в п. 11.2.1 (п.п. 11.2.1.3 - 11.2.1.9).
Оценку качества поверхности пленки выполняют визуально сначала при горизонтальном, затем при вертикальном положении листа.
Листы, пригодные для печатания, считают, сталкивают и укладывают на стеллажи в помещении печатного цеха за 72 часа до начала печатания.
11.3.1.2. Подготовка красок серий СВКФ и ОВКМ.
При работе с красками СВКФ и ОВКМ необходимо обратить особое внимание на следующее:
- краски, полученные со склада, должны пройти акклиматизацию в условиях цеха в течение 24 часов;
- открыв банку, следует снять с поверхности краски лист промасленной бумаги и при наличии красочной корки осторожно удалить ее шпателем;
- после того, как из банки взято какое-то количество краски, поверхность оставшейся краски следует тщательно выровнять и покрыть кружком пергамента или промасленной бумаги. Между бумагой и поверхностью краски не должно быть воздуха;
- банки, с остатками красок должны храниться плотно закрытыми во избежание попадания пыли и ускорения образования красочной пленки;
- банки с красками должны храниться в сухом помещении при температуре 15 - 25 °С. Недопустимо хранение банок с красками вблизи отопительных приборов;
- не следует заливать остатки красок в банках водой или каким-либо маслом.
Процесс подготовки печатных красок включает:
- входной контроль,
- изготовление составных красок,
- корректировку печатных свойств красок. При этом особое внимание должно быть уделено обеспечению условий их быстрого закрепления на оттисках.
Входной контроль.
В лаборатории проводится контроль качества красок на соответствие ТУ 29-02-884-79 для красок СВКФ и ТУ 29-02-537-76 для красок ОВКМ.
Отбор пробы для проведения испытаний следует осуществлять в соответствии с ТУ 29-02-863-78 «Краски печатные. Отбор, упаковка, маркировка средней пробы краски. Методы испытаний».
Физико-технические показатели красок, а также методы их определения для красок СВКФ даны в табл. 10.1, а для красок ОВКМ - в табл. 11.1.
Изготовление составных красок.
Составные краски следует готовить в соответствии с указаниями красочной пробы и эталона для печати. Для получения требуемого цвета и оттенка можно смешивать друг с другом краски обеих серий в любом соотношении. Категорически запрещается добавление или использование красок других серий, так как это приводит к снижению прочности красочного слоя и значительному увеличению времени его закрепления (в отдельных случаях краска не закрепляется совсем).
На утверждение техническому редактору представляются образцы составных красок, нанесенные специальным валиком на пленку «Пласткарт».
Корректировка печатных свойств красок.
Для снижения вязкости и липкости красок, а также для улучшения их раскатно-накатных свойств, следует использовать льняное масло или диметилфталат, которые добавляют в количестве 1 - 7 % от веса краски. Использовать для корректировки красок серий СВКФ и ОВКМ какие-либо иные добавки, не оговоренные настоящей инструкцией, категорически запрещается.
При корректировке свойств печатных красок необходимо придерживаться такой последовательности: в первую очередь корректировать цвет (если краска составная), затем вязкость и липкость. При четырехцветной печати корректировка цвета не проводится.
В случае увеличения срока закрепления следует добавить в краску нафтинатно-кобальтовый сиккатив в количестве 1 % от веса краски.
11.3.1.3. Подготовка офсетной машины к печатанию.
Наглядные пособия на пленке «Пласткарт» могут печататься на одно- или двухкрасочной офсетной машине.
Подготовка к печатанию офсетной машины выполняется в соответствии с изложенным в п. 9.1.1 данной инструкции.
При этом необходимо обратить особое внимание на следующее:
- перед загрузкой новой краски в красочный аппарат печатной машины его следует очистить от остатков предыдущей краски, тщательно вымыть и протереть досуха (особенно если в предыдущем прогоне использовались краски других серий). Чистовую смывку красочного аппарата осуществляют раствором, приготовленным по рецепту № 7;
- степень вакуума в пневматических присосах самонаклада должна быть максимальной. Давление воздуха, выходящего из раздувателей, должно обеспечивать подъем листов пленки без их сдвига;
- на офсетном цилиндре должен быть установлен мягкий декель. Давление при печатании должно быть таким, которое позволило бы получать хорошую пропечатку изображения на оттиске без деформации линий;
- в качестве увлажняющего раствора рекомендуется применять отфильтрованную водопроводную воду. Величина pH увлажняющего раствора в резервуаре и на валиках должна быть равна 7. Ее необходимо контролировать перед началом печатания тиража и периодически в процессе печатания.
Не разрешается добавление в увлажняющий раствор веществ, изменяющих его pH;
- недопустимо попадание в увлажняющий раствор кислоты или керосина, а также попадание керосина в краску, так как это приводит к значительному снижению скорости высыхания оттисков. Поэтому после смывки красочных валиков раствором, приготовленным по рецепту № 6 необходимо перед печатанием дополнительно промыть их спирто-бензиновой смесью (рецепт № 7) и тщательно высушить. Спирто-бензиновую смесь перед употреблением взбалтывают.
11.3.2. Печатание контрольных оттисков и тиража.
Выполняется в соответствии с указаниями раздела 9.
При проведении данного процесса необходимо дополнительно учитывать следующее:
- скорость печатания должна быть 3,0 - 3,5 тыс. отт/час;
- процесс печатания должен происходить при минимальном увлажнении формы;
- мастер участка и технический редактор утверждают контрольные оттиски при сравнении их с красочной пробой - эталоном для печати;
- при непродолжительных остановках офсетной машины (до 5 минут) форму следует увлажнять. При остановках свыше 5 минут форму покрывают тонким слоем защитного коллоида;
- при длительных остановках машины (более 15 минут) краску с валиков необходимо смыть;
- краску в красочном ящике следует перемешивать перед печатанием тиража и периодически во время печатания;
- по окончании смены форму следует смыть и обработать по принятой на фабрике технологии;
- в день печатается 1 - 2 краскопрогона;
- оттиски складываются на поддоны стопами не более 500 шт. и остаются для высыхания не менее, чем на 15 часов;
- черная краска закрепляется дольше, поэтому ее целесообразно печатать последней, а к дальнейшей обработке тиража (сортировке) приступать только после полного высыхания черной краски.
11.3.3. Сортировка отпечатанной продукции.
Проводится полистный просмотр тиража с целью определения качества оттисков на соответствие их требованиям, указанным в разделе 11.4.
11.3.4. Регенерация пленки «Пласткарт».
Выполняется в следующей последовательности:
- регенерируемый лист пленки «Пласткарт» погружают в ванну с раствором, приготовленным по рецепту № 8, и выдерживают в нем около трех часов;
- затем переносят пленку в промывочную ванну, где с помощью щетки промывают ее проточной водой;
- дают воде стечь, остатки удаляют сухой тряпкой;
- сушат листы пленки в подвешенном состоянии в естественных условиях или в сушильном шкафу при температуре около 30 °С.
После регенерации пленка «Пласткарт» может использоваться повторно для приладок или для изготовления изделий ширпотреба.
11.4. Требования к качеству изображений, получаемых на пленке «Пласткарт».
Изображения, получаемые на пленке «Пласткарт», должны соответствовать требованиям, изложенным в п. 8.4.2 данной инструкции.
11.5. Возможные неполадки при печатании на пленке «Пласткарт», их причины и методы устранения.
Соответствуют изложенному в п. 10.5 данной инструкции.
12. ПЕЧАТАНИЕ КОНТУРНЫХ КАРТ НА РУЛОННЫХ ОФСЕТНЫХ МАШИНАХ
Контурные карты предназначены для практических занятий учащихся 3 - 10 классов. В связи с большими тиражами (1 - 4 млн. экземпляров одного наименования) наиболее рациональной технологией их издания является печатание на рулонной офсетной машине (см. раздел 5 данной инструкции).
12.1. Общая структура технологического процесса.
12.1.1. Подготовка рулонной офсетной машины к печатанию.
12.1.1.1. Подготовка печатного аппарата.
12.1.1.3. Подготовка увлажняющего аппарата.
12.1.1.3. Подготовка красочного аппарата.
12.1.1.4. Подготовка бумагопитающей системы.
12.1.1.5. Подготовка бумагопроводящей системы.
12.1.1.6. Подготовка фальцаппарата.
12.1.1.7. Приладка форм и получение контрольного оттиска.
12.1.2. Печатание тиража.
12.2. Требования к исходным материалам.
12.2.1. Требования к бумаге.
Контурные карты печатают на писчей бумаге № 1 или картографической. Подготовленная для печатания бумага должна соответствовать требованиям, изложенным в разделе 6 данной инструкции.
12.2.2. Требования к печатным краскам.
Печатные краски должны соответствовать требованиям, изложенным в разделе 7 данной инструкции.
12.2.3. Требования к качеству тиражных печатных форм.
Требования, предъявляемые к качеству тиражных печатных форм, соответствуют изложенному в п. 8.2.1. данной инструкции.
12.3. Описание технологического процесса*.
* Технологические процессы рассматриваются применительно к рулонной офсетной печатной машине «РО-62».
12.3.1. Подготовка рулонной офсетной машины к печатанию.
12.3.1.1. Подготовка печатного аппарата.
Установка декеля. Предварительно вырезают по требуемому формату резинотканевые офсетные пластины строго прямоугольной формы и промеряют с помощью микрометра или толщиномера толщину пластин по всем четырем сторонам.
Если она окажется меньше паспортной величины, в декель добавляют калиброванные по толщине листы бумаги или лавсановой пленки (о декелях см. в приложении IV данной инструкции).
Перед установкой резинотканевой пластины тщательно протирают от пыли и грязи поверхность офсетного цилиндра и оборотную сторону пластины. Декель устанавливают на офсетный цилиндр при выключенном давлении.
Для этого сначала с помощью шаблона и дыропробивных клещей перфорируют зажимные края офсетного полотна, к которым привинчивают зажимные планки. Далее с помощью торцевого ключа поворачивают затяжной вал так, чтобы щель, проходящая вдоль офсетного цилиндра была максимальной. В эту щель вставляют одной стороной резиновое полотно и, слегка поворачивая его, находят такое положение, когда планка зацепляется за выступ цилиндра. Поворотом ключа планку зажимают в щели. Толчками пуская ход машины, натягивают офсетное полотно по всей окружности цилиндра и вставляют свободный конец его в щель цилиндра при помощи специальных ручек. Поворотом ключа зажимают конец офсетного полотна. Включают машину без давления на 1 - 2 минуты и дополнительно подтягивают декель.
Установка печатных форм. Предварительно промеряют толщину печатной пластины по всем четырем ее сторонам.
Чтобы форма возвышалась над опорными кольцами (превышение должно составлять 0,02 - 0,05 мм), необходимо под нее подобрать подложку из калиброванных по толщине бумаги или лавсановой пленки.
Далее обрезанную до стандартных размеров печатную форму с наложенным на нее шаблоном вставляют в зажимное приспособление (при этом направляющие штифты шаблона должны войти в соответствующие отверстия приспособления) и специальными клещами производят пробивание отверстий. Затем кромки формы загибают и к ним привинчивают планки. Оборот формы и поверхность формного цилиндра смазывают тонким слоем машинного масла.
Установку печатной формы на цилиндр осуществляют следующим образом: с помощью накидного ключа отворачивают гайку, чтобы увеличить щель в затягивающих сегментах формного цилиндра. В щель цилиндра вставляют один конец формы и фиксируют с помощью колец. Поворачивают цилиндр на один оборот и закрепляют второй конец.
12.3.1.2. Подготовка увлажняющего аппарата.
Приладка увлажняющего валика. Увлажняющий валик приставляют к печатной форме и раскатному цилиндру, выравнивая прижатие валика к форме с помощью щупа толщиной 0,1 мм, а к раскатному цилиндру - щупа толщиной 0,2 мм. Закрепляют валик и вновь уточняют равномерность его прижима.
Приладка дукторного увлажняющего вала. Дукторный вал приставляют к раскатному цилиндру и регулируют степень его прижима с помощью щупа толщиной 0,2 мм. Раскатной цилиндр не должен быть сильно прижат к дукторному валу во избежание отжатия влаги и избыточного увлажнения печатной формы.
Подачу влаги регулируют, изменяя скорость вращения дукторного вала.
Кроме того, необходимо следить, чтобы поверхность валиков увлажняющего аппарата не зажиривалась. При загрязнении поверхность валиков прочищают мягкой щеткой.
12.3.1.3. Подготовка красочного аппарата.
Регулировка накатных и раскатных валиков. Накатные и раскатные валики устанавливают таким образом, чтобы щуп толщиной 0,1 мм вытягивался по всей длине валика с одинаковым небольшим усилием.
Регулировку валиков можно осуществить повторно после наката краски на валики красочной системы: степень прижима определяют по ширине и равномерности следа краски, оставляемого на полоске бумаги, помещаемой между контролируемой парой. Ширина следа должна быть около 6 мм.
Предварительная настройка краскоподающей системы. Устанавливают в исходное положение нож красочного ящика, т.е. устанавливают минимальный зазор между красочным ножом и дукторным цилиндром вдоль всей его образующей. Затем в соответствии с характером и площадью печатающих элементов на форме регулируют величину этого зазора, т.е. предварительно регулируют подачу краски вдоль образующей формного цилиндра.
Далее регулируют время выстоя передаточного валика у дукторного вала, т.е. предварительно регулируют подачу краски по направлению ее наката. Окончательную регулировку подачи краски и выравнивание ее силы вдоль бумажного листа выполняет печатник в процессе приладки на рабочем ходу машины после раската и прогрева краски в красочной системе.
12.3.1.4. Подготовка бумагопитающей системы.
Подготовка рулонов к зарядке. С торцов рулона вскрывают и снимают амбалаж. Затем специальным приспособлением удаляют пробки из гильзы рулона*. Аккуратно, не повреждая гильзу, надрывают у торца рулона край амбалажа и с помощью заостренной деревянной палки разрезают амбалаж по образующей рулона. При наличии повреждений на поверхности рулона (разрывы, промочки) той же деревянной палкой снимают поврежденные верхние слои бумажного полотна.
* Если гильзы деформированы, рулон должен быть забракован и сдан на склад.
Установка рулона в машину. Подготовленный рулон одевают на штангу до упора и закрепляют с другой стороны ограничительным винтом. Рулон подкатывают к машине так, чтобы штанга рулона оказалась над гнездами подъемного кронштейна. Поворотом маховика кронштейн поднимает рулон над полом примерно на 30 мм. В случае необходимости производится боковое смещение рулона при помощи регулировочной вилки и звездообразной рукоятки.
12.3.1.5. Подготовка бумагопроводящей системы.
Проводка бумажного полотна. При полной остановке машины печатник проводит вручную бумажное полотно через систему валиков до первой печатной секции, а затем на заправочной скорости работы машины - через все печатные секции, через воронку до тянущих валиков фальцаппарата и далее через фальцаппарат.
Регулировка бумагопроводящей системы. Натяжение бумажного полотна регулируют штангой тормозной передачи и винтом тормозных колодок в бумагозаправочной секции. Регулировка поперечной приводки выполняется поворотом резьбовой втулки при помощи рукоятки на каждой секции машины. Регулировка продольной приводки осуществляется смещением регистрового валика посредством звездообразной рукоятки на каждой секции машины.
Прижим тянущих резиновых роликов к бумаговедущему валику перед фальцующей воронкой регулируется винтами. Тянущие ролики следует установить так, чтобы они не проходили по запечатываемому полю.
12.3.1.6. Подготовка фальцаппарата.
Настройка режущего механизма. Опускают болты крепления верхнего и нижнего ножей. Регулируют положение верхнего ножа так, чтобы режущая кромка скользила по торцу контрольного болта, и туго затягивают болты крепления ножа. В дальнейшем до смены ножа его положение не меняется. Для установки нижнего ножа фальцаппарат отодвигают от печатной машины, со стороны приемки справа вручную проворачивают нижний ножевой цилиндр до момента встречи верхнего и нижнего ножей. Нижний нож выставляется таким образом, чтобы производился ровный, без бахромы, рез по всей ширине бумажного полотна. Болты крепления нижнего ножа туго затягивают. Замена и настройка ножей осуществляется через 1 - 3 миллиона листов-оттисков.
Настройка фальцаппарата. Регулируется винтами сила прижима друг к другу фальцующих валиков на 1-м сгибе, выводных роликов после 1-го сгиба, положение фальцующего ножа и захватов фальцбарабана. Производится пробная фальцовка и проверяется качество каждого фальца.
12.3.1.7. Приладка форм и получение контрольного оттиска.
Работа осуществляется в следующей последовательности:
- машину останавливают, с печатных форм смывают защитное покрытие;
- тщательно смывают офсетное полотно раствором для смывки и протирают насухо;
- машину включают на скорость 5 - 7 тыс. об/час, приставляют увлажняющие валики к формному цилиндру и дают поработать машине на холостом ходу 20 - 30 секунд с тем, чтобы валики и печатная форма хорошо увлажнились;
- красочные накатные валики приставляют к печатной форме, включают давление и пускают машину на рабочей скорости;
- по красочному пробному оттиску проверяют приводку изображения на одной стороне листа (правильность полей за крайними крестами) и «лица» с «оборотом».
Добиваются нужного положения изображения на бумажном листе за счет регулирования поперечной и продольной приводки бумажного полотна, а также корректируя положение печатных форм на формных цилиндрах. Возможна регулировка положения печатных форм по диагонали до 2 мм;
- в сфальцованной тетради печатник проверяет правильность положения каждого фальца по меткам в «головке» и «хвосте» тетради. В случае отклонения линии сгиба от меток проводит регулировку механизма поперечной приводки и механизма места рубки бумажного полотна;
- печатник окончательно регулирует подачу краски и влаги на печатную форму и предъявляет сменному мастеру контрольный оттиск. Мастер подписывает эталонный лист-образец для печати тиража.
12.3.2. Печатание тиража.
12.3.2.1. Перед началом печатания печатник наносит на форму свою контрольную метку так, чтобы она печаталась на обрезном поле бумажного листа.
12.3.2.2. В процессе печатания через каждые 10 - 15 минут печатник отбирает с приемки тиражные листы (тетради) и определяет их качество, сравнивая с образцом для печати. Одновременно контролирует оттиски на отсутствие морщин, отмарывания, смазывания изображения, на точность фальцовки. При необходимости выполняет соответствующие регулировки.
12.3.2.3. Печатник в период печатания тиража поддерживает постоянный уровень краски в красочном ящике и периодически перемешивает ее шпателем.
12.3.2.4. Краску с офсетных резинотканевых пластин периодически, по мере забивания их бумажной пылью и краской (но не реже, чем после печатания с 3-х рулонов бумаги), а также при остановках машины на продолжительное время (сутки и более) смывают соответствующим раствором и протирают насухо. На резину не должны попадать машинное масло, кислоты и щелочи.
12.3.2.5. Краску, накапливающуюся на раскатных увлажняющих цилиндрах, следует периодически смывать керосином и протирать цилиндр насухо ветошью. При этом нельзя загрязнять керосином или краской увлажняющие валики.
12.3.2.6. При остановке машины до 5 минут форму увлажняют водой, при более длительных остановках покрывают слоем защитного раствора.
12.3.2.7. При длительных остановках машины (более 16 - 20 часов) производится смывка всей красочной системы, вода из увлажняющего корыта выливается, корыто чистится. Накатные и передаточные валики следует вынуть из машины и уложить на пирамиде.
12.3.2.8. По окончании смены печатную форму смывают скипидаром, обрабатывают очищающим раствором с мелом, промывают водой. На форму накатывают тонкий слой краски и покрывают защитным раствором.
12.3.2.9. В конце каждой смены бригада очищает машину от бумажной пыли, очищает мягкой щеткой бумаговедущие валы от осевшей краски, смывает краску с поверхности раскатных увлажняющих цилиндров и тщательно протирают их насухо.
12.4. Требования к качеству оттисков. Способы контроля.
12.4.1. Тиражные оттиски должны быть с хорошей пропечаткой и соответствовать подписным листам (образцам для печати) по цветовому тону, силе краски, характеру и размером элементов изображения.
Контроль осуществляют с помощью лупы 5 - 10х.
12.4.2. На оттисках не должно быть следов смазывания и отмарывания краски, морщин, склеек, масляных пятен, следов пальцев рук, загнутых углов и рваных кромок.
Контроль визуальный.
12.4.3. В сфальцованных тетрадях должна быть правильная последовательность страниц. Фальцы должны быть хорошо обжаты. Смещение и перекос фальца относительно фальцметок допускается в пределах ± 1,5 мм.
Контроль осуществляет печатник через каждые 20 - 30 минут работы машины на десяти случайно отобранных тетрадях из 100 подряд идущих. Замер величины смещения фальца от метки осуществляется линейкой с ценой деления 0,5 мм.
12.4.4. Приводка изображения «лица» с «оборотом» по приладочным крестам должна быть в пределах ± 0,5 мм.
Контроль визуальный.
12.5. Возможные неполадки при печатании тиража, их причины и методы устранения.
|
Причины возникновения |
Методы устранения |
|
|
1 |
2 |
3 |
|
Выщипывание поверхности бумаги в процессе печатания. |
1. Повышенная липкость краски. |
Откорректировать печатные свойства краски. |
|
2. Повышенная липкость резинотканевой офсетной пластины из-за набухания поверхности в растворителях и связующем краски. |
а) Смыть поверхность резинотканевой пластины, просушить и припудрить тальком. б) Заменить резинотканевую пластину. |
|
|
3. Низкая прочность поверхности бумаги. |
Заменить бумагу. |
|
|
4. Завышено давление между офсетным и печатным цилиндрами. |
Снизить давление. |
|
|
Плохое закрепление краски на оттиске. |
1. Несоответствие свойств краски бумаге. |
Добавить в краску смесь нафтенатно-кобальтового и нафтенатно-свинцового сиккативов (1:1) в количестве до 2 % от веса краски. |
|
2. Большая толщина красочного слоя. |
Уменьшить подачу краски. |
|
|
3. Большое содержание воды в краске. |
Скатать на бумагу краску с красочных валиков. Уменьшить до возможного минимума подачу увлажняющего раствора, отрегулировать увлажняющие валики. |
|
|
4. Повышенная кислотность увлажняющего раствора. |
Откорректировать pH увлажняющего раствора, поддерживать его значение на уровне 5,5 - 6,5. |
|
|
Склеивание оттисков. |
1. Избыток сиккатива в краске. |
Вновь откорректировать краску так, чтобы содержание сиккатива в ней не превышало 2 %. |
|
2. Большая высота стопы на приемке. |
Уменьшить высоту накапливаемой стопы, отрегулировать подачу воздуха так, чтобы образовалась воздушная подушка между оттисками. |
|
|
3. Большая толщина красочного слоя на оттисках. |
Уменьшить подачу краски. |
|
|
Непрочный красочный слой. |
1. Несоответствие свойств краски бумаге. |
Добавить в краску пасту 10-18, алкид ПН-53 или ПН-65 в количестве до 5 % от веса краски. |
|
2. Сильно разбавлена краска. |
Заменить краску. |
|
|
Затягивание растровой точки. |
Повышенное эмульгирование краски с увлажняющим раствором. |
Добавить пасту против затягивания растровой точки в количестве до 5 % от веса краски. |
|
Снижение насыщенности красочных оттисков по мере печатания тиража. |
«Невращение» краски в красочном ящике печатной машины. |
Периодически перемешивать краску в красочном ящике. |
|
Недостаточно четко пропечатаны элементы изображения. |
1. Недостаточное давление между офсетным и печатным, либо офсетным и формным цилиндрами. |
Увеличить давление. |
|
2. Слишком густая краска. |
Добавить в краску пасту или разбавитель. |
|
|
Образование сплошной легкой тени на оттиске. |
1. Эмульгирование краски с увлажняющим раствором. |
Уменьшить подачу увлажняющего раствора. |
|
2. Применение жирной или жидкой краски. |
Увеличить вязкость краски или сменить краску. |
|
|
3. Избыточная подача краски. |
Уменьшить подачу краски. |
|
|
4. Зажиривание пробельных элементов. |
Обработать форму гидрофилизующим раствором. |
|
|
Проскальзывание (растровые точки вытянуты в одном направлении). |
1. Увеличенная подача краски. |
Отрегулировать баланс воды и краски. |
|
2. Излишнее давление между формным и офсетным цилиндрами. |
Снизить давление до непропечатки, затем довести толщину декеля до появления качественной печати. |
|
|
3. Слабо натянут декель. |
Подтянуть декель. |
|
|
Образование продольных полос на оттиске. |
1. Биение накатных красочных или увлажняющих валиков. |
Отрегулировать равномерность прижима накатных валиков к форме. |
|
2. Люфт в шестернях раскатных цилиндров. |
Устранить люфт. |
|
|
3. Износ подшипников офсетных цилиндров. |
Заменить подшипники офсетных цилиндров. |
|
|
4. Грязные увлажняющие валики. |
Сменить чехлы увлажняющих валиков. |
|
|
Обрыв бумажного полотна у места склейки. |
1. Слишком быстро или слишком медленно вращается рулон. |
Отрегулировать разгоняющее устройство. |
|
2. Биение рулона. |
Заменить рулон или снизить скорость печатания. |
|
|
Обрыв бумажного полотна в печатной секции. |
1. Чрезмерное натяжение бумажного полотна. |
Уменьшить натяжение бумажного полотна. |
|
2. Чрезмерное увлажнение печатной формы. |
Уменьшить подачу увлажняющего раствора. |
|
|
3. Попадание воды на резинотканевую пластину. |
Протереть пластину насухо. |
|
|
Образование на оттиске складок и морщин. |
1. Конусность рулона бумаги. |
Заменить рулон. |
|
2. Перекос бумажного полотна в бумагопроводящей системе. |
Устранить перекос, регулируя механизм боковой приводки. |
|
|
Надрыв краев бумажного полотна. |
Нарушение цилиндричности резиновых тянущих роликов. |
Заменить изношенные ролики. |
|
Линия 2-го сгиба «бегает» относительно фальцметки. |
Чрезмерное натяжение бумажного полотна на выходе из печатной машины. |
Ослабить натяжение бумажного полотна с помощью вариатора. |
13. СОРТИРОВКА И КОМПЛЕКТОВКА КАРТОГРАФИЧЕСКОЙ ПРОДУКЦИИ
Сортировку картографической продукции осуществляют после получения разрешения на выпуск в свет.
Комплектовку многолистных карт проводят из отсортированных (годных) листов.
13.1. Общая структура технологического процесса.
13.1.1. Получение отпечатанного тиража.
13.1.2. Подборка и утверждение образцов (эталонов) для сортировки.
13.1.3. Сортировка тиража.
13.1.4. Обрезка сводки перед комплектовкой многолистных карт.
13.1.5. Комплектовка и счет скомплектованных карт.
13.1.6. Сдача скомплектованных карт в наклеечный цех.
13.1.7. Упаковка скомплектованных карт и сдача на склад.
13.2. Требования к исходным тиражным оттискам.
Изложены в разделе 9.4 данной инструкции.
13.3. Описание технологического процесса.
13.3.1. Получение отпечатанного тиража.
Отпечатанный тираж карты принимает из печатного отделения мастер отделения сортировки карт строго по счету согласно наряд-заказу и приемочному акту.
При помощи тележки с подъемным столом стеллажи с отпечатанной продукцией перевозят в отделение сортировки.
13.3.2. Подборка и утверждение контрольных образцов (эталонов) для сортировки.
Подборку эталонов для сортировки и комплектовки проводит технический редактор. Для эталонов выбирают тиражные оттиски, полностью отвечающие требованиям, изложенным в разделе 9.4 данной инструкции.
13.3.3. Сортировка тиража.
Проводится на сортировочных столах с гладкой поверхностью. Столы должны быть оборудованы угольниками для лучшего сталкивания рассортированных листов и губкодержателями;
- стеллажи с отпечатанными листами карты и пустой стеллаж для отсортированных листов должны располагаться рядом с сортировочным столом;
- перед началом сортировки контролер получает у мастера эталоны для сортировки и тщательно с ними знакомится;
- сортировка карты проводится методом сплошной проверки каждого отпечатанного листа в строгом соответствии с эталонами;
- сортировка методом выборочной проверки, когда проверяется только 40 - 60 % тиража, допускается только в том случае, если весь тираж отпечатан заведомо хорошего качества и вид продукции допускает применение этого метода (например, карты, отпечатанные в одну или две краски);
- для сортировки на стол кладут стопу отпечатанных оттисков в количестве 1000 - 1500 листов. Контролер садится на винтовой стул с удобной для работы высотой. Стул должен иметь подножку. Если ее нет, то под ноги ставится деревянная подставка;
- смачивая пальцы глицерином, контролер перелистывает стопу и просматривает каждый лист сначала с одной стороны, а затем с другой. Если лист имеет большой формат, то просмотр проводится с четырех сторон;
- непригодные оттиски и оттиски, имеющие допустимые дефекты, вынимают и складывают в отдельные стопы;
- если качество отдельных карт отклоняется от показателей годной продукции, то такие карты должны откладываться для дополнительного просмотра лицами, несущими ответственность за выпуск качественной продукции (работниками ОТК);
- годную продукцию снимают со стола и складывают на стеллажи. На стол кладут новую стопу несортированных оттисков;
- вся отсортированная продукция (годная и брак) должна быть сосчитана;
- всю отсортированную продукцию выборочно контролирует мастер сортировочного отделения и работник ОТК. Если в годной продукции обнаружен брак, то всю партию возвращают сортировщику для пересортировки.
13.3.4. Обрезка сводки перед комплектацией многолистных карт.
13.3.4.1. Обрезка сводки выполняется на одноножевой резальной машине согласно утвержденному макету.
13.3.4.2. Так как размер бумаги, на которой печатался тираж, может колебаться в пределах 2 - 3 мм, то перед обрезкой сводки зачищают противоположные стороны оттисков (см. рис. 13.1).
13.3.4.3. Перед обрезкой стопу оттисков тщательно сталкивают по стороне клапана и бокового упора и укладывают на передний стол резальной машины. Поверх стопы кладут макет обрезки и отмечают установку затла по шкале для каждого реза. Весь тираж данного листа обрезают по этим отметкам.
13.3.4.4. Последовательность обрезки сторон:
- обрезают сторону, противоположную клапану;
- обрезают сторону, противоположную боковому упору;
- обрезают строго по обрезным крестам сторону клапана;
- обрезают строго по обрезным крестам сторону бокового упора.
Рис. 13.1. Макет обрезки.
13.3.5. Комплектовка и счет скомплектованных карт.
13.3.5.1. После сортировки и подрезки сводки многолистные карты должны быть скомплектованы. Комплектовка карты заключается в подборе в один комплект всех листов карты по силе тона и правильности сводки штриховых и фоновых элементов карты.
13.3.5.2. В комплекте листы располагаются по своему порядковому номеру.
В зависимости от количества листов, входящих в многолистную карту, ее комплектуют разное количество комплектовщиков (см. табл. 13.1).
Таблица 13.1
|
Количество комплектовщиков |
|
|
2 - 3 |
1 |
|
4 и 6 |
2 |
|
9 и 12 |
4 |
13.3.5.3. При комплектовке 2-х и 3-листной карты комплектовку должен выполнять тот работник, который занимался сортировкой данной карты.
13.3.5.4. Рабочие места для комплектовки 2, 3, 4, 6, 9 и 12-листных карт организуются в следующем порядке (см. приложение XIII).
Комплектовка 2-х и 3-листной карты.
Все листы карты располагают на одном общем столе последовательно сводка к сводке. Рабочее место комплектовщика находится там, где ему удобнее просматривать все листы карты. Комплектовщик берет один лист и кладет его на второй, затем оба - на третий. Скомплектованную карту складывает на стоящий рядом стол в угольники.
Комплектовка 4-листной карты.
Все листы карты располагают на одном общем столе сводка к сводке. Два комплектовщика помещаются с противоположных сторон стола. Первый комплектовщик собирает 1-й и 2-й листы, второй - 3-й и 4-й листы; затем первый комплектовщик кладет свою сборку на сборку второго.
Комплектовка 6-листной карты.
Все листы карты располагают на одном общем столе сводка к сводке. Два комплектовщика помещаются с противоположных сторон стола. Первый комплектовщик собирает 1, 2 и 3-й листы, второй - 4, 5 и 6-й листы. Затем первый комплектовщик кладет свою сборку на сборку второго.
Комплектовка 9-листной карты.
При комплектовке 9-листной карты 1, 2 и 3-й листы располагают на одном столе сводка к сводке. 4, 5, 6, 7, 8 и 9-й листы - на втором столе сводка к сводке.
Между первым и вторым столами, расположенными параллельно друг другу, должен быть проход шириной 70 - 80 см для комплектовщика, а сбоку, перпендикулярно к этим столам, располагается третий стол, который предназначен для комплектовки первой, второй и третьей сборок.
Первый комплектовщик собирает 1, 2 и 3-й листы и кладет их на третий стол; второй комплектовщик собирает 4, 5 и 6-й листы и также кладет их на третий стол; третий комплектовщик собирает 7, 8 и 9-й листы и кладет их на третий стол; четвертый комплектовщик собирает сборки на третьем столе в один комплект и складывает их в стопу.
Комплектовка 12-листной карты.
При комплектовке 12-листной карты 1, 2, 3 и 4-й листы располагают на одном столе; 5, 6, 7, 8, 9, 10, 11 и 12-й листы - на втором столе сводка к сводке.
Между первым и вторым столами, расположенными параллельно друг другу, должен быть проход шириной 70 - 80 см для комплектовщика. Сбоку располагается третий стол для комплектовки первой, второй и третьей сборок.
Первый комплектовщик собирает 1, 2, 3 и 4-й листы и кладет их на третий стол. Второй комплектовщик собирает 5, 6, 7 и 8-й листы и кладет их на третий стол. Третий комплектовщик собирает 9, 10, 11 и 12-й листы и также кладет их на третий стол. Четвертый комплектовщик собирает сборки на третьем столе в один комплект и складывает их в стопу.
13.3.5.5. Скомплектованные карты должны быть подсчитаны по 25 комплектов и разделены в стопе бумажной закладкой.
13.3.5.6. На каждом комплекте на обороте последнего листа должен быть поставлен штамп «Номер комплектовщика». Его ставит комплектовщик, собирающий последние листы комплекта.
13.3.5.7. Все скомплектованные карты должен выборочно контролировать мастер сортировочного отделения и мастер ОТК.
При окончании комплектовки тиража контролер-сортировщик, мастер сортировочного отделения и мастер ОТК проводят оценку качества, которая выставляется в Акте сдачи тиража.
13.3.6. Сдача скомплектованных карт в наклеечный цех.
Подсчитанные скомплектованные карты сдаются мастером сортировочного отделения в наклеечный цех согласно накладной.
13.3.7. Упаковка скомплектованных карт и их сдача на склад.
Скомплектованные карты, подлежащие сдаче на склад готовой продукции, должны быть упакованы в стандартную фабричную упаковку. Для упаковки должна применяться оберточная бумага плотностью не менее 120 г/м2.
Карты упаковывают в глухие пачки, каждая из которых должна содержать 50 экз. двухлистных карт, 25 экз. четырехлистных, 20 экз. шестилистных, 15 экз. девятилистных, 10 экз. двенадцатилистных.
Примечание: 9-листные и 12-листные карты специального назначения, отпечатанные на бумаге плотностью 140 - 160 г/м2, скомплектованные и вложенные в конверт, должны быть упакованы в небольшие ящики емкостью 25 конвертов в ящике. Карты упаковывают со сдвигом двух частей пачки относительно друг друга с двойным сгибом карт.
Карты завертывают в двойную оберточную бумагу и обвязывают шпагатом крест-накрест таким образом, чтобы узел находился на верхней стороне пачки. В местах затяжек во избежание порезов под шпагат подкладывают полоски картона.
На каждую пачку наклеивают ярлык с указанием номера фабрики, номера заказа, наименования изделия, количества экземпляров в пачке, цены одного экземпляра, номера комплектовщика, номера упаковщика и адреса фабрики.
Готовую продукцию сдает на склад мастер сортировочного отделения по накладной, подписанной начальником цеха.
13.4. Требования к качеству скомплектованных карт.
13.4.1. Комплектный набор однолистных карт или состоящий из листов многолистной карты должен иметь в наличии все листы (карты), подобранные по порядку номеров.
13.4.2. Листы комплекта многолистной карты должны быть правильно подобраны по цвету, тону и силе краски, а также по сводке штриховых и фоновых элементов.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ I.
Контроль пробопечатного процесса по тест-объекту ОКП-1*.
* Шкала ОКП-1 разработана ВНИИ полиграфии.
Схема изображения тест-объекта ОКП-1 приведена на рис. I-1.
1. Контроль подачи и равномерности подачи каждой краски выполняют по элементам 1, 2, 3, 4 (плашкам) для голубой, пурпурной, желтой и черной красок соответственно.
Контроль может быть выполнен как визуально, например, путем сравнения с эталонами цвета, так и инструментально с помощью денситометра отражения с учетом значений зональных плотностей отражения, приведенных в табл. 8.1.
2. Контроль перехода краски на краску выполняют визуально по плашкам по элементам 1 + 2, 1 + 3, 2 + 3 и в полутонах по элементам 5 + 6, 5 + 7, 6 + 7 для синего, зеленого и красного бинарных наложений соответственно.
3. Контроль растискивания для каждой краски осуществляют визуально путем сравнения светлоты сигнальных полей 82 и 83 со светлотой фона 81:
- поле 82 по светлоте сливается с фоном, поле 83 светлее фона - растискивание не превышает 5 %;
- поле 82 темнее фона, поле 83 светлее фона - растискивание 10 %;
- поле 82 темнее фона, поле 83 сливается с фоном - растискивание 15 %;
- поля 82 и83 темнее фона - растискивание превышает 15 %.
4. Контроль скольжения и его направление для каждой краски выполняют следующим образом:
- равенство полей 91 и 92 по светлоте означает отсутствие скольжения;
- поле 92 темнее поля 91 - наличие скольжения в направлении печатания;
- поле 91 темнее поля 92 - наличие скольжения в поперечном направлении.
5. Качество воспроизведения контролируют визуально и при помощи лупы по следующим полям:
- наличие точек на поле 101 сигнализирует о хорошем качестве воспроизведения высоких светов. Исчезновение точек на этом поле при их наличии на печатной форме сигнализирует о непропечатке;
- отсутствие точек на поле 102 сигнализирует о неудовлетворительном воспроизведении высоких светов, в том числе и вследствие неудовлетворительного качества печатной формы;
- наличие пробельных элементов на поле 103 подтверждает высокое качество воспроизведения глубоких теней. Отсутствие пробелов на поле 103, но наличие их на поле 104 говорит об удовлетворительном качестве печатного процесса; отсутствие пробелов на поле 104 - о неудовлетворительном качестве.
6. Контроль двоения выполняют визуально с помощью лупы по элементам 101 и 102. На наличие двоения указывает появление следов частично или полностью дублирующих точек.
7. Контроль цветового балланса «по-серому» выполняют визуально по трехкрасочной растровой шкале 111, 112, 113, 114, 115, 116, расположенной над градационной шкалой черной краски (см. рис. I-1). Степень нейтральности трехкрасочной шкалы оценивают в сравнении с градационной шкалой черной краски.
Рис. I-1
ПРИЛОЖЕНИЕ II.
Контроль триадной офсетной тиражной печати по тест-объекту ОКП-2*.
* Шкала ОКП-2 разработана ВНИИ полиграфии.
Схема совмещенного изображения тест-объекта ОКП-2 на оттиске приведена на рис II-1.
1. Контроль подачи и равномерности подачи краски выполняют по элементам 1, 2, 3, 4 (плашкам) для голубой, пурпурной, желтой и черной красок соответственно. Контроль может быть выполнен как визуально (путем сравнения с эталоном цвета), так и инструментально с помощью денситометра отражения.
2. Контроль перехода краски на краску выполняют визуально по плашкам (1 + 3) и (2 + 3) для зеленого и красного бинарных наложений соответственно.
3. Элементы визуального контроля растаскивания представляют собой систему из 2-х высоколиниатурных сигнальных элементов 82 и 83, окруженных низколиниатурным фоном 81.
Контроль растискивания для каждой краски выполняют визуально, путем сравнения светлоты сигнальных полей 82 и 83 со светлотой фона 81.
- поле 82 по светлоте сливается с фоном, поле 83 светлее фона - растискивание не превышает 5 %;
- поле 82 темнее фона, поле 83 светлее фона - растискивание примерно 10 %;
- поле 82 темнее фона, поле 83 сливается с фоном - растискивание 15 %;
- поля 82 и 83 темнее фона - растискивание превышает 15 %.
Приведенные данные определяют только геометрическое увеличение растровых элементов, возникающее в результате растискивания без учета оптических изменений, вызванных внутренним рассеиванием основы.
4. Элементы визуального контроля скольжения и его направления представляют собой систему взаимно перпендикулярных штрихов - вертикальных 91 и горизонтальных 92.
Контроль скольжения и его направления для каждой краски выполняют следующим образом:
- равенство полей 92 и 91 по светлоте означает отсутствие скольжения;
- поле 92 темнее поля 91 - наличие скольжения в направлении печатания;
- поле 91 темнее поля 92 - наличие скольжения в поперечном направлении.
5. Элемент визуального контроля воспроизведения высоких светов и глубоких теней представляет собой систему из четырех растровых полей: двух верхних 101 и 102, характеризующих передачу в высоких светах по двум ступеням, и двух нижних 103 и 104, характеризующих передачу в глубоких тенях также по двум ступеням для голубой, пурпурной, желтой и черной красок.
Наличие точек на поле 101 сигнализирует о хорошем качестве воспроизведения высоких светов. Исчезновение точек на этом поле при их наличии на печатной форме сигнализирует о непропечатке. Отсутствие точек на поле 102 сигнализирует о неудовлетворительном воспроизведении высоких светов, в том числе и вследствие неудовлетворительного качества печатной формы.
Наличие пробельных элементов на поле 103 подтверждает высокое качество воспроизведения глубоких теней. Отсутствие пробелов на поле 103, но наличие их на поле 104 сигнализирует об удовлетворительном качестве; отсутствие пробелов на поле 104 - о неудовлетворительном качестве печатного процесса. Контроль выполняют визуально, при необходимости применяют лупу.
Рис. II-1
6. Контроль двоения выполняют визуально с помощью лупы по элементам 101 и 102. На наличие двоения указывает появление следов частично или полностью дублирующих точек.
ПРИЛОЖЕНИЕ III.
Контроль печатного процесса по тест-объекту ОКП-3*.
* Шкала ОКП-3 разработана ВНИИ полиграфии.
Тест-объект ОКП-3 предназначен для оперативного инструментального и визуального контроля процесса однокрасочной офсетной печати (см. рис. III-1).
1. Контроль подачи и равномерности подачи краски выполняют по элементам 126 с помощью денситометра отражения.
2. Элемент визуального контроля растискивания представляет собой систему из 2-х высоколиниатурных сигнальных элементов 82 и 83, окруженных низколиниатурным фоном 81.
Контроль растискивания выполняют визуально, путем сравнения светлоты сигнальных полей 82 и 83 со светлотой фона 81:
- поле 82 по светлоте сливается с фоном, поле 83 светлее фона - растискивание не превышает 5 %;
- поле 82 темнее фона, поле 83 светлее фона - растискивание 10 %;
- поле 82 темнее фона, поле 83 сливается с фоном - растискивание 15 %;
- поля 82 и 83 темнее фона - растискивание превышает 15 %.
Приведенные данные определяют только геометрическое увеличение растровых элементов, возникающее в результате растискивания без учета оптических изменений, вызванных внутренним рассеиванием основы.
3. Элемент визуального контроля скольжения и его направления представляет собой систему взаимно перпендикулярных штрихов - вертикальных 91 и горизонтальных 92. Контроль скольжения и его направления выполняют следующим образом:
- равенство полей 91 и 92 по светлоте означает отсутствие скольжения;
- поле 92 темнее поля 91 - наличие скольжения в направлении печатания;
- поле 91 темнее поля 92 - наличие скольжения в поперечном направлении.
4. Элемент визуального контроля воспроизведения высоких светов и глубоких теней представляет собой систему из четырех растровых полей: двух верхних 101 и 102, характеризующих передачу в высоких светах по двум ступеням, и двух нижних 103 и 104, характеризующих передачу в глубоких тенях также по двум ступеням.
Наличие точек на поле 101 сигнализирует о хорошем качестве воспроизведения высоких светов. Исчезновение точек на этом поле при их наличии на печатной форме сигнализирует о непропечатке. Отсутствие точек на поле 102 сигнализирует о неудовлетворительном воспроизведении высоких светов, в том числе и вследствие неудовлетворительного качества печатной формы.
Наличие пробельных элементов на поле 103 подтверждает высокое качество воспроизведения глубоких теней; отсутствие пробелов на поле 103, при наличии их на поле 104, сигнализирует об удовлетворительном качестве; отсутствие пробелов на поле 104 - о неудовлетворительном качестве печатного процесса. Контроль выполняют визуально, при необходимости применяют лупу.
Рис. III-1
5. Контроль двоения выполняют визуально с помощью лупы по элементам 101 и 102. На наличие двоения указывает появление следов частично или полностью дублирующих точек.
ПРИЛОЖЕНИЕ IV.
Рекомендации по использованию декельных материалов.
От свойств декеля в печатном процессе зависит величина давления, обеспечивающего получение равномерно пропечатанного изображения на оттиске. Основным признаком правильно разработанного режима является печатание яри минимальном, технологически необходимом давлении, позволяющем получить требуемое качество оттиска. Повышенное давление приводит к ускоренному износу печатных форм, декеля, узлов машин, увеличенному расходу электроэнергии, а также отрицательно влияет на качество оттисков.
Рационально составленный декель является одним из основных факторов обеспечения высокого качества печати и создания оптимальных условий для эксплуатации печатных машин.
Толщиной и свойствами декеля определяются условия работы печатного аппарата и привода. Печатание с завышенной толщиной и деформацией офсетного декеля, которое часто наблюдается на практике, неизбежно приводит к быстрому износу шестерен печатного аппарата и вкладышей подшипников печатного цилиндра, к увеличению люфтов подшипников, работающих в условиях повышенной нагрузки. Увеличение деформации декеля при печати на 0,14 мм приводит к увеличению общего усилия на каждый подшипник печатного аппарата машины до 300 кгс. Точное зацепление шестерен непосредственно отражается на качестве печатного оттиска. При нарушении его наблюдается дробление, растискивание печатных элементов, неоднородность печати.
Нерациональный подбор декеля существенно ухудшает состояние даже нового оборудования в самые короткие сроки.
Современный ассортимент декельных материалов для офсетных листовых машин.
1. Верхние резинотканевые пластины:
Дк - монолитная резинотканевая пластина зеленого цвета, толщина 1,96 мм, аналог голубой пластины фирмы «Кау» (Великобритания).
Пм - микропористая резинотканевая пластина цвета морской волны, толщина 1,94 мм, выпускаемая по лицензии фирмы «Дайко» (США).
2. Поддекельные материалы:
|
|
|
|
ПД-2 - толщина 1,95 мм |
|
|
РПО-1 - толщина 1,4 мм |
|
|
РПО-2 - толщина 1,95 мм |
Для обеспечения оптимальных режимов работы печатного оборудования, получения высокого качества печатной продукции могут быть использованы любые составы декелей из перечисленных выше материалов, дающих возможность составить полужесткий декель, а именно:
Толщина декеля 3,25 мм Дк + РПО-1
Дк + ПД-1
Пм + ПД-1
Пм + РПО-1
Толщина декеля 4 мм Дк + РПО-2
Дк + ПД-2
Пм + ПД-2
Пм + РПО-2
Однако надо иметь ввиду, что конструкция офсетных резинотканевых пластин и поддекельных материалов, а также расположение их в декеле имеют значение и должны учитываться в зависимости от вида работ и характера материала, подлежащего воспроизведению.
При печатании с декелем, состоящим из двух резинотканевых пластин с монолитной структурой (Дк + ПД), наблюдается «завал» в высоких светах и даже полутонах, а при печатании с декелем, состоящим только из микропористых декельных материалов, не обеспечивается необходимая оптическая плотность в глубоких тенях.
В случае печати с комбинированными офсетными декелями, включающими пластины с микропористым слоем и пластины с монолитной структурой, обеспечивается наиболее пропорциональная передача градаций в светах, полутонах и тенях. При этом довольно близкие результаты получаются и тогда, когда в верхней части используется пластина с микропористым споем (Пм), а в качестве поддекеля монолитная (ПД), и наоборот, когда в верхней части устанавливается непористая пластина (Дк), а в качестве поддекеля - материал с микропористым слоем (РПО).
Устойчивость к аварийным перегрузкам в процессе печатания значительно выше у декелей с микропористой структурой.
Для печатания несложных работ (текст со штриховым рисунком) на старых машинах можно рекомендовать мягкий декель, в нижней части которого установлена офсетная кирза. Несмотря на наибольшую величину искажений в передаче градаций растрового изображения и штриховых элементов, такой декель имеет максимальную устойчивость к аварийным нагрузкам в процессе печатания.
Полужесткий декель, составленный из новых материалов, целесообразнее применять на новых машинах, так как если машина работала с мягким декелем, то она имеет износ узлов печатного аппарата, и новые пластины не дадут полного эффекта. На новых машинах необходимо применять только полужесткий декель, добиваясь полной настройки машины.
Уход за резинотканевыми пластинами.
1. Заказывать резинотканевые пластины следует по формату, так как на заводе после раскроя края пластин обрабатывают полиуретановым клеем. В необработанных краях при смывках получаются заливы между слоями ткани и резины, что приводит к расслоению.
2. Новые декельные материалы имеют низкую степень набухания, что позволяет их смывать чаще. Это нужно использовать, так как на новых резинотканевых пластинах больше осаждаются частицы красок, бумажной пыли и мела.
3. Для продления срока службы резинотканевых пластин через 1 - 3 месяца им следует дать отдохнуть 2 - 3 недели, заменив запасным комплектом. Сняв с машины, ее следует тщательно смыть и повесить, закрыв черной бумагой, так как лампы освещения разрушают резиновый слой.
Можно отпускать декель на ночь после 2 смены, потом утром затянуть. Это помогает компенсировать рельеф от предыдущего тиража. При этом нужно иметь определенный опыт, чтобы ставить ее в старое положение.
4. Резко снижают срок службы декеля механические повреждения (продавы), причинами которых являются плохая подготовка машины, невнимательность персонала (прохождение листов пачками, попадание посторонних предметов, накопление бумажной пыли и красочных блямб). Следует оберегать декель от таких воздействий.
ПРИЛОЖЕНИЕ V.
Особенности технологического плана издания карт и атласов.
Технологический план издания делится на две части: предварительный и рабочий.
Предварительный технологический план разрабатывается редактором и технологом (или техническим редактором) в процессе проектирования картографического произведения и включает: количество и размер листов по рисунку и по внутренним рамкам, формат и сорт бумаги, а также примерное количество красок (штриховых* и фоновых). Количество и цвет штриховых красок даются в виде ведомости с перечислением названий штриховых элементов, названий издательских оригиналов, на которых они оформляются, способа изготовления этих оригиналов и цветов красок в печати. Образец ведомости дан на стр. 122.
* При определении цвета штриховых элементов необходимо учитывать следующее очень важное обстоятельство: для обеспечения точного совмещения всех элементов при печати тиража фоновые элементы должны совмещаться не более, чем по трем цветным штриховым элементам, т.е. абрис должен включать не более трех красок. В отдельных случаях, согласованных с главным инженером или главным технологом предприятия, допустимо использование четырех красок в абрисе.
Для туристских и складных карт дополнительно указывается стандартный номер фальцовки; для атласов указывается также формат блока до и после обрезки, размер одностраничных и двустраничных карт по внутренним рамкам, размеры полей, конструкция и тип переплета, количество карт на печатном листе с приложением схемы компоновки, общее количество печатных листов с их раскладкой. Отдельно указывается примерное количество листов с текстом, в том числе количество листов с указателем географических названий. Если атлас предполагается издавать без полей, то указывается размер карт по обрезу и рисунку.
Рабочий технологический план разрабатывается техническим редактором после завершения изготовления издательских оригиналов и всех вспомогательных материалов (макетов, красочных оригиналов, цветных шкал и т.д.) и передачи их на издание.
Важнейшей частью рабочего технологического плана является график тонового оформления, с составления которого и начинается работа.
График составляется на специальном бланке для каждого печатного листа в отдельности и показывает, из каких сеток и заливок и в каких сочетаниях выбранных красок можно получить на оттиске цветовые тона, соответствующие красочному оригиналу карты или заменяющей его шкале.
В картоиздании используют сетки различной линиатуры и процентного содержания. Наибольшее применение имеют линейные и точечные сетки 34 лин/см и точечные сетки 40 и 54 лин/см следующих градаций: 10, 15, 20, 30, 40, 50, 60, 70 и 100 %.
При разработке графика тонового оформления используют различные вспомогательные материалы и наглядные пособия: альбомы сочетаний красок, изданные карты или таблицы. Так, при составлении графика с расчетом печати карт картографической** или европейской*** триадой красок следует использовать «Альбом шкал цветового охвата для картографии», ч. 1, 2, 3, разработанный ПКО «Картография» и ВНИИ полиграфии и изданный в 1991 г. При печати другими картографическими красками могут быть использованы «Альбом сочетаний красок при двойных перекрытиях», М., «Недра», 1969 г. (автор Н.И. Лифшиц), новые пособия ЦНИИГАиК и др.
** Картографическая триада включает краски 2558-37, -51, -22.
*** Европейская триада включает краски 2514-331, -531, -231.
ВЕДОМОСТЬ
распределения штриховых элементов содержания карты по оригиналам и краскам для
учебной физической карты
«________________________________________________________________»
для средней школы масштаба 1:
|
Штриховые элементы содержания карты |
Цвет в издании |
|
|
а) черный диапозитив |
Береговая линия, гидрография, каналы, водохранилища, урезы вод, водопады (типовая основа) _________________ пунсоны и кварталы населенных пунктов, границы - государственные ___________________________________ болота, солончаки, ледники, изобаты, отметки глубин, зимняя и летняя граница плавучих льдов, холодные морские течения и их подписи, морские пути и их подписи, северный морской путь ______________________________________ картографическая сетка и ее оцифровка, экватор, тропики, полярные круги, внутренняя рамка и ее разбивка, название проекции, рамки легенд, врезы, шашки в легенде, шкала глубин и высот в легенде и ее подписи _________________ подписи - рек, каналов, водохранилищ, водопадов, озер, заливов, проливов, бухт, морей, океанов, орографии моря _________________________________________________ экватора, тропиков, полярных кругов, пояснительные подписи: «к востоку от Гринвича», «к западу от Гринвича» __________________________________________________ |
синий |
|
На пленке черчением и наклейкой |
Железные дороги, железнодорожные паромы, туннели, безрельсовые дороги _______________________________ знаки полезных ископаемых, перевалы, пещеры, порты, пристани, высотные точки и их подписи, вулканы и отметки их высот, магнитные полюса и их подписи, рисунок профилей _________________________________________ подписи - населенных пунктов, государств; политико-административные подписи __________________________ ландшафтные и орографические подписи суши, названия исторических провинций_____________________________ подписи - островов, полуостровов и их принадлежность, мысов, вулканов ___________________________________ текст легенды, внешняя рамка, масштаб численный и линейный, зарамочные подписи _______________________ |
черный |
|
На пленке черчением и наклейкой |
Коралловые рифы, теплые морские течения и их подписи, границы заповедников и национальных парков, маршруты экспедиций и их подписи, заливка пунсонов и кварталов ___ |
красный |
|
а) черный диапозитив (сп. вым. рельефа) |
Горизонтали, вади, пески, отмели ______________________ |
коричневый |
|
б) на пленке черчением и наклейкой |
Маршруты экспедиций и их подписи ___________________ |
При издании сложных тематических карт, цветовое оформление которых сложно обеспечить с помощью имеющихся пособий, может возникнуть необходимость составления предварительного графика тонового оформления, который проверяется путем пробной печати шкалы. Шкала должна состоять из прямоугольников размером не менее 15×30 мм, число которых несколько превышает количество шашек в легенде карты с тем, чтобы наиболее сложные сочетания проверить в 2 - 3-х вариантах. Красочную пробу шкалы сличают с красочным оригиналом, после чего вносят изменения в график тонового оформления.
При составлении графика тонового оформления необходимо учитывать следующие правила:
- отпечатанная карта по цветовому оформлению должна быть идентична утвержденному красочному оригиналу*;
* Цвета красочного оригинала должны укладываться в шкалу цветового охвата печатных красок, используемых в картоиздании.
- карта должна воспроизводиться минимальным числом красок;
- для воспроизведения фоновых элементов следует отдавать предпочтение точечным сеткам линиатурой 54 лин/см, особенно при издании атласов и настольных карт;
- следует использовать минимально необходимое количество различных градаций и направлений сеток, чтобы не увеличивать объема граверных и копировальных работ. Большое количество копировок на диапозитивах способом окрашивания подложки может привести к браку и, как результат, к переделке всего диапозитива;
- при использовании штриховых красок для воспроизведения фона следует применять точечные сетки 10, 15 и 20 %, избегая сеток 30 % и не допуская большего процента, если штрих «идет» на фоне растровой сетки той же краски;
- составляя цветовой тон из комбинации точечных, линейных или точечных и линейных сеток двух-трех красок, необходимо следить, чтобы не образовался муар. При этом рекомендуется использовать следующие углы поворота растров:
для линейных сеток - 0°; 90°; +45°; -45°;
для точечных сеток - 0°; +22°,5; -22°,5; +45° или -45°;
для сочетания точечных и линейных сеток - +67,5; -67,5;
- при использовании линейных сеток на гипсометрических картах, где горизонтали не печатаются (например, серия складных справочных карт на зарубежные территории), направление сеток смежных ступеней на одной краске следует давать под углом 90°, что улучшает цветоразличение;
- при работе над крупным картографическим произведением (атласом) следует выбирать единые краски для всего атласа**, не допуская общего увеличения количества красок за счет изменения цветового тона на разных листах;
** При длительной работе над крупным атласом целесообразно изготовить альбом образцов красок, использованных при печати красочных проб, и передать его на печать тиража.
- особое внимание следует обращать на многолистные карты. Фоновая окраска ареалов, расположенных на линии стыка листов, должна воспроизводиться минимальным количеством красок (желательно, не более двух).
Территории одного цвета должны иметь одинаковое направление сеток на всех листах;
- в случае применения способа снятия слоя при изготовлении масок в графике тонового оформления (справа) должен быть указан номер маски для каждой сетки.
График тонового оформления вместе с макетами фоновой окраски или заменяющим их красочным оригиналом служит руководством граверам при изготовлении диапозитивов или печатных форм фоновых элементов, а также для их контроля.
Вторая часть рабочего технологического плана - технологическая схема издания составляется на основе предварительного плана и графика тонового оформления.
Технологическая схема должна охватывать все процессы издания. Она является документом, по которому определяется не только технология, но и объем трудовых затрат, расход материалов, себестоимость продукции и сроки выполнения работ. Поэтому технический редактор должен учитывать возможности предприятия и применяемые технологии, выбрав при этом наиболее рациональный вариант.
Дополнительные данные, которые необходимы техническому редактору, должны включать следующие сведения: на скольких предприятиях будет печататься тираж; какие отделочные работы предусматриваются для данного произведения; какое количество из общего тиража будет наклеиваться на пленку; вид наклейки («с зазором» или «внахлестку»); количество комплектов карт на бумажном листе; способ печати («сам на себя» или «с чужого оборота»).
Конкретные задания производственным подразделениям составляются, как правило, в виде трех нарядов-заказов:
1) на подготовку* и печатание красочной пробы;
* Технологии выполнения всех процессов, применяемых при подготовке красочной пробы, описаны в «Инструкции по фоторепродукционным процессам в картоиздании» М., ГУГК, 1990 г. и «Инструкции по копировальным процессам в картоиздании» М., ГУГК, 1991 г.
2) на печатание тиража, включая сортировку и комплектовку многолистных карт;
3) на производство отделочных работ (наклейка карт и брошюровочно-переплетные работы).
Во всех случаях технический редактор должен подробно разработать технологическую схему каждой карты, основываясь на исходных материалах и используя, по возможности, типовые технологические схемы.
Технологическая схема подготовки и печатания красочной пробы должна включать следующие сведения:
- перечень издательских оригиналов и вспомогательных материалов;
- количество и способ изготовления негативов - проекционный или контактный. В первом случае указываются размеры и метод фотографирования (через призму или без нее). Если используется метод контртипирования, то указывается способ изготовления промежуточных диапозитивов (на бромосеребряных или бессеребряных слоях). Здесь же оговаривается способ воспроизведения полутоновых оригиналов, вид и линиатура растра и т.д.;
- способ изготовления абрисных негативов или диапозитивов; штриховые элементы, входящие в абрис; необходимость специального абриса (для способа снятия слоя) и макеты для его изготовления;
- объем и порядок технической и расчленительной ретуши; вид расчленительной ретуши (на негативах, расчленение диапозитивов с помощью позитивных масок, сокращенная ретушь); метод контроля ретуши (на негативах, по голубым копиям на пленке, последовательным совмещением масок, по красному абрису);
- объем и порядок выполнения монтажных работ; виды монтируемых изображений (оригиналы, диапозитивы штриховых элементов, цветоделенные диапозитивы и т.д.); вид основы (с голубым абрисным изображением или чистая основа); использование штифтового устройства; наличие основы с внутренней перфорацией.
При необходимости выполнения монтажных работ обязательным приложением к технологии является схема размещения монтируемых изображений (макет размещения цветных иллюстраций, схема раскладки страниц атласа по печатным листам);
- способ и объем изготовления диапозитивов штриховых элементов (в том числе совмещенных диапозитивов) с указанием названия красок;
- способ и объем изготовления диапозитивов фоновых элементов. При этом указывается количество и вид голубых абрисных изображений (прямое или зеркальное изображение), основа (матированная или глянцевая полиэфирная пленка) и назначение (для изготовления масок или фоновых диапозитивов).
Как правило, в этом разделе технологии говорится о количестве и виде голубых копий для монтажа цветоделенных диапозитивов иллюстраций, о которых упоминалось выше.
Здесь же указываются способы изготовления масок (снятием слоя или ручной отмазкой, в последнем случае - отмазкой на обороте рабочего диапозитива или на отдельных листах полиэфирной пленки), способы вкопирования сеток и заливок, изготовления комбинированных диапозитивов и нанесения защитных слоев (в случае необходимости).
При изготовлении диапозитивов фоновых элементов с использованием негативных масок (технология ПКО «Картография») в качестве приложения к технологии должна быть составлена «Схема изготовления диапозитивов фоновых элементов» (см. «Инструкцию по копировальным процессам в картоиздании», стр. 133), а при использовании технологии ЦНИИГАиК фон + штрих составляются схемы типа представленных в таблицах 4 и 5 (см. «Инструкцию по подготовке к изданию и изданию карт минимальным числом печатных красок» М., ГУГК, 1991);
- способ и объем изготовления печатных форм штриховых и фоновых элементов (негативным или позитивным копированием). В последнем случае указывается, используются ли предварительно очувствленные пластины, биметалл или зерненые пластины со светочувствительным слоем, наносимом в центрифуге.
Если для печати штриховых и фоновых элементов готовятся не диапозитивы, а оригинальные печатные формы, то в технологии указываются размер клапана и расположение рисунка, количество бледно-голубых абрисов, наименование штриховых элементов, которые должны вкопироваться в абрис.
Во всех случаях определяется метод контроля печатных форм по содержанию (непосредственно на формах; по оттискам, совмещенным в абрис) и качеству (качественные оттиски, непосредственно на формах по контрольным шкалам);
- технология печати красочной пробы включает общее количество оттисков, порядок наложения красок, наличие цветных шкал и оттисков последовательного совмещения для карт и атласов с иллюстрациями, а также материал для руководства при печати красочной пробы (красочный оригинал, тиражный оттиск, цветная шкала и т.д.);
- метод исправления негативов, диапозитивов или печатных форм по корректурным замечаниям на красочную пробу, включая способ изготовления «подсъемок», метод контроля (по диапозитивам или формам, по контрольным синим копиям, по совмещенным и качественным оттискам, по контрольной штриховой или красочной пробе - частичной или полной);
- число и способ изготовления дубликатов для позитивов.
Технологическая схема печатания тиража включает:
- количество и способ изготовления тиражных печатных форм - негативным или позитивным копированием (последние - на предварительно очувствленных пластинах, биметаллические или на зерненых пластинах), размер пластин, размер клапана, а также методы контроля изготовленных тиражных печатных форм;
- сведения о бумаге: марка, масса 1 м2, формат, количество листов с учетом отходов на разрезку, печать и отделочные работы, порядок подготовки бумаги к печати;
- сведения о красках: серия и номера используемых красок, образцы и указания по изготовлению смесевых красок (по материалам красочной пробы);
- технологию печатания тиража: объем готовой продукции, порядок наложения красок. Обязательным приложением к технологии печатания тиража каждой карты или листа атласа являются эталонный оттиск красочной пробы, цветные шкалы и оттиски последовательного совмещения для карт с цветными иллюстрациями, тиражный оттиск предыдущего издания при переиздании.
Если при печатании красочной пробы различных листов атласа использованы краски различного оттенка (встречается, когда работа растянута по времени), следует выбрать какой-либо лист (или несколько листов) в качестве эталона для печатания всего тиража. Выбранные листы должны включать все использованные краски и учитывать все группы карт атласа.
При печатании атласа дается дополнительное задание по печати форзаца, обложки или суперобложки, а также индекса с указаниями о бумаге, красках и используемых эталонах.
Технология выполнения отделочных работ должна включать следующие сведения:
- для стенных карт - количество карт, наклеиваемых на пленку «с зазором» и «внахлестку», количество люверсов на каждой карте;
- для туристских карт - стандарт фальцовки;
- для атласов - количество бумажных листов карт и указателя географических названий, способ фальцовки, формат блока до и после зачистки, способ крепления блока, тип переплета, указания и материалы по изготовлению переплетных крышек, вид тиснения, способы контроля подборки и крепления блоков.
ПРИЛОЖЕНИЕ VI.
Рекомендации по последовательности наложения красок.
Порядок печати должен обеспечивать точность совмещения всех элементов изображения.
Определение последовательности наложения красок проводится техническим редактором и технологом цеха заблаговременно до начала печатания тиража. При этом руководствуются следующими правилами:
- первыми прогонами печатают наиболее сложные по совмещению краски, постепенно переходя к менее сложным. Вначале печатают основу карты, по рисунку которой совмещают остальные краски;
- одним прогоном печатают наиболее связанные между собой по совмещению краски (например, гидрографию и голубую краску, горизонтали и оранжевую краску и т.д.);
- штриховые краски печатают перед фоновыми, чтобы они ложились на чистую бумагу;
- для облегчения смывки красочных аппаратов светлые краски не следует печатать после темных, краски близких оттенков печатают друг за другом на одной секции (например, голубую II после голубой I);
- одним прогоном не следует печатать краски близких оттенков, так как это создает затруднение при устранении дефектов печати (тени, грязи);
- при печати двусторонней продукции вначале печатают ту сторону, которая имеет менее сложный по совмещению рисунок (для уменьшения влияния деформации бумаги). На лицевой стороне не следует печатать последним прогоном интенсивные краски, особенно черные;
- одним прогоном нельзя печатать краски с заливками, которые накладываются друг на друга, так как они будут плохо пропечатываться (например, голубую I и голубую II на гипсометрических картах);
- в некоторых случаях для уменьшения влияния деформации бумаги и улучшения совмещения красок целесообразно первым прогоном печатать несложные краски с незначительной площадью рисунка, а следующим прогоном печатать основу карты, совмещая ее с ранее отпечатанными красками. При этом приладку форм первого прогона проводят по абрисным оттискам, предварительно отпечатанным на этой же машине;
- при печатании работ с растровым рисунком строго соблюдают последовательность наложения красок, установленную при печатании красочной пробы (голубая, пурпурная, желтая, черная);
- при печатании карт и атласов, в которых для передачи фоновой окраски применена последовательная гипсометрическая шкала, вначале печатают те краски, которые служат подложкой для последующих красок;
- при печатании карт малыми тиражами между прогонами одной карты необходимо чередовать печатание прогонов другой карты, если перерыв между прогонами менее 8 часов (чтобы обеспечить закрепление красок). Между печатью лицевой и оборотной сторон также целесообразно осуществлять перерыв на 1 - 2 дня, печатая в то же время другую карту.
ПРИЛОЖЕНИЕ VII.
Требования к обшивке увлажняющих валиков.
При обшивке увлажняющих валиков необходимо учитывать следующее:
1. Долевое направление ткани на обшитом валике должно быть вдоль валика.
2. Ткань должна быть плотно натянута во всех направлениях.
3. Шов должен быть выполнен «елочкой», без утолщений на поверхности валика.
4. Швы на нижней и верхней обшивках валика не должны совпадать.
ПРИЛОЖЕНИЕ VIII.
Требования к качеству красочных валиков.
1. Резиновая облицовка накатных и раскатных валиков должна быть эластичной и не иметь механических повреждений, хорошо воспринимать печатные краски и быть устойчивой к механическим воздействиям и растворителям, которые содержатся в красках и растворах для смывки.
2. Резиновая облицовка резиновых валиков должна быть припрессована к металлическому стержню и иметь один диаметр на всех участках. Допустимое биение валиков (эксцентриситет резиновой облицовки и цапф) - 0,05 мм. Конусность валика по всей длине не более 0,2 мм.
3. Новые резиновые валики, имеющие припуск по диаметру от 3 до 10 мм, следует механически обработать до требуемого размера путем обточки специальным резцом на токарном станке:
Валики периодически пускать в работу; так как при продолжительном хранении они теряют упругость.
4. Для каждой машины рекомендуется иметь три комплекта резиновых офсетных валиков: один - в работе, второй - в ремонте, третий - на хранении.
Валики можно использовать непрерывно:
- накатные - в течение одного-полутора месяцев;
- раскатные - в течение двух-двух с половиной месяцев.
ПРИЛОЖЕНИЕ IX.
Общая схема расположения карт-транспарантов на печатном листе (без учета зачистки до печати).
Список издательских оригиналов, передаваемых на красочную пробу.
Комплект «Северная Америка. Рельеф».
|
Элементы содержания |
Цвет в издании |
|
|
|
Транспарант № 1 |
|
|
Оригинал синей краски |
Масштаб, картографическая сетка, гидрография, подпись линейного масштаба, оцифровка карт и сетки |
синий |
|
Оригинал черной краски |
Номер транспаранта, название серии, рамки, карты |
черный |
|
|
Транспарант № 2 |
|
|
Оригинал синей краски |
Надписи элементов гидрографии |
синий |
|
Оригинал черной краски |
Номер транспаранта |
черный |
|
|
Транспарант № 3 |
|
|
Оригинал черной краски |
Отмывка рельефа, номер транспаранта |
черный |
|
|
Транспарант № 4 |
|
|
Оригинал абрисов |
Абрисы контуров специального содержания |
- |
|
Оригинал черной краски |
Текст легенды, номер транспаранта |
черный |
|
|
Транспарант № 5 |
|
|
Оригинал черной краски |
Штриховка, знаки вулканов, текст легенды, номер транспаранта |
черный |
|
Оригинал красной краски |
Линии разломов |
красная |
|
|
Транспарант № 6 |
|
|
Оригинал коричневой краски |
Линия направлений хребтов |
коричневая |
|
Оригинал черной краски |
Номер транспаранта |
черный |
|
|
Транспарант № 7 |
|
|
Оригинал коричневой краски |
Надписи орографических элементов |
коричневая |
|
Оригинал черной краски |
Легенда, номер транспаранта |
черный |
|
|
Транспарант № 8 |
|
|
Оригинал черной краски |
Знаки полезных ископаемых, текст легенды, номер транспаранта |
черный |
При печатании красочной пробы необходимо получить 10 экз. совмещенных оттисков со следующими вариантами наложения транспарантов:
1 + 2 + 3
1 + 4 + 5
1 + 6 + 7
1 + 4 + 8
ПРИЛОЖЕНИЕ XI.
Схема расположения карт на листах для печатания красочной пробы и получения совмещенных оттисков, обеспечивающая требуемые варианты наложения транспарантов
Комплект «Северная Америка. Рельеф».
|
Вид листа |
Название диапозитива (краски) |
|
|
Лист № 1 |
|
1. синяя 2. черная |
|
Лист № 2 |
|
1. синяя 2. черная 3. коричневая 4. желтая 5. розовая |
|
Лист № 3 |
|
1. черная 2. красная 3. коричневая |
ПРИЛОЖЕНИЕ XII.
Схема расположения карт на листах для печатания тиража.
Комплект «Северная Америка. Рельеф».
После красочной пробы проводится перемонтаж листов в соответствии с нижеприведенными схемами.
|
|
1. синяя 2. черная |
|
|
Лист № 2 |
|
1. черная 2. красная 3. коричневая 4. желтая |
ПРИЛОЖЕНИЕ XIII.
Схемы организации рабочих мест при комплектовке многолистных карт.
2-листная

3-листная
4-листная
6-листная
9-листная
12-листная
СПИСОК ИСПОЛЬЗОВАННЫХ НОРМАТИВНО-ТЕХНИЧЕСКИХ АКТОВ И ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ
|
1. |
«ССБТ. Организация обучения работающих безопасности труда». |
|
|
2. |
«ССБТ. Шум. Общие требования безопасности». |
|
|
3. |
«ССБТ. Пожарная безопасность. Общие требования». |
|
|
4. |
«ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны». |
|
|
5. |
«ССБТ. Вибрация. Общие требования безопасности». |
|
|
6. |
«ССБТ. Электробезопасность. Общие требования». |
|
|
7. |
«ССБТ. Электробезопасность. Защитное заземление, зануление». |
|
|
8. |
«ССБТ. Оборудование производственное. Общие требования безопасности». |
|
|
9. |
«ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования». |
|
|
10. |
«ССБТ. Рабочее место при выполнении работ стоя. Общие эргономические требования». |
|
|
11. |
«ССБТ. Оборудование производственное. Общие эргономические требования». |
|
|
12. |
«ССБТ. Оборудование производственное. Общие требования безопасности к рабочим местам». |
|
|
13. |
«ССБТ. Оборудование производственное. Ограждения защитные». |
|
|
14. |
«ССБТ. Органы управления производственным оборудованием. Общие требования безопасности». |
|
|
15. |
«ССБТ. Процессы производственные. Общие требования безопасности». |
|
|
16. |
«ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности». |
|
|
17. |
«ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности». |
|
|
18. |
«ССБТ. Системы вентиляционные. Общие требования». |
|
|
19. |
«ССБТ. Цвета сигнальные и знаки безопасности». |
|
|
20. |
ГОСТ 8047-78 |
«Бумага и картон. Правила приемки». |
|
21. |
«Полуфабрикаты волокнистые, бумага и картон. Метод определения массы продукции площадью 1 м2». |
|
|
22. |
«Бумага и картон. Метод определения гладкости по Бекку». |
|
|
23. |
«Бумага и картон. Метод определения влажности». |
|
|
24. |
«Бумага. Метод определения степени проклейки». |
|
|
25. |
ГОСТ 7629-77 |
«Бумага и картон. Метод определения содержания золы». |
|
26. |
«Полуфабрикаты волокнистые. Бумага и картон. Метод определения прочности на излом при многократных перегибах». |
|
|
27. |
«Бумага и картон. Методы определения толщины, плотности и удельного объема». |
|
|
28. |
«Бумага. Метод определения печатных свойств». |
|
|
29. |
«Бумага и картон. Методы определения линейной деформации». |
|
|
30. |
«Бумага и картон. Метод определения сорности». |
|
|
31. |
ГОСТ 7690-76 |
«Целлюлоза, бумага и картон. Метод определения белизны». |
|
32. |
«Бумага и картон. Методы определения влагопрочности». |
|
|
33. |
ГОСТ 7585-74 |
«Бумага и картон. Методы определения машинного и поперечного направлений, верхней и сеточной сторон». |
|
34. |
ГОСТ 21102-80 |
«Бумага и картон. Методы определения размеров и косины листа». |
|
35. |
«Материалы лакокрасочные. Метод определения степени перетира». |
|
|
36. |
ГОСТ 6590-53 |
«Краски печатные. Метод определения удельного веса». |
|
37. |
«Краски печатные. Метод определения времени высыхания или пленкообразования». |
|
|
38. |
«Краски печатные. Метод определения закрепления краски на бумаге». |
|
|
39. |
«Краски печатные. Метод определения цвета и интенсивности». |
|
|
40. |
«Краски печатные. Метод испытания на стойкость к воздействию реагентов». |
|
|
41. |
«Краски печатные. Метод определения прозрачности». |
|
|
42. |
Инструкция о порядке разработки и утверждения нормативно-технических актов на производство топографо-геодезических и картографических работ, ГКИНП-119-79. М.: ЦНИИГАиК, 1980. |
|
|
43. |
Инструкция по копировальным процессам в картоиздании. М.: 1991. |
|
|
44. |
Нормы расходования материалов на полиграфических предприятиях. - М.: Книжная палата, 1987. |
|
|
45. |
Нормы расходования материалов на картографических предприятиях Главного управления геодезии и картографии. - М.: ЦНИИГАиК. 1980. |
|
|
46. |
ОСТ 29.12.7.004-82 |
«ССБТ. Производство полиграфическое. Пожарная безопасность». |
|
47. |
ОСТ 29.12.1.004-84 |
«ССБТ. Производство полиграфическое. Допустимые уровни шума». |
|
48. |
ОСТ 29.37-75 |
«Краски печатные. Метод получения оттиска в постоянных условиях». |
|
49. |
ОСТ 29.37-78 |
«Краски печатные. Триада красок для высокой и офсетной печати. Оптические характеристики». |
|
50. |
ОСТ 29.70-81 |
«Методы проверки печатных офсетных листовых машин по технологическим показателям». |
|
51. |
ОСТ 29.97-84 |
«Краски печатные. Отбор, упаковка, маркировка средней пробы краски. Методы испытаний». |
|
52. |
Охрана труда в полиграфии. Нормативные материалы. Составители: Решетов Е.Т. и др. - М.: Книга, 1985. |
|
|
53. |
Процессы офсетной печати. Технологические инструкции. - М.: Книга, 1982. |
|
|
54. |
РТМ «Технология изготовления пластмассовых глобусов. - М.: ЦНИИГАиК, 1983. |
|
|
55. |
Руководство по картографическим и картоиздательским работам. Часть 7, раздел 2./ М.: редакционно-издательский отдел ВТС, 1983. |
|
|
56. |
Строительные нормы и правила. Нормы проектирования. Естественное и искусственное освещение. |
|
|
57. |
СНиП II-В8-71 |
Строительные нормы и правила. Полы, нормы проектирования. |
|
58. |
Строительные нормы и правила. Нормы проектирования. Производственные здания и сооружения. |
|
|
59. |
СНиП II-92-76 |
Строительные нормы и правила. Нормы проектирования. Вспомогательные здания и помещения промышленных предприятий». |
|
60. |
Санитарные нормы. Указания по цветовой отделке. |
|
|
61. |
Технологическая инструкция по процессу смывки краски с валиков красочного аппарата офсетной листовой машины (ИП-1). - М.: ЦНИИГАиК, 1969. |
|
|
62. |
Технологическая инструкция по процессу подготовки накатных и раскатных валиков красочного аппарата офсетной листовой машины (ИП-2). - М.: ЦНИИГАиК, 1969. |
|
|
63. |
Технологическая инструкция по процессу электролитического наращивания меди и никеля на стальные раскатные цилиндры красочного и увлажняющего аппаратов офсетной листовой машины (ИП-3). - М: ЦНИИГАиК, 1969. |
|
|
64. |
Технологическая инструкция по процессу приладки валиков красочного аппарата офсетной листовой машины (ИП-4). - М.: ЦНИИГАиК, 1969. |
|
|
65. |
Технологическая инструкция по процессу отливки валиков увлажняющего аппарата офсетной листовой машины (ИП-5). - М.: ЦНИИГАиК, 1969. |
|
|
66. |
Технологическая инструкция по процессу смывки и прочистки валиков увлажняющего аппарата офсетной листовой машины (ИП-6). - М.: ЦНИИГАиК, 1969. |
|
|
67. |
Технологическая инструкция по процессу приладки увлажняющих валиков и подготовки увлажняющего аппарата офсетной листовой машины (ИП-7). - М.: ЦНИИГАиК, 1969. |
|
|
68. |
Технологическая инструкция по процессу установки декеля на офсетных цилиндрах и регулировки прессов офсетной листовой машины (ИП-8). - М.: ЦНИИГАиК, 1969. |
|
|
69. |
Технологическая инструкция по процессу подготовки бумагоподающей и бумаговыводящей системы офсетной листовой машины (ИП-9). - М.: ЦНИИГАиК, 1969. |
|
|
70. |
Технологическая инструкция по процессу установки и приладки печатных форм на формных цилиндрах офсетной листовой машины (ИП-10). - М.: ЦНИИГАиК, 1969. |
|
|
71. |
Технологическая инструкция по процессу печати тиража карт на офсетной листовой машине (ИП-11). - М.: ЦНИИГАиК, 1969. |
|
|
72. |
Технологическая инструкция по устранению дефектов, возникающих при печатании тиражей карт на офсетной листовой машине (ИП-12). - М.: ЦНИИГАиК, 1969. |
|
|
73. |
Технологическая инструкция по процессу сортировки и комплектовки многолистных карт (ИП-13). - М.: ЦНИИГАиК, 1970. |
|
|
74. |
Технологическая инструкция по процессу подготовки картографической бумаги к печатанию карт (ИП-14). - М.: ЦНИИГАиК, 1969. |
|
|
75. |
Технологическая инструкция по процессу подготовки офсетных красок к печатанию тиража карт на офсетной листовой машине (ИП-15). - М.: ЦНИИГАиК, 1969. |
|
|
76. |
Технологическая инструкция по процессу печатания оттисков на офсетном станке (ИС-2). - М.: ЦНИИГАиК, 1970. |
|
|
77. |
Технологическая инструкция по процессу изготовления, эксплуатации и хранению массных переводных валиков (ИС-3). - М.: ЦНИИГАиК, 1970. |
|
|
78. |
Технологическая инструкция по процессу изготовления, эксплуатации и хранению кожаных переводных офсетных валиков (ИС-4). - М.: ЦНИИГАиК, 1970. |
|
|
79. |
Технологическая инструкция по процессу исправления по корректурным замечаниям офсетных печатных форм, изготовленных различными способами (ИР-4). - М.: ЦНИИГАиК, 1970. |
|
|
80. |
Типовые инструкции по безопасности труда на полиграфических предприятиях. - М.: Книга, 1986. |
|
|
81. |
ТУ 29-02-535-76 |
«Полиграфические краски и вспомогательные материалы. Упаковка, маркировка, транспортировка и хранение». |
|
82. |
ТУ 29-02-863-78 |
«Краски печатные. Отбор, упаковка, маркировка средней пробы. Методы испытаний». |
|
83. |
ТУ 68-2.01-87 |
«Картографическая продукция. Атласы». |
|
84. |
ТУ 68-2.02-87 |
«Картографическая продукция. Листовые карты». |
|
85. |
ТУ 68-2.06-87 |
«Карты-транспаранты». |
|
86. |
ТУ 68-2. |
«Картографическая продукция. Контурные карты». |
|
87. |
Альбом перекрытий красок серии СВКФ для печати карт-транспарантов. - М.: ПКО «Картография», 1984. |
|
|
88. |
Грибков А.В. Полиграфические машины. - М.: Высшая школа, 1988. |
|
|
89. |
Гуревич И.В. Справочник технического редактора. - М.: Недра, 1981. |
|
|
90. |
Каталог «Экспонаты СССР», выставка «Инполиграфмаш-83». - М.: Внешторгиздат, 1983. |
|
|
91. |
Кодекс законов о труде СССР. - М.: Профиздат, 1986. |
|
|
92. |
Климов Б.И., Решетов Е.Т. и др. Охрана труда в полиграфии. - М.: Книга, 1976. |
|
|
93. |
Правила по технике безопасности и производственной санитарии на предприятиях полиграфической промышленности. - М.: Книга, 1987. |
|
|
94. |
Решетов Е.Т. Охрана труда в полиграфии. Справочное пособие. - М.: Книга, 1987. |
|
|
95. |
Решетов Е.Т., Киреева Н.В. Охрана труда и техника безопасности на полиграфических предприятиях. - М.: Книга, 1974. |
|
СОДЕРЖАНИЕ