 | Информационная система | |
Некоммерческое Партнерство «Инновации в электроэнергетике»
|
|
СТАНДАРТ |
СТО |

СИСТЕМЫ ТЕПЛОСНАБЖЕНИЯ
УСЛОВИЯ ПОСТАВКИ
НОРМЫ И ТРЕБОВАНИЯ
Дата введения - 2009-08-31
Москва
2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандарты организаций. Общие положения».
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Объединение ВНИПИэнергопром» (ОАО «ВНИПИэнергопром»)
2 ВНЕСЕН Комиссией по техническому регулированию НП «ИНВЭЛ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 04.08.2009 г. № 55
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
СТАНДАРТ ОРГАНИЗАЦИИ
Системы теплоснабжения
Условия поставки
Нормы и требования
Введен в действие 2009-08-31
1 Область применения
Требования настоящего стандарта распространяются на системы централизованного теплоснабжения, в части установления требований к применяющимся для систем централизованного теплоснабжения (СЦТ) техническим устройствам, оборудованию, комплектующим и материалам на стадии создания (проектирования, строительства, реконструкции и модернизации) и эксплуатации тепловых сетей СЦТ, использующих в качестве теплоносителя горячую воду с температурой до 200 °С и номинальным давлением до 2,5 МПа включительно, водяной пар с температурой до 440 °С и номинальным давлением до 6,3 МПа включительно, конденсат водяного пара и другие виды специальных теплоносителей.
Настоящий стандарт следует соблюдать при проектировании новых и реконструкции, модернизации и техническом перевооружении существующих систем теплоснабжения.
2 Нормативные ссылки
В настоящем стандарте применены ссылки на следующие нормативные документы:
Федеральный закон от 27.12.2002 № 184-ФЗ «О техническом регулировании».
Распоряжение Правительства РФ № 1421-р от 06.11.2004 «Об утверждении Программы разработки технических регламентов»
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструктивной стали. Общие технические условия
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 10705-80 Трубы стальные электросварные. Технические условия
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11645-73 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 11823-91 Клапаны обратные на номинальное давление PN ≤ 25 МПа (250 кгс/см2). Общие технические условия.
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.063-81 Система стандартов безопасности труда. Арматура промышленная трубопроводная. Общие требования безопасности
ГОСТ 12.2.085-2002 Система стандартов безопасности труда. Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности
ГОСТ 12.2.101-84 Система стандартов безопасности труда. Пневмоприводы. Общие требования безопасности к конструкции
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.016-87 Система стандартов безопасности труда. Строительство. Работы антикоррозионные. Требования безопасности
ГОСТ 12.3.019-80 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 12.3.038-85 Система стандартов безопасности труда. Строительство. Работы по тепловой изоляции оборудования и трубопроводов. Требования безопасности
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 12521-89 Затворы дисковые. Основные параметры
ГОСТ 12815-80 Фланцы арматуры, соединительных частей у трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры и размеры уплотнительных поверхностей
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Общие технические требования
ГОСТ 12821-80 Фланцы стальные приварные встык на Ру от 0,1 до 2,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 12893-2005 Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13252-91 Затворы обратные на номинальное давление Рн ≤ 25 МПа (250 кгс/см2). Общие технические условия
ГОСТ 13547-79 Затворы дисковые на Ру до 2,5 МПа (25 кгс/см2). Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 14187-84 Краны конусные. Строительные длины
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обычного качества. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14918-78 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15.309-88 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 15150-69 Машины и приборы и другие технические изделия. Исполнение для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной и качественной стали. Технические условия
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 16587-71 Клапаны предохранительные, регулирующие и регуляторы давления. Строительные длины
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 17177-94 Материалы и изделия строительные теплоизоляционные. Методы контроля.
ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R ≈ 1,5DN). Конструкция
ГОСТ 17376-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники. Конструкция
ГОСТ 17378-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Переходы. Конструкция
ГОСТ 17380-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 19281-89 Прокат стали повышенной прочности. Технические условия
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 20295-85 Трубы стальные сварные для магистральных нефтегазопроводов. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21345-2005 Краны шаровые, конусные и цилиндрические на номинальное давление не более PN 250.0 Общие технические условия
ГОСТ 22445-88 Затворы обратные. Основные параметры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23206-78 Пластмассы ячеистые жесткие. Метод испытания на сжатие
ГОСТ 23866-87 Клапаны регулирующие односедельные, двухседельные и клеточные. Основные параметры
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 2405-88 Манометры, вакуумметры, мановакууметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
ГОСТ 25136-82 Соединения трубопроводов. Методы испытаний на герметичность
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 26996-86 Полипропилен и сополимеры пропилена. Технические условия
ГОСТ 27.003-90 Надежность в технике. Состав и общие правила задания требований по надежности
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после нагрева
ГОСТ 27477-87 Клапаны обратные. Основные параметры
ГОСТ 28343-89 Краны шаровые стальные фланцевые. Технические требования
ГОСТ 28697-90 Программа и методика испытаний сильфонных компенсаторов и уплотнений. Общие требования
ГОСТ 28840-90 Машины для испытаний материалов на растяжения, сжатие и изгиб.
ГОСТ 28908-91 Краны шаровые и затворы дисковые. Строительные длины
ГОСТ 30244-94 Материалы строительные. Методы испытаний на горючесть
ГОСТ 30256-94 Материалы и изделия строительные. Метод определения теплопроводности цилиндрическим зондом
ГОСТ 30732-2006 Трубы и изделия фасонные стальные с индустриальной тепловой изоляцией из пенополиуретана с защитной оболочкой
ГОСТ 31294-2005 Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 3326-86 Клапаны запорные, клапаны и затворы обратные. Строительные длины
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
ГОСТ 3706-93 Задвижки. Строительные длины
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 409-77 Пластмассы ячеистые и резины губчатые. Метод определения
кажущейся плотности
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5761-2005 Клапаны на номинальное давление не более PN 250 Общие технические условия
ГОСТ 5762-2002 Арматура трубопроводная промышленная. Задвижки на номинальное давление не более PN 250. Общие технические условия
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6527-68 Концы муфтовые с трубной цилиндрической резьбой. Размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7076-99 Материалы и изделия строительные. Метод определения теплопроводимости и термического сопротивления при стационарном тепловом режиме
ГОСТ 7192-89 Механизмы исполнительные электрические постоянной скорости ГСП. Общие технические условия
ГОСТ 7293-85 Чугуны с шаровидным графитом для отливок. Марки
ГОСТ 7350-77 Сталь тонколистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 9.908-85 Единая система защиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 9697-87 Клапаны запорные. Основные параметры
ГОСТ 9698-86 Задвижки. Основные параметры
ГОСТ 9702-87 Краны конусные и шаровые. Основные параметры
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ГОСТ Р 52543-2006 Гидроприводы объемные. Требования безопасности (MOD)
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске.
ГОСТ 12.1.012-90 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
СТО 70238424.27.010.001-2008 Электроэнергетика. Термины и определения.
СТО 70238424.27.010.003-2009 Тепловые сети. Условия создания. Нормы и требования
СТО 70238424.27.010.006-2009 Тепловые сети. Охрана труда (правила безопасности) при эксплуатации и техническом обслуживании тепловых сетей. Нормы и требования
СТО 70238424.27.060.001-2008 Трубопроводы тепловых сетей. Защита от коррозии. Условия создания. Нормы и требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины в соответствии СТО 70238424.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 включение (в сварном шве): Обобщенное наименование пор, шлаковых и вольфрамовых включений.
3.1.2 включение одиночное (в сварном шве): Включение, минимальное расстояние от края которого до края любого другого соседнего включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показателя (из двух рассматриваемых).
3.1.3 включения одиночные протяженные (при радиографическом контроле): Включения, максимальный размер которых превышает допустимый максимальный размер одиночных включений, а допустимость устанавливается только в зависимости от размеров и количества без учета их площади при подсчете суммарной приведенной площади и без включения их количества в общее количество одиночных включений и скоплений.
3.1.4 группа включений (в сварном шве): Два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений. Внешний контур группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края. При оценке качества сварных соединений группа включений рассматривается как одно сплошное включение.
3.1.5 группа включений (в сварном шве): Два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений. Внешний контур группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края. При оценке качества сварных соединений группа включений рассматривается как одно сплошное включение.
3.1.6 дисковый затвор: Тип арматуры, в котором запирающий или регулирующий элемент имеет форму диска, поворачивающегося вокруг оси, произвольно расположенной по отношению к направлению потока рабочей среды.
3.1.8 карбонатный индекс Ик: Предельное значение произведения общей щелочности и кальциевой жесткости воды (мг-экв/дм3)2, выше которого протекает карбонатное накипеобразование с интенсивностью более 0,1 г/(м2 ч).
3.1.9 коэффициент теплопроводности: Количество теплоты, проходящее через материал толщиной в 1 м и площадью 1 м2 за 1 час при разности температур на противоположных сторонах материала 1 °С.
3.1.10 максимальный размер включения (в сварном шве): Наибольшее расстояние между двумя точками внешнего контура включения.
3.1.11 максимальный размер скопления (в сварном шве): Наибольшее расстояние между двумя точками внешнего контура скопления.
3.1.12 максимальная ширина включения (в сварном шве): Наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном максимальному размеру включения.
3.1.13 максимальная ширина скопления (в сварном шве): Наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления.
3.1.14 надземная прокладка тепловых сетей: Прокладка теплопроводов на отдельно стоящих опорах или эстакадах по поверхности земли.
3.1.15 номинальный диаметр (DN): Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей и арматуры.
3.1.16 несплошность (в сварном шве): Обобщенное наименование всех нарушений сплошности и формы сварного соединения (трещина, непровар, несплавление, включение, вогнутость и др.).
3.1.17 номинальная толщина сваренных деталей: Указанная в чертеже (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву.
3.1.18 подземная прокладка тепловых сетей: Прокладка теплопроводов в проходном канале, непроходном канале или бесканальным способом.
3.1.19 проба воды: Представительная часть определенной водной массы, отбираемая непрерывно или периодически с целью исследования ее определенных характеристик и свойств.
3.1.20 прочность на сдвиг в осевом и тангенциальном направлениях: Способность изолированной трубы выдерживать нагрузку сдвига, действующую между тепловой изоляцией из пенополиуретана с полиэтиленовой оболочкой и стальной трубой в осевом или тангенциальном направлениях.
3.1.21 расчетная высота углового шва (в сварном шве): по ГОСТ 2601 (расчетная высота двустороннего углового шва определяется как сумма расчетных высот двух его частей, выполненных с разных сторон).
3.1.22 сильфон: Осесимметричная упругая оболочка, разделяющая среды и способная под действием давления, температуры, силы или момента силы совершать линейные, сдвиговые, угловые перемещения или преобразовывать давление в усилие.
3.1.23 сильфонный компенсатор: Устройство, состоящее из сильфона (сильфонов) и арматуры, способное поглощать или уравновешивать относительные движения определенной величины и частоты, возникающие в герметично соединяемых конструкциях и проводить в этих условиях пар, жидкости и газы.
3.1.24 сильфонное компенсационное устройство: Устройство, состоящее из одного или нескольких сильфонных компенсаторов, заключенных в корпус или ряд корпусов, обеспечивающих выполнение компенсаторами своих функций и защищающих компенсаторы от внешних воздействий.
3.1.25 система оперативного дистанционного контроля (СОДК): Система, предназначенная для контроля состояния теплоизоляционного слоя пенополиуретана (ППУ) предварительно изолированных трубопроводов и обнаружения участков с повышенной влажностью изоляции.
3.1.26 скопление (в сварном шве): Два или несколько включений, минимальное расстояние между краями которых менее установленных для одиночных включений, но не менее максимальной ширины каждого из любых двух рассматриваемых соседних включений.
3.1.27 скопление одиночное (в сварном шве): Скопление, расстояние от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых).
3.1.28 суммарная приведенная площадь включений и скоплений (при радиографическом контроле сварного шва): Сумма приведенных площадей отдельных одиночных включений и скоплений.
3.1.29 тип сильфонных компенсаторов: Классификационная единица, характеризующаяся направлением воздействия соединяемых конструкций и определяющая основные конструктивные особенности сильфонных компенсаторов.
3.1.30 цикл деформации сильфонного компенсатора (сильфонного компенсационного устройства): Единичный процесс перемещения одной присоединительной поверхности сильфонного компенсатора (сильфонного компенсационного устройства) относительно другой и возвращение их в исходное положение.
3.1.31 шаровый кран: Кран, запирающий или регулирующий элемент которого имеет сферическую форму.
3.2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
Ик - карбонатный индекс;
рН - концентрация водородных ионов;
Щс, Щп, Щв - щелочность сетевой, подпиточной и водопроводной воды;
Сас, Сап и Сав - кальциевая жесткость сетевой, подпиточной и водопроводной воды;
Сэ - величины эквивалента углерода;
Рст - показатель свариваемости;
КД - конструкторская документация;
ЭД - эксплуатационная документация;
ПС - паспорт;
РЭ - руководство по эксплуатации;
НД - нормативная документация;
ТУ - технические условия;
ПМ - программа и методика испытаний;
DN - номинальный диаметр;
PN - номинальное давление;
ОТК - отдел технического контроля;
Рр - рабочее давление;
Рпр - пробное давление;
ЗИП - запасные части и принадлежности;
СОДК - система оперативно-дистанционного контроля;
ОТК - отдел технического контроля;
МКК - межкристаллитная коррозия;
![]() - условная пропускная способность;
- условная пропускная способность;
ζ - коэффициент сопротивления;
Сλ - значения осевой жесткости сильфонного компенсатора;
Sэф - эффективная площадь сильфонного компенсатора.
4 Требования к теплоносителю
Настоящий раздел стандарта устанавливает требования к воде, как рабочей среде, применяемой в системах централизованного теплоснабжения в качестве теплоносителя с параметрами, указанными в разделе 1 настоящего стандарта.
4.1 В системах централизованного теплоснабжения для отопления, вентиляции и горячего водоснабжения жилых, общественных и производственных зданий в качестве теплоносителя следует, как правило, принимать воду.
Следует также проверять возможность применения воды как теплоносителя для технологических процессов.
Применение для предприятий в качестве единого теплоносителя пара для технологических процессов, отопления, вентиляции и горячего водоснабжения допускается при технико-экономическом обосновании.
4.2 Сетевая вода должна иметь качество, при котором система теплоснабжения длительное время может работать без повреждения ее элементов вследствие образования отложений накипи и шлама, а также в результате внутренней коррозии металла трубопроводов, арматуры и оборудования.
4.3 Качество сетевой воды должно удовлетворять нормам, приведенным в таблице 4.1.
Таблица 4.1 - Нормы показателей качества сетевой воды
|
Норма |
|
|
Содержание свободной угольной кислоты |
0 |
|
Значение рН для систем теплоснабжения: |
|
|
открытых |
8,3 - 9,0 |
|
закрытых |
8,3 - 9,5 |
|
Содержание соединений железа, мг/дм3, не более, для систем теплоснабжения: |
|
|
открытых |
0,3* |
|
закрытых |
0,5 |
|
Содержание растворенного кислорода, мкг/дм3, не более |
20 |
|
Количество взвешенных веществ, мг/дм3, не более |
5 |
|
Содержание нефтепродуктов, мг/дм3, не более, для систем теплоснабжения: |
|
|
открытых |
0,1 |
|
закрытых |
1 |
|
Примечание - * По согласованию с санитарными органами допускается 0,5 мг/дм3 |
|
4.4 В начале отопительного сезона и в послеремонтный период допускается превышение норм в течение 4 недель для закрытых систем теплоснабжения и 2 недели для открытых систем по содержанию соединений железа - до 1,0 мг/дм3, растворенного кислорода - до 30 мг/дм3 и взвешенных веществ - до 15 мг/дм3.
4.5 При открытых системах теплоснабжения по согласованию с органами санитарно-эпидемиологической службы допускается отступление от действующих норм для питьевой воды по показателям цветности до 70 и содержанию железа до 1,2 мг/дм3 на срок до 14 дней в период сезонных включений эксплуатируемых систем теплоснабжения, присоединения новых, а также после их ремонта.
По окончании отопительного сезона или при останове водогрейные котлы и тепловые сети должны быть законсервированы.
4.6 Для ограничения интенсивности накипеобразования карбонатный индекс Ик сетевой воды при нагреве ее в сетевых подогревателях должен быть не выше значений, приведенных в таблице 4.2, а при нагреве ее в водогрейных котлах должен быть не выше значений, приведенных в таблице 4.3.
Таблица 4.2 - Нормативные значения Ик при нагреве сетевой воды в сетевых подогревателях в зависимости от рН воды
|
Ик (мг-экв/дм3)2 при значениях рН |
||||
|
не выше 8,5 |
8,51 - 8,8 |
8,81 - 9,2 |
выше 9,2 |
|
|
70 - 100 |
4,0 |
2,6 |
2,0 |
1,6 |
|
101 - 120 |
3,0 |
2,1 |
1,6 |
1,4 |
|
121 - 140 |
2,5 |
1,9 |
1,4 |
1,2 |
|
141 - 150 |
2,0 |
1,5 |
1,2 |
0,9 |
|
151 - 200 |
1,0 |
0,8 |
0,6 |
0,4 |
Таблица 4.3 - Нормативные значения Ик при нагреве сетевой воды в водогрейных котлах в зависимости от pH воды
|
Ик (мг-экв/дм3 )2 при значениях рН |
||||
|
не выше 8,5 |
8,51 - 8,8 |
8,81 - 9,2 |
выше 9,2 |
|
|
70 - 100 |
3,2 |
2,3 |
1,8 |
1,5 |
|
101 - 120 |
2,0 |
1,5 |
1,2 |
1,0 |
|
121 - 140 |
1,5 |
1,2 |
1,0 |
0,7 |
|
141 - 150 |
1,2 |
1,0 |
0,8 |
0,5 |
|
151 - 200 |
0,8 |
0,7 |
0,5 |
0,3 |
4.7 Для закрытых систем теплоснабжения с разрешения энергосистемы верхний предел значения рН допускается не более 10,5 при одновременном уменьшении значения карбонатного индекса до 0,1 (мг-экв/дм3)2, нижний предел может корректироваться в зависимости от коррозионных явлений в оборудовании и трубопроводах систем теплоснабжения.
4.8 Среднегодовая утечка теплоносителя из водяных тепловых сетей должна быть не более 0,25 % среднегодового объема воды в тепловой сети и присоединенных системах теплопотребления в час независимо от схемы присоединения (за исключением систем горячего водоснабжения, присоединенных через водоподогреватели). Сезонная норма утечки теплоносителя устанавливается в пределах среднегодового значения.
При определении утечки теплоносителя не должно учитываться количество воды на наполнение трубопроводов и систем теплопотребления при их плановом ремонте и подключении новых участков сети и потребителей, промывку, дезинфекцию, проведение регламентных испытаний трубопроводов и оборудования тепловых сетей.
4.9 Потери теплоносителя (сетевой воды) компенсируются подпиточной водой и частично несанкционированными присосами водопроводной воды. В результате состав сетевой воды формируется в зависимости от количества и состава воды, используемой для подпитки тепловой сети, а также доли реальных присосов и состава водопроводной воды.
4.10 Качество воды для подпитки закрытых тепловых сетей должно удовлетворять нормам, приведенным в таблице 4.4.
Таблица 4.4 - Нормы показателей качества воды для подпитки закрытой схеме тепловых сетей
|
Норма |
|
|
Содержание свободной угольной кислоты |
0 |
|
Значение рН для систем теплоснабжения: |
|
|
открытых |
8,3 - 9,0* |
|
закрытых |
8,3 - 9,5* |
|
Содержание растворенного кислорода, мкг/дм3, не более |
50 |
|
Количество взвешенных веществ, мг/дм3, не более |
5 |
|
Содержание нефтепродуктов, мг/дм3, не более |
1 |
|
Примечание - * Верхний предел значения рН допускается только при глубоком умягчении, нижний - с разрешения энергосистемы может корректироваться в зависимости от интенсивности коррозионных явлений в оборудовании и трубопроводах системы теплоснабжения. |
|
4.11 Качество подпиточной воды открытых систем теплоснабжения (с непосредственным водозабором) должно удовлетворять также действующим нормам для питьевой воды.
При силикатной обработке воды для подпитки тепловых сетей с непосредственным разбором горячей воды содержание силиката в подпиточной воде должно быть не более 50 мг/дм в пересчете на SiO2.
Реагенты, используемые в процессе водоподготовки, и для коррекционной обработки подпиточной и сетевой воды проходят гигиеническую оценку в установленном порядке для применения в практике горячего водоснабжения. Остаточное содержание (концентрации) веществ в воде не должно превышать гигиенических нормативов Непосредственная присадка гидразина и других токсичных веществ в подпиточную воду тепловых сетей и сетевую воду не допускается.
4.12 Значения Ик подпиточной воды открытых систем теплоснабжения должны быть такими же, как нормативные для сетевой воды.
Значение Ик подпиточной воды для закрытых систем теплоснабжения должно быть таким, чтобы обеспечить нормативное значение Ик сетевой воды с учетом доли присосов водопроводной воды.
4.13 Доля реальных присосов водопроводной воды (а, %), определяется по формуле:
а = (Жс - Жп)/(Жв - Жс)100 %, (1)
где Жс, Жп и Жв - общая жесткость соответственно сетевой, подпиточной и водопроводной воды, мг-экв/дм3.
4.14 Максимальная доля присосов должна быть ограничена величиной, при которой не превышается значение Ик сетевой воды при соответствующем качестве подпиточной воды. Для соблюдения данного условия значение Ик сетевой воды, рассчитанное по формуле:
Ик = СасЩс = [(0,01аСав + Сап)/(1 + 0,01а)][(0,01аЩв + Щп)/(1 + 0,01а)], (2)
не должно превышать нормативного значения, приведенного в таблице 4.2 или 4.3 для соответствующих условий работы.
4.15 Качество исходной воды для открытых и закрытых систем теплоснабжения должно отвечать требованиям СанПиН [2].
В целях обеспечения эпидемической надежности горячей воды при открытых системах теплоснабжения применяемая деаэрация должна проводиться при температуре не менее 100 °С (атмосферная).
Для закрытых систем теплоснабжения при наличии термической деаэрации допускается использовать техническую воду.
Использование доочищенных хозяйственно-питьевых сточных вод не допускается.
4.16 Подпитка систем теплопотребления, подключенных по независимой схеме, осуществляется водой из тепловой сети.
4.17 Выбор способов деаэрации питательной воды паровых котлов и подпиточной воды тепловой сети, способов подготовки воды для подпитки котлов и подпитки систем теплоснабжения, разработка технологий водоподготовки должны производиться специализированной (проектной, наладочной) организацией с учетом качества исходной (сырой) воды, назначения котельной, санитарных требований к теплоносителю, требований, определяемых конструкцией теплопотребляющего оборудования, условий безопасной эксплуатации, технико-экономических показателей и в соответствии с требованиями заводов-изготовителей.
Любые изменения проектных схем и конструкций оборудования, которые могут влиять на работу водоподготовительных установок, а также на водно-химический режим котельной и тепловой сети, согласовываются со специализированной (проектной, наладочной) организацией.
4.18 Баки-аккумуляторы и емкости запаса должны заполняться только химически очищенной деаэрированной водой температурой не выше 95 °С.
Конструкция баков-аккумуляторов в системах горячего водоснабжения должна исключать аварийные ситуации, попадание внутрь бака загрязнений через выхлопные устройства, а также вынос осадков из нижней части баков в сеть горячего водоснабжения.
4.19 Для открытых и закрытых систем теплоснабжения должна предусматриваться дополнительно аварийная подпитка химически необработанной и недеаэрированной водой. Аварийная подпитка тепловых сетей осуществляется из систем хозяйственно-питьевого или производственного водопроводов. На подаче этой воды должны быть установлены два запорных органа и контрольный кран между ними. Запорные органы должны находиться в закрытом положении и быть опломбированы, контрольный кран открыт.
Каждый случай подачи воды для подпитки тепловой сети, не отвечающий нормативному по качеству, должен быть отмечен в оперативном журнале с указанием количества поданной воды, источника водоснабжения, длительности подпитки с сообщением техническому руководству теплоснабжающей организации.
4.20 Организация, эксплуатирующая тепловые сети, должна обеспечить постоянный контроль качества сетевой воды в обратных трубопроводах и выявление абонентов, ухудшающих качество воды.
Организацию водно-химического режима и контроль работы оборудования осуществляет подготовленный персонал химической лаборатории или структурного подразделения организации. Организация имеет право привлекать для контроля за водно-химическим режимом другие специализированные организации.
4.21 Периодичность химического контроля водно-химического режима оборудования устанавливается специализированной наладочной организацией с учетом качества исходной воды и состояния действующего оборудования.
Периодичность контроля качества исходной, подпиточной и сетевой воды, а также воды в точках распределительной сети источников теплоты и тепловых сетей с открытой системой теплоснабжения определяется в соответствии с требованиями санитарных норм и правил. На основании периодичности составляется график химконтроля за водно-химическим режимом.
4.22 На водяных тепловых сетях должен быть организован систематический контроль за внутренней коррозией трубопроводов путем анализов сетевой воды, а также по индикаторам внутренней коррозии, устанавливаемым в наиболее характерных точках. Индикаторы должны устанавливаться на выводах ТЭЦ и котельных, на концевых участках магистралей, в двух-трех промежуточных точках магистралей.
4.23 Для спуска воды из трубопроводов водяных тепловых сетей предусматриваются сбросные колодцы с отводом воды в системы канализации самотеком или передвижными насосами. Температура сбрасываемой воды должна быть снижена до 40 °С.
Спуск воды непосредственно в камеры тепловых сетей или на поверхность земли не допускается.
4.24 При отводе воды в системы канализации необходимо учитывать нормативные показатели общих свойств сточных вод, принимаемых в системы канализации населенных пунктов. Они устанавливаются едиными для сточных вод всех категорий абонентов, исходя из требований к защите сетей и сооружений систем канализации, а именно: температура сточных вод - до 40 °С, рН - от 6,5 до 8,5.
4.25 Для уменьшения потерь сетевой воды и соответственно тепла при плановых или вынужденных опорожнениях теплопроводов допускается установка в тепловых сетях специальных баков-накопителей, вместимость которых определяется исходя из объема воды в теплопроводах между двумя задвижками разделяющих секции. Допускается слив воды непосредственно из одного участка трубопровода в смежный с ним участок, а также из подающего трубопровода в обратный.
4.26 Для контроля герметичности оборудования источников теплоты, тепловых сетей и систем теплопотребления допускается в установленном порядке использование окрашивающих индикаторов утечки, допущенных к применению в системах теплоснабжения [7].
4.27 На каждом узле подпитки тепловых сетей определяется расход подпиточной воды, соответствующий нормативной утечке, и обеспечивается приборный учет фактического расхода подпиточной воды.
При утечке теплоносителя, превышающей установленные нормы, должны быть приняты меры к обнаружению места утечек и их устранению.
4.28 Для выявления утечек сетевой воды в трубопроводы системы горячего водоснабжения или перетекания водопроводной воды в трубопроводы тепловой сети из-за износа трубной системы водоводяных теплообменников или негерметичности вальцовки, плотность всех теплообменников периодически, не реже одного раза в 4 мес., проверяется под давлением, равным давлению в водопроводе или тепловой сети.
При давлении в водопроводе выше, чем в обратном трубопроводе тепловой сети, проверять плотность подогревателей в эксплуатационных условиях допускается химическим анализом сетевой воды в обратном трубопроводе после подогревателя. Ухудшение качества воды свидетельствует о негерметичности трубок.
4.29 Допускается замена химической обработки подпиточной воды системы теплоснабжения другими эффективными способами при условии надежного обеспечения работы системы без повреждений ее элементов вследствие отложений накипи, шлама и при отсутствии интенсификации процессов коррозии.
Для уменьшения интенсивности внутренней коррозии трубопроводов и оборудования системы теплоснабжения допускается применение ингибиторов накипеобразования и ингибиторов коррозии [7].
5 Требования к стальным трубам для систем теплоснабжения
5.1 Общие требования
5.1.1 Настоящие технические требования распространяются на трубы стальные наружным диаметром до 1420 мм и толщиной стенки до 30 мм, предназначенные для подачи горячей воды с температурой до 200 °С и давлением до 2,5 МПа включительно, водяного пара с температурой до 440 °С и давлением до 6,3 МПа включительно, конденсата водяного пара.
5.1.2 Трубы изготавливаются бесшовными или сварными.
5.1.3 В заказной спецификации на трубы должны быть указаны:
- тип труб (п. 5.2);
- размеры труб (наружный диаметр, толщина стенки и длина) и предельно допустимые отклонения по геометрии труб;
- вес заказываемых труб;
- класс прочности;
- тип стали;
- минимальная температура строительства и ремонта;
- рабочее давление;
- необходимость наружной и внутренней изоляции, ее тип и толщина;
- необходимость защиты концов труб;
- нормативный документ, которому должно соответствовать качество труб;
- срок поставки труб;
- способ доставки труб заказчику (при поставке труб железнодорожным транспортом количество труб должно быть кратно вагонной норме);
- наименование завода-изготовителя труб и его адрес.
5.1.4 Номинальная масса поставляемых труб рассчитывается по формуле:
Р = 0,0249 ∙ δ ∙ l(d'н - δ), (3)
где Р - масса труб, кг ;
δ - толщина стенки труб, мм;
d'н - номинальный наружный диаметр труб, м;
l - длина труб, м.
5.2.1 Длина бесшовных труб должна быть от 9000 до 11700 мм, сварных от 10500 до 12200 мм. По согласованию с заказчиком допускается поставка труб другой длины.
5.2.2 Допуск на овальность труб (отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру) по концам труб приведен в таблице 5.1, допустимые отклонения наружного диаметра и толщины стенки труб от номинала - в таблице 5.2 и допустимые отклонения по кривизне труб - в таблице 5.3.
Таблица 5.1 - Допустимые отклонения по овальности труб
|
Допуск на овальность, % |
|
|
менее 20 |
1,0 |
|
20 и более |
0,8 |
Таблица 5.2 - Допустимые отклонения наружного диаметра и толщины стенки труб от номинала
|
По наружному диаметру |
По толщине стенки |
|||
|
середина трубы |
на расстоянии 150 мм от торцов, мм, при диаметре трубы, мм |
|||
|
Бесшовные |
±1,0 % от номинала |
не более 273 |
более 273 |
±12,5 % от номинала |
|
-0,4 |
-0,8 |
|||
|
Сварные |
±2 мм |
не более 820 |
более 820 |
по ГОСТ 19903 для нормальной толщины прокатки |
|
±1,5 |
±1,6 |
|||
Таблица 5.3 - Допустимые отклонения по кривизне труб
|
Кривизна на любом участке, мм/м длины, не более |
|
|
0,20 |
1,5 |
5.2.3 Для сварных труб высота и ширина усиления, смещение осей и перекрытие швов должны соответствовать величинам, указанным в таблице 5.4.
Таблица 5.4 - Высота и ширина усиления, смещение осей и перекрытие швов на сварных трубах в зависимости от толщины стенки трубы
|
Толщина стенки труб, мм |
||
|
не менее 10 |
более 10 |
|
|
Высота усиления наружного шва, мм |
0,5 - 2,5 |
0,5 - 3,0 |
|
Высота усиления внутреннего шва, мм |
0,5 - 3,0 |
0,5 - 3,0 |
|
Ширина усиления швов, не более, мм |
20 |
30 |
|
Смещение осей швов на торцах труб, не более, мм |
3,0 |
4,0 |
|
Перекрытие швов на торцах труб, не менее, мм |
1,5 |
2,0 |
5.3 Технические требования
5.3.1 Общие положения
5.3.1.1 Трубы изготавливаются из листовых, квадратных или круглых заготовок, поставляемых металлургическими заводами, в соответствии с договорами поставки, национальными стандартами, стандартами организаций, техническими условиями (ТУ) или техническими соглашениями (ТС), заключенными между трубными и металлургическими предприятиями и согласованными с заказчиком труб [8], [9].
5.3.1.2 Бесшовные трубы должны изготавливаться из заготовок в состоянии после прокатки и проходят термическую обработку на трубных заводах.
5.3.1.3 Сварные трубы изготавливаются из заготовок в состоянии после контролируемой прокатки, контролируемой прокатки с ускоренным охлаждением или после термообработки (нормализации, нормализации с отпуском или закалки с отпуском).
5.3.2 Требования к металлу заготовок
5.3.2.1 Поставляемые для производства труб заготовки на металлургическом заводе должны пройти 100 % контроль сплошности неразрушающими методами.
5.3.2.2 Поставщик металла обязан предоставить заводу изготовителю труб сертификат, подтверждающий качество поставленных заготовок в требованиям, оговоренными в договоре поставки.
5.3.2.3 На трубном заводе заготовки должны пройти входной контроль на соответствие их качества предъявляемым требованиям.
5.3.2.4 Объем и методику входного контроля разрабатывает трубный завод и согласовывает с заказчиком труб.
5.3.2.5 Химический состав металла.
Трубы для теплоснабжения изготавливаются в зависимости от класса прочности и минимальной температуры строительства и ремонта трубопровода из низко- и среднеуглеродистой, низколегированной марганцовистой и низколегированной марганцовистой микролегированной хладостойкой сталей, химический состав которых приведен в таблице 5.5.
5.3.2.6 Величины эквивалента углерода Сэ и показателя стойкости против растрескивания Рст металла заготовок, характеризующие его свариваемость и технологическую пластичность, рассчитываются по формулам:
![]() (4)
(4)
![]() (5)
(5)
где С, Mn, Cr, Mo, V, Cu, Ni и Si - содержание в стали указанных элементов в весовых процентах;
Сэ - для бесшовных и сварных труб не должен превышать 0,40;
Рст - для сварных труб не должен быть больше 0,20.
5.3.2.7 Загрязненность металла заготовок неметаллическими включениями оценивается по ГОСТ 1778 (метод Ш6) и не должна превышать для сульфидов по среднему баллу - 1 , по максимальному баллу - 1,5 и для оксидов и силикатов по среднему баллу - 2, по максимальному баллу - 2,5.
5.3.2.8 Полосчатость структуры металла заготовок оцениваемая по ГОСТ 5640 и не должна превышать 2 балла.
5.3.2.9 Величина действительного зерна металла заготовок оцениваемая по ГОСТ 5639 и должна быть не ниже 8 балла.
5.3.3 Требования к металлу труб
5.3.3.1 Трубы для трубопроводов теплоснабжения должны иметь класс прочности от К34 до К52, который указывается в заказе.
5.3.3.2 Механические свойства металла труб в зависимости от класса прочности при испытании образцов на растяжение должны соответствовать величинам, приведенным в таблице 5.6.
Таблица 5.6 - Механические свойства металла труб
|
Временное сопротивление, σв, кг/мм2 |
Предел текучести, σт, кг/мм2 |
Относительное удлинение, δ, %, не менее |
|
|
К34 |
34 - 45 |
21 - 32 |
25 |
|
К42 |
42 - 53 |
25 - 36 |
21 |
|
К48 |
48 - 59 |
27 - 38 |
21 |
|
К50 |
50 - 61 |
35 - 46 |
20 |
|
К52 |
52 - 63 |
36 - 47 |
20 |
Таблица 5.5 - Химический состав металла труб для тепловых сетей
|
Минимальная температура строительства и ремонта, °С |
Тип стали |
Содержание не более, % |
|||||||||||
|
С |
Mn |
Si |
V |
Nb |
Al |
S |
Р |
Cr |
Ni |
Cu |
|||
|
К34 - К42 |
не ниже минус 10 |
низко- и среднеуглеродистая |
0,07 - 0,14 |
0,35 - 0,65 |
0,15 - 0,30 |
- |
- |
0,015 - 0,040 |
0,010 |
0,015 |
0,15 |
0,25 |
0,25 |
|
К42 - К48 |
0,15 - 0,21 |
0,35 - 0,65 |
0,15 - 0,30 |
- |
- |
0,015 - 0,040 |
0,010 |
0,015 |
0,15 |
0,25 |
0,25 |
||
|
К48 - К52 |
oт минус 10 до минус 20 |
Низкоуглеродистая марганцовистая |
0,07 - 0,15 |
1,00 - 1,40 |
0,15 - 0,30 |
- |
- |
0,015 - 0,040 |
0,010 |
0,015 |
0,25 |
0,25 |
0,25 |
|
К48 - К52 |
ниже минус 20 |
микролегированная |
0,03 - 0,06 |
0,90 - 1,30 |
0,15 - 0,30 |
0,05 - 0,08 |
0,03 - 0,06 |
0,015 - 0,040 |
0,008 |
0,012 |
0,30 |
0,30 |
0,25 |
5.3.3.3 Отношение предела текучести к временному сопротивлению металла для бесшовных труб должно быть не более 0,80, для сварных труб - не более 0,90.
5.3.3.4 Ударная вязкость металла труб, определенная при испытании образцов с острым надрезом, в зависимости от указанной в заказе минимальной температуры строительства и ремонта, должна соответствовать величине, приведенной в таблице 5.7.
Таблица 5.7 - Ударная вязкость KCV металла труб
|
Температура испытания, °С |
Ударная вязкость, KCV, Дж/см2 (кгс м/см2), не менее |
|
|
не ниже минус 10 °С |
минус 10 °С |
147 (15) |
|
от минус 10 до минус 20 °С |
минус 20 °С |
118 (12) |
|
ниже минус 20 °С |
минус 30 °С |
98 (10) |
5.3.3.5 У сварных труб временное сопротивление разрыву сварных соединений при испытании поперечных образцов со снятым усилением швов должно быть не ниже, чем у основного металла труб (см. таблицу 5.6).
5.3.3.6 Ударная вязкость сварных соединений труб, определенная при испытании образцов с острым надрезом, KCV, в зависимости от указанной в заказе минимальной температуры строительства и ремонта должна соответствовать нормам, приведенным в таблице 5.8.
Таблица 5.8 - Ударная вязкость KCV сварных соединений труб
|
Температура испытания, °С |
Ударная вязкость, KCV, Дж/см2 (кгс м/см2), не менее |
||
|
зона сплавления |
центр шва |
||
|
не ниже минус 10 °С |
минус 10 °С |
39,2 (4,0) |
34,3 (3,5) |
|
от минус 10 до минус 20 °С |
минус 20 °С |
39,2 (4,0) |
34,3 (3,5) |
|
ниже минус 20 °С |
минус 30 °С |
39,2 (4,0) |
34,3 (3,5) |
5.3.3.7 Каждая труба с наружным диаметром более 500 мм должна быть испытана на гидропрессе по методике завода-изготовителя. Трубы, у которых выявлены течи, вздутия и изменения формы, должны быть отбракованы.
5.3.3.8 На наружной и внутренней поверхностях металла труб не должно быть рванин, плен, пригаров, окалины, пузырей, вздутий и трещин.
5.3.3.9 В основном металле за исключением прикромковых зон и торцов труб не допускаются расслоения, длина которых в любом направлении превышает 80 мм или площадью более 500 мм2. Каждое расслоение длиной от 30 до 80 мм должно отстоять от следующего более, чем на 500 мм.
Цепочкой являются расслоения размером менее 30 мм, отстоящие друг от друга на расстояние менее толщины стенки трубы. Не допускаются цепочки расслоений суммарной длиной более 80 мм.
5.3.3.10 Концевые участки труб на длине не менее 40 мм должны быть проверены по всему периметру ультразвуковым контролем.
5.3.3.11 На торцах труб не допускаются любые видимые невооруженным глазом расслоения, раковины и трещины.
5.3.3.12 Устранение поверхностных дефектов металла труб производится только абразивной зачисткой, при этом зачищенные места не должны выводить толщину стенки за пределы минусового допуска.
5.3.3.13 Сварные соединения труб должны быть плотными, без непроваров, трещин, свищей, пор, наплывов и резких сужений. Начальный и конечный участки швов должны быть удалены.
5.3.3.14 Сварные соединения труб должны быть проконтролированы ультразвуковым методом.
5.3.3.15 Допускается ремонт сварных соединений зачисткой с последующей заваркой.
5.4 Контроль качества труб
5.4.1 Заводы-изготовители труб каждую партию поставляемых труб должны прикладывать сертификат, подтверждающий качественные характеристики труб, указанные в технических требованиях.
5.4.2 Партия состоит, как правило, из труб одного размера, класса прочности, типа стали и режима термообработки.
5.4.3 Методику приемо-сдаточных испытаний разрабатывают заводы-изготовители труб и согласовывают их с заказчиками.
5.4.4 Сертификат должен содержать:
- наименование и товарный знак завода-производителя труб;
- номер заказа;
- номер партии;
- название НД;
- размер труб;
- вес труб;
- тип труб;
- химический состав металла, величины Сэ и Рст, балльность по неметаллическим включениям, полосчатости структуры и величине зерна;
- вид термообработки и механические свойства основного металла и сварного соединения;
- величину гидравлического давления при испытаниях;
- отметку о проведении неразрушающего контроля основного металла и сварного соединения;
- дату заполнения, подпись уполномоченного лица заверенная печатью.
5.5.1 На внутренней поверхности каждой трубы около одного из торцов наносится маркировка, содержащая:
- знак завода-изготовителя труб;
- номер трубы;
- размер трубы;
- класс прочности;
- эквивалент углерода;
- месяц и год изготовления.
Методика нанесения маркировки разрабатывается заводом-изготовителем труб и согласовывается с заказчиком.
6 Требования к трубопроводной арматуре
6.1 Область применения
6.1.1 Настоящий раздел стандарта распространяется на трубопроводную арматуру DN от 15 до 2000, PN 1,6 МПа (16 кгс/см2) и 2,5 МПа (25 кгс/см2), применяемую в тепловых сетях систем теплоснабжения, и устанавливает общие технические требования к запорной, регулирующей, предохранительной и обратной арматуре трубопроводов горячей воды, относящихся к категориям III (группа 2) и IV в соответствии с требованиями правил [3].
6.1.2 Количество и размещение арматуры должно быть предусмотрено проектной организацией с учетом обеспечения безопасного обслуживания и ремонта в соответствии с требованиями правил [3] и настоящего стандарта.
6.2 Технические требования к арматуре
6.2.1 Показатели назначения
6.2.1.1 Основные показатели назначения арматуры должны быть приведены в ТУ, КД и эксплуатационной документации (ПС, РЭ) и должны включать:
- вид арматуры (функциональное назначение) - запорная; регулирующая; предохранительная; обратная;
- номинальный диаметр DN;
- номинальное давление PN или рабочее давление при максимальной температуре рабочей среды;
- наименование и параметры рабочей среды:
а) химический состав и фазовое (агрегатное) состояние;
б) температура;
- класс герметичности затвора;
- климатическое исполнение (с параметрами окружающей среды);
- дополнительные показатели применительно к конкретным видам арматуры:
а) для запорной арматуры - коэффициент сопротивления;
б) для предохранительного клапана - коэффициент расхода, площадь сечения клапана, (наименьшая площадь сечения в проточной части седла); давление настройки;
в) для регулирующей арматуры - условная пропускная способность, вид пропускной характеристики, параметры исполнительного механизма;
г) параметры привода.
6.3 Конструктивные требования
6.3.1 Общие требования
6.3.1.1 Трубопроводы горячей воды систем теплоснабжения могут быть оснащены следующими видами и типами трубопроводной арматуры:
- запорной (задвижки, затворы дисковые, клапаны запорные, краны шаровые);
- регулирующей (клапаны регулирующие);
- предохранительной (клапаны предохранительные);
- обратной (затворы обратные, клапаны обратные).
6.3.1.2 Соединение арматуры с трубопроводами горячей воды должно производиться с помощью фланцев или приваркой непосредственно к трубопроводу, в том числе с помощью переходных колец (катушек).
Кольца под приварку выполняются в соответствии с требованиями КД.
Муфтовая арматура может применяться только для трубопроводов DN ≤ 100 при PN 16 и температуре до 115 °С.
Присоединительные размеры и размеры уплотнительных поверхностей фланцев и требования к ним - по ГОСТ 12815, ГОСТ 12816 и/или по КД, утвержденной в установленном порядке.
Муфтовые концы - по ГОСТ 6527.
Концы под приварку - по ГОСТ 12821 и КД.
6.3.1.3 Сварка и контроль качества сварных швов, соединения арматуры с трубопроводом горячей воды - по требованиям раздела 12 настоящего стандарта.
6.3.1.4 Материалы деталей и сварных швов, работающих под давлением, должны быть прочными и плотными.
Пропуск рабочей среды через места соединения, сальниковые уплотнения не допускается.
6.3.1.5 Требования по герметичности затвора указывают в ТУ, ПС и РЭ на конкретный вид и тип арматуры. Герметичность затвора запорной арматуры - не ниже класса С по ГОСТ 9544.
6.3.1.6 Давления номинальные, пробные и рабочие - по ГОСТ 356.
6.3.1.7 Арматура должна рассчитываться на прочность с учетом максимально допустимых нагрузок от трубопроводов, которые должны быть указаны в ТЗ на проектирование арматуры.
6.3.1.8 Запорная арматура всех типов должна быть рассчитана на полный перепад давлений на запорном органе. Допустимый перепад давлений, при котором обеспечивается перемещение запорного органа без повреждения уплотнительных поверхностей, согласовывается при разработке, исходя из реальных условий, при которых ожидается эксплуатация арматуры. Перепад давлений должен быть указан в ТУ, ПС и РЭ.
6.3.1.9 Запорная арматура должна проектироваться с учетом возможности ее установки:
- на горизонтальных трубопроводах - с расположением шпинделя в любом положении;
- на вертикальных трубопроводах - с горизонтальным расположением шпинделя.
6.3.1.10 Комплектующие изделия (приводы, отдельные узлы и детали) должны подвергаться контролю и соответствовать требованиям НД, утвержденной в установленном порядке.
6.3.1.11 Рабочее положение и направление подачи рабочей среды (одностороннее или двустороннее) должны быть указаны в ТУ и эксплуатационной документации.
6.3.1.12 По способу управления запорная и регулирующая арматура может быть с ручным управлением или с электроприводом (электрическим исполнительным механизмом). Арматура с электроприводом (электрическим исполнительным механизмом) должна иметь ручной дублер.
Арматура с ручным управлением должна закрываться вращением рукоятки (маховика) по часовой стрелке. При вращении рукоятки (маховика) арматуры или привода по часовой стрелке запорный (регулирующий) элемент должен перемещаться в направлении закрытия.
Арматура тепловых пунктов может также иметь гидравлический или пневматический привод.
6.3.1.13 Детали подвижных соединений арматуры должны перемещаться плавно без заеданий.
6.3.1.14 Климатическое исполнение, условия эксплуатации должны соответствовать требованиям ГОСТ 15150 и указываться в ТУ, ПС и РЭ на конкретный вид и тип арматуры.
6.3.1.15 В собранных изделиях шпильки должны быть завернуты до упора, концы болтов и шпилек должны выступать из гаек не менее чем на один шаг резьбы.
6.3.1.16 Разработка и постановка на производство новых типов арматуры в соответствии с требованиями ГОСТ Р 15.201.
6.3.1.17 По требованию заказчика арматура должна поставляться в вибро- и сейсмостойком исполнении. Требования вибро- и сейсмостойкости указываются в техническом задании (ТЗ) на проектирование арматуры.
6.3.1.18 Арматура должна быть ремонтопригодной. Конструкция арматуры должна допускать возможность устранения, возникающих дефектов в период между капитальными ремонтами без вырезки ее из трубопровода.
При сервисном обслуживании арматуры изготовителем объем и сроки работ определяются РЭ и договором.
6.3.1.19 Стадии разработки, виды, комплектность и правила выполнения ремонтной документации - по ГОСТ 2.602.
6.3.2 Требования к задвижкам
6.3.2.1 Задвижки должны изготавливаться - по ГОСТ 5762, ТУ и КД.
6.3.2.2 Основные параметры - по ГОСТ 9698.
6.3.2.3 Строительные длины - по ГОСТ 3706 и/или по КД.
6.3.2.4 Задвижки должны иметь коэффициент сопротивления ζ, не более:
1,0 - для задвижек DN > 200;
5 - для задвижек DN ≤ 200.
6.3.3 Требования к затворам дисковым
6.3.3.1 Затворы дисковые должны изготавливаться - по ГОСТ 13547, ТУ и КД.
6.3.3.2 Основные параметры затворов дисковых - по ГОСТ 12521.
6.3.3.3 Строительные длины - по рабочим чертежам на затворы дисковые конкретных типов.
6.3.3.4 Затворы дисковые должны иметь коэффициент сопротивления Z не более 3.
6.3.4 Требования к клапанам запорным и регулирующим
6.3.4.1 Клапаны запорные должны изготавливаться - по ГОСТ 5761, ТУ и КД.
6.3.4.2 Клапаны регулирующие должны изготавливаться - по ГОСТ 12893, ТУ и КД.
6.3.4.3 Основные параметры клапанов запорных - по ГОСТ 9697, клапанов регулирующих - по ГОСТ 23866. Допустимый перепад давлений для регулирующих клапанов должен быть указан в ТУ, ПС и РЭ.
6.3.4.4 Клапаны запорные должны иметь коэффициент сопротивления ζ не более:
7,0 - для запорных прямоточных и угловых сальниковых клапанов;
15,0 - для запорных z-образных сальниковых клапанов;
7,0 - для запорных прямоточных и угловых сильфонных клапанов для DN > 50;
9,0 - для запорных прямоточных и угловых сильфонных клапанов для DN £ 50.
6.3.4.5 Строительные длины клапанов запорных и регулирующих - по ГОСТ 3326 или рабочим чертежам на конкретные виды и типы клапанов.
6.3.5 Требования к кранам шаровым
6.3.5.1 Краны шаровые должны изготавливаться - по ГОСТ 21345, ГОСТ 28343, ТУ и КД.
6.3.5.2 Основные параметры кранов шаровых - по ГОСТ 9702.
6.3.5.3 Краны шаровые должны иметь коэффициент сопротивления ζ не более 0,5.
6.3.5.4 Строительные длины кранов шаровых - по ГОСТ 14187, ГОСТ 28908 и рабочим чертежам на конкретные краны.
6.3.5.5 Краны шаровые должны иметь ограничение поворота пробки.
6.3.6 Требования к клапанам предохранительным
6.3.6.1 Клапаны предохранительные должны изготавливаться - по ГОСТ 31294, ТУ и КД.
6.3.6.2 Расчет пропускной способности клапанов предохранительных должен выполняться по ГОСТ 12.2.085.
6.3.6.3 Строительные длины - по ГОСТ 16587.
6.3.6.4 Основные параметры клапанов предохранительных - по ГОСТ 31294.
6.3.6.5 За рабочее давление принимается давление настройки, при котором клапан предохранительный обеспечивает требуемую герметичность затвора.
6.3.6.6 В технической документации (на чертеже общего вида и в ПС) должны быть обязательно указаны значения расчетного проходного сечения клапана и коэффициент расхода, на основании которых рассчитывается его пропускная способность.
6.3.7 Требования к затворам и клапанам обратным
6.3.7.1 Затворы обратные должны изготавливаться - по ГОСТ 13252 и ТУ и КД.
Клапаны обратные должны изготавливаться - по ГОСТ 11823 и ТУ и КД.
6.3.7.2 Основные параметры и размеры затворов обратных - по ГОСТ 22445, клапанов обратных - по ГОСТ 27477.
6.3.7.3 Строительные длины затворов и клапанов обратных - по ГОСТ 3326 или по рабочим чертежам.
6.3.7.4 В затворах обратных по требованию заказчика могут быть предусмотрены указатели положения диска.
6.3.7.5 В ТУ и РЭ должен указываться минимальный перепад давления открытия, подтвержденный при испытаниях опытных образцов и согласованный с заказчиком.
6.3.7.6 Проточная часть обратной арматуры должна иметь коэффициент сопротивления ζ не более:
- 3 - для поворотных клапанов;
- 6 - для подъемных клапанов;
- 13 - для подъемных клапанов со штампосварными корпусами.
6.3.7.7 Протечки обратной арматуры при испытаниях водой не должны превышать:
- 3 см3/мин - для DN до 100 включительно;
- 7 см3/мин - для DN от 100 до 200 включительно;
- 12 см3/мин - для DN от 200 до 300 включительно;
- 15 см3/мин - для DN от 300 до 800 включительно.
6.3.8 Требования к приводам (исполнительным механизмам)
6.3.8.1 Для управления запорной арматурой могут применяться:
- поршневые приводы (пневматический, пневмогидравлический и электрогидравлический);
- пневматические приводы со струйным двигателем;
- электрические приводы с механическим редуктором;
- ручные приводы с механическим редуктором;
- ручки (рычаги), маховики.
6.3.8.2 Система управления приводом должна обеспечивать дистанционное и местное управление, в том числе:
- закрытие и открытие арматуры, остановку запорного устройства в любом промежуточном положении с пульта дистанционного и местного управления;
- автоматическое размыкание электрической цепи путевыми выключателями при достижении запорным устройством крайних положений;
- исключение самопроизвольного перемещения запорного устройства под влиянием рабочей среды.
6.3.8.3 Пневматические и пневмогидравлические приводы должны функционировать от энергии давления воздуха из автономной системы, а также от ручного дублера.
Конструкция пневмо- и гидропривода должна соответствовать требованиям безопасности - по ГОСТ 12.2.101 и ГОСТ Р 52543.
6.3.8.4 Приводы с электрогидравлической системой управления должны функционировать от энергии давления гидравлической жидкости, накопленной в аккумуляторной емкости, создаваемой электрогидронасосом или ручным насосом-дублером.
6.3.8.5 Электроприводы должны функционировать от трехфазного переменного тока напряжением 380В, 50 Гц, однофазного тока напряжением 220В, 50 Гц (или другого по требованию заказчика) и ручного дублера.
6.3.8.6 Корпус привода должен быть герметичен относительно внешней среды.
6.3.8.7 Детали внутри корпуса привода, подлежащие смазке, должны быть обработаны смазочными материалами и иметь устройство доступа к ним для контроля и смазки в период эксплуатации без демонтажа привода.
6.3.8.8 На приводе должны иметься устройства (проушины, рым болты или скобы) для его строповки при монтаже на арматуре. Если привод поставляется установленным на арматуре, то устройства для строповки должны быть рассчитаны на полный вес арматуры с приводом. Схема строповки и монтажа должна входить в комплект поставки.
Схема строповки привода или арматуры в сборе с приводом должна исключать возможность повреждения стропами узлов, деталей и трубной обвязки арматуры и привода.
При поставках привод должен быть установлен на арматуре, если это позволит ее транспортировку. При раздельной поставке поставщик обязан предоставить подробную инструкцию по монтажу привода и системы управления.
6.3.8.9 Запорная арматура с электроприводом должна иметь местный указатель крайних положений запорного органа и датчики крайних положений на щите управления. Для запорной арматуры с ручным управлением должны быть предусмотрены модификации с датчиками для сигнализации крайних положений запорного органа на щитах управления. Необходимость установки датчиков оговаривается при выдаче заявки на разработку новой арматуры и указывается в заказе.
6.3.8.10 По степени защищенности от воздействия окружающей среды все электроприводы и их комплектующие должны изготавливаться со степенью защиты на IP 65 ГОСТ 14254.
6.3.8.11 Для управления регулирующей арматурой должны применяться электрические исполнительные механизмы (далее - механизмы) по ГОСТ 7192, ТУ и чертежам на конкретные исполнительные механизмы.
6.3.8.12 Питание механизмов должно осуществляться переменным током частотой 50 Гц и напряжением 220В однофазной сети и 220/380В трехфазной сети.
6.3.8.13 Усилие для управления ручной арматурой, ручных дублеров электроприводов и исполнительных механизмов не должно превышать 250 Н, а при страгивании - не более 450 Н. При необходимости должны применяться редукторы.
6.4 Требования к надежности и назначенным показателям
6.4.1 Показатели надежности
6.4.1.1 Обязательная номенклатура показателей надежности арматуры должна задаваться в соответствии с ГОСТ 27.003 и включать:
- показатели долговечности:
а) средний срок службы до списания (полный) - не менее 25 лет для стальной арматуры, не менее 15 лет - для чугунной арматуры;
б) средний ресурс до списания (полный) - не менее 200000 часов для стальной арматуры, не менее 120000 часов для чугунной арматуры. Ресурс в циклах - в соответствии с п. 5.3.1.4;
- показатели безотказности - средняя наработка на отказ (для арматуры до DN 300 включительно), или вероятность безотказной работы в течение принятого значения ресурса (исчисленная по всем отказам) (для арматуры более DN 300);
- комплексный показатель (для предохранительной и других видов арматуры, работающей в режиме ожидания) - коэффициент оперативной готовности, связанный с выполнением функции «открытие» или «закрытие».
6.4.1.2 Дополнительная номенклатура показателей надежности может включать:
- показатели долговечности:
а) средний срок службы до капитального ремонта;
б) средний ресурс до капитального ремонта;
- показатели ремонтопригодности:
а) среднее время восстановления;
б) среднюю трудоемкость восстановления;
- показатель сохраняемости - средний срок сохраняемости.
6.4.1.3 Регламент восстановления арматуры определяется в проекте теплосети (в зависимости от условий эксплуатации, последствий возможных отказов и количества арматуры).
6.4.1.4 Показатель долговечности (средний ресурс) для запорной, предохранительной и обратной арматуры и показатель безотказности (наработка на отказ) для запорной и обратной арматуры должны устанавливаться в часах и циклах. Показатели надежности «средний ресурс» и «наработка на отказ» в циклах устанавливаются, исходя из предполагаемого количества срабатываний за принятый средний срок службы (средний ресурс в часах).
Для регулирующей арматуры эти показатели должны устанавливаться в часах.
6.4.1.5 Количественные значения показателей надежности должны быть указаны в ТУ и эксплуатационной документации (ПС и РЭ).
6.4.1.6 Для арматуры DN ≥ 200 и предохранительной арматуры всех диаметров, эксплуатирующейся на трубопроводах горячей воды, должны устанавливаться назначенные показатели.
6.4.1.7 Обязательная номенклатура назначенных показателей арматуры должна включать:
- назначенный срок службы (в годах);
- назначенный ресурс (в часах и/или циклах).
6.4.1.8 Количественные значения назначенных показателей определяют период безопасной эксплуатации арматуры - при отсутствии критических отказов в течение назначенных показателей.
Правильность установления назначенных показателей должна подтверждаться расчетом соответствующей им вероятности безотказной работы.
Значение вероятности безотказной работы, рассчитанное по отношению к потенциально возможным критическим отказам для назначенного срока службы (ресурса), должно быть близким к единице и удовлетворять требованиям заказчика.
6.4.1.9 При достижении назначенных показателей, в зависимости от назначения объекта, особенности эксплуатации, технического состояния и других факторов, объект может быть списан, направлен в средний или капитальный ремонт, передан для применения не по назначению, или может быть принято решение об установлении нового назначенного срока службы (ресурса) с продолжением эксплуатации.
6.4.1.10 Если в КД отсутствуют назначенные показатели, их должен установить исполнитель работ по экспертизе промышленной безопасности арматуры на основании диагностирования технического состояния арматуры, испытаний и данных эксплуатационной статистики.
Назначенные показатели могут быть также установлены разработчиком ремонтной КД на основании анализа конструкции арматуры и данных эксплуатационной статистики.
6.4.1.11 Количественные значения назначенных показателей должны быть указаны в ТУ и эксплуатационной документации (ПС и РЭ).
6.5 Требования к материалам арматуры
6.5.1 Арматура должна изготавливаться из материалов, допущенных к применению в соответствии с требованиями правил [3].
6.5.2 Применение новых материалов для изготовления арматуры - в соответствии с требованиями правил [3].
6.5.3 При выборе материалов для изготовления основных деталей трубопроводной арматуры должны учитываться условия эксплуатации:
- в трубопроводах горячего водоснабжения раздельной системы, в качестве источника горячего водоснабжения используют только питьевую воду в соответствии с требованиями санитарных норм [6];
- температура рабочей среды до 150 °С;
- рабочее давление:
а) для арматуры трубопроводов категории III (группа 2) - от 1,6 МПа (16 кгс/см2) до 2,5 МПа (25 кгс/см2);
б) для арматуры трубопроводов категории IV - от 0,07 МПа (0,7 кгс/см2) до 1,6 МПа (16 кгс/см2);
- температура стенки арматуры (минимальная отрицательная и максимальная расчетная).
6.5.4 Материалы корпусных деталей, сварочные и наплавочные материалы, заготовки, полуфабрикаты и комплектующие изделия, применяемые при изготовлении арматуры, должны подвергаться входному контролю на соответствие требованиям технической документации на арматуру. Качество и свойства материалов должны быть подтверждены сертификатами.
6.5.5 Материалы деталей арматуры и сварные соединения, находящиеся под давлением и соприкасающиеся с рабочей средой, в пределах принятых показателей долговечности и назначенных показателей, должны соответствовать следующим требованиям:
а) обеспечивать допустимый запас прочности;
б) обладать достаточной коррозионной стойкостью к рабочей и окружающей среде в соответствии с ГОСТ 9.908;
в) не содержать внутренних и внешних дефектов, влияющих на безопасность;
г) подбираться с учетом исключения взаимного химического воздействия при соединении различных материалов.
6.5.6 Наплавка уплотнительных и трущихся поверхностей деталей арматуры и контроль качества наплавки должны проводиться согласно указаниям в КД.
6.5.7 Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким к аналогичному коэффициенту материала фланцев, причем разница в этих коэффициентах не должна превышать 10 %. Применение сталей с различными коэффициентами линейного расширения (более 10 %) допускается в случаях, обоснованных расчетом на прочность или экспериментальными исследованиями, а также в тех случаях, когда расчетная температура крепежа не превышает 50 °С.
6.5.8 Отливки из ковкого или высокопрочного чугуна должны применяться в термически обработанном состоянии. Применение чугунных отливок для элементов арматуры, подвергающихся динамическим нагрузкам и термическим ударам, не допускается.
6.5.9 При выборе материалов для деталей арматуры, предназначенной для установки на открытой площадке или в не отапливаемых помещениях, за расчетную минимальную температуру окружающей среды необходимо принимать среднюю температуру наружного воздуха наиболее холодной пятидневки с обеспеченностью 0,92 (в степени 0,92) в соответствии со Строительными нормами и правилами [1], если температура стенки корпуса, находящегося под давлением, положительная и абсолютную минимальную температуру данного района, если температура стенки корпуса может стать отрицательной.
6.5.10 Перечень материалов, в зависимости от условий эксплуатации для деталей трубопроводной арматуры, приведен в приложении А (для корпусных деталей).
Марки материалов и технические требования к крепежным деталям - по ГОСТ 20700.
Требования к поковкам, штамповкам и заготовкам - по ГОСТ 8479 (группа 4).
6.5.11 Детали из углеродистых и низколегированных марганцовистых и марганцево-кремнистых сталей, изготовленные с применением штамповки или вальцовки, подлежат обязательной термообработке, если:
- детали штампуются (вальцуются) при температуре окончания штамповки (вальцовки) ниже 700 °С;
- детали изготовлены холодной штамповкой.
Конструкционные легированные стали следует применять только после улучшающей термической обработки.
Накатка резьбы не требует последующей термической обработки.
6.6 Требования к маркировке
6.6.1 Трубопроводная арматура должна иметь хорошо различимую маркировку на корпусе арматуры, которая должна включать:
а) значение давления номинального или давления рабочего при максимальной температуре рабочей среды;
б) значение диаметра номинального;
в) стрелку, указывающую направление потока рабочей среды - для арматуры, предназначенной для одностороннего направления рабочей среды;
г) значение максимальной температуры рабочей среды - для арматуры, у которой имеется маркировка рабочего давления или для ограничения температуры по материалам отдельных деталей;
д) обозначение материала корпуса (полное или сокращенное);
е) товарный знак изготовителя и/или его наименование;
ж) наименование изделия и/или обозначение серии, или типа, номер;
и) дата изготовления;
к) знак обращения на рынке;
л) стрелку на маховике (рукоятке) арматуры, указывающую направления вращения в положения «открыто» и «закрыто»;
м) для регулирующей арматуры - условная пропускная способность Кvу и пропускная характеристика;
н) для предохранительной арматуры - значение эффективного проходного сечения, диапазон давлений настройки (или давление настройки).
При недостатке места отдельные знаки маркировки (кроме знаков маркировки по перечислениям а), б), в), е) допускается размещать на фирменной табличке или металлической бирке.
6.6.2 Маркировка должна быть выполнена способами, обеспечивающими ее качество и четкость (отливкой, штамповкой, ударным и другими метолами). Объем маркировки, способ выполнения, места расположения и размеры знаков маркировки должны быть установлены КД.
6.6.3 Маркировку привода выполняют на табличке из нержавеющей стали, прикрепленной к приводу. На табличке должны быть нанесены следующие сведения:
- товарный знак изготовителя и/или его наименование;
- обозначение привода;
- заводской порядковый номер привода;
- основные технические характеристики привода;
- год выпуска.
6.6.4 Маркировку запасных частей располагают непосредственно на деталях (запасных частях), либо на прикрепленных к ним бирках с обозначением изделия, которое они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной запасной части.
6.6.5 Арматура номинальным диаметром менее DN 50 должна иметь маркировку, когда это определено стандартом (ТУ, конструкторской документацией) на конкретное изделие.
6.6.6 Изготовитель арматуры может вводить дополнительную маркировку - по ГОСТ Р 52760 и другие знаки, если это предусмотрено ТУ и КД на конкретное изделие.
6.7 Требования к эксплуатационной документации
6.7.1 Паспорт на трубопроводную арматуру должен содержать следующие сведения:
- наименование и адрес изготовителя (поставщика);
- наименование трубопроводной арматуры;
- код по общероссийскому классификатору продукции;
- заводской номер изделия (если им маркируется арматура);
- документ, по которому выпускается трубопроводная арматура;
- данные о подтверждении соответствия (номер сертификата и срок его действия или регистрационный номер декларации соответствия и срок ее действия);
- показатели назначения (основные технические данные и характеристики);
- перечень материалов основных деталей арматуры;
- сведения о сварке и наплавке;
- показатели надежности;
- назначенные показатели;
- сведения о приемо-сдаточных испытаниях и признании арматуры годной к эксплуатации;
- сведения о консервации.
6.7.2 Руководство по эксплуатации на трубопроводную арматуру должно содержать:
- показатели назначения (основные технические данные и характеристики);
- пояснение информации, включенной в маркировку арматуры;
- перечень материалов основных деталей арматуры;
- информацию о видах опасных воздействий, если арматура может представлять опасность для жизни и здоровья людей или окружающей среды и мерах по их предупреждению и предотвращению;
- обязательный объем входного контроля перед монтажом арматуры;
- требования к монтажу (в том числе к размещению арматуры в рабочем состоянии, подключению электропривода), меры безопасности при монтаже, вводе в эксплуатацию, эксплуатации, а также при техническом обслуживании, ремонте, сборке и разборке, хранении, транспортировании, утилизации, невыполнение которых может привести к опасным последствиям для жизни, здоровья человека и окружающей среды;
- перечень возможных отказов и критерии предельных состояний элементов арматуры, а также перечень деталей и комплектующих изделий, требующих периодической замены (с указанием сроков), независимо от их технического состояния;
- порядок и правила транспортировки, хранения и утилизации арматуры;
- показатели надежности;
- назначенные показатели;
- описание конструкции и принцип действия;
- эксплуатационные ограничения;
- порядок разборки и сборки;
- порядок технического обслуживания.
6.7.3 Для арматуры DN до 50 включительно допускается совмещать паспорт и руководство по эксплуатации в соответствии с ГОСТ 2.601.
6.8 Комплектность
6.8.1 В комплект поставки должны входить:
- арматура в сборе;
- паспорт, составленный в соответствии с ГОСТ 2.601, с учетом требований пункта 5.7;
- руководство по эксплуатации, разработанное по ГОСТ 2.601, с учетом требований п. 5.7;
- ведомость ЗИП (если предусмотрена КД);
- запасные части, инструмент и приспособления согласно ведомости ЗИП (если предусмотрены КД);
- эксплуатационная документация на комплектующие изделия.
6.8.2 Количество эксплуатационной документации определяется ТУ, при этом на предохранительную арматуру всех типоразмеров и на арматуру других видов DN свыше 50 паспорт оформляется на каждую единицу арматуры.
6.9 Требования к консервации и упаковке
6.9.1 Арматура на период ее хранения и транспортирования должна быть подвергнута временной противокоррозионной защите и консервации по ГОСТ 9.014 на срок не менее 3 лет.
В ПС на законсервированные изделия должна быть указана дата консервации, материал консерванта, условия хранения и срок хранения без переконсервации.
6.9.2 В зависимости от материала корпуса наружная поверхность чугунной или стальной арматуры должна быть окрашена в отличительный цвет в соответствии с требованиями ГОСТ Р 52760. Приводы, редукторы и другие комплектующие изделия, поступающие по кооперации на предприятие-изготовитель арматуры окрашенными, допускается не перекрашивать.
6.9.3 Положение затвора арматуры, подготовленной к отправке, должно быть в соответствие с указанием в КД.
6.9.4 Присоединительные поверхности патрубков должны быть закрыты временными заглушками с целью защиты их от повреждений при транспортировке.
6.9.5 Запасные части и инструменты должны быть упакованы в деревянную тару. Техническая и сопроводительная документация должна быть упакована во влагонепроницаемый пакет и помещена внутри деревянной тары.
6.9.6 Арматура должна быть надежно закреплена от смещений и колебаний при установке на поддонах и при упаковке в деревянные ящики. При поставке арматуры больших диаметров отдельно от привода обе упаковки должны иметь метки для определения соответствующих друг другу частей.
По согласованию с Заказчиком допускается поставка арматуры, закрепленной на поддоне, с покрытием полиэтиленовой пленкой.
6.9.7 Упаковка арматуры, комплектующих изделий и деталей должна обеспечивать сохранность изделий при транспортировке и хранении. Способ упаковки оговаривается в ТУ.
Упаковка арматуры должна позволять ее хранение на открытом воздухе в климатических условиях, указанных в ТУ на конкретный вид и тип арматуры.
6.10 Требования безопасности
6.10.1 Общие требования безопасности к трубопроводной арматуре и приводным устройствам к ней тепловых сетей горячего водоснабжения - по ГОСТ 12.2.063.
6.10.2 Арматура должна обеспечивать герметичность относительно внешней среды.
6.10.3 Корпусные и наружные детали арматуры не должны иметь острых выступающих частей и кромок.
6.10.4 В ТУ, а также в эксплуатационной документации (ПС, РЭ) на арматуру должны быть приведены перечень отказов и критерии предельных состояний.
6.10.5 В эксплуатационной документации должны быть учтены требования системы стандартов по безопасности труда, в частности, ГОСТ 12.2.063 и СТО 70238424.27.010.006-2009 обеспечивающие безопасность при эксплуатации арматуры.
6.10.6 Установка, монтаж, наладка, эксплуатация, техническое обслуживание и ремонт арматуры должны выполняться в соответствии с требованиями РЭ.
6.10.7 При эксплуатации арматуры должны проводиться ее техническое обслуживание.
6.10.8 К входному контролю, эксплуатации, техническому обслуживанию, ремонту, техническому освидетельствованию арматуры допускается квалифицированный персонал, изучивший устройство арматуры, эксплуатационную документацию, правила безопасности, нормативную документацию по промышленной безопасности, правил [3], [4], [5], охране окружающей среды, прошедший проверку знаний и допущенный к проведению работ в установленном порядке.
6.10.9 При эксплуатации должен вестись учет наработки, обеспечивающий контроль достижения назначенных показателей и показателей надежности.
Эксплуатация арматуры должна быть прекращена при достижении назначенных показателей или наступлении предельного состояния. Для определения возможности дальнейшей эксплуатации такой арматуры должна быть проведена экспертиза ее промышленной безопасности.
6.10.10 Для обеспечения безопасной работы необходимо соблюдать требования ГОСТ 12.2.063, в соответствии с которым ЗАПРЕЩАЕТСЯ:
- эксплуатировать арматуру при отсутствии эксплуатационной документации;
- использовать арматуру для работы в условиях, превышающих условия, указанные в РЭ;
- производить работы по устранению дефектов, подтяжку уплотнения при наличии давления среды в корпусе;
- эксплуатировать арматуру, при отсутствии обязательных знаков маркировки;
- использовать арматуру в качестве опор для оборудования и трубопроводов;
- применять для управления арматурой рычаги, удлиняющие плечо рукоятки или маховика, не предусмотренные инструкцией по эксплуатации;
- применять удлинители к ключам для крепежных деталей;
- эксплуатировать опломбированную арматуру при поврежденных гарантийных пломбах.
6.10.11 Арматура не должна являться источником шума, вибрации, ультразвуковых колебаний. Требования безопасности в части вибрации - по ГОСТ 12.1.012, по шуму - по ГОСТ 12.1.003.
6.10.12 При разборке и сборке арматуры необходимо предохранять уплотнительные поверхности от повреждения.
6.10.13 В РЭ должны быть оговорены требования, обеспечивающие безопасность при транспортировании и хранении арматуры:
- транспортирование и хранение должно проводиться с учетом всех требований по безопасности, предусмотренных разработчиком арматуры;
- после истечения оговоренного в эксплуатационной документации срока хранения арматура должна быть подвергнута переконсервации или, в случае планируемого применения по назначению - техническому диагностированию и испытаниям на работоспособность и герметичность;
- погрузка, разгрузка, транспортирование и складирование арматуры должны проводиться аттестованным персоналом с соблюдением требований безопасности при выполнении данных работ.
6.10.14 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей и окружающей среды.
6.10.15 Установка и крепление арматуры на транспортном средстве должны исключать возможность механических повреждений и загрязнений внутренних поверхностей арматуры и концов патрубков, обработанных под приварку к трубопроводу.
6.11 Правила приемки
6.11.1 Общие требования
6.11.1.1 Для проверки соответствия изделий требованиям НД и КД в ГОСТ 16504 устанавливаются следующие виды испытаний:
- приемо-сдаточные;
- периодические;
- типовые.
6.11.1.2 Каждая категория контрольных испытаний по составу может включать в себя несколько видов испытаний и контроля.
Виды испытаний и контроля, последовательность их проведения, контролируемые параметры и нормы на них устанавливают в стандартах, КД (ТУ, ПМ).
6.11.1.3 Приемка и контроль качества технологических операций изготовления деталей, сборочных единиц, арматуры и приводов в целом должны производиться ОТК предприятия-изготовителя согласно требованиям технической (конструкторской) документации.
Каждая единица арматуры, сборка, деталь предъявляются ОТК. При положительных результатах приемки на деталях, сборке, арматуре и приводах ставится клеймо ОТК и в паспорте - штамп ОТК с подписью.
Допускается выборочный контроль качества отдельных операций, деталей арматуры в соответствии с требованиями технологической документации.
6.11.1.4 Допускается совмещать испытания на прочность и плотность материала деталей и сварных швов арматуры с испытаниями на герметичность относительно внешней среды, а также испытания на работоспособность с испытаниями на герметичность относительно внешней среды.
6.11.1.5 Арматура, предъявленная на испытания и приемку, должна быть полностью укомплектована в соответствии с требованиями НД на арматуру.
6.11.1.6 Результаты испытаний считаются положительными, а арматуру, выдержавшую испытания, если изделие испытано в полном объеме и последовательности, которые установлены ТУ (НД, ПМ) на изделие для проводимой категории испытаний.
6.11.2 Приемо-сдаточные испытания
6.11.2.1 Приемо-сдаточные испытания проводятся с целью контроля соответствия арматуры требованиям КД и НД.
6.11.2.2 Приемо-сдаточным испытаниям подвергается каждая единица арматуры и ее комплектующие до консервации и нанесения антикоррозионного покрытия.
6.11.2.3 При приемо-сдаточных испытаниях проводятся:
- визуальный контроль;
- инструментально-измерительный контроль;
- гидравлические испытания:
а) на прочность материала корпусных деталей и сварных швов;
б) на плотность материала корпусных деталей и сварных швов;
в) на герметичность относительно внешней среды по подвижным (сальник) неподвижным (прокладочным и т.п.) соединениям;
г) на герметичность затвора;
д) на работоспособность.
Порядок и объем испытаний определяются КД.
6.11.2.4 Результаты приемо-сдаточных испытаний должны отражаться в журнале ОТК и в паспорте арматуры.
6.11.3 Периодические испытания
6.11.3.1 Периодические испытания проводятся с целью:
- оценки соответствия арматуры требованиям стандартов и ТУ;
- контроля стабильности принятой предприятием технологии изготовления;
- проверки работоспособности и получения данных для оценки показателей надежности.
6.11.3.2 Периодические испытания проводятся по ПМ в соответствии с ГОСТ 15.309.
6.11.3.3 Объем выборки для проведения испытаний, порядок проведения периодических испытаний - в соответствии с ПМ.
6.11.3.4 Результаты периодических испытаний отражаются в ПС.
6.11.4 Типовые испытания
6.11.4.1 Типовые испытания проводятся после внесения изменений в конструкцию или технологию изготовления, которые могут повлиять на технические характеристики арматуры и её эксплуатацию, с целью оценки эффективности и целесообразности внесенных изменений.
6.11.4.2 Программа и методика типовых испытаний должна содержать:
- необходимые проверки из состава приемо-сдаточных и периодических испытаний;
- требования по количеству образцов, необходимых для проведения типовых испытаний;
- указания об использовании образцов, подвергнутых типовым испытаниям.
6.11.4.3 Если эффективность и целесообразность предлагаемых изменений подтверждена результатами типовых испытаний, то эти изменения вносятся в ТУ и КД.
6.12 Методы контроля, испытаний и критерии приемки
6.12.1 Требования к испытательному оборудованию и контрольно-измерительной аппаратуре
6.12.1.1 Испытательное оборудование, в том числе установленные на нем контрольно-измерительные приборы, должны обеспечивать, заданные КД и ТУ условия испытаний и погрешности измерений параметров.
Испытательное оборудование должно быть аттестовано в установленном порядке.
6.12.1.2 Испытательное оборудование не должно оказывать на изделие механического воздействия, не предусмотренного КД.
6.12.1.3 Испытания должны проводиться на стендах, обеспечивающих чистоту изделий и испытательных сред с соблюдением мер и требований безопасности.
6.12.1.4 Параметры контрольно-измерительной аппаратуры и испытательных стендов должны соответствовать параметрам, указанным в паспортах или других технических документах на это оборудование. Погрешность измерений применяемых приборов не должна превышать следующих значений:
- при измерении давлений - ±1,5 %;
- при измерении температуры - ±2 °С;
- при измерении времени - ±1 с.
6.12.1.5 Измерение давления следует проводить по манометрам. Для измерения давлений свыше 5,0 МПа на каждой позиции отбора давления должны быть установлены два манометра - рабочий и контрольный.
6.12.1.6 При всех видах испытаний должны применяться поверенные, опломбированные и имеющие паспорт манометры. Манометры должны соответствовать требованиям ГОСТ 2405.
6.12.1.7 Контролируемые величины давлений должны находиться в пределах второй трети, шкалы показаний манометра.
6.12.1.8 В качестве испытательной среды должна применяться вода по ГОСТ Р 51232.
6.12.1.9 Испытания должны проводиться в нормальных климатических условиях в соответствии с требованиями ГОСТ 15150:
- температура окружающего воздуха - плюс (25 ± 10) °С;
- относительная влажность воздуха - от 45 до 80 %;
- атмосферное давление - от 84 до 106 кПа.
6.12.2 Визуальный контроль
6.12.2.1 При визуальном контроле арматуры:
- перед проведением испытаний проверяют:
а) соответствие арматуры сборочному чертежу, спецификации, требованиям заказа;
б) наличие заглушек, обеспечивающих защиту патрубков от проникновения загрязнений в полости арматуры;
в) полноту и правильность маркировки на корпусе арматуры и на фирменной табличке;
г) отсутствие на корпусе и торцах патрубков под приварку вмятин, задиров, механических повреждений, коррозии;
д) отсутствие расслоений любого размера на торцах патрубков (для арматуры под приварку);
е) качество поверхности арматуры под нанесение защитного антикоррозионного покрытия;
ж) состояние сварных швов;
- перед упаковкой для отгрузки арматуры Заказчику проверяют:
а) комплектность арматуры (в соответствии с ТУ, паспортом и контрактом);
б) наличие заглушек, обеспечивающих защиту патрубков при транспортировке от проникновения загрязнений в полости арматуры;
в) наличие консервационной смазки и правильность выполнения консервации;
г) упаковку на соответствие требованиям ТУ (правильность выполнения упаковки).
6.12.2.2 На лицевой стороне корпуса арматуры должна быть нанесена маркировка в соответствии с требованиями подраздела 5.5.
Маркировка должна отвечать требованиям ГОСТ Р 52760 и быть четкой, читаемой и долговечной.
6.12.3 Инструментально-измерительный контроль
6.12.3.1 При инструментально-измерительном контроле проверяются:
- габаритные и присоединительные размеры;
- параллельность присоединительных фланцев;
- масса арматуры.
6.12.3.2 Контроль габаритных и присоединительных размеров, указанных на сборочном чертеже (в КД), ТУ и в заказной спецификации на арматуру, проводят с помощью универсального или специального измерительного инструмента.
Отклонение замеренных размеров не должно превышать предельных значений, указанных в ТУ, КД и заказной спецификации.
6.12.3.3 Контроль параллельности присоединительных фланцев проводится с помощью универсального или специального измерительного инструмента.
6.12.3.4 Контроль массы арматуры следует проводить взвешиванием изделий на весах для статического взвешивания. Массу изделия определяют как среднюю величину нескольких взвешиваний. Масса изделий не должна превышать предельных значений, указанных в ТУ и КД.
6.12.4 Гидравлические испытания на прочность и плотность материала корпусных деталей и сварных швов
6.12.4.1 Испытаниям подвергается арматура в сборе.
6.12.4.2 Испытания проводятся водой. Направление подачи воды - в соответствии с указаниями КД и ТУ.
6.12.4.3 Группа методов испытаний - жидкостные, метод испытания - гидростатический, способ реализации метода - компрессионный по ГОСТ 24054.
Требования к методу проведения испытаний - по ГОСТ 25136.
6.12.4.4 Испытания на прочность проводятся:
- для запорной и регулирующей арматуры путем подачи давления воды Рпр в корпус при полуоткрытом положении затвора;
- для предохранительных клапанов путем подачи давления воды Рпр попеременно во входной и выходной патрубок в соответствии с указаниями в КД и ТУ;
- для обратных клапанов и обратных затворов путем подачи воды Рпр в один патрубок под запорный орган и заглушенном другом патрубке.
Допускается проводить испытания на прочность, кроме воды, другими средами по согласованию с заказчиком и с соблюдением требований безопасности.
6.12.4.5 Испытание на плотность материала корпусных деталей, сварных соединений и арматуры в сборе проводится после испытаний на прочность. Испытания проводятся давлением PN или Рр.
6.12.4.6 Материал основных деталей и сварных швов считают прочным, если при визуальном контроле после испытаний не обнаружено механических разрушений либо остаточных деформаций.
6.12.4.7 Материал корпусных деталей и сварные швы считают плотными, если не обнаружено течи, «потения» (появление не стекающих капель).
6.12.4.8 Испытания гидро- и пневмоприводов проводятся водой. Воду давлением Рпр подают в рабочие полости (полость) привода в соответствии с указаниями КД и ТУ.
6.12.5 Испытания на герметичность по подвижным и неподвижным соединениям
6.12.5.1 Испытания на герметичность арматуры по подвижным и неподвижным соединениям должны проводиться водой. Давление испытаний - PN (или Рр).
6.12.5.2 При испытании сальникового уплотнения должно производиться перекрытие запирающего элемента на полный рабочий ход. Если это не возможно, то перед испытанием необходимо выполнить перестановку затвора не менее чем на один полный цикл.
6.12.5.3 Испытания на герметичность верхнего уплотнения в задвижках должно проводиться после проверки работоспособности арматуры. При испытании на герметичность верхнего уплотнения должно производиться двукратное перекрытие затвора.
6.12.5.4 Испытания приводной арматуры должны проводиться штатным приводом, указанным в конструкторской документации. Допускается при поставке арматуры под конкретный тип привода и установке его заказчиком, проводить испытания технологическим приводом или тарированным ключом.
6.12.5.5 Испытание на герметичность уплотнений привода следует проводить в соответствии с ТУ на привод.
6.12.6 Испытание на герметичность затвора
6.12.6.1 Испытания на герметичность затвора запорной, регулирующей и обратной арматуры, если в КД не указано иное, проводится подачей воды давлением, равным 1,1PN.
6.12.6.2 Испытание должно проводиться после совершения арматурой двух циклов. При повторении испытания должна проводиться перестановка запирающего (регулирующего) элемента после каждого испытания.
6.12.6.3 При испытании смазка уплотнительных поверхностей затвора не допускается, если это не предусмотрено при эксплуатации.
6.12.6.4 Герметичность должна соответствовать требованиям ТУ на конкретное изделие.
6.12.6.5 Испытание на герметичность затвора предохранительного клапана проводится при испытании на работоспособность. Испытание должно проводиться водой, подаваемой во входной патрубок под давлением Рр, указанным в заказе. При отсутствии указания в заказе о величине рабочего давления клапаны регулируются на минимальное давление.
6.12.6.6 Испытание на герметичность затвора предохранительного клапана должно проводиться при постоянном давлении, в течение времени, необходимого для осмотра клапана, но не менее 2 мин для клапанов с DN до 100 включительно, и 3 мин для клапанов с DN свыше 100.
6.12.7 Испытание на работоспособность
6.12.7.1 Испытание на работоспособность запорной и регулирующей арматуры проводится при рабочем давлении среды внутри изделия в статике наработкой пяти циклов «открыто - закрыто». Три раза арматура открывается частично и два раза полностью.
6.12.7.2 Испытание на работоспособность запорной и регулирующей арматуры выполняется наработкой циклов «открыто - закрыто», включающей:
- один полный цикл без давления;
- не менее двух циклов при рабочем перепаде давления с каждой стороны.
Каждое закрытие арматуры производится с применением крутящего момента, но не более его номинального значения.
При наличии в арматуре с электроприводом ручного дублера следует провести дополнительную наработку двух циклов «открыто - закрыто» от ручного дублера. Для арматуры DN 400 и более - один цикл.
6.12.7.3 Испытание на работоспособность клапана предохранительного включает проверку соответствия заданным значениям следующих параметров:
- давления настройки;
- давления закрытия;
- величины протечки среды в затворе при давлении настройки;
- проверку плавности хода при трёхкратном срабатывании от давления среды при сохранении настройки и герметичности в затворе после срабатываний.
6.12.7.4 Испытание клапана (затвора) обратного на работоспособность осуществляется механическим перемещением запирающего элемента на полный ход или на расходном стенде.
Испытание повторяется три раза, подвижные части должны перемещаться плавно, без рывков и заеданий.
6.12.7.5 Клапан регулирующий с исполнительным механизмом подвергается испытаниям на нечувствительность в соответствии с требованиями ГОСТ 12893.
6.12.8 Контроль показателей надежности и назначенных показателей
6.12.8.1 Показатели надежности и назначенные показатели арматуры контролируются в ходе периодических испытаний.
6.12.8.2 Методика контроля показателей надежности и назначенных показателей устанавливается ПМ.
6.12.8.3 Подтверждение показателей надежности и назначенных показателей должно осуществляться сбором и анализом данных, полученных в процессе эксплуатации арматуры. В этом случае методику сбора и анализа данных определяет разработчик арматуры и согласует с организацией, эксплуатирующей арматуру.
6.13 Транспортирование и хранение
6.13.1 Арматуру транспортируют транспортом всех видов в соответствии с правилами перевозок грузов, действующих на транспорте данного вида.
6.13.2 Маркировка транспортной тары - по ГОСТ 14192.
На торцевой и боковой поверхности транспортной тары должна быть нанесена маркировка:
- адрес получателя;
- адрес отправителя;
- обозначение арматуры в сочетании со словом «изделие»;
- масса изделия с тарой (брутто);
- знаки манипуляции - «БЕРЕЧЬ ОТ ВЛАГИ», «ВЕРХ, НЕ КАНТОВАТЬ».
- На ящике (крышке, на передней и боковой стенках), в которых упаковывается ремонтный и групповой ЗИП, должна быть нанесена маркировка:
- адрес получателя;
- адрес отправителя;
- обозначение арматуры в сочетании со словом «ЗИП изделия»;
- количество комплектов ЗИП в ящике;
- номер ящика;
- количество ящиков в партии;
- масса ЗИП с тарой (брутто);
- знаки манипуляции - «БЕРЕЧЬ ОТ ВЛАГИ», «ВЕРХ, НЕ КАНТОВАТЬ».
6.13.3 Условия хранения арматуры - 2С по ГОСТ 15150, если другие не указаны в стандартах или технических условиях.
6.14 Указания по эксплуатации
6.14.1 Монтаж и ввод в эксплуатацию
6.14.1.1 Арматура и приводные устройства должны применяться в строгом соответствии с их назначением в части рабочих параметров, сред, условий эксплуатации, характеристик надежности.
6.14.1.2 Монтаж арматуры следует проводить в соответствии с РЭ.
6.14.1.3 Установочное положение арматуры должно быть указано в РЭ и соответствовать требованиям стандартов и технических условий на конкретную арматуру.
6.14.1.4 Арматура должна быть укомплектована ЗИП в соответствии с требованиями стандартов и ТУ.
6.14.1.5 Арматура не должна испытывать нагрузок от трубопровода при изгибе, сжатии, растяжении, кручении, перекосах, вибрации, неравномерности затяжки крепежа и т.д. При необходимости должны быть предусмотрены опоры или компенсаторы, устраняющие нагрузку на арматуру от трубопровода. Арматура должна устанавливаться в местах, удобных для обслуживания и ремонта. В необходимых случаях должны быть устроены лестницы и площадки. Чугунная арматура должна быть защищена от напряжений изгиба.
6.14.1.6 При приварке арматуры к трубопроводам необходимо обеспечить защиту внутренних полостей арматуры от попадания сварного грата и окалины.
6.14.1.7 При установке на открытом воздухе электроприводы должны быть защищены от прямого воздействия атмосферных осадков.
6.14.1.8 Электроприводы и арматура, имеющая устройства для заземления, должны быть надежно заземлены. Если арматура подключена в систему электрохимической защиты объекта установки, то электрические заземленные узлы должны быть гальванически развязаны с арматурой.
6.14.1.9 Элементы конструкций электрических устройств, входящих в состав электропривода, находящиеся под напряжением и доступные для прикосновения, должны быть ограждены или изолированы.
6.14.1.10 Приводы, установленные на арматуре должны быть отрегулированы. Муфты крутящего момента или осевого усилия настроены на значение крутящего момента или осевого усилия, значения которых указанны в эксплуатационной документации.
6.14.1.11 Строповка арматуры должна осуществляться за специально сделанные проушины, рым-болты, элементы конструкции и места крепления, указанные в эксплуатационной или конструкторской документации. Погрузочно-разгрузочные работы следует производить в соответствии с требованиями ГОСТ 12.3.009.
6.14.1.12 В местах установки арматуры массой более 50 кг, требующей периодической разборки, должны быть предусмотрены переносные или стационарные средства механизации для монтажа и демонтажа.
6.14.1.13 Арматура должна размещаться в местах, доступных для удобного и безопасного её обслуживания и ремонта. Штурвал или рукоятка ручного привода арматуры должны располагаться на высоте не более 1,6 м. При размещении арматуры на высоте, более указанной, для ее обслуживания должны предусматриваться стационарные или переносные площадки и лестницы.
6.14.1.14 Клапаны предохранительные до установки в систему должны быть проверены и при необходимости отрегулированы на требуемое давление настройки. После проверки или регулировки предохранительные клапаны должны быть опломбированы. Предохранительные клапаны должны иметь бирки с указанием давления, даты настройки и даты очередной проверки.
При вводе в эксплуатацию и эксплуатации клапанов предохранительных следует руководствоваться правилами [3] и [5].
6.14.2 Организационно-технические требования к эксплуатации
6.14.2.1 Арматура, применяемая в системах теплоснабжения, должна иметь сертификат соответствия и разрешение на применение, оформленные в установленном порядке. После принятия соответствующих технических регламентов разрешительные документы должны быть оформлены в соответствии с этими регламентами.
6.14.2.2 Арматура должна применяться по прямому назначению, в пределах установленного в руководстве по эксплуатации назначенного срока службы и/или ресурса, должна быть комплектной и содержаться в исправном состоянии, иметь идентификационные номера в соответствии с технологическими схемами.
6.14.2.3 Арматура должна эксплуатироваться только при наличии эксплуатационной документации и в соответствии с указаниями РЭ.
6.14.2.4 При эксплуатации арматуры должны быть приняты организационные и технические меры предупреждения возможности нанесения ущерба здоровью людей или окружающей среде и проведения необходимых действий при возникновении опасных ситуаций.
6.14.2.5 При эксплуатации запорная арматура должна быть полностью открыта или закрыта. Использовать запорную арматуру в качестве регулирующих устройств, при не полностью открытом положении затвора, не допускается.
6.14.2.6 Устройство и эксплуатация электрооборудования арматуры должны соответствовать ГОСТ 12.1.019, ГОСТ 12.3.019 с учетом действующих правил.
6.14.2.7 Для смазки и восстановления герметичности уплотнений в арматуре, должны применяться консистентные смазки, промывочные составы и герметизирующие пасты, рекомендованные предприятием-изготовителем или специализированными предприятиями и разрешенные к использованию в установленном порядке.
6.14.2.8 При эксплуатации арматуры должно проводиться ее техническое обслуживание, ремонт и оценка безопасности в соответствии с руководством по эксплуатации и технологическим регламентом. При проведении технического обслуживания и необходимых проверок арматуры, с полным или частичным выведением ее из эксплуатации, должны соблюдаться требования программы проведения технического обслуживания и проверок в течение всего срока проведения этих работ.
6.14.2.9 Арматура, выводимая из хранения (не гарантийная) или после капитального ремонта, перед монтажом должна быть подвергнута ревизии и испытанию на работоспособность и герметичность с оформлением соответствующего акта.
6.14.2.10 Персонал, эксплуатирующий арматуру должен иметь необходимую квалификацию, должен пройти инструктаж по технике безопасности, быть ознакомлен с инструкцией по ее эксплуатации и обслуживанию, иметь индивидуальные средства защиты. Организация обучения персонала правилам безопасности труда - по ГОСТ 12.0.004.
6.14.2.11 Эксплуатируемая арматура должна иметь на корпусе обязательные знаки маркировки, при отсутствии которых эксплуатация арматуры запрещается.
6.14.2.12 Техническое обслуживание и ремонт арматуры должны осуществляться, в зависимости от выбранной предприятием схемы, непосредственно эксплуатационными службами, выделенными участками (группами) или сервисными организациями, в соответствии утвержденными графиками.
6.15 Гарантии изготовителя (поставщика)
6.15.1 Изготовитель (поставщик) должен гарантировать соответствие выпускаемой (поставляемой) арматуры и комплектующих ее изделий требованиям ТУ при соблюдении потребителем условий монтажа, ремонта, эксплуатации, транспортирования и хранения, установленных в РЭ.
6.15.2 Гарантийный срок хранения без переконсервации, гарантийный срок эксплуатации и гарантийная наработка должны быть указаны в ТУ и ПС.
7 Требования на стальные трубы и фасонные изделия в индустриальной пенополиуретановой тепловой изоляции
7.1 Область применения
7.1.1 Настоящий раздел стандарта распространяется на стальные трубы и фасонные изделия в индустриальной тепловой изоляции из пенополиуретана (далее - ППУ) в полиэтиленовой оболочке или стальным защитным покрытием (далее -изолированные трубы и изделия), предназначенные для подземной прокладки тепловых сетей (в полиэтиленовой оболочке - бесканальным способом, со стальной защитной оболочкой - в проходных каналах и туннелях) и надземной прокладки тепловых сетей (для труб со стальным защитным покрытием), со следующими расчетными параметрами теплоносителя: рабочим давлением не более 1,6 МПа и температурой не более 140 °С (допускается повышение температуры не более 150 °С в пределах графика качественного регулирования отпуска тепла от 150 до 70 °С).
По согласованию с проектной организацией допускается применение изолированных труб в полиэтиленовой оболочке в непроходных каналах.
7.2 Основные параметры и размеры
7.2.1 Расчетные параметры теплоносителя в системах теплоснабжения при применении стальных труб и фасонных изделий индустриальной тепловой изоляции ППУ должны быть: рабочее давление - не более 1,6 МПа и температурой не более 140 °С (допускается повышение температуры до 150 °С в пределах графика качественного регулирования отпуска тепла от 70 до 150 °С (см. приложение Б)).
7.2.2 Конструкция трубы должна соответствовать рисунку 7.2.1.
7.2.3 Наружный диаметр стальных труб DN должен быть от 32 до 1420 мм. Длина стальных труб L для диаметров не более 219 мм должна быть в пределах от 8 до 12 м, диаметром 273 мм и более - от 10 до 12 м.
7.2.4 Конструкция трубы представлена на рисунке 7.2.1.
Трубы и фасонные изделия с полиэтиленовой оболочкой могут быть двух типов: тип 1 - стандартный, тип 2 - усиленный (см. приложение В).
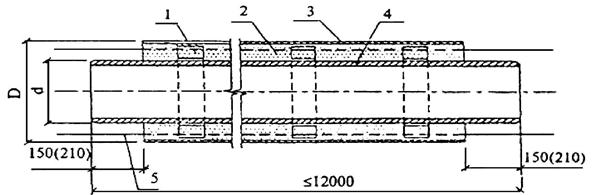
1 - центрирующая опора; 2 - изоляция из ППУ; 3 - труба-оболочка; 4 - стальная труба; 5 - проводники-индикаторы системы оперативного дистанционного контроля (показаны условно)
Рисунок 7.2.1 - Конструкция трубы с изоляцией из ППУ
7.2.5 Размеры изолированных труб с полиэтиленовой оболочкой приведены в таблице 7.2.2, для труб со стальной оболочкой - в таблице 7.2.3.
Таблица 7.2.2 - Размеры труб в полиэтиленовой оболочке
В миллиметрах
|
Тип 1 |
Тип 2 |
|||||
|
Средний наружный диаметр изолированных труб с полиэтиленовой оболочкой |
Расчетная толщина слоя пенополиуретана |
Средний наружный диаметр изолированных труб с полиэтиленовой оболочкой |
Расчетная толщина слоя пенополиуретана |
|||
|
Номинальный |
Предельное отклонение (+) |
Номинальный |
Предельное отклонение (+) |
|||
|
32×3,0 |
90; 110; 125 |
2,7; 3,5; 3,7 |
26,0; 36,5; 43,5 |
- |
- |
- |
|
38×3,0 |
110; 125 |
3,2; 3,7 |
33,0; 40,5 |
- |
- |
- |
|
45×3,0 |
125 |
3,7 |
37,0 |
- |
- |
- |
|
57×3,0 |
125 |
3,7 |
31,5 |
140 |
4,1 |
38,5 |
|
76×3,0 |
140 |
4,1 |
29,0 |
160 |
4,7 |
39,0 |
|
89×4,0 |
160 |
4,7 |
32,5 |
180 |
5,4 |
42,5 |
|
108×4,0 |
180 |
5,4 |
33,0 |
200 |
5,9 |
43,0 |
|
133×4,0 |
225 |
6,6 |
42,5 |
250 |
7,4 |
54,5 |
|
159×4,5 |
250 |
7,4 |
41,5 |
280 |
8,3 |
55,5 |
|
219×6,0 |
315 |
9,8 |
42,0 |
355 |
10,4 |
62,0 |
|
273×7,0 |
400 |
11,7 |
57,0 |
450 |
13,2 |
81,5 |
|
325×7,0 |
450 |
13,2 |
55,5 |
500 |
14,6 |
79,5 |
|
426×7,0 |
560 |
16,3 |
58,2 |
600; 630 |
16,3 |
77,6; 92,5 |
|
530×7,0 |
710 |
20,4 |
78,9 |
- |
- |
- |
|
630×8,0 |
800 |
23,4 |
72,5 |
- |
- |
- |
|
720×8,0 |
900 |
26,3 |
76,0 |
- |
- |
- |
|
820×9,0 |
1000 |
29,2 |
72,4 |
1100 |
32,1 |
122,5 |
|
920×10,0 |
1100 |
32,1 |
74,4 |
1200 |
35,1 |
120,5 |
|
1020×11,0 |
1200 |
35,1 |
70,4 |
- |
- |
- |
|
1220×11,0 |
1425 |
38,2 |
79,0 |
- |
- |
- |
|
1420´12,0 |
1600 |
41,2 |
90,0 |
- |
- |
- |
|
Примечание - * Толщину стенки стальной трубы устанавливают в проекте. По согласованию с проектной организацией допускается также применение труб других диаметров. |
||||||
Таблица 7.2.3 - Размеры труб в стальной оболочке
В миллиметрах
|
Наружный диаметр стальной трубы и минимальная толщина стенки стальной трубы |
Размеры оболочки из тонколистовой оцинкованной стали |
Расчетная толщина слоя** пенополиуретана |
|
|
Номинальный диаметр |
Минимальная толщина |
||
|
32×3,0 |
100; 125; 140 |
0,55 |
46,0; 53,5 |
|
38×3,0 |
125; 140 |
0,55 |
43,0; 50,5 |
|
45×3,0 |
125; 140 |
0,55 |
39,5; 47,0 |
|
57×3,0 |
140 |
0,55 |
40,9 |
|
76×3,0 |
160 |
0,55 |
41,4 |
|
89×4,0 |
180 |
0,6 |
44,9 |
|
108×4,0 |
200 |
0,6 |
45,4 |
|
133×4,0 |
225 |
0,6 |
45,4 |
|
159×4,5 |
250 |
0,7 |
44,8 |
|
219×6,0 |
315 |
0,7 |
47,3 |
|
273×7,0 |
400 |
0,8 |
62,7 |
|
325×7,0 |
450 |
0,8 |
61,7 |
|
426×7,0 |
560 |
1,0 |
66,2 |
|
530×7,0 |
675; 710 |
1,0 |
71,5; 89,0 |
|
630×8,0 |
775; 800 |
1,0 |
71,5; 84,0 |
|
720×8,0 |
875; 900 |
1,0 |
76,5; 89,0 |
|
820×9,0 |
975; 1000 |
1,0 |
76,5; 89,0 |
|
920×10,0 |
1075; 1100 |
1,0 |
76,5; 89,0 |
|
1020×11,0 |
1175; 1200 |
1,0 |
76,7; 89,2 |
|
1220×11,0 |
1375; 1400 |
1,0 |
79,0; 91,5 |
|
1420×12,0 |
1575; 1600 |
1,0 |
77,0; 89,5 |
|
Примечания: * Толщина стенки стальной трубы определяется проектом. ** Величина справочная. |
|||
7.2.6 Для прокладки изолированных труб в футлярах допускается применять трубы с бандажами, изготовленные по чертежам предприятия-изготовителя, согласованным с проектной организацией.
7.2.7 Толщина теплоизоляционного слоя, диаметр и толщина оболочки, приведенные в таблице 7.2.3, являются справочными и могут быть уточнены расчетом по [1] в зависимости от конкретных условий проектирования и технико-экономического обоснования.
7.2.9 В качестве защитной оболочки теплоизоляции труб должны применяться полиэтиленовые трубы-оболочки и оболочка из тонколистовой оцинкованной стали с завальцованным герметичным швом (наружным или внутренним).
7.2.10 По согласованию с заказчиком толщина оцинкованной тонколистовой оболочки может быть увеличена по сравнению с представленной в таблице 7.2.3.
7.2.11 Для увеличения долговечности оболочки из оцинкованной стали допускается нанесение на ее наружную поверхность дополнительного покрытия (лакокрасочного, полимерного и пр.), которое может периодически возобновляться в период эксплуатации.
7.2.13 Размеры и предельные отклонения полиэтиленовых труб-оболочек должны соответствовать значениям, приведенным в таблице 7.2.4.
Таблица 7.2.4 - Размеры полиэтиленовых труб-оболочек
В миллиметрах
|
Толщина стенки |
|||
|
Номинальный |
Предельное отклонение |
Минимальная |
Предельное отклонение |
|
90 |
+0,9 |
2,2 |
+0,4 |
|
110 |
+1,0 |
2,5 |
+0,5 |
|
125 |
+1,2 |
2,5 |
+0,5 |
|
140 |
+1,3 |
3,0 |
+0,5 |
|
160 |
+1,5 |
3,0 |
+0,5 |
|
180 |
+1,7 |
3,0 |
+0,5 |
|
200 |
+1,8 |
3,2 |
+0,5 |
|
225 |
+2,1 |
3,5 |
+0,6 |
|
250 |
+2,3 |
3,9 |
+0,7 |
|
280 |
+2,6 |
4,4 |
+0,7 |
|
315 |
+2,9 |
4,9 |
+0,7 |
|
355 |
+3,2 |
5,6 |
+0,8 |
|
400 |
+3,6 |
5,0 |
+0,9 |
|
450 |
+4,1 |
5,6 |
+1,1 |
|
500 |
+4,5 |
6,2 |
+1,2 |
|
600 |
+5,0 |
7,0 |
+1,3 |
|
630 |
+5,7 |
7,9 |
+1,5 |
|
710 |
+6,4 |
8,9 |
+1,7 |
|
800 |
+7,2 |
10,0 |
+1,9 |
|
900 |
+8,1 |
11,2 |
+2,2 |
|
1000 |
+9,0 |
12,4 |
+2,4 |
|
1100 |
+9,9 |
13,8 |
+2,7 |
|
1200 |
+10,8 |
14,9 |
+2,9 |
|
1425 |
+12,6 |
17,3 |
+3,4 |
|
1600 |
+14,4 |
19,6 |
+3,9 |
7.2.14 Отклонение осевых линий стальной трубы и оболочек не должно превышать значений в соответствии с таблицей 7.2.5.
Таблица 7.2.5 - Отклонение осевых линий стальной трубы и оболочки
В миллиметрах
|
Отклонение осевых линий |
|
|
До 160 включ. |
3,5 |
|
Св. 160 до 400 включ. |
5,0 |
|
Св. 400 до 630 включ. |
8,0 |
|
Св. 630 до 800 включ. |
10,0 |
|
Св. 800 до 1200 включ. |
14,0 |
|
Св. 1200 до 1375 включ. |
16,0 |
|
Св. 1375 до 1600 включ. |
18,0 |
7.2.15 На сгибах отводов допускаются отклонения осевых линий, превышающие указанные в таблице 7.2.5, при этом толщина изоляции отвода, измеренная в любой ее точке, должна быть не менее 15 мм.
7.2.16 Размеры фасонных изделий (кроме диаметров стальной трубы и оболочек) являются рекомендуемыми и определяются проектом. Диаметры стальной трубы и оболочки должны быть равны диаметрам прямой трубы.
Допускается изготавливать фасонные изделия, в том числе неподвижные и скользящие опоры, по нормативно-техническим документам проектной организации и предприятия-изготовителя, согласованным в установленном порядке.
Требования к материалу и толщине стальных патрубков должны соответствовать требованиям к материалу и толщине основного изделия.
7.2.17 Толщина теплоизоляции прямых участков фасонных изделий должна быть равна толщине теплоизоляции труб.
7.2.18 Рекомендуемые типы, конструкции и размеры изолированных фасонных изделий - по приложению Г.
7.2.19 Расчетная масса одного метра изолированной трубы приведена в приложении Д.
7.2.20 В качестве запорной арматуры могут применяться шаровые краны или поворотные затворы с присоединительными концами под приварку.
7.2.21 Запорная арматура должна выдерживать испытательное давление и максимальные расчетные осевые напряжения, их герметичность должна быть не ниже класса А по ГОСТ 9544.
7.2.22 Для теплогидроизоляции стыков стальных труб между собой и с фасонными изделиями должны применяться стыковые соединения, отвечающие следующим требованиям:
- пенополиуретан и материалы оболочек стыков должны соответствовать требованиям раздела 5 настоящего стандарта. Заливку пенополиуретана в пространство стыка рекомендуется производить с помощью пенопакетов, заливочных машин и другими способами, обеспечивающими качественное перемешивание компонентов ППУ;
- конструкции оболочек стыков и их соединений с оболочками труб должны быть герметичными при давлении внутри стыкового пространства 0,05 МПа в течение 5 мин;
- долговечность стыков должна соответствовать долговечности трубопроводов и фасонных изделий (не менее 30 лет).
7.2.23 Трубопроводы тепловых сетей бесканальной прокладки могут комплектоваться стартовыми или осевыми сильфонными компенсаторами.
Теплоизоляция стартовых сильфонных компенсаторов выполняется при монтаже теплопроводов, осевых сильфонных компенсаторов - на предприятии-изготовителе.
Конструкция осевого сильфонного компенсатора должна обеспечивать его герметичность, исключающую попадание влаги в теплоизоляцию и на провода системы оперативного дистанционного контроля (СОДК).
7.2.24 Изолированные трубы и изделия должны быть оснащены проводниками СОДК.
Маркировка
7.2.25 Изолированные трубы и изделия должны иметь маркировку содержащую:
- условное обозначение изделия;
- товарный знак или наименование предприятия-изготовителя;
- номер партии;
- дату изготовления.
7.2.26 Маркировку наносят на поверхность оболочки на расстоянии не менее 200 мм от торца изоляции несмываемой водой контрастной краской с помощью трафарета вручную или штампом. Допускается наносить маркировку на бирку (этикетку, прикрепленную к стальной трубе или оболочке).
7.2.27 Условное обозначение изолированной трубы должно состоять из сокращенного наименования материала трубы сталь - Ст, наружного диаметра и толщины стенки трубы в миллиметрах, типа изоляции для трубы с полиэтиленовой оболочкой (1 или 2), сокращенного наименования материала изоляционной конструкции (пенополиуретан - ППУ), защитной оболочки (полиэтиленовая оболочка - ПЭ, оцинкованная оболочка - ОЦ) и номера ГОСТ 30732.
Пример условного обозначения стальной трубы наружным диаметром 57 мм, толщиной стенки 3 мм с изоляцией типа 1 в полиэтиленовой оболочке
Труба Ст 57×3-1-ППУ-ПЭ ГОСТ 30732
То же, в оцинкованной оболочке
Труба Ст 57×3-ППУ-ОЦ ГОСТ 30732
То же, трубы, усиленной бандажами (Б)
Труба Ст 57×3-ППУ-ПЭ-Б ГОСТ 30732
7.3 Технические требования к комплектующим
Стальные трубы и фасонные изделия
7.3.1 Для строительства тепловых сетей должны применяться новые стальные трубы длиной не более 12 м, диаметром от 32 до 1420 мм, толщиной стенки, указанной в проекте, и разрешенные к применению в соответствии с правилами [3], а также соответствующие требованиям нормативных документов, утвержденных в установленном порядке. При температуре теплоносителя менее 115 °С или диаметре труб менее 76 мм допускается применение труб в соответствии с проектом, согласованным в установленном порядке.
7.3.2 Стальные отводы, тройники, переходы и другие фасонные изделия должны соответствовать требованиям правил [3], ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и ГОСТ 17380.
Изготовление отводов, тройников, переходов, неподвижных опор, патрубков компенсаторов из спирально-шовных труб не допускается.
7.3.3 Поверхность стальных труб и фасонных деталей должна быть высушена и очищена от масла, жира, ржавчины, окалины, пыли до степени очистки 3 в соответствии с ГОСТ 9.402. Допускается нанесение на трубы и фасонные изделия специальных антикоррозионных покрытий по [13], не нарушающих работы системы СОДК, а также использование фасонных штампованных деталей без дополнительной очистки поверхности.
7.3.4 Допускается изготавливать нестандартные стальные фасонные изделия и детали по нормативным документам.
7.3.5 Сварные швы на трубах и фасонных изделиях должны соответствовать требованиям правил [3], ГОСТ 30732 и требованиям раздела 12 настоящего стандарта.
Полиэтиленовые трубы-оболочки
7.3.6 Для изготовления полиэтиленовых труб-оболочек должны применяться композиции полиэтилена трубных марок не ниже ПЭ-80 по ГОСТ 18599, черного цвета (светостабилизированные от 2 до 2,5 % сажи).
7.3.7 Трубы-оболочки из полиэтилена должны иметь маркировку с указанием типа материала и показателя текучести расплава (190 °С/5,0 кг) по ГОСТ 11645. При изготовлении фасонных частей сварка труб-оболочек должна производиться из одного типа материала в пределах одной или соседних групп по показателю текучести расплава. При этом разность показателей текучести расплава не должна превышать 0,5 г/10 мин.
7.3.8 Характеристики труб-оболочек должны соответствовать указанным в таблице 7.3.1.
Таблица 7.3.1 - Характеристики полиэтиленовых (ПЭ) труб-оболочек
|
Характеристика |
|
|
Качество поверхности |
Трубы-оболочки должны иметь гладкую наружную поверхность. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб-оболочек не допускаются пузыри, трещины, раковины, посторонние включения. Концы труб-оболочек не должны иметь заусенцев. Цвет труб-оболочек - чёрный |
|
Относительное удлинение при разрыве, %, не менее |
350 |
|
Изменение длины труб-оболочек после прогрева при 110 °С, %, не более |
3 |
|
Стойкость при температуре 80 °С и постоянном давлении, ч, не менее* |
165 (при начальном напряжении в стенке трубы 4,6 МПа) |
|
1000 (при начальном напряжении в стенке трубы 4,0 МПа) |
|
|
Стойкость при постоянной нагрузке растяжения 4,0 МПа при температуре 80 °С в водном растворе ПАВ, ч, не менее* |
2000 |
Примечание - * Показатель определяется одним из указанных методов.
7.3.9 Сварные швы полиэтиленовых труб должны быть герметичными.
Стальные оболочки
7.3.10 В качестве покровного слоя используются тонколистовая сталь с оцинкованным покрытием I класса по ГОСТ 14918.
При протечках пенополиуретана через шов стальных оболочек допускается их герметизация.
Тепловая изоляция труб и фасонных изделий
7.3.11 Для теплоизоляционного слоя должны использоваться жесткие ППУ, соответствующие требованиям разделов 1 и 5 настоящего стандарта.
7.3.12 Характеристики тепловой изоляции труб и фасонных изделий и конструкции в целом должны соответствовать таблице 7.3.2.
Таблица 7.3.2 - Характеристики ППУ и конструкции
|
Характеристика |
|
|
Плотность*, кг/м3, не менее |
60 |
|
Прочность при сжатии при 10 %-ной деформации в радиальном направлении, МПа, не менее |
0,3 |
|
Водопоглощение при кипячении в течение 90 мин, % по объему, не более |
10 |
|
Прочность на сдвиг в осевом направлении, МПа, не менее, при температуре (для труб с ПЭ оболочкой): |
|
|
(23 ± 2) °С |
0,12 |
|
(140 ± 2) °С** |
0,08 |
|
Теплопроводность при средней температуре 50 °С, Вт/м °С, не более |
0,033 |
|
Прочность на сдвиг в тангенциальном направлении, МПа, не менее, при температуре**: |
|
|
(23 ± 2) °С |
0,2 |
|
(140 ± 2) °С |
0,13 |
|
Радиальная ползучесть теплоизоляции при температуре испытания 140 °С, мм, не более, в течение**: |
|
|
100 ч |
2,5 |
|
1000 ч |
4,6 |
|
Примечания: * Плотность среднего слоя изоляции. ** Определяется по требованию заказчика. |
|
7.3.13 Торцы тепловой изоляции труб и фасонных изделий могут иметь гидроизоляционное покрытие.
7.3.14 Пенополиуретан в разрезе должен иметь однородную замкнутую мелкоячеистую структуру. Пустоты (каверны) размером более 1/3 толщины теплоизоляционного слоя не допускаются.
7.3.15 Центрирующие опоры должны быть изготовлены из литьевых марок полипропилена по ГОСТ 26996, полиэтилена низкого давления по ГОСТ 16338 или других полимерных материалов. Допускается изготовление комбинированных опор с опорной частью из полипропилена или полиэтилена и стягивающих поясов из металлической или полимерной ленты.
7.3.16 Под покровный слой тепловой изоляции труб диаметром до 426 мм включительно должны устанавливаться два проводника-индикатора из неизолированной мягкой меди марки ММ, сечением 1,5 мм2 для оперативного контроля за состоянием пенополиуретановой изоляции и оболочки. Проводники должны располагаться параллельно оси трубы в плоскости одного сечения, проходя через центрирующие опоры или другие устройства на расстоянии (20 ± 2) мм от поверхности трубы и иметь необходимое предварительное натяжение. При верхнем положении продольного шва стальной трубы проводники должны находиться в положениях, соответствующих 3 и 9 ч.
Под покровный слой трубы диаметром 530 мм и более должны устанавливаться три проводника-индикатора в положениях, соответствующих 3, 9 и 12 ч. Продольный шов стальной трубы должен располагаться в положении (12 ± 2) ч.
7.3.17 Электрическое сопротивление между стальной трубой и соединенными проводниками-индикаторами, стальной оболочкой и соединенными проводниками-индикаторами, должно быть не менее 100 МОм при испытательном напряжении не менее 500В.
7.4 Требования безопасности
7.4.1 Теплоизоляция из ППУ в защитной оболочке при нормальных условиях эксплуатации не выделяет в окружающую среду токсичных веществ и не оказывает вредного воздействия на организм человека при непосредственном контакте с ней; применение теплоизоляции не требует специальных мер предосторожности. Класс опасности - 4 по ГОСТ 12.1.007.
7.4.2 При выполнении работ с изолированными трубами необходимо соблюдать требования безопасности по ГОСТ 12.3.016, ГОСТ 12.3.038, правил [3] и [5].
7.4.3 Контроль за содержанием вредных веществ в воздухе рабочей зоны - в соответствии с ГОСТ 12.1.005.
7.4.4 Воздействие открытого пламени или искр на тепловую изоляцию по длине трубы и в торцевых сечениях не допускается.
7.4.5 Температура воспламенения пенополиуретана - от 550 до 600 °С. При горении из пенополиуретана выделяются высокотоксичные продукты. В случае возгорания пламя необходимо тушить в изолирующем противогазе. Тушение допускается производить любыми средствами пожаротушения.
7.5 Охрана окружающей среды
7.5.1 Промышленные отходы при производстве теплоизоляции из ППУ подлежат утилизации в соответствии с санитарно-эпидемиологическими нормами и требованиями раздела «Утилизация отходов при строительстве и эксплуатации тепловых сетей». Не утилизированные компоненты для производства теплоизоляции из ППУ (полиол и полиизоцианат) подлежат вывозу и захоронению по согласованию с органами санитарно-эпидемиологического надзора.
7.5.2 Допускается отходы ППУ утилизировать на общих свалках.
7.6 Правила приемки
7.6.1 Изолированные трубы и фасонные изделия должны быть приняты отделом технического контроля или подразделениями предприятия-изготовителя, выполняющими аналогичные функции.
7.6.2 Трубы и фасонные изделия принимают партиями. Партией считают число труб или фасонных изделий, изготовленных за 24 ч или не более 100 шт. труб или фасонных изделий из сырья одной марки и партии на одной технологической линии, сопровождаемых одним документом о качестве.
7.6.3 Каждую партию труб и фасонных изделий сопровождают документом качества, который должен содержать:
- наименование предприятия-изготовителя или его товарный знак;
- условное обозначение изделия;
- номер партии и дату изготовления;
- результаты испытаний или подтверждение о соответствии качества продукции требованиям настоящего стандарта;
- отметку отдела технического контроля.
7.6.4 Для проверки соответствия изолированных труб и фасонных изделий требованиям настоящего стандарта проводят приемосдаточные и периодические испытания в соответствии с таблицей 7.6.1.
Таблица 7.6.1 - Приемо-сдаточные и периодические испытания, проводимые для проверки соответствия изолированных труб и фасонных изделий требованиям настоящего стандарта
|
Номер пункта, подпункта |
Вид испытаний |
Объем выборки из партии |
Периодичность испытаний |
|||
|
Технические требования |
Методы испытаний |
Приемо-сдаточные |
Периодические |
|||
|
Качество поверхности и маркировка |
7.3.1.4, 7.3.3.1 |
+ |
- |
100 % |
Каждая партия |
|
|
Основные размеры |
+ |
- |
3 шт. |
Каждая партия |
||
|
Отклонения осевых линий |
+ |
- |
3 шт. |
Каждая партия |
||
|
Относительное удлинение при разрыве полиэтиленовой трубы-оболочки |
7.3.1.4 |
- |
+ |
3 шт. |
Один раз в квартал |
|
|
Стойкость полиэтиленовой оболочки при температуре 80 °С и постоянном внутреннем давлении или стойкость при постоянной нагрузке растяжения при 80 °С в водном растворе поверхностно-активных веществ (ПАВ) |
7.3.1.4 |
- |
+ |
3 шт. |
При смене марки ПЭ |
|
|
Изменение длины трубы оболочки после нагрева |
7.3.1.4 |
- |
+ |
3 шт. |
Один раз в квартал |
|
|
Плотность среднего слоя пенополиуретана |
7.3.1.6 |
+ |
- |
3 шт. |
Каждая партия |
|
|
Прочность пенополиуретана при сжатии 10 %-ной деформации в радиальном направлении |
7.3.1.6 |
+ |
- |
3 шт. |
Каждая партия |
|
|
Водопоглощение пенополиуретана (при кипячении) |
7.3.1.6 |
- |
+ |
3 шт. |
Один раз в квартал |
|
|
Теплопроводность пенополиуретана при 50 °С |
7.3.1.6 |
- |
+ |
3 шт. |
Один раз в квартал |
|
|
Прочность на сдвиг в осевом направлении при температуре: |
- |
+ |
3 шт. |
Один раз в квартал |
||
|
(23 ± 2) °С;* |
7.3.1.6 |
По требованию заказчика |
||||
|
(140 ± 2) °С** |
7.3.1.6 |
|||||
|
Прочность на сдвиг в тангенциальном направлении, МПа, не менее, при температуре** |
- |
+ |
3 шт. |
По требованию заказчика |
||
|
(23 ± 2) °С; |
7.3.1.6 |
|||||
|
(140 ± 2) °С |
7.3.1.6 |
|||||
|
Радиальная ползучесть изоляции при температуре 140 °С** |
7.3.1.6 |
- |
+ |
3 шт. |
По требованию заказчика |
|
|
Электрическое сопротивление между стальной трубой и проводниками-индикаторами и между стальной оболочкой и проводниками, целостность проводников |
7.3.1.10 |
+ |
- |
100 % |
Все изделия |
|
|
Примечания: Знак «+» означает, что испытания проводят, знак «-» - не проводят. * Определяют для труб и изделий в полиэтиленовой оболочке. ** Определяют по требованию заказчика. |
||||||
7.6.5 Для проведения испытаний изолированные трубы и фасонные изделия отбирают из партии методом случайной отбора по ГОСТ 18321 или равномерно в течение всего процесса производства.
7.6.6 При соответствии продукции требованиям настоящего стандарта партию считают принятой. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному показателю проводят повторную проверку по этому показателю на удвоенном числе образцов, отобранных из той же партии. В случае неудовлетворительных результатов повторной проверки партия изделий приемке не подлежит.
7.6.7 При изготовлении первой промышленной партии с целью оценки готовности предприятия к выпуску продукции проводят квалификационные испытания по всем показателям, предусмотренным настоящим стандартом.
7.6.8 При изменении конструкции или технологии изготовления труб и изделий, а также сырьевых материалов, проводят типовые испытания по всем показателям, предусмотренным настоящим стандартом.
7.7 Методы испытаний
7.7.1 Входной контроль покупных изделий проводят на основании сопроводительных документов.
7.7.2 Испытания образцов изолированных труб и фасонных изделий следует проводить не ранее чем через 24 ч после изготовления.
7.7.4 Контроль геометрических размеров: наружный диаметр, длину неизолированных концов труб и фасонных элементов, длину и толщину оболочки, длину трубы измеряют штангенциркулем по ГОСТ 166, линейкой по ГОСТ 427, рулеткой по ГОСТ 7502. Допускается применять другие измерительные инструменты, обеспечивающие соответствующую точность измерения.
7.7.5 Измеряют длину окружности изолированной трубы по наружной поверхности в трех местах оболочки на расстоянии не менее 500 мм от торца изоляции и наружный диаметр изолированной трубы D, мм рассчитывают по формуле
![]() (6)
(6)
где Р - длина окружности трубы с изоляцией, мм;
Δβ - толщина ленты рулетки, мм;
0,2 - погрешность при измерении периметра при совмещении делений рулетки, мм.
7.7.6 Толщину стенки трубы-оболочки измеряют в четырех точках равномерно распределенных по окружности торца.
7.7.7 Длину трубы-оболочки, стальной трубы и неизолированных концов трубы измеряют с точностью до 5 мм по наружной поверхности труб вдоль их оси.
![]() (7)
(7)
где ![]()
![]()
t12, t6, t9, t3 - расстояние от верхнего края трубы-оболочки до поверхности стальной трубы, измеренной в положениях 12; 6; 9; 3 ч соответственно.
Измерения проводят не менее чем в трех точках по длине трубы-оболочки.
7.7.9 Герметичность сварных швов трубы-оболочки проверяют визуально без применения увеличительных приборов по всей длине.
7.7.10 Плотность ППУ определяют по ГОСТ 17177 или ГОСТ 409; прочность на сжатие при 10 % деформации в радиальном направлении - по ГОСТ 17177 или ГОСТ 23206 на образцах, размеры которых указаны ниже.
С обеих сторон трубы на расстоянии не менее 0,5 м от концов изоляции и не менее 0,1 м фасонного изделия вырезают фрагменты теплоизоляционного слоя с защитной оболочкой.
Образцы для испытаний вырезают из фрагментов теплоизоляционного слоя так, чтобы их высота совпадала с радиальным направлением к оси трубы (на расстоянии от 3 до 5 мм от поверхности стальной трубы и оболочки).
Образцы должны иметь форму прямоугольного параллелепипеда размером 30×30×l мм или цилиндра диаметром 30 мм и длиной l, где l - максимально достижимая длина в радиальном направлении, но не более 50 мм.
Число образцов должно быть не менее трех, вырезанных из каждой трубы и фасонного изделия.
Допускается восстановление теплоизолированных труб и изделий в местах отбора контрольных образцов с сохранением всех свойств ППУ и оболочки.
7.7.11 Теплопроводность ППУ определяют по ГОСТ 7076 или ГОСТ 30256. При невозможности вырезания образцов требуемых размеров из теплоизоляции трубы или фасонного изделия допускается их изготовление в форме при условии получения образцов плотностью, равной плотности ППУ на трубе или изделии. Определение теплопроводности допускается проводить методом «трубы» (см. приложение Е).
7.7.12 Перед проведением испытаний образцы ППУ кондиционируют при комнатной температуре в течение времени, указанного в технических условиях на конкретную композицию. Образцы полиэтилена кондиционируют при комнатной температуре в течение 2 ч.
7.7.13 Образцы ППУ должны иметь равномерную мелкоячеистую структуру. Наличие трещин, пустот, посторонних примесей и т.п. не допускается.
7.7.14 Водопоглощение ППУ определяют следующим образом.
Образец для испытаний изготавливают по 7.7.10. Массу образца ППУ m0 определяют c точностью до 0,01 г, объем образца V0 - c точностью до 0,1 см на пяти образцах следующим образом. Образец выдерживают в течение 90 мин в кипящей дистиллированной воде, а затем в воде с температурой 20 °С в течение 60 мин. После истечения указанного времени с образца фильтровальной бумагой или мягкой тканью удаляют капли воды и определяют массу m1 с точностью до 0,01 г. Водопоглощение ППУ W, %, определяют по формуле
![]() (8)
(8)
где ρ - плотность воды, г/см3;
m0 - первоначальная масса образца, г;
m1 - масса образца после выдерживания в кипящей воде, г;
V0 - объем образца, см3.
За результат измерений принимают среднеарифметическое значение водопоглощения трех образцов.
7.7.15 Относительное удлинение при разрыве полиэтиленовой трубы-оболочки определяют по ГОСТ 18599 со следующими дополнениями.
Толщина образца-лопатки должна быть равна толщине стенки трубы-оболочки. Образцы-лопатки вырубают из отрезков труб-оболочек так, чтобы ось образца-лопатки была параллельна образующей трубы. Испытания проводят при скорости перемещения захватов разрывной машины 50 мм/мин.
7.7.16 Изменение длины полиэтиленовой трубы-оболочки после нагрева при 110 °С и выдержки в течение 1 ч определяют по ГОСТ 27078 и ГОСТ 18599.
7.7.17 Прочность на сдвиг в осевом направлении определяют при температуре (23 ± 2) °С на образце, отрезанном под прямым углом к оси стальной трубы, длина которого составляет 2,5 % толщины изоляции, но не менее 200 мм (см. рисунок 7.7.1). К образцу прикладывают осевую нагрузку со скоростью 5 мм/мин ±10 %, фиксируют осевую нагрузку при разрушении и рассчитывают прочность сдвига. За результат принимают среднеарифметическое значение трех измерений.
Прочность в осевом направлении τакс, МПа, рассчитывают по формуле
τакс = Fакс/(Ldπ), (9)
где Fакс - осевая нагрузка, Н;
L - длина образца, мм;
d - наружный диаметр трубы, мм.
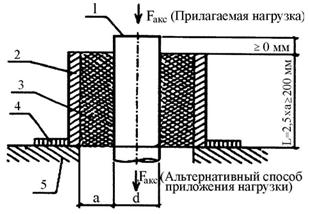
1 - стальная труба; 2 - труба-оболочка из полиэтилена; 3 - изоляция из ППУ; 4 - направляющее кольцо; 5 - плита основания машины для испытания; а - толщина изоляции
Рисунок 7.7.1 - Схема определения прочности изоляции на сдвиг в осевом направлении
7.7.18 Прочность на сдвиг в осевом направлении при температуре (140 ± 2) °С определяют по п. 7.7.17 при нагреве стальной трубы в течение 30 мин до 140 °С и выдержке ее при этой температуре в течение 30 мин.
7.7.19 Прочность на сдвиг в тангенциальном направлении при температуре (23 ± 2) °С определяют на отдельно изготовленном образце или на фрагменте изолированной трубы, из которой выделяют поперечными разрезами до стальной трубы слой тепловой изоляции длиной, равной 0,75 диаметра стальной трубы, но не менее 100 мм (см. рисунок 7.7.2).
К полиэтиленовой оболочке трубы прилагают тангенциальную нагрузку с помощью двух рычагов длиной 1000 мм, расположенных соосно горизонтально с двух сторон оболочки. Скорость приложения нагрузки к концам рычагов должна быть 25 мм/мин.
Прочность на сдвиг в тангенциальном направлении τтан, МПа, рассчитывают по формуле:
![]() (10)
(10)
где Fтан - тангенциальная нагрузка, Н;
L - длина образца, мм;
d - наружный диаметр трубы, мм;
l - длина рычага, мм.
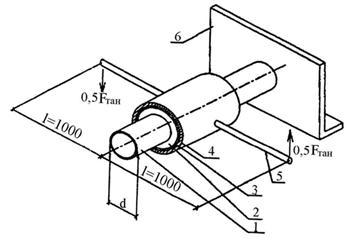
1 - стальная труба; 2 - изоляция из ППУ; 3 - труба-оболочка из полиэтилена; 4 - хомут; 5 - рычаг; 6 - неподвижная опора
Рисунок 7.7.2 - Схема определения прочности изоляции на сдвиг в тангенциальном направлении
7.7.20 Прочность на сдвиг в тангенциальном направлении при температуре (140 ± 2) °С определяют в соответствии с 7.7.19 на образцах изолированных труб длиной 3 м не менее чем на трех выделенных участках тепловой изоляции, расположенных на расстоянии не менее 1 м от торцов тепловой изоляции. По трубе пропускают теплоноситель с температурой 170 °С в течение 1450 ч, затем температуру теплоносителя снижают до 140 °С и после выдержки в течение 1 сут. определяют значение прочности по 7.7.19.
7.7.21 Значение радиальной ползучести тепловой изоляции труб (см. рисунок 7.7.3) определяют на трех образцах диаметром стальной трубы 57 мм, наружным диаметром полиэтиленовой оболочки 125 мм и длиной теплоизоляции 250 мм на выделенном поперечными разрезами фрагменте тепловой изоляции длиной 100 мм.
Свободные от тепловой изоляции концы стальных труб должны опираться на скользящие опоры в соответствии с рисунком 7.7.3.
По образцам пропускают теплоноситель с температурой (140 ± 2) °С в течение 7 сут, после чего к фрагменту изоляции прилагают вертикальную нагрузку (1,5 ± 0,01) кН (см. рисунок 7.7.3).
Радиальную ползучесть тепловой изоляции измеряют в верхней части середины фрагмента до начала нагрузки (исходное значение) и в период воздействия нагрузки через 100 и 1000 ч.
Измерения проводят индикатором часового типа с точностью до 0,05 мм.
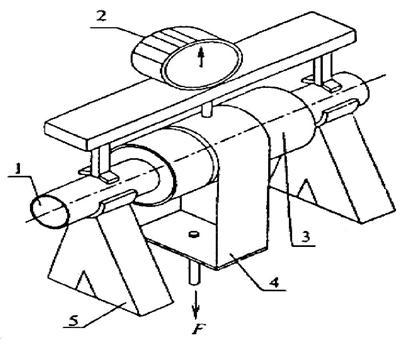
1 - стальная труба; 2 - индикатор; 3 - труба-оболочка из полиэтилена и изоляция из ППУ; 4 - приспособление для приложения нагрузки; 5 - опора
Рисунок 7.7.3 - Схема определения радиальной ползучести изоляции
Радиальную ползучесть тепловой изоляции определяют как среднеарифметическое значение результатов испытаний трех образцов.
7.7.22 Стойкость полиэтиленовой оболочки к внутреннему давлению при температуре 80 °С определяют для труб диаметром до 159 мм на образцах трубы-оболочки по ГОСТ 24157.
Определение стойкости полиэтиленовой оболочки к разрушению при постоянной нагрузке растяжения при температуре 80 °С проводят на образцах-лопатках по ГОСТ 11262 или ГОСТ 18599, вырезанных в продольном направлении в одном поперечном сечении. Число образцов должно быть не менее шести. Испытание проводят при постоянной нагрузке растяжения ±1 %, создающей напряжение в стенке образца 4,0 МПа при температуре (80 ± 1) °С в 2 % водном растворе поверхностно-активного вещества (ПАВ). Для предотвращения выпадения ПАВ в осадок и для обеспечения однородности среды в течение всего времени испытания раствор должен перемешиваться. Время проведения испытаний должно фиксироваться с точностью ±1 ч. Полиэтиленовая труба-оболочка считается выдержавшей испытание, если по истечении 2000 ч нагружения не разрушился ни один из образцов.
7.8 Транспортирование и хранение
7.8.1 Изолированные трубы и фасонные изделия перевозят автомобильным, железнодорожным и водным транспортом в соответствии с правилами перевозки грузов, обеспечивающими сохранность изоляции и исключающими возникновение продольного прогиба.
7.8.2 Погрузочно-разгрузочные работы осуществляют в интервале температур, указанных для проведения строительно-монтажных работ, но не ниже:
- минус 18 °С - для труб с полиэтиленовой трубой-оболочкой;
- минус 50 °С - для труб со стальной защитной оболочкой.
По согласованию с заказчиком при применении специальных марок полиэтиленовых оболочек и при обеспечении сохранности изолированных труб и фасонных изделий допускается работа при более низких температурах.
7.8.3 Для погрузки и разгрузки изолированных труб и фасонных изделий следует применять специальные траверсы и мягкие полотенца шириной от 50 до 200 мм. Не допускается использовать цепи, канаты и другие грузозахватные устройства, вызывающие повреждение изоляции. Для изолированных труб диаметром более 108 мм допускается использование торцевых захватов со специальными траверсами.
7.8.4 Строго запрещается сбрасывание, скатывание, соударение труб и фасонных изделий и волочение по земле.
7.8.5 Транспортные средства должны быть оборудованы для перевозки изолированных труб и фасонных изделий. Укладку изолированных труб и фасонных изделий в транспортные средства необходимо производить ровными рядами на инвентарные щиты и прокладки, не допуская перехлестов и повреждений. В качестве амортизатора между трубами с целью исключения повреждения покрытия допускается использовать поролон, резину и т.п.
Раскатывание нижнего ряда труб при транспортировании не допускается.
7.8.6 Изолированные трубы и фасонные изделия должны храниться на ровных горизонтальных площадках, очищенных от камней и других посторонних предметов, которые могут привести к повреждению полиэтиленовой оболочки.
7.8.7 Складирование изолированных труб производят штабелями высотой не более 2 м для труб с диаметром оболочки до 630 мм включительно, не более трех рядов - для труб диаметром оболочки от 710 до 800 мм и не более двух рядов - для труб диаметром оболочки 900 мм и выше. Для предотвращения раскатывания труб в штабелях должны быть установлены боковые опоры. Допускается укладка труб меньшего диаметра на трубы большего диаметра.
7.8.8 Фасонные изделия хранят рассортированными по видам и диаметрам в специально оборудованных для них местах.
7.8.9 Изолированные трубы и фасонные изделия при хранении более двух недель на открытом воздухе должны быть защищены от воздействия прямых солнечных лучей (в тени, под навесом или покрыты рулонными материалами). Торцы стальных труб могут быть защищены от проникновения влаги и посторонних включений.
7.8.10 На строительных площадках изолированные трубы следует укладывать на песчаные подушки шириной не более 1,2 м и высотой не менее 300 мм, отсыпанные перпендикулярно к длине труб, под концы и середину трубы. Для предупреждения попадания воды в теплоизоляционный слой с торцов трубы крайние песчаные подушки располагают на расстоянии около 1 м от концов ее оболочки.
7.8.11 Складирование, хранение и монтаж труб и фасонных изделий в местах, подверженных затоплению водой не допускается. Положение фасонных изделий при хранении должно исключать скопление атмосферных осадков на торцах изоляции.
7.9 Гарантии предприятия-изготовителя
7.9.1 Изготовитель должен гарантировать соответствие изолированных труб и фасонных изделий требованиям настоящего стандарта.
7.9.2 Гарантийный срок хранения изолированных труб и фасонных изделий -два года со дня изготовления. Гарантийный срок эксплуатации - пять лет со дня отгрузки, включая хранение, при условии соблюдения потребителем правил транспортирования, хранения и монтажа.
8 Требования на стальные трубы и фасонные изделия в индустриальной пенополимерминеральной тепловой изоляции
8.1 Область применения
Настоящий раздел стандарта устанавливает общие технические требования на стальные трубы и фасонные изделия с пенополимерминеральной (ППМ) тепловой изоляцией, предназначенные для подземной и надземной прокладки тепловых сетей, с расчетными параметрами теплоносителя: рабочим давлением до 2,5 МПа и температурой до 150 °С.
8.2 Основные параметры и размеры
8.2.1 Конструкция предизолированной трубы должна соответствовать рисунку 8.2.1 и представлять собой стальную трубу с наружным диаметром от 40 до 1020 мм, длиной до 12 м с нанесенной на ее поверхность пенополимерминеральной изоляцией.
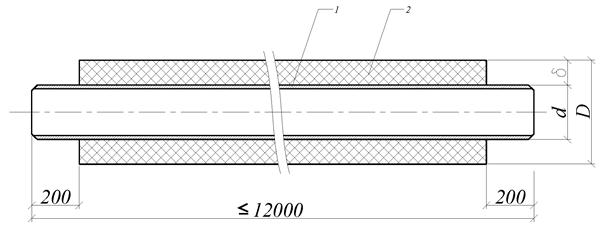
1 - стальная труба; 2 - пенополимерминеральная изоляция
Рисунок 8.2.1 - Конструкция предизолированной трубы
8.2.2 Размеры предизолированных пенополимерминеральной изоляцией стальных труб приведены в таблице 8.2.2. Толщина теплоизоляционного слоя, указанная в таблице 8.2.2, является справочной и может быть уточнена расчетом по строительным нормам в зависимости от конкретных условий проектирования и технико-экономического обоснования.
Таблица 8.2.2 - Размеры стальных труб в индустриальной пенополимерминеральной тепловой изоляции
|
Размеры, мм |
||
|
Наружный диаметр трубы, d |
Толщина слоя теплоизоляции, δ |
|
|
32 |
42,3 |
44,5 |
|
40 |
48 |
40,5 |
|
50 |
57 |
46,5 |
|
65 |
76 |
37,0 |
|
80 |
89 |
45,5 |
|
100 |
108 |
36,0 |
|
125 |
133 |
36,0 |
|
150 |
159 |
49,0 |
|
200 |
219 |
45,0 |
|
250 |
273 |
43,0 |
|
300 |
325 |
43,5 |
|
350 |
377 |
42,5 |
|
400 |
426 |
44,0 |
|
500 |
530 |
60,0 |
|
600 |
630 |
60,0 |
|
700 |
720 |
70,0 |
|
800 |
820 |
70,0 |
|
900 |
920 |
70,0 |
|
1000 |
1020 |
70,0 |
8.2.3 Длина неизолированных концов стальных труб должна быть 200-5 мм.
8.2.4 Торцы труб должны быть ровными и перпендикулярными к оси трубы.
8.2.5 Изделия в ППМ изоляции должны иметь правильную геометрическую форму.
8.2.6 Рекомендованные тип, конструкция и размеры изолированных фасонных изделий, указаны в приложении Ж.
8.2.7 Допускается изготавливать фасонные изделия, в том числе неподвижные и скользящие опоры, по нормативно-технической документации проектной организации и завода-изготовителя, согласованной в установленном порядке. Размеры фасонных изделий, кроме размеров стальной трубы являются рекомендуемыми и определяются проектным решением.
8.2.8 Расчетная масса одного метра изолированной трубы приведена в приложении С.
8.2.9 Толщина теплоизоляции прямых участков фасонных деталей должна быть равна толщине теплоизоляции труб.
8.2.10 В изделиях с ППМ изоляцией не допускаются:
- отбитость и притупленность углов, наличие сколов ребер длиной и глубиной более 5 мм;
- поверхностные трещины, видимые на глаз;
- искривления поверхности ребер более 5 мм;
- царапины глубиной более 2 мм.
Примечание - Примеры условных обозначений:
Труба стальная с наружным диаметром 219 мм, толщиной стенки 6 мм в пенополимерминеральной (ППМ) изоляции, толщиной 60 мм:
Труба ППМ 219×6-60 СТО...
Отвод крутоизогнутый 90° в ППМ изоляции с наружным диаметром трубы 219 мм, толщиной стенки 6 мм и толщиной изоляции 60 мм:
Отвод 90° ППМ 219×6-60 СТО...
8.3 Технические требования
8.3.1 Требования к стальным трубам и фасонным деталям
8.3.1.1 Стальные трубы и фасонные детали должны соответствовать техническим условиям:
- ГОСТ 10705, ГОСТ 8733, ГОСТ 20295, ГОСТ 3262, ГОСТ 17380.
Допускается использование труб и материалов по другим национальным стандартам и ТУ при условии их соответствия требованиям правил [3].
8.3.1.1 Диаметры трубопроводов должны соответствовать ГОСТ 10704, ГОСТ 20295.
8.3.1.2 Толщина стенки трубы и фасонных деталей должна выбираться на основании соответствующих расчетов. Предельные отклонения по наружному диаметру стальных труб и минимальная толщина стенок труб приведены в приложении И.
8.3.1.3 Поверхность стальных труб и фасонных деталей должна быть высушена и очищена от масла, жира, ржавчины, окалины и пыли.
8.3.1.4 Сварные швы на трубах и фасонных изделиях должны соответствовать требованиям правил [3].
8.3.2 Требования к тепловой пенополимерминеральной изоляции
8.3.2.1 Тепловая изоляция должна соответствовать требованиям ГОСТ 16381-77.
8.3.2.2 Физико-механические и теплофизические свойства пенополимерминеральной изоляции должны соответствовать требованиям, указанным в таблице 8.3.1.
Таблица 8.3.1 - Физико-механические свойства пенополимерминеральной изоляции
|
№ п/п |
Наименование показателя |
Норма |
|
1 |
Плотность (объемная масса), ρ, кг/м3 |
270 ± 50 |
|
Предел прочности: |
||
|
2 |
При сжатии, σсж, МПа, не менее |
1,2 |
|
3 |
При сдвиге в осевом направлении, σсд, МПа, не менее |
0,3 |
|
4 |
Водопоглощение при полном погружении за 1 сутки по массе, ω, %, не более |
1,5 |
|
5 |
Теплопроводность в сухом состоянии при t = 50 °C, λ, Вт/(м ∙ °С), не более |
0,047 |
8.3.2.3 Пенополимерминеральная изоляция в разрезе должна иметь однородную мелкоячеистую структуру и три различных по плотности слоя:
- внутренний, прилегающий к стальной трубе слой толщиной от 3 до 5 мм с объемной массой от 400 до 600 кг/м3;
- средний, теплоизоляционный слой с требуемой по расчету толщиной, с объемной массой от 60 до 120 кг/м3;
- наружный, механо-гидрозащитный слой толщиной от 5 до 10 мм с объемной массой от 400 до 600 кг/м3.
8.3.3 Требования к сырью, материалам и покупным изделиям
8.3.3.1 Используемые химкомпоненты должны быть разрешены к применению согласно заключению СЭС.
8.3.3.2 Компонент С (минеральный наполнитель) должен содержать SiO2 не менее 40 %, окислы алюминия и железа - не более 3 %.
8.3.3.3 По физико-химическим показателям наполнитель должен соответствовать нормам, указанным в таблице 8.3.2.
Таблица 8.3.2 - Физико-химические показатели минерального наполнителя
|
Наименование показателя |
Норма по ГОСТ 8736-93 |
|
|
1 |
Кислотоупорность (кислотостойкость), %, не менее |
95 |
|
2 |
Массовая доля влаги, %, не более |
1,0 |
|
3 |
Остаток на сите № 5К, %, не более |
5,0 |
8.3.4 Маркировка
8.3.4.1 Изолированные трубы и изделия должны иметь маркировку, содержащую:
- условное обозначение изделия;
- наименование продукта, марку;
- номер партии;
- дату изготовления.
8.3.4.2 Маркировку наносят на поверхность оболочки на расстоянии не менее 200 мм от торца изоляции несмываемой краской с помощью трафарета или штампом. Допускается наносить маркировку на бирку (этикетку, прикрепленную к стальной трубе).
8.4 Требования безопасности
8.4.1 При выполнении работ с изолированными трубами необходимо соблюдать требования безопасности, согласно ГОСТ Р 12.3.048, ГОСТ 12.3.016 и требования действующих строительных норм.
8.4.2 Пенополимерминеральная теплоизоляция при нормальных условиях не выделяет в окружающую среду токсичных веществ и не оказывает вредного воздействия на организм человека при непосредственном контакте с ней. Ее применение не требует специальных мер предосторожности. Класс опасности 4 по ГОСТ 12.1.007.
8.4.3 Категория взрывоопасности производства - В3 по НБП 105-03. Материалы теплоизоляции относятся к группе горючих Г4 по ГОСТ 30244.
8.4.4 На тепловую изоляцию не допускается воздействие огня в виде открытого пламени или искр, а также воздействие температуры выше 150 °С в торцевых сечениях. Температура воспламенения ППМ от 550 до 600 °С. При горении из ППМ выделяются высокотоксичные продукты. В случае загорания пламя необходимо тушить в фильтрующем противогазе. Тушение нужно производить воздушно-механической пеной. Помещения должны быть оборудованы огнетушителями, асбестовыми одеялами, ящиками с песком.
8.5 Охрана окружающей среды
8.5.1 Промышленные отходы, образующиеся при производстве ППМ изоляции, подлежат утилизации в соответствии с санитарных норм и раздела «Утилизация» [12] Минздрава России или могут использоваться повторно в производственном цикле.
8.5.2 Не утилизированные компоненты для производства ППМ изоляции (полиол и полиизоцианат) подлежат вывозу и захоронению по согласованию с органами Госсанэпиднадзора России.
8.5.3 Отходы ППМ изоляции могут утилизироваться на общих свалках по согласованию с территориальными органами Госсанэпиднадзора России.
8.6 Правила приемки
Изолированные трубы и фасонные изделия должны быть приняты отделом технического контроля или подразделениями предприятия-изготовителя, выполняющими аналогичные функции.
8.6.1 Трубы и изделия в ППМ изоляции принимают партиями. Партией считают объем суточной выработки, но не более 500 п.м. изолированных труб или 250 шт. фасонных изделий.
8.6.2 Качество выпускаемой продукции должно соответствовать настоящим техническим требованиям. Трубы и изделия к ним в ППМ изоляции подвергают приемосдаточным и периодическим испытаниям по правилам, изложенным в разделе 8.7 один раз в квартал, перечень которых приводится в таблице 8.6.1
Таблица 8.6.1 - Перечень физико-механических испытаний при приемке труб и изделий в ППМ изоляции
|
Метод испытаний |
Вид испытаний |
Объем выборки от партии |
||
|
приемосдаточные |
периодические |
|||
|
Плотность ППМ изоляции |
п. 8.7.2 |
+ |
+ |
не менее 3 образцов |
|
Пределы прочности при сжатии |
п. 8.7.6 |
+ |
+ |
не менее 3 образцов |
|
Пределы прочности при сдвиге в осевом направлении |
п. 8.7.7 |
- |
+ |
не менее 3 образцов |
|
Водопоглощение при полном погружении за 1 сутки по массе |
п. 8.7.9 |
+ |
+ |
не менее 3 образцов |
|
Теплопроводность ППМ изоляции |
п. 8.7.8 |
* |
+ |
не менее 3 образцов |
|
Качество поверхности изолированной трубы |
п. 7.7.3 |
+ |
- |
100 % |
|
Основные геометрические характеристики |
п. 8.7.1 |
+ |
- |
не менее 10 шт. |
|
Примечания: 1. «+» - испытания проводят; 2. «-» - испытания не проводят; 3. «*» - испытания проводят по требованию заказчика. |
||||
8.6.3 Завод-изготовитель должен сопровождать каждую выпускаемую партию техническим паспортом, в котором указывается:
- наименование предприятия-изготовителя или его товарный знак;
- номер партии;
- назначение изделия;
- количество поставляемых изделий по диаметрам;
- дата изготовления изделия;
- ГОСТ или ТУ на стальные трубы;
- результаты лабораторных испытаний ППМ изоляции (плотность, прочность при сжатии, водопоглощение).
8.7.1 Проверку геометрических размеров изделий производят металлическим измерительным инструментом (штангенциркулем, линейкой или рулеткой) с точностью до 1 мм. Измерительный инструмент должен соответствовать ГОСТ 166, ГОСТ 427 или ГОСТ 7502.
8.7.3 Плотность, водопоглощение и прочность при сжатии определяют по результатам лабораторных испытаний образцов - кубиков; прочность при сдвиге в осевом направлении определяют на образце, отрезанном под прямым углом к оси стальной трубы, длина которого составляет 2,5 толщины изоляции, но не менее 200 мм согласно ГОСТ 17177, ГОСТ 25.504, ГОСТ 28840.
Размеры образцов: кубиков 70×70×70 (возможно 50×50×50), балочек 70×70×220 (разрешается 50×50×100) и плит 250×250×50.
8.7.4 Образцы для испытания ППМ изоляции должны быть предварительно высушены при температуре 80 °C до достижения ими постоянного веса.
8.7.5 Величину плотности ППМИ в кг/м3 определяют с точностью до 1 кг/м3 после обмера и взвешивания образцов по формуле:
![]() (11)
(11)
где G - масса образца, кг;
V - объем образца, м3.
![]() (12)
(12)
где Р - разрушающая нагрузка, кг;
F - площадь сечения образца, м .
Пределы прочности при сжатии вычисляют как среднее арифметическое значение результатов испытаний трех образцов.
8.7.7 Прочность при сдвиге в осевом направлении при температуре 23 ± 2 °C определяют также на лабораторных прессах и вычисляют с точностью до 0,1 МПа по формуле:
![]() (13)
(13)
где Р - разрушающая нагрузка, кг;
L - длина образца, м;
d - наружный диаметр трубы, м.
Прочность при сдвиге вычисляют как среднее арифметическое значение результатов испытаний трех образцов.
8.7.8 Теплопроводность определяют по ГОСТ 7076 на образцах - плитах, изготовленных из того же состава ППМ смеси, что и для всей партии или определяют по рекомендациям, изложенным в приложении Е.
8.7.9 Водопоглощение в % по массе определяют из соотношения:
![]() (14)
(14)
где G1 - масса сухого образца, г;
G2 - масса образца после пребывания в воде течение 24 часов, г.
8.8 Транспортирование и хранение
8.8.1 Перевозку изолированных труб и фасонных изделий осуществляют автомобильным, железнодорожным и водным транспортом в соответствии с правилами перевозки грузов, обеспечивающими сохранность изоляции и исключающими возникновение продольного прогиба.
8.8.2 Перевозку труб и фасонных изделий, погрузочно-разгрузочные работы осуществляют в интервале температур, указанных для проведения строительно-монтажных работ, но не ниже минус 18 °С.
8.8.3 Для погрузки и разгрузки труб и фасонных изделий следует применять специальные траверсы и мягкие полотенца шириной от 50 до 200 мм. Не допускается использовать цепи, канаты и другие грузозахватные устройства, вызывающие повреждение изоляции. Для труб диаметром более 108 мм возможно использование торцевых захватов со специальными траверсами.
8.8.4 Строго запрещается сбрасывание, скатывание, соударение труб, волочение их по земле.
8.8.5 Укладку труб в транспортные средства необходимо производить ровными рядами, не допуская перехлестов. В качестве амортизатора между трубами с целью исключения повреждения покрытия следует использовать поролон, резину и т.п. Для обеспечения свободного пропуска обвязок между трубами и дном кузова автомашины укладывают прокладки. Не допускается раскатывание нижнего ряда труб при транспортировании.
8.8.6 Трубы и фасонные изделия должны храниться на ровных горизонтальных площадках, очищенных от камней и других посторонних предметов, которые могут привести к повреждению изоляции.
8.8.7 Складирование труб производят штабелями высотой не более 2 м. Для предотвращения раскатывания труб в штабелях должны быть установлены боковые опоры. В штабеле должны быть уложены трубы одного типоразмера.
8.8.8 Фасонные изделия хранят в специально отведенных для них местах, рассортированными по виду и диаметрам.
8.8.9 Трубы и фасонные изделия при хранении на открытом воздухе должны быть защищены от воздействия прямых солнечных лучей (в тени, под навесом или прикрыты рулонными материалами). Торцы труб должны быть защищены заглушками.
8.8.10 Не допускается складирование и хранение труб и фасонных изделий в местах, подверженных затоплению водой.
8.9 Гарантии изготовителя
8.9.1 Трубы стальные в ППМ изоляции и комплектующие ППМ изделия должны быть приняты техническим контролем предприятия - изготовителя. Изготовитель гарантирует соответствие труб стальных в ППМ изоляции и комплектующих изделий требованиям настоящих технических условий при соблюдении потребителем условий применения, транспортировки и хранения, установленных техническими условиями, а также при качественном выполнении строительно-монтажных работ и строгом соответствии с проектом.
8.9.2 Гарантированный срок хранения трубопроводов в ППМИ должен быть не менее 2 лет со дня изготовления. Гарантийный срок эксплуатации - 5 лет со дня отгрузки изготовителем. Расчетный срок эксплуатации - 25 лет.
9 Требования к теплоизоляционным конструкциям на основе минераловатных теплоизоляторов
9.1 Область применения
Настоящий раздел стандарта распространяется на теплоизоляционные конструкции на основе минераловатных тепловых изоляторов, предназначенные для обеспечения качественной тепловой изоляции теплопроводов канальной (в том числе в проходных каналах и тоннелях) и надземной (в том числе в подвалах зданий и помещениях) прокладки с температурой теплоносителя не более плюс 400 °С.
9.2 Общие положения
9.2.1 Выбор материала тепловой изоляции и конструкции теплопровода следует производить по экономическому оптимуму суммарных эксплуатационных затрат и капиталовложений в тепловые сети, сопутствующие конструкции и сооружения. При выборе теплоизоляционных материалов, применение которых вызывает необходимость изменения параметров теплоносителя (расчетной температуры, режимов регулирования), следует производить сопоставление вариантов систем централизованного теплоснабжения в целом.
9.2.2 Выбор толщины теплоизоляционного слоя следует производить на заданные параметры с учетом климатологических данных пункта строительства, стоимости теплоизоляционной конструкции и теплоносителя.
9.2.3 При определении тепловых потерь теплопроводами расчетная температура теплоносителя принимается для подающих теплопроводов водяных тепловых сетей:
- при постоянной температуре сетевой воды и количественном регулировании - максимальная температура теплоносителя;
- при переменной температуре сетевой воды и качественном регулировании - среднегодовая температура теплоносителя 110 °С при температурном графике регулирования от 180 до 70 °С, 90 °С - от 150 до 70 °С и 65 °С - от 130 до 70 °С.
Среднегодовая температура для обратных теплопроводов водяных тепловых сетей принимается 50 °С.
9.2.4 При проектировании трубопроводов в теплоизоляции из минераловатных материалов следует учитывать требования СТО 70238424.27.010.003-2009 в части организации дренажа и вентиляции каналов при подземной прокладке, а также защиту от намокания теплоизоляции при надземной прокладке.
Обязательно предварительное нанесение антикоррозионных покрытий на поверхность стальных труб и элементов трубопровода при применении теплоизоляции из минераловатных материалов в соответствии с СТО 70238424.27.060.001-2008.
9.3 Основные параметры
9.3.1 Теплоизоляционная конструкция должна соответствовать требованиям нормативной документации, контрольным образцам-эталонам и изготавливаться в соответствии с проектной документацией.
9.3.2 Физико-механические показатели конструкции должны соответствовать требованиям, приведенным в таблице 9.3.
Таблица 9.3 - Физико-механические показатели
|
Норма |
Методы контроля |
|
|
Плотность материала, кг/м3 |
от 30 до 175 |
|
|
Прочность на сжатие при 10 % линейной деформации, МПа, не менее |
0,02 |
|
|
Влажность по массе, % не более |
2,00 |
|
|
Водопоглощение за 24 ч, по объему, % не более |
20,00 |
|
|
Коэффициент теплопроводности при 25 °С, Вт/мК |
0,038 - 0,06 |
|
|
Сорбционная влажность, % по массе, не более |
20,00 |
9.3.3 Материалы, применяемые в качестве теплоизоляционного и покровного слоев в составе теплоизоляционной конструкции оборудования и трубопроводов, должны быть сертифицированы и иметь гигиеническое заключение.
9.3.4 Толщина изоляционного слоя выбирается в соответствии с [1], [11] на заданные параметры с учётом климатологических данных, стоимости теплоизоляционной конструкции и теплоты.
9.3.5 Основными исходными теплоизоляционными материалами и изделиями являются плиты минеральные: П-30Г, П-50Г, П-75Г (ГОСТ 9573); П-125Г (ГОСТ 9573); ПЖ-175 (ГОСТ 22950).
Геометрические размеры плит приведены в таблице 9.3.1
Таблица 9.3.1 - Основные геометрические размеры
|
Длина, мм |
Ширина, мм |
Толщина, мм |
|
|
П-30 П-50 П-75 П-125 ПЖ-175 |
1000 |
500 |
50, 100 |
|
Примечание - по согласованию с потребителем допускается изготавливать плиты других размеров. |
|||
Таблица 9.3.2 - Предельные отклонения номинальных размеров плит, (в мм, не должны превышать:)
|
Отклонение |
Показатель |
|
по длине |
±10 |
|
по ширине |
+10; -5 |
|
по толщине для плит марок П-75, П-125, П-125 |
+7; -2 |
Физико-механические показатели плит должны соответствовать требованиям, приведенным в таблице 9.3.3
Таблица 9.3.3 Физико-механические показатели теплоизолятора
|
Значения для плит марок |
|||||
|
П-30 |
П-50 |
П-75 |
П-125 |
П-175 |
|
|
Плотность, кг/м3, не более |
30 |
50 |
75 |
125 |
175 |
|
Теплопроводность, Вт/(м ∙ °С), не более, при температуре, °С: |
|||||
|
25 ± 5 |
0,038 |
0,044 |
0,047 |
0,049 |
0,052 |
|
125 ± 5 |
0,077 |
0,077 |
0,072 |
0,067 |
0,062 |
|
Сжимаемость, %, не более |
30 |
25 |
20 |
12 |
4 |
|
Сжимаемость после сорбционного увлажнения, %, не более |
37 |
31 |
26 |
16 |
6 |
|
Содержание органических веществ, % по массе, не более |
2 |
2,5 |
3 |
4 |
5 |
|
Влажность, % по массе, не более |
1 |
1 |
1 |
1 |
1 |
Виды связующих веществ и гидрофобизирующих добавок, применяемых для изготовления плит, должен соответствовать рецептуре, установленной в технологической документации предприятия-изготовителя.
9.3.6 Все материалы и изделия должны соответствовать требованиям нормативной документации, распространяющейся на них Качество материалов и изделий (полуфабрикатов) должно быть подтверждено соответствующим документом о качестве (гигиеническим и пожарным сертификатами).
9.3.7 Исходные сырьевые материалы и изделия для изготовления продукции должны пройти входной контроль в соответствии с порядком, действующим на предприятии-изготовителе.
9.4 Маркировка и упаковка
9.4.1 На каждую единицу упакованной продукции должна быть нанесена маркировка.
Маркировка должна содержать следующие данные:
- наименование предприятия-изготовителя или его товарный знак;
- наименование продукции;
- обозначение настоящего стандарта;
- масса, нетто;
- номер партии;
- дату изготовления (месяц, год);
- отметку технического контроля;
- сведения о сертификации продукции, при их наличии.
Маркировка должна быть четкой, легко читаемой и наноситься любым пригодным способом.
9.4.2 При маркировке транспортной тары могут наноситься манипуляционные: «Беречь от влаги».
9.4.3 Требования к упаковке готовой продукции должны соответствовать ГОСТ 25880.
9.5 Требования безопасности и охраны окружающей среды
9.5.1 Выполнение всех видов работ при установке изделий должно осуществляться в строгом соответствии с требованиями и нормами, установленными в инструкциях и правилах по технике безопасности для конкретных работ.
9.5.2 При производстве изделий и монтаже вредным элементом является пыль минерального волокна.
Соответствие продукции санитарно-гигиеническим требованиям должно достигаться применением соответствующих материалов, удостоверяющих предъявленным требованиям и пригодным для производства теплоизоляционных материалов.
Отходы производства должны подвергаться утилизации или переработке.
9.5.3 В процессе работы необходимо использовать специальную одежду в соответствии с требованиями ГОСТ 27575 и средства индивидуальной защиты по ГОСТ 12.4.011 - защитные очки и респираторы типа «Лепесток» или У-2К. Противогазы типа ФГП-13А должны быть предусмотрены на случай аварийных ситуаций.
Для защиты кожного покрова работающих необходимо во время работы применять защитные перчатки по ГОСТ 12.4.068, а по окончании смазать руки смягчающими кожу мазями.
9.5.4 Производственные помещения, в которых производится изготовление и сборка конструкции, должны быть оборудованы приточно-вытяжной вентиляцией, отвечающей требованиям ГОСТ 12.4.021 и обеспечивающей состояние воздушной среды в соответствии с ГОСТ 12.1.005.
Производственные помещения должны быть оборудованы всеми необходимыми средствами пожаротушения.
9.6 Правила приемки
9.6.1 Поставку и приемку изделий производят партиями. За партию принимается количество изделий, изготовленных при установившемся технологическом режиме.
Общие требования к приемке продукции - должны соответствовать ГОСТ 26281.
9.6.2 Приемо-сдаточные испытания проводят методами сплошного и выборочного контроля.
При сплошном контроле изделий проверяют внешний вид изделий, форму, качество поверхности, комплектность, маркировку.
При выборочном контроле изделий проверяют точность геометрических размеров, плотность, влажность, прочность на сжатие. При этом образцы должны быть выдержаны не менее трех суток в нормальных климатических условиях.
9.6.3 Периодические испытания проводятся не реже одного раза в полугодие.
Испытания проводятся на теплопроводность, водопоглощение, сорбционное увлажнение на образцах, вырезанных из изделий, прошедших приемо-сдаточные испытания.
9.6.4 Выборку для определения физико-механических показателей формируют из изделий, отобранных от партии случайным образом.
При получении удовлетворительных результатов для трех последовательно проведенных испытаний допускается вернуться к обычным периодическим испытаниям.
9.6.5 Каждая партия изделий должна сопровождаться документом, удостоверяющим качество (паспортом), с указанием:
- наименования предприятия-изготовителя или его товарного знака;
- обозначения продукции по ТУ;
- назначения продукции;
- номера партии;
- даты изготовления (месяц, год);
- объема партии;
- отметки о прохождении технического контроля;
- сведений о сертификации продукции при ее осуществлении.
9.7 Методы контроля
9.7.1 Внешние условия для проведения испытаний должны соответствовать нормальным климатическим условиям.
9.7.2 Линейные размеры изделий измеряют металлическим измерительным инструментом по ГОСТ 7502, ГОСТ 166 и другим, обеспечивающим необходимую точность измерения.
9.7.3 Форму, внешний вид и цвет поверхностей изделия проверяют визуально, без применения увеличительных приборов.
При выявленных отклонениях геометрической формы изделий производитель принимает решение, является ли данное отклонение браковочным.
9.7.4 Форму, внешний вид и цвет поверхностей изделия проверяют визуально, без применения увеличительных приборов.
При выявленных отклонениях геометрической формы изделий производитель принимает решение, является ли данное отклонение браковочным.
9.7.5 Испытание плотности конструкции осуществляется в соответствии с требованиями ГОСТ 17177.
9.7.6 Определение прочности конструкции на сжатие при 10 % линейной деформации.
Измеряют линейные размеры образцов. Затем образцы устанавливают на опорную плиту таким образом, чтобы сжимающее усилие действовало по оси образца. Нагружение образца проводят до достижения соответствующей 10 % линейной деформации, причем нагружение образца проводят в направлении толщины плиты, из которой он был выпилен.
За результат испытаний принимают среднее арифметическое значение трех измерений.
9.7.7 Определение водопоглощения
Сущность метода заключается в определении массы воды, поглощенной образцами сухого материала после полного погружения их в дистиллированную воду и выдерживания в ней в течение заданного времени.
За результат испытания принимают среднее арифметическое значение трех измерений.
9.7.8 Определение сорбционной влажности
Сущность метода заключается в измерении массы воды, адсорбированной образцом сухого материала при определенных условиях в течение заданного времени.
Для определения сорбционного увлажнения из изделия вырезают три образца размерами 65×65×65 мм. Образцы высушиваются до постоянной массы при температуре (105 ± 5) °С.
После сушки образцы взвешивают, помещают над водой в эксикатор и выдерживают в течение 24 ч при температуре (22 ± 5) °С, после чего взвешивают.
9.7.9 Определение коэффициента теплопроводности
9.7.9.1 Аппаратура и материалы:
- установка ИТСМ-1 или устройство, аттестованное в установленном порядке и отвечающее требованиям в обязательном приложении 1 ГОСТ 7076;
- электрошкаф сушильный, обеспечивающий автоматическое регулирование температуры с погрешностью не более ±5 °С;
- штангенциркуль;
- линейка;
- весы лабораторные технические, обеспечивающие взвешивание с погрешностью не более ±0,1 г.
9.7.9.2 Отбор образцов для определения теплопроводности образцы должны быть в виде пластин размерами в плане от 200×200 мм до 300×300 мм и толщиной 65 мм.
9.7.9.3 Проведение испытаний
Образец укладывают на нижнюю термостатированную плиту, плотно прижимают верхней термостатированной плитой и закрывают теплоизоляционным кожухом.
Испытания проводят при температуре нижней термостатированной плиты (18 ± 1) °С, верхней (25 ± 5) °С.
9.8 Транспортировка и хранение
9.8.1 Транспортирование изделий производится всеми видами транспорта в соответствии с правилами, действующими на данном виде транспорта.
9.8.2 Изделия хранят в крытых помещениях, под навесом при температуре от минус 40 до плюс 40 °С. Условия хранения должны исключать возможность воздействия на изделия агрессивных сред.
9.9 Гарантии предприятия-изготовителя
9.9.1 Предприятие-изготовитель гарантирует соответствие изделий требованиям ТУ при соблюдении условий эксплуатации, транспортирования и хранения.
9.9.2 Гарантийный срок хранения изделий - 6 мес. со дня изготовления.
9.9.3 Срок службы изделий определяется условиями эксплуатации.
10 Требования на сварные элементы трубопроводов (отводы секторные, переходы и тройники)
10.1 Технические требования
10.1.1 Допускается применение сварных секторных колен и сварных переходных тройников с накладками для трубопроводов тепловых сетей, транспортирующих горячую воду с температурой до 200 °С и давлением до 2,5 МПа включительно, водяной пар с температурой до 440 °С и давлением до 6,3 МПа включительно, конденсат водяного пара.
10.1.2 Штампосварные колена допускается применять с одним или двумя продольными сварными швами диаметрального расположения при условии проведения контроля радиографией или УЗК по всей длине швов.
10.1.3 Сварные секторные колена допускается применять для трубопроводов тепловых сетей, причём угол сектора не должен превышать 30°. Расстояние между соседними сварными швами по внутренней стороне колена должно обеспечивать возможность контроля этих швов с обеих сторон по наружной поверхности.
Применение спиральношовных труб для изготовления секторных колен тепловых сетей не допускается.
10.1.4 Толщина стенки колена на любом его участке не должна быть менее значений, установленных расчетом на прочность и ТУ на изготовление.
Замер толщины стенок следует проводить по методике, указанной в НД на изделие.
10.1.5 Применение колен, кривизна которых образовывается за счет складок (гофр) по внутренней стороне колена, не допускается.
10.1.6 Максимальная овальность поперечного сечения колена, вычисляемая по формуле:
![]() (15)
(15)
где Da max, Da min - максимальный и минимальный наружный диаметр в измеряемом сечении колена соответственно, не должна превышать значений, предусмотренных НД на изделие.
Овальность поперечного сечения колена не должна превышать величин, указанных в НД, согласованной в установленном порядке.
10.2 Конструкция и размеры
10.2.1 Конструкция сварных секторных колеи, тройников и подготовки кромок для сварки должны соответствовать чертежам, указанным в приложении Л.
10.2.2 Геометрические размеры изделий должны соответствовать [13], [14], [15].
Примечание - НД на изделия:
«Отвод секторный сварной» - ОСТ 34-10-752-97, альбом «Изделия и детали трубопроводов для тепловых сетей серия 5.903-13»;
«Переход концентрический - ОСТ.34-10-753-97, альбом «Изделия и детали трубопроводов для тепловых сетей серия 5.903-13»;
«Тройники сварные переходные и равнопроходные» - ОСТ 34-10-764-97, ОСТ 34-10-762-92, альбом «Изделия и детали трубопроводов для тепловых сетей серия 5.903-13».
10.3 Требования к сварочным процессам и материалам при сварке
10.3.1 Технология сварки, применяемая предприятием-изготовителем элементов трубопроводов, при изготовлении, монтаже и ремонте элементов трубопроводов допускается к применению после подтверждения ее технологичности на реальных изделиях, проверки всего комплекса требуемых свойств сварных соединений и освоения эффективных методов контроля их качества. Применяемая технология сварки должна быть аттестована в соответствии с НД.
10.3.2 Разрешение на применение технологии сварки, прошедшей производственную аттестацию на предприятии, выдается органами Госгортехнадзора России в установленном порядке.
10.3.3 Производственная аттестация проводится каждой организацией на основании рекомендаций, выданных по результатам исследовательской аттестации.
10.3.4 Производственная аттестация проводится аттестационной комиссией, созданной в организации в соответствии с программой, разработанной этой организацией и утвержденной председателем комиссии.
10.3.5 Программа должна предусматривать проведение неразрушающего и разрушающего контроля сварных соединений и оценку качества сварки по результатам контроля.
10.3.6 Подготовка и сборка стыков к сварке, сварка должны соответствовать требованиям НД. Все сварные соединения трубопроводов (включая швы приварных деталей) должны располагаться так, чтобы была обеспечена возможность их контроля методами, предусмотренными Правилами, утверждёнными Ростехнадзором, и НД на изделие.
10.3.7 Для соединения труб и фасонных деталей должна применяться сварка встык с полным проплавлением. Косые срезы секторов и труб не должны являться монтажными стыками трубопроводов.
10.3.8 Допускаются угловые сварные соединения с конструктивным зазором (конструктивным непроваром) для труб и штуцеров с внутренним диаметром 100 мм и менее с условным давлением не более 2,5 МПа (25 кгс/см2). Контроль качества таких соединений должен выполняться по НД, согласованной в установленном порядке.
10.3.9 Нахлесточные соединения допускаются для приварки накладок, укрепляющих отверстия в трубопроводах упоров, опор, подвесок, элементов крепления изоляции и т.п.
10.3.10 В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего к меньшему сечению путем соответствующей односторонней или двусторонней механической обработки конца элемента с более толстой стенкой.
10.3.11 Угол наклона поверхностей переходов не должен превышать 15°.
10.3.12 При разнице в толщине стенок менее 30 % от толщины стенки тонкого элемента, но не более 5 мм, допускается выполнение указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхности шва.
10.3.13 При сварке труб и элементов с продольными сварными швами последние должны быть смещены один относительно другого. При этом смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм для труб с наружным диаметром более 100 мм.
10.3.14 Для поперечных стыковых сварных соединений, не подлежащих ультразвуковому контролю или местной термической обработке, расстояние между осями соседних сварных швов на прямых участках трубопровода должно составлять не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. Расстояние от оси сварного шва до начала закругления колена должно быть не менее 100 мм.
10.3.15 Для поперечных стыковых сварных соединений, подлежащих ультразвуковому контролю, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, оси соседнего поперечного шва и т.д.) должна быть не менее величин, приведенных в таблице 10.3.1
Таблица 10.3.1.
|
Номинальная толщина стенки свариваемых труб (элементов) S, мм |
Минимальная длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва, мм |
|
До 15 |
100 |
|
Свыше 15 до 30 |
5S + 25 |
|
Свыше 30 до 36 |
175 |
|
Более 36 |
4S + 30 |
10.3.16 Для поперечных стыковых сварных соединений, подлежащих местной термической обработке, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, соседнего поперечного шва и т.д.) должна быть не менее величины 1, определяемой по формуле:
![]() (16)
(16)
но не менее 100 мм,
где Dm - средний диаметр трубы (элемента), равный Dm = Da - S;
Da - номинальный наружный диаметр, мм;
S - номинальная толщина стенки трубы (элемента), мм.
10.3.17 При установке крутоизогнутых, штампованных и штампосварных колен допускается расположение поперечных сварных соединений у начала закругления и сварка между собой крутоизогнутых колен без прямого участка.
10.3.18 Для угловых сварных соединений труб и штуцеров с элементами трубопроводов расстояние от наружной поверхности элемента до начала гиба трубы или до оси поперечного стыкового шва должно составлять:
- для труб (штуцеров) с наружным диаметром до 100 мм - не менее наружного диаметра трубы, но не менее 50 мм;
- для труб (штуцеров) с наружным диаметром 100 мм и более - не менее 100 мм.
10.4 Маркировка
10.4.1 Сварные соединения элементов трубопроводов, работающих под давлением с толщиной стенки 6 мм и более, подлежат маркировке (клеймению) в месте доступном для осмотра с обозначением логотипа изготовителя, номера бригады, диаметра, толщины стенки, градус (для отвода) и порядковый номер изделия. Сваренный и зачищенный стык сварщик должен заклеймить присвоенным ему клеймом. Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 кгс/см2) клеймо может наплавляться сваркой.
10.5 Контроль сварных стыков
10.5.1 Контроль сварных стыков трубопроводов включает в себя следующие виды:
- визуальный и измерительный контроль (ВИК) по ГОСТ 3242-79;
- физические методы контроля: (радиографический и ультразвуковой методы контроля) по ГОСТ 7512, ГОСТ 23055-78, ГОСТ 20426-82, ГОСТ 14776-79; и в соответствии с требованиями раздела 12 настоящего стандарта;
- механические испытания - в соответствии с требованиями раздела 12 настоящего стандарта.
11 Требования к сильфонным компенсаторам
11.1 Область применения
11.1.1 Настоящий раздел стандарта распространяется на сильфонные компенсаторы и сильфонные компенсационные устройства DN 50-1400 и PN 1,6 МПа (16 кгс/см2), 2,5 МПа (25 кгс/см2), применяемые в тепловых сетях систем теплоснабжения и устанавливает общие технические требования к сильфонным компенсаторам и сильфонным компенсационным устройствам трубопроводов горячей воды, относящихся к категориям III (группа 2) и IV в соответствии с требованиями правил [3].
11.1.2 Количество и размещение сильфонных компенсаторов и сильфонных компенсационных устройств должно быть предусмотрено проектной организацией в соответствии с правилами [3].
11.2 Технические требования к сильфонным компенсаторам (сильфонным компенсационным устройствам)
11.2.1 Показатели назначения
11.2.1.1 Основные показатели назначения сильфонных компенсаторов (сильфонных компенсационных устройств) должны быть приведены в ТУ, КД и ЭД (ПС) и должны включать:
- тип сильфонных компенсаторов (функциональное назначение) - осевой, поворотный; стартовый;
- тип сильфонных компенсационных устройств;
- номинальный диаметр DN;
- номинальное давление PN;
- наименование и параметры проводимой среды:
а) химический состав и фазовое (агрегатное) состояние;
б) температуру;
- герметичность;
- климатическое исполнение (с параметрами окружающей среды);
- дополнительные показатели применительно к конкретным видам сильфонных компенсаторов (сильфонных компенсационных устройств).
11.2.2 Конструктивные требования
11.2.2.1 Общие требования
Трубопроводы горячей воды систем теплоснабжения должны быть оснащены следующими видами и типами сильфонных компенсаторов (сильфонных компенсационных устройств):
- осевой сильфонный компенсатор;
- поворотный сильфонный компенсатор;
- стартовый сильфонный компенсатор;
- односильфонное компенсационное устройство универсальное;
- двухсильфонное компенсационное устройство пролетное.
Значения осевой жесткости Сλ, коэффициента местного сопротивления ξ и эффективной площади, Sэф сильфонных компенсаторов (сильфонных компенсационных устройств) должны быть минимально возможными для каждого типоразмера.
Сильфонные компенсационные устройства должны иметь тепло-гидроизоляцию в соответствии с требованиями ТУ. Сильфонные компенсационные устройства, применяемые для бесканальной прокладки теплопроводов с пенополиуретановой теплоизоляцией в полиэтиленовой оболочке, должны соответствовать требованиям ГОСТ 30732.
Сильфонные компенсационные устройства должны обеспечивать:
- полную компенсацию осевых перемещений теплопровода;
- достаточную жесткость и соосность сильфонов, а также их защиту от поперечных усилий и изгибающих моментов, возникающих при возможных прогибах теплопровода из-за просадки грунта или направляющих опор;
- исключение возможности попадания грунтовых вод под полиэтиленовую оболочку теплоизоляции, на провода СОДК, а также на сильфон.
Сильфонные компенсационные устройства должны быть оборудованы проводами СОДК. Проводники СОДК внутри подвижной части сильфонного компенсационного устройства должны обеспечивать контроль герметичности сильфона в период его эксплуатации. Электрическое сопротивление между стальными патрубками сильфонного компенсационного устройства и соединенными проводниками-индикаторами СОДК должно быть не менее 100 МОм при испытательном напряжении не менее 500В.
Номинальные и рабочие давления - по ГОСТ 356.
Номинальные диаметры, DN - по ГОСТ 28338.
Сильфонные компенсаторы (сильфонные компенсационные устройства) должны быть прочными при действии пробного давления, Рпр, равного 1,25PN, указанного в ТУ.
Сильфонные компенсаторы (сильфонные компенсационные устройства) должны быть герметичными. Уровень герметизации должен быть указан в ТУ и КД на конкретный вид и тип сильфонного компенсатора (сильфонного компенсационного устройства). Пороговая чувствительность систем контроля должна быть от 5×10-3 до 5×10-2, л×мкм×рт.ст./с.
Климатическое исполнение, условия эксплуатации должны соответствовать требованиям ГОСТ 15150 и указываться в ТУ, ЭД (ПС) на конкретный вид и тип сильфонных компенсаторов (сильфонных компенсационных устройств).
Показатели надежности, возможные отказы и критерии предельного состояния сильфонных компенсаторов должны быть указаны в ТУ, ЭД (ПС) на конкретные изделия.
Разработка и постановка на производство новых типов сильфонных компенсаторов (сильфонных компенсационных устройств) - по ГОСТ Р 15.201.
Допустимое содержание хлор-ионов в проводимой среде при температуре до 423К (150 °С) составляет 250 мг/л.
11.2.2.2 Показатели надежности
Обязательная номенклатура показателей надежности сильфонных компенсаторов (сильфонных компенсационных устройств) должна задаваться в соответствии с ГОСТ 27.003 и включать:
- показатель долговечности: назначенный срок службы сильфонных компенсаторов (сильфонных компенсационных устройств) не менее 30 лет;
- показатель безотказности: вероятность безотказной работы для назначенной наработки не менее 0,95.
Назначенная наработка сильфонных компенсаторов (сильфонных компенсационных устройств) при растяжении - сжатии от минимального до максимального состояния под действием осевого усилия и внутреннего давления должна быть не менее 10 циклов. Назначенная наработка в пределах 70 % амплитуды полного рабочего хода от состояния при минимальной температуре проводимой среды до максимального состояния компенсатора (сильфонного компенсационного устройства) должна быть не менее 150 циклов.
Назначенная наработка в пределах 20 % амплитуды полного рабочего хода от любого первоначального состояния компенсатора (сильфонного компенсационного устройства) должна быть не менее 10000 циклов.
Назначенная наработка стартовых сильфонных компенсаторов при нагружении перемещениями:
- при вводе в тепловой сети эксплуатацию - один цикл, при нагружении 15 % ходом от полного осевого хода;
- в период выполнения работ по монтажу трубопровода - 100 циклов;
- показатель сохраняемости: срок сохраняемости компенсаторов до ввода в эксплуатацию не менее 5 лет.
Количественные значения показателей надежности должны быть указаны в ТУ и ЭД (ПС).
11.2.3 Требования к материалам
11.2.3.1 Для изготовления сильфонных компенсаторов (сильфонных компенсационных устройств) должны использоваться материалы, допущенные к применению Ростехнадзором.
Перечень материалов для изготовления присоединительных патрубков в зависимости от условий эксплуатации сильфонных компенсаторов (сильфонных компенсационных устройств) приведен в приложении М.
11.2.3.2 Сильфоны должны быть изготовлены из рулонной или листовой стали марок AISI 321 или ее аналогов: 05Х18Н10Т или 08Х18Н10Т по ГОСТ 5632. Для компенсаторов, работающих при температуре до 150 °С (кроме устанавливаемых на паропроводах), промежуточные слои сильфонов допускается изготавливать из стали марок 08Кп, 08Пс или 08Ю по ГОСТ 9045.
Материал сильфонов должен быть испытан на стойкость против МКК по ГОСТ 6032. Применение новых материалов - по правилам [3].
11.2.3.3 Сварочные материалы, применяемые при изготовлении сильфонных компенсаторов (сильфонных компенсационных устройств), должны удовлетворять требованиям соответствующих стандартов и иметь сертификат.
11.2.4 Требования к маркировке
11.2.4.1 Сильфонные компенсаторы (сильфонные компенсационные устройства) должны иметь клеймо ОТК предприятия-изготовителя и хорошо различимую маркировку в месте, указанном в рабочих чертежах, которая должна содержать:
- условное обозначение;
- заводской номер изделия;
- дату изготовления;
- значение номинального давления или рабочего давления при максимальной температуре проводимой среды (если оно не входит в условное обозначение);
- значение условного прохода (если оно не входит в условное обозначение);
- стрелки, указывающей направление потока проводимой среды - для изделий, предназначенных для одностороннего направления проводимой среды;
- значение максимальной температуры проводимой среды - для изделий, у которых имеется маркировка рабочего давления или для ограничения температуры по материалам отдельных деталей;
- товарный знак изготовителя и/или его наименование.
11.2.4.2 Маркировка должна быть выполнена способами, обеспечивающими ее качество и четкость (отливкой, штамповкой, ударным и др.). Объем маркировки, способ выполнения, места расположения и размеры знаков маркировки должны быть установлены КД.
11.2.5 Требования к эксплуатационным документам
11.2.5.1 Паспорт на сильфонные компенсаторы (сильфонные компенсационные устройства) должен содержать следующие сведения:
- наименование предприятия-изготовителя и его товарный знак;
- знак сертификации; данные о подтверждении соответствия (номер сертификата и срок его действия или регистрационный номер декларации соответствия и срок ее действия);
- условное обозначение сильфонного компенсатора (сильфонного компенсационного устройства);
- обозначение ТУ, по которому выпускается сильфонный компенсатор (сильфонное компенсационное устройство);
- номинальный диаметр и номинальное давление;
- значения компенсирующей способности и назначенной наработки на всех режимах эксплуатации;
- расчетные значения жесткости и эффективной площади;
- фактическое значение строительной длины сильфонного компенсатора (сильфонного компенсационного устройства);
- марку материала присоединительной арматуры;
- дату изготовления и заводской номер сильфонного компенсатора (сильфонного компенсационного устройства);
- сроки хранения, службы и гарантии изготовителя;
- свидетельство о приемке;
- сведения о приемо-сдаточных испытаниях и признании сильфонных компенсаторов годной к эксплуатации;
- сведения о консервации;
- штамп ОТК;
- краткие указания по монтажу сильфонного компенсатора (сильфонного компенсационного устройства).
11.2.6 Комплектность
11.2.6.1 В комплект поставки должны входить:
- сильфонный компенсатор (сильфонное компенсационное устройство);
- паспорт, составленный в соответствии с ГОСТ 2.601.
11.2.6.2 Паспорт оформляется на каждую единицу сильфонных компенсаторов (сильфонных компенсационных устройств).
11.2.7 Требования к консервации и упаковке
11.2.7.1 Вариант упаковки и вариант защиты сильфонных компенсаторы (сильфонных компенсационных устройств), обеспечивающие его хранение на открытом воздухе в соответствующих климатических условиях, должны быть указанны в ТУ на конкретный вид и тип сильфонных компенсаторов (сильфонных компенсационных устройств).
11.2.7.2 Присоединительные поверхности патрубков должны быть закрыты временными заглушками с целью защиты их от повреждений при транспортировке и хранении.
11.3 Требования безопасности
11.3.1 Общие требования безопасности по ГОСТ 12.2.063.
11.3.2 Сильфонные компенсаторы (сильфонные компенсационные устройства) должны обеспечивать герметичность относительно внешней среды.
11.3.3 В ЭД должны быть оговорены требования, обеспечивающие безопасность при эксплуатации сильфонных компенсаторов (сильфонных компенсационных устройств), в том числе:
- установка, монтаж и наладка должны выполняться в соответствии с требованиями ЭД;
- сильфонные компенсаторы (сильфонные компенсационные устройства) должны эксплуатироваться в соответствии с ТУ и ЭД.
11.3.4 К входному контролю, монтажу и эксплуатации, техническому освидетельствованию сильфонных компенсаторов (сильфонных компенсационных устройств) допускается квалифицированный персонал, изучивший устройство сильфонных компенсаторов (сильфонных компенсационных устройств), эксплуатационную документацию, правила безопасности, нормативную документацию Ростехнадзора по промышленной безопасности и охране окружающей среды, прошедший проверку знаний и допущенный к проведению работ в установленном порядке.
11.3.5 При эксплуатации должен вестись учет наработки, обеспечивающий контроль достижения назначенных показателей и показателей надежности.
Эксплуатация сильфонных компенсаторов (сильфонных компенсационных устройств) должна быть прекращена при достижении назначенных показателей или наступлении предельного состояния. Для определения возможности дальнейшей эксплуатации таких сильфонных компенсаторов (сильфонных компенсационных устройств) должна быть проведена экспертиза их промышленной безопасности.
11.3.6 Для обеспечения безопасной работы ЗАПРЕЩАЕТСЯ:
- эксплуатировать сильфонные компенсаторы (сильфонные компенсационные устройства) при отсутствии ЭД;
- использовать сильфонные компенсаторы (сильфонные компенсационные устройства) для работы в условиях, превышающих условия, указанные в ЭД;
- использовать сильфонные компенсаторы (сильфонные компенсационные устройства) в качестве опор для оборудования и трубопроводов.
11.3.7 Установка и крепление сильфонных компенсаторов (сильфонных компенсационных устройств) на транспортном средстве должны исключать возможность механических повреждений и загрязнений внутренних поверхностей сильфонных компенсаторов (сильфонных компенсационных устройств) и концов патрубков, обработанных под приварку к трубопроводу.
11.4 Правила приемки
11.4.1 Для проверки соответствия сильфонных компенсаторов (сильфонных компенсационных устройств) требованиям нормативной документации устанавливают следующие виды испытаний:
- приёмо-сдаточные;
- квалификационные;
- периодические;
- типовые.
Объем приемо-сдаточных, квалификационных и периодических испытаний, последовательность проверок и количество подвергаемых испытаниям образцов должны быть установлены в ТУ на поставку изделий.
11.4.2 Приемка продукции осуществляется техническим контролем предприятия - изготовителя в порядке, действующем в отрасли, в случаях, оговоренных при заказе, совместно с представителем заказчика или представителя Ростехнадзора.
11.4.3 Квалификационные, периодические и типовые испытания проводятся предприятием изготовителем при участии предприятия разработчика, представителя заказчика и представителя Ростехнадзора.
11.4.4 Квалификационным, периодическим и типовым испытаниям предшествуют приемо-сдаточные испытания.
11.4.5 Объем приемо-сдаточных, квалификационных и периодических испытаний, последовательность проверок и количество подвергаемых испытаниям образцов должны быть установлены в ТУ на поставку изделий.
11.4.6 На испытания сильфонные компенсаторы (сильфонные компенсационные устройства) предъявляются на испытания партиями.
11.4.7 Под партией следует понимать группу сильфонных компенсаторов (сильфонных компенсационных устройств) одного типоразмера, одновременно запущенных в производство, изготовленных по одному технологическому процессу и одновременно предъявленных к испытаниям.
11.4.8 Приемо-сдаточным испытаниям на соответствие требованиям, установленным ТУ на поставку, подвергают каждую партию сильфонных компенсаторов (сильфонных компенсационных устройств) в объеме 100 %.
11.4.9 Если в процессе приемо-сдаточных испытаний сильфонных компенсаторов (сильфонных компенсационных устройств) будет обнаружено несоответствие изделия хотя бы одному из требований ТУ на поставку или в ходе испытаний произойдет отказ, то сильфонные компенсаторы (сильфонные компенсационные устройства) считают невыдержавшими испытания и бракуют.
Под отказом понимается потеря герметичности изделия или разрушение его элементов.
11.4.10 Раздел «Правила приемки» технических условий на сильфонные компенсаторы (сильфонные компенсационные устройства) должен включать:
- проверку внешнего вида, маркировки и основных размеров изделия;
- гидравлические испытания на:
а) прочность;
б) герметичность относительно внешней среды;
- испытания на температурную стойкость.
11.5 Методы контроля
11.5.1 Испытательное оборудование, контрольно-измерительные приборы и технологическое оснащение должны обеспечивать получение необходимых режимов испытаний, а также достижение параметров и характеристик, указанных в ТУ на конкретный вид и тип сильфонных компенсаторов (сильфонных компенсационных устройств).
11.5.2 Испытательное оборудование должно аттестовано, а контрольно-измерительные приборы - поверены.
11.5.3 Проверку внешнего вида, маркировки и основных размеров изделия осуществляют при визуальном и инструментально-измерительном контроле.
При визуальном контроле сильфонных компенсаторов (сильфонных компенсационных устройств) должны быть проверены:
- наличие заглушек, обеспечивающих защиту кромок под сварку;
- маркировка;
- отсутствие на корпусе и торцах вмятин, задиров, механических повреждений;
- отсутствие на сильфоне вмятин, забоин, брызг расплавленного металла;
- отсутствие расслоений любого размера на торцах патрубков. При инструментально-измерительном контроле проверяется:
- диаметр проходного сечения;
- строительная длина сильфонных компенсаторов (сильфонных компенсационных устройств);
- разделка кромок под приварку (внутренний диаметр и толщина стенок);
- косина реза торцов патрубков.
Контроль размеров производится с помощью универсального или специального измерительного инструмента.
11.5.4 Испытания сильфонных компенсаторов (сильфонных компенсационных устройств) на прочность проводятся гидравлическим давлением Рпр = 1,25PN в соответствии с требованиями ГОСТ 28697.
В качестве испытательной среды используется питьевая вода по ГОСТ Р 51232.
При испытаниях сильфонные компенсаторы (сильфонные компенсационные устройства) должны быть предохранены от растяжения.
Допускается испытаниям на прочность подвергать изделия, как в собранном виде, так и отдельные узлы, с соблюдением требований безопасности.
Гидравлические испытания проводятся до нанесения антикоррозионного покрытия. Грунтовка, наносимая для исключения образования ржавчины, не считается защитным окрасочным слоем.
11.5.5 Испытания сильфонных компенсаторов (сильфонных компенсационных устройств) на герметичность проводятся питьевой водой по ГОСТ Р 51232.
Метод контроля - гидростатический, компрессионным способом по ГОСТ 24054.
При испытаниях сильфонные компенсаторы (сильфонные компенсационные устройства) должны быть предохранены от растяжения.
11.5.6 Испытания на температурную стойкость сильфонных компенсаторов (сильфонных компенсационных устройств) проводят путем контрольного прогрева изделий. Прогрев осуществляют в предварительно нагретой печи до температуры (548 ± 25)К ((275 ± 25) °С) выдержкой изделия при этой температуре в течение 1 часа. Вспучивание или разрывы на сильфоне и сварных швах не допускаются.
11.6 Транспортирование и хранение
11.6.1 Сильфонные компенсаторы (сильфонные компенсационные устройства) транспортируют транспортом всех видов в соответствии с правилами перевозок грузов, действующих на транспорте данного вида.
11.6.2 Условия транспортирования по условиям хранения 2(С)-9(ОЖ1) по ГОСТ 15150, воздействия механических факторов по группе (Ж) ГОСТ 23170.
11.6.3 Условия хранения сильфонных компенсаторов - 2С по ГОСТ 15150, если другие не указаны в ТУ. Условия хранения сильфонных компенсационных устройств должны соответствовать группе 5 (ОЖ4), тип атмосферы IV ГОСТ 15150. Хранение сильфонных компенсаторов и (сильфонных компенсационных устройств) на открытых площадках не допускается.
11.7 Эксплуатация
11.7.1 Монтаж и ввод в эксплуатацию
11.7.1.1 Сильфонные компенсаторы (сильфонные компенсационные устройства) должны применяться в строгом соответствии с их назначением в части рабочих параметров, сред, условий эксплуатации, характеристик надежности.
11.7.1.2 Монтаж сильфонных компенсаторов (сильфонных компенсационных устройств) должен осуществляться по документации проектировщика теплопровода с учетом норм и правил на проектирование, строительстве и эксплуатацию тепловых сетей в соответствии с указаниями по монтажу, приведенными ЭД.
11.7.1.3 Сильфонные компенсаторы (сильфонные компенсационные устройства) не должны испытывать нагрузок от трубопровода (при изгибе, сжатии, растяжении, кручении, перекосах, вибрации, неравномерности затяжки крепежа и т.д.). Не допускается нагружать сильфонные компенсаторы (сильфонные компенсационные устройства) весом присоединяемых участков труб, арматуры и механизмов. При необходимости должны быть предусмотрены опоры или компенсаторы, устраняющие нагрузку на сильфонные компенсаторы от трубопровода.
11.7.1.4 При приварке сильфонные компенсаторы (сильфонные компенсационные устройства) к трубопроводам необходимо обеспечить защиту внутренних полостей сильфонных компенсаторов и сильфонных компенсационных устройств от попадания сварного грата и окалины.
11.7.1.5 При монтаже и эксплуатации должны быть приняты меры, предохраняющие сильфонные компенсаторы (сильфонные компенсационные устройства) от затопления грунтовыми водами. При установке на открытом воздухе сильфонные компенсаторы по возможности должны быть защищены от прямого воздействия атмосферных осадков.
11.7.1.6 Строповка сильфонных компенсаторов (сильфонных компенсационных устройств) должна осуществляться за специально сделанные проушины, рым-болты, элементы конструкции или места крепления, указанные в эксплуатационной или конструкторской документации. Погрузочно-разгрузочные работы следует производить в соответствии с требованиями ГОСТ 12.3.009
11.7.2 Организационно-технические требования к эксплуатации
11.7.2.1 Сильфонные компенсаторы (сильфонные компенсационные устройства), применяемые в системах теплоснабжения, должны иметь сертификат соответствия и разрешение на применение, оформленные в установленном порядке.
11.7.2.2 Сильфонные компенсаторы (сильфонные компенсационные устройства) должны применяться по прямому назначению, в пределах установленного в ЭД назначенного срока службы и/или ресурса, должны содержаться в исправном состоянии, пронумерованы в соответствии с технологическими схемами.
11.7.2.3 Сильфонные компенсаторы (сильфонные компенсационные устройства) должны эксплуатироваться только при наличии ЭД и в соответствии с указаниями в ней.
11.7.2.4 При эксплуатации сильфонных компенсаторов (сильфонных компенсационных устройств) должны быть приняты организационные и технические меры предупреждения возможности нанесения ущерба здоровью людей или окружающей среде и проведения необходимых действий при возникновении опасных ситуаций.
11.7.2.5 Эксплуатирующие организации должны вести учет показателей долговечности. При достижении показателей долговечности должно проводиться списание сильфонных компенсаторов (сильфонных компенсационных устройств).
11.8 Гарантии изготовителя (поставщика)
11.8.1 Изготовитель (поставщик) должен гарантировать соответствие выпускаемых (поставляемых) сильфонных компенсаторов (сильфонных компенсационных устройств) требованиям ТУ при соблюдении потребителем условий применения, хранения, транспортирования, монтажа и эксплуатации, установленных в ЭД.
11.8.2 Гарантийный срок хранения без переконсервации должен быть указаны в ТУ и ЭД и составлять не менее 24 месяцев со дня изготовления.
11.8.3 Гарантийный срок эксплуатации должен быть указаны в ТУ и ЭД и составлять не менее 5 лет со дня отгрузки.
12 Требования к сварочным материалам и сварным соединениям труб и трубопроводов при монтаже и ремонте сетей теплоснабжения
12.1 Общие требования
12.1.1 Категория трубопровода, определяется рабочими параметрами теплоносителя на входе (при отсутствии в нём устройств изменяющих эти параметры), относится ко всему трубопроводу, независимо от его протяжённости.
12.1.2 Для сварки труб и трубопроводов систем теплоснабжения применяют следующие методы сварки плавлением:
- ручная дуговая сварка покрытыми электродами;
- дуговая сварка под флюсом;
- ручная и механизированная аргонодуговая сварка;
- сварка порошковой проволокой.
Сварка в углекислом газе или в смеси газов СО2 + Ar может быть использована только для фиксации кромок прихватками или ниточным швом при сборке труб для сварки. Прихватки, сборочный (ниточный) шов должны быть полностью переварены при сварке труб.
12.2 Основные требования к организации сварочных работ при изготовлении труб, монтаже и ремонте трубопроводов тепловых сетей
12.2.1 Изготовление, монтаж и ремонт труб и трубопроводов, на которые распространяются правила уполномоченных органов федеральной исполнительной власти должны выполнять предприятия (организации), имеющие разрешение на выполнение таких работ.
12.2.2 Предприятие, выполняющее сварку трубопроводов и его элементов, должно иметь разрешение уполномоченных органов федеральной исполнительной власти на применение конкретной технологии сварки, используемой на данном предприятии. Такое разрешение выдается на основании заключения специализированной организации уполномоченных органов федеральной исполнительной власти о результатах аттестации технологии сварки.
12.2.3 Изготовление элементов трубопроводов на заводах, сборочно-сварочные работы необходимо выполнять по аттестованному технологическому процессу, разработанному в соответствии с требованиями настоящего стандарта и других нормативных документов (НД) с учетом конкретных условий производства.
Определяющим фактором при разработке технологии сварочных работ и выборе сварочных материалов должна стать реальная возможность выполнения предприятием всех требований настоящего стандарта, которые в целях увеличения и обеспечения гарантированного срока безопасной эксплуатации систем теплоснабжения, могут быть предъявлены к свойствам проката (штрипса) и сварных соединений труб и трубопроводов:
- увеличение значений характеристик механических свойств, вязкости, сопротивления развитию трещин и коррозии металла основных зон сварного соединения (центр шва, линия сплавления, околошовная зона, зона термического влияния, основной металл);
- химическому и газовому составу основного металла (проката) и металла шва;
- макро и микро структуре сварного соединения (металла шва, околошовной зоны и зоны термического влияния);
- сплошности металла сварного соединения, количеству и составу неметаллических включений в металле шва и в основном металле;
- качеству поверхности и геометрии усиления металла шва.
12.2.4 При выборе способа сварки плавлением необходимо руководствоваться следующими основными положениями:
- стыки трубопроводов предпочтительнее сваривать комбинированным способом: корневую часть шва - ручной или автоматической аргонодуговой сваркой неплавящимся электродом, остальное сечение - ручной дуговой сваркой покрытыми электродами;
- при толщине стенки труб до 10 мм можно все сечение шва выполнять аргонодуговой сваркой; настоящая рекомендация не исключает возможности применения ручной дуговой сварки для всего сечения шва стыков труб указанных элементов;
- для соединения стыков труб из низко- и среднеуглеродистых, низкоуглеродистых марганцовистых, микролегированных сталей рекомендуется применять (преимущественно при изготовлении элементов трубопроводов на заводах) автоматическую сварку под слоем флюса.
Сварочные материалы и технология сварки труб и трубопроводов систем теплоснабжения подлежат аттестации исследовательской или производственной (первичной, периодической, внеочередной) по Программе, согласованной уполномоченными органами федеральной исполнительной власти.
Разрешение на применение сварочных материалов и технологии сварки выдают уполномоченные органы федеральной исполнительной власти на основании результатов аттестационных испытаний и заключения специализированной организации.
12.3 Сварочные материалы
12.3.1 Электроды для ручной дуговой сварки
12.3.1.1 Для ручной дуговой сварки стыков труб из низко- и среднеуглеродистых, микролегированных сталей необходимы электроды, применение которые обеспечит класс прочности металла сварного шва трубы равный или выше класса прочности основного металла и заданные значения ударной вязкости КСV металла зон стыкового сварного соединения при зарегистрированной минимальной климатической температуре в регионе строительства и ремонта трубопровода (таблица 12.2.1).
12.3.1.2 Электроды отечественного (таблица 12.3.2) и импортного (таблица 12.3.3) производства могут быть разрешены для применения при ручной сварке труб, при строительстве и ремонте трубопроводов, на основании аттестационных испытаний подтверждающих практическую возможность получения требуемых значений механических свойств и ударной вязкости КСV металла шва при минимальной зарегистрированной климатической температуре в регионе монтажа и ремонта трубопроводов тепловых сетей (от минус 10 до минус 60 °С).
Таблица 12.2.1 - Требования к ударной вязкости стыкового сварного соединение
|
Гарантированный класс прочности металла труб и сварного соединения трубопровода |
Минимальная зарегистрированная климатическая температура в регионе строительства и ремонта трубопровода, Т исп.(°С) |
Ударная вязкость KCV, не менее, Дж/см2 (кгс ∙ м/см2) |
||
|
зона сплавления |
центр шва |
|||
|
Низко- и среднеуглеродистая |
К34 - К42 К42 - К48 |
минус 10 °C |
39,2 (4,0) |
34,3 (3,5) |
|
низкоуглеродистая марганцовистая |
К48 - К52 |
минус 20 °C |
39,2 (4,0) |
34,3 (3,5) |
|
Низкоуглеродистая микролегированная |
К48 - К52 |
минус 30 °C |
39,2 (4,0) |
34,3 (3,5) |
12.3.1.3 Согласованная с уполномоченной специализированной организацией Программа плановой (каждые 3 года) производственной аттестации технологии сварки применяемой при монтаже трубопровода и ремонте сварных соединений элементов трубопровода должна предусматривать подтверждение заданных значений характеристик металла сварных соединений труб, трубопровода и тепловых сетей.
12.3.1.4 Перед сваркой электроды должны быть прокалены по режиму, приведенному в соответствующем документе или этикетке. В случае отсутствия таких данных режим прокалки выбирают по таблице 12.3.4.
12.3.1.5 Электроды с основным покрытием, предназначенные для сварки перлитных сталей, следует использовать в течение 5 суток после прокалки, другие электроды - не боле 15 суток, если их хранят на складе при температуре не ниже плюс 15 °С при относительной влажности не более 50%. По истечении срока хранения электроды перед применением необходимо вновь прокалить. В случае хранения электродов и флюсов после прокалки в сушильном шкафу при температуре от 80 до 115 °С срок их годности не ограничивается.
Таблица 12.3.1 - Химический состав и механические свойства металла шва, наплавленного при ручной сварке труб из углеродистых и низколегированных сталей электродами российского производства (справочно)
|
Углерод % |
Кремний % |
Марганец % |
Фосфор, % |
Сера, % |
Временное сопротивление разрыву, МПа (кгс/мм2) |
Относительное удлинение % |
Ударная вязкость KCU Дж/см2 (кгс/см2) |
||||
|
не более |
+20 °C |
-20 °C |
-40 °C |
-60 °C |
|||||||
|
Э42А: УОНИ-13/45 |
0,8 - 0,12 |
0,18 - 0,30 |
0,55 - 0,70 |
0,035 |
0,030 |
410 |
22 |
150 (15) |
- |
- |
- |
|
Э46А: ОЗС-12 |
< 0,10 |
0,10 - 0,20 |
0,40 - 0,70 |
0,035 |
0,030 |
470 (48) |
20 |
100 (10) |
- |
- |
- |
|
ТМУ-46 |
0,08 - 0,12 |
0,20 - 0,45 |
0,60 - 0,90 |
0,035 |
0,030 |
460 (47) |
24 |
- |
- |
- |
- |
|
Э50А: УОНИ-13/55 |
< 0,14 |
0,18 - 0,40 |
0,80 - 1,00 |
0,035 |
0,030 |
490 (50) |
20 |
127 (13) |
- |
- |
- |
|
УОНИ-13/55С |
0,08 - 0,12 |
0,20 - 0,50 |
0,80 - 1,20 |
0,035 |
0,030 |
510 (52) |
20 |
127 (13) |
- |
- |
- |
|
ТМУ-1У |
0,04 - 0,08 |
0,25 - 0,50 |
1,20 - 1,45 |
Сера + Фосфор < 0,035 |
510 - 590 (52 - 60) |
26 |
KCV |
||||
|
120 (12) |
- |
60 (6,0) |
- |
||||||||
|
ТМЛ-3У |
0,04 - 0,08 |
0,30 - 0,55 |
1,20 - 1,55 |
515 - 595 (52,5 - 61,0) |
26 |
120 (12) |
- |
45 (4,5) |
- |
||
|
Примечания: * - для сварки корневого слоя ** - для сварки заполняющих и облицовочного слоев наплавленного металла |
|||||||||||
Таблица 12.3.2 - Химический состав и механические свойства металла шва, наплавленного при ручной сварке труб из углеродистых и низколегированных сталей (электроды зарубежных фирм для сварки труб) (справочно)
|
Химический состав металла шва, в мас. % |
Механические свойства металла шва (в состоянии после сварки) |
||||||||||
|
Углерод % |
Кремний % |
Марганец % |
Другие элементы |
σв МПа (кгс/мм2) |
σ0,2 МПа (кгс/мм2) |
δ, % |
Ударная вязкость KCV Дж/см2 (кгс/см2) |
||||
|
+20 °C |
-20 °C |
-40 °C |
-60 °C |
||||||||
|
ТМУ-1У [Н96] |
0,04 - 0,08 |
0,25 - 0,50 |
1,20 - 1,45 |
Сера + Фосфор < 0,035 |
510 - 590 (52 - 60) |
- |
26 |
120 (12) |
- |
60 (6,0) |
- |
|
ТМЛ-3У [Н97] |
0,04 - 0,08 |
0,30 - 0,55 |
1,20 - 1,55 |
515 - 59 (52,5 - 61,0) |
- |
26 |
120 (12) |
- |
45 (4,5) |
- |
|
|
ОК 53.70* [Н98] |
0,06 |
0,45 |
1,15 |
- |
530 (54) |
440 |
30 |
- |
150 (15) |
120 (12) |
100 (10) |
|
ОК 48.04* [Н98] |
0,06 |
0,50 |
1,1 |
- |
560 |
480 |
30 |
- |
150 |
100 |
- |
|
Fox EV PIPE* [Н99] |
0,06 |
0,60 |
0,9 |
Ni - 0,17 % |
500 - 560 |
29 |
170 (17) |
100 (10) |
90 (9) |
60 (6) |
|
|
Phoenix K50R mod [Н99] |
0,06 |
0,55 |
0,95 |
- |
510 |
420 |
25 |
120 (12) |
- |
(-30 °C) 47 |
- |
Таблица 12.3.3 - Режимы прокалки электродов и флюсов
|
Режимы повторной (перед использованием) прокалки |
||
|
температура, °С |
продолжительность, ч (допуск +0,5 ч) |
|
|
Электроды ТМУ-1У; ТМЛ-3У |
360 ± 20 |
2,0 |
|
флюс ФЦ-16 |
620 ± 20 |
4,0 |
|
Примечание - Прокалка электродов может производиться не более трех раз. Число прокалок флюса не ограничивается. Если электроды после трехкратной прокалки показали неудовлетворительные сварочно-технологические свойства, то применение их для сварочных работ не допускается. |
||
12.3.2 Сварочная проволока
12.3.2.1 Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, механизированной в углекислом газе и автоматической сварки под флюсом необходимо применять сварочную проволоку сплошного сечения, химический состав которой соответствует требованиям таблица 12.3.4
Таблица 12.3.4 - Химический состав сварочной проволоки
|
Химический состав сварочной проволоки, мас. % |
||||||||
|
углерод |
марганец |
кремний |
никель |
хром |
сера |
фосфор |
||
|
не более |
||||||||
|
Cв-08ГА |
0,05 - 0,10 |
0,7 - 1,0 |
0,20 - 0,35 |
н.б. 0,20 |
0,20 |
0,005 |
0,008 |
|
|
Св-08Г2А |
0,05 - 0,10 |
1,4 - 1,7 |
0,20 - 0,35 |
н.б. 0,20 |
0,20 |
0,005 |
0,008 |
|
|
Cв-08ГА* |
0,05 - 0,10 |
0,7 - 1,0 |
0,40 - 0,70 |
н.б. 0,20 |
0,20 |
0,005 |
0,008 |
|
|
Св-08Г2А* |
0,05 - 0,10 |
1,4 - 1,7 |
0,40 - 0,70 |
н.б. 0,20 |
0,20 |
0,005 |
0,008 |
|
|
Св-05НМА** |
0,04 - 0,07 |
1,8 - 2,1 |
0,20 - 0,35 |
1,40 - 1,60 |
0,20 |
0,005 |
0,008 |
|
|
Примечания: * Содержат титан от 0,05 до 0,10 %; ** Содержание молибдена от 0,20 до 0,30 % |
||||||||
12.3.2.2 Поверхность проволоки сплошного сечения должна быть чистой, без окалины, ржавчины, масла и грязи. При необходимости ее очищают от ржавчины и грязи пескоструйным аппаратом или травлением в 5 % растворе соляной или ингибированной кислоты (3 % раствор уротропина в соляной кислоте). Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется отжечь при температуре от 150 до 200 °С в течение от 1,5 до 2,0 часов. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для автоматической сварки, нельзя допускать ее резких перегибов (переломов).
В случае применения обмеднённой сварочной проволоки (суммарное содержание меди в металле проволоки и покрытии должно быть не более 0,20 %) отпадает необходимость в механическом воздействии на поверхность проволоки с целью её очищения перед сваркой. Улучшается электрический контакт проволоки с мундштуком сварочной горелки.
12.3.3 Флюс для автоматической сварки
12.3.3.1 Для автоматической сварки под флюсом поворотных стыков труб из углеродистой и низколегированной конструкционной стали следует применять флюсы марок, приведенных в таблице 12.3.5.
12.3.3.2 Перед применением флюс должен быть прокален по режиму рекомендованному поставщиком (изготовителем) флюса, а если таких рекомендаций нет, то по режиму указанному в таблице 12.3.3, после чего флюс можно использовать в течение 15 суток, если хранить в соответствии с требованиями п. 12.3.1.
Таблица 12.3.5 - Сварочные материалы для автоматической сварки под флюсом
|
Сварочная проволока |
марка флюса* |
|
|
Ст.10 К34 - К42 |
Cв-08ГА |
995N ФЦ-16 ФЦ-11 ФКС-39 АН-45 |
|
Ст.20, К42 - К48 |
Св-08ГА |
|
|
Ст.10Г2 К48 - К52 |
Св-08Г2А |
|
|
Ст.06ГФБА К48 - К52 |
Св-05НМА |
12.3.4 Аргон, кислород, и углекислый газ
12.3.4.1 В качестве защитного газа при ручной и автоматической аргонодуговой сварке неплавящимся электродом применяют аргон высшего и первого сортов. Допускается использовать газообразный и жидкий аргон.
12.3.4.2 Для механизированной сварки в качестве защитного газа следует применять газообразный и жидкий углекислый газ высшего и первого сортов.
12.3.5 Вольфрамовые электроды для аргонодуговой сварки
12.3.5.1 Для ручной и автоматической сварки в среде аргона в качестве не-плавящегося электрода следует применять вольфрамовые электроды из вольфрама марок ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15, лантанированного вольфрама марки ВЛ по ТУ 48-19-27-87 или итрированного вольфрама марки СВИ-1 по ТУ 48-19-221-83 диаметром от 2 до 4 мм.
12.3.5.2 Для легкого возбуждения дуги и повышения стабильности ее горения конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять от 6 до 10, а диаметр притупления от 0,2 до 0,5 мм.
12.4 Подготовка производства
12.4.1 Входной контроль основных материалов
12.4.1.1 Входной контроль металла (труб, листов, профильного проката), конструктивных элементов трубопроводов, поступающих на предприятие для изготовления, монтажа или ремонта сетей теплоснабжения включает следующие контрольные операции:
- проверку наличия сертификата, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий или конструкторской документации;
- проверку наличия маркировки и соответствия ее сертификатным или паспортным данным;
- осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений.
12.4.1.2 При отсутствии сертификата или неполноте сертификатных данных применение этого металла может быть допущено только после проведения испытаний, подтверждающих соответствие металла всем требованиям стандарта или технических условий.
12.4.1.3 Конструктивные элементы труб и трубопроводов, не имеющие заводского паспорта (сертификата), не могут быть допущены для дальнейшего производства (монтажа, ремонта, укрупнения).
12.4.1.4 Входной контроль основных материалов (металла и конструктивных элементов) осуществляет Заказчик этих материалов. Результаты входного контроля должны быть переданы монтажной (ремонтной) организации.
12.4.2 Входной контроль сварочных материалов и материалов для дефектоскопии
12.4.2.1 Перед использованием сварочных материалов (электродов, сварочной проволоки, флюса и др.) должны быть проверены:
- наличие сертификата (на электроды, проволоку и флюс), полнота приведенных в нем данных, их соответствие требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
- наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и другой таре) соответствующих этикеток (ярлыков) или бирок с проверкой полноты указанных в них данных;
- сохранность упаковок и самих материалов;
- для баллонов с газом - наличие документа, регламентированного стандартом на соответствующий газ.
12.4.2.2 При отсутствии сертификата или неполноте сертификатных сведений сварочный материал данной партии может быть допущен к использованию после проведения испытаний и получения положительных результатов по всем показателям, установленным соответствующим нормативным документом - стандартом (техническими условиями) или паспортом на данный вид материала.
В случае расхождения сертификатных данных с требованиями соответствующего НД партия сварочных материалов к использованию не допускается.
12.4.2.3 При обнаружении повреждения или порчи упаковки или самих материалов вопрос о возможности использования этих материалов решает руководитель сварочных работ совместно с ОТК (СТК) предприятия (организации).
12.4.2.4 Каждая часть сварочной проволоки, отделенная от бухты (мотка), должна быть снабжена биркой, на которой указываются марка, номер плавки и диаметр проволоки.
Контроль электродов для ручной дуговой сварки
12.4.2.5 Перед применением каждой партии электродов независимо от наличия сертификата должны быть проконтролированы:
- сварочно-технологические свойства;
- соответствие наплавленного металла легированных электродов требованиям марочного состава.
Результаты проверки электродов должны быть оформлены соответствующим актом. Перед выдачей электродов сварщику необходимо убедиться в том, что они были прокалены и срок действия прокалки не истек.
Примечание - При наличии на этикетках пачек номеров замесов электродов (в пределах одной партии) рекомендуется проводить указанный в п. 12.4.4.5 контроль каждого замеса.
12.4.2.6 Сварочно-технологические свойства электродов, предназначенных для сварки трубопроводов из углеродистых и низколегированных сталей, в том числе для приварки труб (штуцеров) к коллекторам или трубопроводам, необходимо определять при сварке в потолочном положении одностороннего таврового образца из двух погонов, вырезанных из труб, или двух пластин размером 180×140 мм (рисунок 12.3.1). Сварку погонов выполняют в один слой.
Рисунок 12.3.1 - Схема сварки таврового соединения пластин (погонов из труб) для определения технологических свойств электродов
Технологические свойства электродов проверяют также при сварке потолочного участка или всего вертикального стыка труб диаметром от 133 до 159 мм с толщиной стенки от 10 до 18 мм из соответствующей стали.
После сварки таврового образца шов и излом по шву осматривают. Для облегчения разрушения образца следует сделать надрез по середине шва со стороны выпуклости шва глубиной от 1,5 до 2,0 мм.
После сварки стыка труб шов протачивают на токарном станке со снятием слоя толщиной до 0,5 мм или подвергают радиографическому контролю для определения сплошности металла.
12.4.2.7 Толщину пластин (погонов) и катет шва при сварке тавровых образцов выбирают в зависимости от диаметра электрода по таблице 12.4.1.
Таблица 12.4.1 - Толщина пластин (погонов) и катетов швов при сварке тавровых образцов в зависимости от диаметра электрода
В миллиметрах
|
до 2,0 |
от 2,1 до 3,0 |
от 3,1 до 4,0 |
свыше 4,1 |
|
|
Толщина пластины |
от 3,0 до 6,0 |
от 6,1 до 10,0 |
от 10,1 до 16,0 |
от 16,1 до 20,0 |
|
Катет шва |
от 2,0 до 4,0 |
от 4,1 до 6,0 |
от 6,1 до 8,0 |
от 8,1 до 10,0 |
12.4.2.8 Пластины и погоны из металла труб для проверки технологических свойств электродов должны быть изготовлены из стали той марки, для сварки которой могут быть использованы проверяемые электроды в соответствии с данными таблиц 12.3.1 и 12.3.2.
12.4.2.9 Сварочно-технологические свойства электродов должны удовлетворять основным требованиям:
- дуга легко зажигается и стабильно горит;
- покрытие плавится равномерно без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях;
- образующийся при сварке шлак обеспечивает правильное формирование шва и легко удаляется после охлаждения;
- в металле шва (наплавленном металле) нет трещин.
Образование «козырька» из покрытия размером более 3 мм и отваливание кусков не расплавившегося покрытия от стержня являются браковочными признаками.
Для определения размера «козырька» и прочности покрытия отбирается от 10 до 12 электродов из пяти или шести пачек и производится их расплавление в вертикальном положении с углом наклона электрода к шву от 50 до 60°. Размер «козырька» измеряется от торца стержня электрода до наиболее удаленной части оплавившегося покрытия.
12.4.2.10 При неудовлетворительных сварочно-технологических свойствах электродов они должны быть повторно прокалены. Если после этого при проверке сварочно-технологических свойств получены неудовлетворительные результаты, то данная партия электродов бракуется, на нее оформляется акт-рекламация, который направляется заводу-изготовителю и в свою вышестоящую организацию.
12.4.2.11 Для проверки соответствия электродов марочному составу на малоуглеродистую пластинку наплавляют три бобышки высотой и диаметром у основания, равными не менее чем четырем диаметрам контролируемого электрода. Из разных пачек замеса берут три электрода, при этом каждую бобышку наплавляют одним электродом. Верхнюю площадку бобышки зачищают до металлического блеска и стилоскопированием определяют содержание элементов, входящих в марочный состав (100 % стыков трубопроводов, 10 % угловых соединений приварки к коллекторам и др.). Если при проверке выявлено несоответствие наплавленного металла марочному составу (хотя бы одного из трех испытанных электродов), замес должен быть подвергнут повторному стилоскопированию. При повторном контроле проверяют по 10 электродов каждого замеса, результаты испытаний которых были неудовлетворительными.
Стилоскопический контроль может быть заменен количественным химическим или спектральным анализом верхней части наплавки.
12.4.2.12 При неполноте данных в сертификате или сомнении в качестве электродов, помимо проверки сварочно-технологических свойств, определяют химический состав и (или) механические свойства наплавленного металла (металла шва) партии электродов.
Для этого необходимо сварить встык две пластины (или два погона) размером 350×110 мм, толщиной от 12 до 18 мм из соответствующей стали; погоны вырезают из трубы диаметром более 150 мм.
Из металла шва (рисунок 12.4.2) необходимо изготовить:
- три продольных образца (2) для испытания на растяжение и определить временное сопротивление σв, предел текучести σ0,2 и относительное удлинение δ;
- три поперечных образца (1) с острым надрезом Шарпи перпендикулярном поверхности проката для испытания на ударный изгиб и определения ударной вязкости KCV наплавленного металла шва.
Для проверки химического состава из наплавленного металла должно быть набрано от 30 до 40 г стружки.
Заготовки образцов наплавленного металла углеродистых и низколегированных электродов для испытаний на ударный изгиб и растяжение вырезать механическим путем с припуском от 1 до 2 мм на последующую чистовую механическую обработку.
Химический состав металла наплавленного электродами должен соответствовать таблицам 12.3.1 и 12.3.2.
Механические свойства наплавленного металла шва определяют испытанием образцов, чертёж которых представлен на рисунке 12.4.2.
12.4.2.13 Значения характеристик механических свойств наплавленного металла шва определяют как среднее арифметическое из данных, полученных при испытании образцов. Значения должны быть не менее указанных в таблице 12.3.1. Испытания растяжением считают удовлетворительными, если их результаты на одном из трёх образцов не более чем на 10 % ниже требований, указанных в таблице 12.3.1, а для ударной вязкости - не более чем на 10 Дж/см2 (1 кгс ∙ м/см2) ниже установленных норм при условии, что средний арифметический показатель соответствует нормативным требованиям.
12.4.2.14 При неудовлетворительных результатах какого-либо вида механических испытаний, а также при несоответствии химического состава наплавленного металла значениям, приведенным в таблице 12.3.1, разрешаются повторные испытания на удвоенном количестве образцов.
Повторно проводят тот вид механических испытаний, по которому получены неудовлетворительные результаты.
При повторном химическом анализе определяют содержание тех элементов, которые по результатам первого анализа не удовлетворяют требованиям, указанным в таблицах 12.3.2 и 12.3.1.
При неудовлетворительных результатах повторных испытаний даже по одному из видов испытаний партия электродов бракуется и не может быть использована для сварки изделий, на которые распространяется настоящий раздел стандарта.
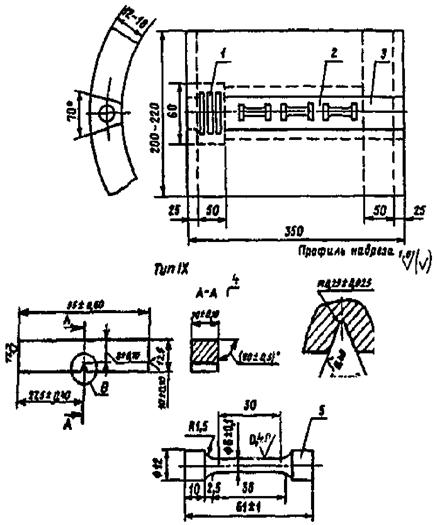
1 - заготовка образца для испытания на ударный изгиб; 2 - заготовка образца для испытания на растяжение; 3 - заготовка пробы для химического анализа; 4 - образец (Шарпи) для испытания на ударный изгиб (тип IX) по ГОСТ 6996); 5 - образец для испытания на растяжение (тип П)
Рисунок 12.4.2 - Схема вырезки образцов для испытания металла шва
12.4.2.15 Контроль сварочной проволоки
12.4.2.16 Каждая партия сварочной проволоки перед выдачей на производственный участок должна быть проконтролирована путем осмотра поверхности проволоки в каждой бухте (мотке, катушке). На поверхности проволоки не должно быть окалины, ржавчины, следов смазки, задиров, вмятин и других дефектов и загрязнений.
12.4.2.17 Каждая бухта (моток, катушка) сварочной проволоки сплошного сечения перед сваркой (независимо от способа сварки) должна быть проверена стилоскопированием на соответствие содержания основных легирующих элементов требованиям, приведенным в таблице 12.3.5. Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования бухта проволоки не может быть использована для сварки до установления состава проволоки количественным химическим анализом.
12.4.2.18 Каждая партия сварочной проволоки, каждая партия флюса и каждая партия проката (штрипса) должны быть проверены в том сочетании, в котором они будут использованы при сварке не только контрольной пробы, а также - изделий (труб, трубопроводов, их элементов), на изготовление и эксплуатацию которых распространяются правила уполномоченных органов федеральной исполнительной власти.
Металлургические свойства сочетания флюса и сварочной проволоки при сварке, проверяют определением химического состава металла шва сварного соединения контрольной пробы, значений его характеристик механических свойств (при плюс 20 °С) и ударной вязкости (при минимальной температуре строительства и ремонта трубопровода (от минус 10 до минус 30 °C).
Прокат и толщина пластин, геометрия разделки, сварочные материалы, режим сварки контрольной пробы с использованием проверяемого сочетания партий флюса и проволоки должны соответствовать штатным условиям сварки труб и трубопровода.
Сварочно-технологические свойства сварочных материалов оценивают визуальным контролем: отделимость шлаковой корки при наплавке валика на пластину, а с помощью лупы пятикратного увеличения, проверяют наличие на поверхности валика неровностей глубиной более 1,5 мм, трещин, пор и подрезов.
Для проверки значений характеристик металла сварного соединения контрольной пробы из неё изготавливают для испытаний:
- два продольных образца из металла шва для испытания на растяжение при Температуре испытаний равной плюс 20 °С и определения механических свойств металла сварного шва: σв временное сопротивление, σ0,2 предел текучести, σ0,2/σв, величина отношения, δ относительное удлинение и φ относительное сужение;
- два поперечных (относительно сварного шва) плоских образца для испытания на растяжение при температуре испытаний равной плюс 20 °С и определения σв временного сопротивления металла сварного соединения;
- по три образца на каждую температуру испытания металла шва на ударный изгиб для определения ударной вязкости КСV металла центра шва при температуре испытаний равной плюс 20 °С и в зависимости от марки стали при температуре испытаний в пределах от минус 10 до минус 30 °C - минимальной температуре монтажа и ремонта трубопровода;
- по три образца на каждую температуру испытания металла сварного соединения на ударный изгиб для определения ударной вязкости КСV металла околошовной зоны при температуре испытаний плюс 20 °С и температуре испытаний в пределах от минус 10 до минус 30 °С минимальной температуре монтажа и ремонта трубопровода;
- четыре поперечных (относительно сварного шва) плоских образца для испытания сварного соединения на загиб - по два образца для испытания соответственно внутреннего и наружного проходов сварного шва (при толщине стенки трубы не менее 11 мм).
Результаты испытаний считаются удовлетворительными, если:
- временное сопротивление разрыву (продольных и поперечных образцов) будет выше минимально допустимого значения для основного металла, который необходимо сваривать с использованием испытанных материалов;
- относительное удлинение - не менее 16 %;
- ударная вязкость в центре шва KCV ≥ 39,2 Дж/см2 (4,0 кгс ∙ м/см2) для линии сплавления KCV ≥ 34,3 Дж/см2 (3,5 кгс ∙ м/см2) при минимальной температуре монтажа и ремонта трубопроводов (минус 10 до минус 30 °C);
- угол загиба без трещин металла сварного шва не менее 100°.
12.4.2.19 Каждая партия порошковой проволоки перед применением должна быть подвергнута испытанию. Валик наплавляется на пластину толщиной от 14 до 18 мм в нижнем положении по режиму, предписанному для данной марки проволоки. Проверке сварочно-технологических свойств путем визуального контроля с помощью лупы пятикратного увеличения, чтобы выявить трещины, поры и неровности на поверхности валика.
12.4.2.20 Перед выдачей флюса для сварки необходимо убедиться в том, что он был подвергнут в соответствии с требованиями п. 12.3.3.2 прокалке, срок действия которой не истек. Входной контроль сварочных материалов осуществляют при определении временного сопротивления, относительного удлинения и ударной вязкости металла шва контрольной пробы изготовленной с применением при сварке сочетания проверяемых партий флюса и сварочной проволоки.
12.4.2.21 Перед использованием газа из каждого баллона следует проверить качество газа, для чего надо наплавить на пластину или трубу валик длиной от 100 до 150 мм и по внешнему виду поверхности наплавки определить ее качество. При обнаружении пор в металле шва газ, находящийся в данном баллоне, бракуют.
12.4.2.22 Каждая партия материалов для дефектоскопии (реактивов для травления, радиографической пленки, усиливающих экранов, фотореактивов и др.) перед использованием должны быть проконтролированы на:
- наличие на каждом упаковочном месте (пачке, коробке, емкости и др.) этикеток с проведением проверки полноты приведенных в них данных и соответствия этих данных требованиям соответствующих национальных стандартов, стандартов организаций, ТУ и инструкций;
- отсутствие повреждения и порчи упаковки или самих материалов;
- действие срока годности, указанного в сопроводительной документации;
- соответствие качества материалов требованиям методических документов на данный вид контроля.
12.4.2.23 При неудовлетворительных результатах контроля данная партия материала для дефектоскопии бракуется (полностью или частично).
Примечание - По истечении срока годности материалов для радиографирования их использование допускается только после проведения испытаний, подтверждающих их пригодность. Испытания проводят не менее чем на четырех контрольных образцах. Результаты таких испытаний действительны в течение шести месяцев
12.5 Контроль качества сварных соединений
12.5.1 Общие положения
12.5.1.1 В процессе изготовления, монтажа и ремонта трубопроводов и трубных систем теплоснабжения необходим систематический контроль качества сварочных работ и сварных соединений:
- предварительный контроль (включая входной контроль);
- операционный контроль и приемочный контроль сварных соединений.
12.5.1.2 Требования к методам, объемам и объектам предварительного контроля, включают проверку аттестации персонала, проверку оборудования и аппаратуры, контроль основных и сварочных материалов, а также требования к операционному контролю сборочных и сварочных работ, изложены в соответствующих разделах настоящего стандарта.
Результаты по каждому виду предварительного и операционного контроля оформляют отдельными документами или фиксируют в журналах организации, выполняющей этот контроль.
12.5.1.3 Приемочный контроль сварных соединений трубопроводов, на которые распространяются правила уполномоченных органов федеральной исполнительной власти, содержит:
- визуальный и измерительный контроль;
- стилоскопирование деталей и металла сварных швов;
- измерение твёрдости металла шва;
- ультразвуковая и радиографическая дефектоскопия;
- испытание механических свойств, ударной вязкости и металлография металла сварного соединения контрольной пробы;
- капиллярный или магнитопорошковый контроль;
- гидравлические испытания.
На основании результатов приемочного контроля сварных соединений монтажная (ремонтная) организация оформляет техническую документацию на выполненные сварочные работы при монтаже и ремонте трубопроводов, на которые распространяются требования правил уполномоченных органов федеральной исполнительной власти.
12.5.1.4 Контроль качества сварных соединений трубопроводов, на которые не распространяются правила уполномоченных органов федеральной исполнительной власти, должен осуществляться с помощью:
- визуального и измерительного контроля;
- ультразвукового или радиографического контроля;
- испытания механических свойств металла сварного соединения контрольной пробы;
- другие методы контроля, предусмотренные соответствующими санитарными нормами и правилами, чертежами или техническими условиями на изготовление и монтаж этих трубопроводов.
12.5.1.5 Назначение и применение методов контроля, их объемов и сочетания регламентируются в соответствии с правилами уполномоченных органов федеральной исполнительной власти, а также ведомственными нормативными актами, если иное не указано в чертежах или технических условиях на изготовление, монтаж и ремонт конкретного изделия.
12.5.1.6 Операции по контролю готовых сварных соединений целесообразно осуществлять в той последовательности, в какой они изложены в настоящем разделе.
Ультразвуковой или радиографический контроль следует выполнять после визуального контроля сварных соединений и устранения недопустимых наружных дефектов.
Сроки выполнения контрольных операций должны быть минимальными с тем, чтобы была обеспечена возможность исправления дефектов без нарушения последовательности технологии монтажа или ремонта изделия.
12.5.1.7 Объем испытаний и количество контрольных сварных соединений, а также объем контроля производственных сварных соединений, в том числе неразрушающими методами, могут быть уменьшены по согласованию с органом Ростехнадзора России в случае массового изготовления, монтажа и ремонта изделий с однотипными сварными соединениями при неизменном технологическом процессе, специализации сварщиков на определенных видах работ и высоком качестве работ, подтвержденном результатами контроля за период не менее шести месяцев.
12.5.1.8 Все перечисленные виды и методы контроля должны осуществлять организации, получившие разрешение (лицензию) уполномоченных органов федеральной исполнительной власти на право проведения контрольных работ.
12.5.2 Стилоскопирование деталей и металла шва
12.5.2.1 При монтаже и ремонте изделий, на которые распространяются правила уполномоченных органов федеральной исполнительной власти, стилоскопированию подлежат:
- все свариваемые части конструкций и деталей (трубы, арматура, переходы, отводы, тройники, штуцера, бобышки и др.) независимо от наличия сертификата, маркировки и предстоящего срока эксплуатации, которые должны быть по проекту выполнены из легированной стали (кроме низколегированных конструкционных), при этом устанавливают соответствие марки стали контролируемых изделий марке, указанной в чертежах или ТУ, и определяют содержание характерных легирующих элементов. Стилоскопирование свариваемых деталей производят перед сборкой или непосредственно в процессе сборки, а также после окончания монтажа (ремонта) трубопровода или агрегата в целом. Результаты стилоскопирования основного металла должны подтверждать наличие в металле химических элементов предусмотренных маркой стали и отсутствие непредусмотренных;
- металл шва сварных соединений, выполненных легированным присадочным материалом, в объеме 100 % стыков трубопроводов, и 10 % угловых сварных соединений (приварки к коллекторам и трубам штуцеров, бобышек, деталей креплений и др.
12.5.2.2 При выполнении стилоскопирования деталей и металла шва результаты проверки заносят в журнал по стилоскопированию.
12.5.2.3 Стилоскопирование следует производить на зачищенных до металлического блеска участках (площадках) поверхности. Сварные соединения, которые выполняли одновременно два сварщика, необходимо стилоскопировать на двух диаметрально противоположных участках шва. В остальных случаях стилоскопирование можно осуществлять на одном участке.
12.5.2.4 При неудовлетворительных результатах контроля производят количественный спектральный или химический анализ деталей и металла шва, результаты которого считают окончательными.
12.5.2.5 Результаты стилоскопирования металла шва фиксируют в журнале контроля и оформляют протоколом.
12.5.3 Визуальный и измерительный контроль
12.5.3.1 Визуальному контролю подвергаются все законченные сварные соединения, на которые распространяется настоящий стандарт независимо от марки стали, типа сварного соединения, назначения и условий работы, включая сварные соединения, не работающие под давлением.
12.5.3.2 Перед визуальным контролем сварные швы и прилегающая к ним поверхность основного металла шириной не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
12.5.3.3 Визуальный контроль производится невооруженным глазом или с помощью лупы 4 - 7-кратного увеличения для участков, требующих уточнения характеристик обнаруженных дефектов, с применением, при необходимости, переносного источника света.
12.5.3.5 Нормы на визуально выявляемые допустимые дефекты сварного шва и корня шва, в случае возможности осмотра стыков изнутри трубы (выпуклость, вогнутость и непровар корня шва), должны соответствовать нормам на допустимые дефекты, выявляемые при радиографическом контроле.
12.5.3.6 Измерительный контроль сварных соединений (определение размеров швов, смещения кромок, переломов осей, углублений между валиками, чешуйчатости поверхности швов и др.) следует выполнять в местах, где допустимость этих показателей вызывает сомнения при визуальном контроле, если в ПТД нет других указаний. Размеры и форма шва проверяются с помощью шаблонов, размеры дефекта - с помощью мерительных инструментов.
12.5.3.7 Корневая часть шва должна подвергаться визуальному контролю до заполнения остальной части шва. Этот контроль проводится сварщиком после зачистки поверхности корня шва. Результаты контроля считаются удовлетворительными, если не обнаружены трещины, не заваренные прожоги и кратеры, скопления включений, превышающие нормы и другие дефекты, свидетельствующие о нарушении режима сварки или о недоброкачественности сварочных материалов. При обнаружении недопустимых дефектов вопрос о продолжении сварки или способе исправления дефектов должен решать руководитель сварочных работ.
12.5.3.8 Сварные соединения штуцеров с коллекторами или трубопроводами необходимо, кроме того, проверять в объеме не менее 10 % путем измерений с помощью шаблона размеров и формы шва. При этом должно быть обращено особое внимание на плавность перехода от шва к поверхности штуцера.
12.5.3.9 Выявленные при визуальном и измерительном контроле дефекты, которые могут быть исправлены (удалены) без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
12.5.4 Ультразвуковая и радиографическая дефектоскопия
12.5.4.1 Для обнаружения возможных внутренних дефектов сварные соединения подлежат ультразвуковой по ГОСТ 14782 или радиографической дефектоскопии по ГОСТ 7512.
Применение других физических методов контроля, модернизированных или автоматизированных вариантов существующих, а также замену одного метода другим либо их сочетанием разрешается производить по инструкции, согласованной с Ростехнадзором.
12.5.4.2 Отступления от предусмотренного объема ультразвукового или радиографического контроля сварных соединений при монтажных и ремонтных работах могут быть допущены в случае технической невозможности проведения контроля или недопустимости радиографического контроля по условиям охраны труда. В таких случаях допускается либо уменьшить объем ультразвукового или радиографического контроля, либо заменить этот вид контроля послойным визуальным контролем в процессе сварки с фиксацией результатов в специальном журнале и контролем готового сварного соединения магнитопорошковой или капиллярной дефектоскопией или методом травления по ГОСТ 18442.
Контроль соединительного стыка трубопровода, подконтрольного органам Ростехнадзора России, с действующей магистралью (если между ними имеется только одна отключающая задвижка или при контроле не более двух стыков, выполненных при ремонте) может производиться двумя видами контроля - радиографическим и ультразвуковым взамен гидравлического испытания.
Такие отступления оформляются совместным техническим решением дирекции электростанции, организации, выполняющей контроль, и специализированной научно-исследовательской организации.
12.5.4.3 Радиографический и ультразвуковой контроль кольцевых сварных соединений при 100 %-ном контроле проводится по всему периметру стыка. Сварные соединения труб при недоступности контроля по всему периметру контролируют не менее 50 % периметра стыка.
Требования к контролю сварных стыковых соединений элементов трубопроводов, расположенных под углом менее 60° к продольной оси трубопровода, должны соответствовать требованиям к продольным соединениям; для других значений угла сварные соединения рассматриваются как поперечные (кольцевые).
Ультразвуковому контролю должны подвергаться только соединения с полным проплавлением (без конструктивного непровара).
При выборочном контроле отбор контролируемых соединений должен проводиться отделом технического контроля предприятия из числа наиболее трудновыполнимых или вызывающих сомнения по результатам визуального и измерительного контроля.
12.5.4.4 Радиографическую дефектоскопию осуществляют в соответствии с требованиями на нормативы предельно допустимых несплошностей, выпуклости и вогнутости корня шва. Нормативы на предельно допустимые дефекты отличаются для изделий, устанавливаются отдельно для объектов подведомственных или не подведомственных уполномоченным органам федеральной исполнительной власти.
При радиографическом контроле сварных соединений через две стенки нормы оценки качества следует принимать по тому же размерному показателю, что и при контроле через одну стенку.
12.5.4.5 Зафиксированные на радиографических снимках включения и скопления с максимальным размером меньшим, чем значения минимально фиксируемого размера включений или менее требуемой чувствительности прибора, допускается не учитывать как при подсчете числа одиночных включений и одиночных скоплений и их суммарной приведенной площади или суммарной длины, так и при рассмотрении расстояний между включениями (скоплениями).
Любую совокупность включений, которая может быть вписана в квадрат с размером стороны, не превышающей значения допустимого максимального размера одного включения, можно рассматривать как одно сплошное одиночное включение.
Любую совокупность включений, которая вписывается в прямоугольник с размерами сторон, не превышающими значений допустимого максимального размера и допустимой максимальной ширины одиночного протяженного включения, можно рассматривать как одно сплошное одиночное протяженное включение.
12.5.4.6 В случае отсутствия одиночных протяженных включений или наличия их в количестве менее допустимого по нормам, вместо них могут быть допущены в соответствующем количестве допустимые по размерам одиночные включения и (или) одиночные скопления, без их учета при подсчете суммарной эквивалентной площади или суммарной длины включений и одиночных скоплений.
12.5.4.7 Ультразвуковой контроль сварных стыков трубных систем и трубопроводов и их деталей должен выполняться в соответствии с требованиями правил [3], методическими и руководящими документами, согласованными специально уполномоченными органами федеральной исполнительной власти.
12.5.4.8 При ультразвуковой дефектоскопии мерой эквивалентной площади несплошностей является амплитуда отраженного от нее эхо-сигнала. Оценку эквивалентной площади осуществляют либо прямым сравнением с помощью эквивалентных отражателей, либо с помощью специальных АРД-диаграмм. Условная протяженность несплошности не должна превышать условную протяженность эталонного отражателя.
12.5.4.9 Качество сварных соединений труб и трубопроводов пара и горячей воды по результатам радиографического и ультразвукового контроля оценивают по двухбалльной системе:
- балл 1 - неудовлетворительное качество (в соединении выявлены недопустимые дефекты);
- балл 2*) - удовлетворительное качество, если размеры и число обнаруженных в них несплошностей не превышают норм или несплошности, не обнаружены при заданном минимально фиксируемом размере включения или при заданном уровне чувствительности.
Примечание - *)При ультразвуковом контроле удовлетворительное качество сварного соединения оценивается баллом 2а в случае, если в соединении выявлены только допустимые несплошности числом менее установленных норм; баллом 2б - не обнаружены несплошности, выявляемые при заданном уровне чувствительности используемой методики контроля.
12.5.5 Механические испытания и металлографические исследования
12.5.5.1 Разрушающий контроль путем механических испытаний и металлографических исследований сварных соединений проводят в целях проверки соответствия прочностных и пластических свойств, характеристик макро- и микроструктуры, формы, размеров и сплошности различных участков сварного соединения требованиям настоящего стандарта.
Механические испытания сварных соединений выполняют по ГОСТ 6996 и включают испытания:
- на растяжение;
- на изгиб или сплющивание;
- на ударный изгиб.
Металлографические исследования включают исследования макроструктуры и формы шва, микроструктуры различных зон сварного соединения.
Эти испытания (исследования) проводят на образцах, изготовленных из специально сваренных контрольных соединений или из производственных сварных соединений в соответствии с требованиями п. 12.5.5.4 или п. 12.5.5.7 настоящего стандарта.
12.5.5.2 Механические испытания и металлографические исследования выполняют:
- при аттестации технологии сварки объектов, на которые распространяются правила уполномоченных органов федеральной исполнительной власти;
- при контроле сварочных материалов - в случае и в объеме, регламентированных указаниями раздела 12.4.2 настоящего стандарта;
- при контроле квалификации сварщиков - во время их аттестации или допуска к работе;
- при контроле производственных сварных соединений.
Допускается совмещать механические и металлографические испытания при аттестации технологии сварки (кроме первичной), проверке сварочных материалов и испытаниях сварщиков.
12.5.5.3 Контрольные сварные соединения должны быть идентичны контролируемым производственным стыкам по марке стали, размерам труб (при контроле однотипных сварных соединений - по одному из типоразмеров), конструкции и виду соединения и выполнены по технологическому процессу, применяемому при изготовлении, монтаже или ремонте трубопроводов (тем же методом сварки, с использованием соответствующих сварочных материалов, на тех же режимах, с тем же подогревом и т.д.).
- путем механических испытаний - стыковых сварных соединений;
- путем металлографических исследований - стыковых угловых и тавровых соединений, (в том числе соединений труб или штуцеров с коллекторами и трубопроводами), а также тройниковых соединений.
12.5.5.5 Число сварных соединений, для испытаний в соответствии с п. 12.5.5.4, должно быть не менее одного на все однотипные производственные сварные соединения, выполненные каждым сварщиком в течение шести месяцев (в том числе для разных заказов).
Число контрольных сварных соединений может быть увеличено, если из одного контрольного стыка нельзя изготовить требуемое количество образцов (см. п. 12.5.5.10 и рисунок 12.5.1).
12.5.5.6 Механические испытания контрольных стыков труб, подконтрольных органам Ростехнадзора, наружным диаметром 108 мм и менее при толщине стенки менее 12 мм можно проводить как на отдельных образцах, вырезанных из контрольного стыка, так и на целых стыках со снятым усилением. В последнем случае испытание на изгиб заменяется испытанием на сплющивание, а минимальное число контрольных стыков должно быть не менее одного для каждого из предусмотренных видов испытаний.
Механические испытания контрольных стыков трубопроводов, на которые не распространяются правила уполномоченных органов федеральной исполнительной власти, проводят для трубопроводов с давлением не более 0,07 МПа (0,7 кгс/см2) и с температурой нагрева воды не выше 115 °С.
Механические испытания допускных стыков трубопроводов, на которые не распространяются правила уполномоченных органов федеральной исполнительной власти, проводят для:
- трубопроводов тепловых сетей (с параметрами Р ≤ 0,07 МПа (0,7 кгс/см2) и t ≤ 115 °С);
- трубопроводов наружного водоснабжения и канализации.
Допускные стыки сваривают вновь поступившие на работу сварщики, а также в случае, если сварщик приступает к сварке новой группы однотипных стыков, которые он на данном объекте не сваривал. Механические испытания проводят в соответствии с требованиями п. 12.5.5.8.
12.5.5.8 Для механических испытаний сварных соединений трубопроводов, на которые не распространяются правила уполномоченных органов федеральной исполнительной власти, отбирают не менее одного стыка на партию однотипных производственных стыков, сваренных в срок не более трех месяцев. DN до 150 мм - в количестве не более 100 однотипных стыков. DN 175 мм и выше не более 50 стыков.
Примечание - Однотипными стыками технологических трубопроводов считаются соединения из сталей одной марки, выполненные одним сварщиком по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются: DN от 6 до 32 мм; DN от 50 до 150 мм; DN 175 мм и выше.
В случае, если производственные стыки трубопроводов подвергают неразрушающему контролю (УЗД или радиографирование) в объеме 100 %, механические испытания не производят.
Механические испытания сварных соединений трубопроводов продувочных и КИПиА, подвергаемых выборочному контролю неразрушающими методами, проводят согласно п. 12.5.5.4 при условии, что имеется аттестация технологии сварки однотипных сварных соединений.
По окончании изготовления контролируемого соединения оно должно быть проверено теми же неразрушающими методами контроля (УЗД или радиографией), которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены в удвоенном количестве. Если и при повторном неразрушающем контроле будут получены неудовлетворительные результаты, общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материала, оборудование и квалификация сварщика.
12.5.5.9 Из каждого контрольного стыка трубопроводов, на которые не распространяются правила уполномоченных органов федеральной исполнительной власти, вырезают:
- из стыка трубопровода (номинальным диаметром свыше 50) - три образца для испытания на растяжение (с неснятым усилением), три образца для испытания на изгиб (со снятым усилением);
- из стыка прочих трубопроводов - два образца для испытания на растяжение, два образца для испытания на изгиб.
Стыки трубопроводов номинальным диаметром до 50 включительно испытывают целыми стыками (с неснятым усилением) на растяжение и (со снятым усилением) на сплющивание. Таким образом могут испытывать контрольные стыки прочих трубопроводов диаметром 108 мм и менее при толщине стенки менее 12 мм.
12.5.5.10 Из вертикальных контрольных стыков, сваренных без поворота труб, заготовки образцов вырезают по схеме, приведенной на рисунке 12.5.1. Для горизонтальных стыков можно применять любое расположение заготовок по окружности стыка.
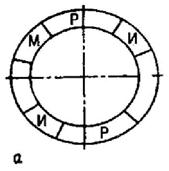
Р - заготовки под образцы для испытаний на растяжение; И - заготовки под образцы для испытаний на изгиб, М - заготовки под образцы для металлографических исследований
Рисунок 12.5.1 - Схемы вырезки образцов из вертикальных неповоротных контрольных стыков трубопроводов горячей воды и пара, подконтрольных уполномоченным органам федеральной исполнительной власти
Требования к изготовлению и испытанию образцов при контроле производственных сварных соединений и аттестации технологии сварки
12.5.5.11 Заготовку из контрольных стыков для изготовления образцов вырезают механическим способом. Разрешается вырезать заготовки огневой резкой с учётом необходимого припуска на величину зоны термического влияния. Окончательная форма придается образцам путем механической обработки без применения предварительной правки.
12.5.5.12 Форма и размеры образцов для механических испытаний должны соответствовать ГОСТ 6996.
Размеры плоских образцов для испытания на растяжение, вырезанных из стыков труб, выбирают исходя из таблицы 12.3.7 (рисунок 12.5.2).
Таблица 12.5.1 - Размеры плоских образцов для испытания на растяжение, вырезанных из стыков труб
в миллиметрах
|
S |
До 6 |
от 7 до 10 |
от 11 до 25 |
от 26 до 50 |
от 51 до 75 |
|
b ± 0,5 |
15 |
20 |
25 |
30 |
35 |
|
b1 |
25 |
30 |
35 |
40 |
45 |
|
l |
50 |
60 |
100 |
160 |
200 |
L = l + 2h. (17)
Длина захватной части образца h определяется исходя из конструкции испытательной машины.
12.5.5.13 Образцы для испытания на растяжение и изгиб, вырезанные из контрольных стыковых соединений труб при толщине стенки до 30 мм включительно, необходимо изготавливать на всю толщину основного металла. Выпуклость (усиление) шва и остатки подкладных колец следует снять заподлицо с основным металлом.
Состругивать выпуклость (усиление) шва у образцов, предназначенных для испытания на растяжение, необходимо поперек шва, при этом основной металл можно снять на всей рабочей части образца на глубину до 1 мм с каждой стороны. При изготовлении плоских образцов (рисунок 12.5.2, а и 12.5.3, а) состругивание корня шва должно быть минимальным, позволяющим придать образцу необходимую прямоугольную форму. Удаление корня шва при изготовлении образцов из стыков труб малых диаметров не разрешается.
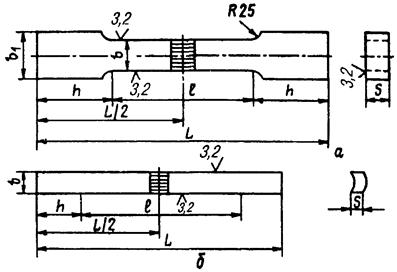
а - для толстостенных труб (S ≥ 12 мм); б - для тонкостенных труб (S < 12 мм)
Рисунок 12.5.2 - Форма и размеры образцов для испытаний сварных соединений на растяжение
12.5.5.14 Испытание на изгиб производят по схеме, показанной на рисунке 12.5.3, б.
12.5.5.15 При толщине стенки труб более 30 мм, если основной металл имеет временное сопротивление более 500 МПа (50 кгс/мм2) и мощность разрывной машины недостаточна для испытания стандартных образцов на растяжение, допускается состругивать образцы со стороны выпуклости шва до 25 мм (рисунок 12.5.4).
12.5.5.16 Испытание на изгиб контрольных сварных соединений труб при толщине стенки более 30 мм следует производить на образцах, изготовленных во всю толщину стенки трубы, шириной h = 20 мм, при этом испытания образцов проводят «на ребро». Размеры образцов и схема испытания на изгиб «на ребро» приведены на рисунке 12.5.5.
Размеры образца и схема испытания на сплющивание даны на рисунке 12.5.6.
12.5.5.17 Для испытания сварного соединения на ударный изгиб образцы изготавливают из средней части шва с надрезом, расположенным по середине образца перпендикулярно поверхности сваренного проката.
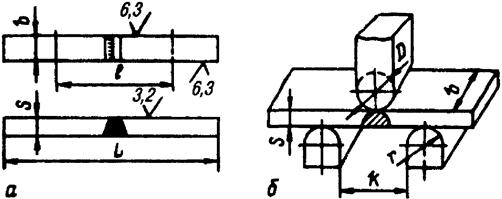
b = 1,5S, но не менее 10 мм; l = L/3; D = 2S; r = S, но не более 25 мм; k = 2,5D
Рисунок 12.5.3 - Испытание на изгиб
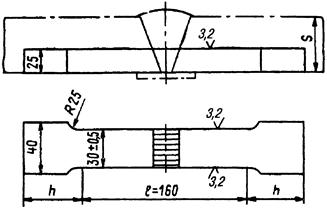
Рисунок 12.5.4 - Схема вырезки и размеры образца для испытания на растяжение сварных соединений при размере S > 30 мм (размер h устанавливают в зависимости от конструкции испытательной машины)
12.5.5.18 Все механические испытания необходимо производить при комнатной температуре.
12.5.5.19 Результаты механических испытаний сварных соединений должны удовлетворять следующим требованиям:
- временное сопротивление разрыву при испытании однородных сварных соединений на растяжение должно быть не ниже минимально допустимого для основного металла, а при испытании сварных соединений элементов с разными нормативными значениями временного сопротивления - не ниже минимально допустимого значения временного сопротивления разрыву менее прочной из сваренных сталей;
- угол изгиба при испытании сварных образцов на изгиб должен отвечать требованиям таблицы 12.5.2;
- просвет «b» (рисунок 12.5.6, б) между сжимающими поверхностями при испытании на сплющивание должен быть:
![]() (18)
(18)
где а = 0,08 для углеродистых и низколегированных сталей;
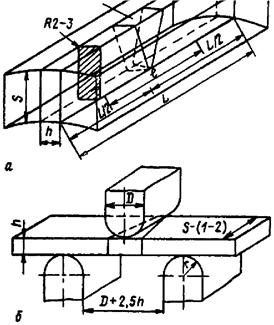
а - схема вырезки и размеры образца; б - схема испытаний; D = 2h - диаметр пуансона; L = D + 2,5h + 80 мм - длина образца; h = r, l = L/3; 1 - сварной шов; грани образца на длине l закруглить
Рисунок 12.5.5 - Испытание на изгиб «на ребро»
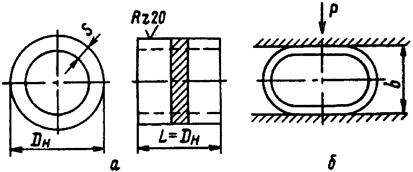
а - размеры образца; б - схема испытания; Dи - наружный диаметр трубы; L - длина образца; S - толщина стенки трубы; b - просвет между сжимающими поверхностями в момент появления трещины
Рисунок 12.5.6 - Испытание на сплющивание
Таблица 12.5.2 - Требования к результатам испытаний сварных соединений на изгиб
|
Угол загиба при испытании на изгиб, градусы (не менее) |
||
|
трубопроводы всех назначений, кроме газопроводов |
газопроводы по СНиП 3.05.02-88 |
|
|
Углеродистые |
100 |
120 |
|
Низколегированные конструкционные |
80 |
120 |
|
Примечание - *) Номинальная толщина сварных деталей до 20 мм включительно. |
||
- ударная вязкость KCV металла сварного соединения определённая при минимальной температуре строительства или ремонта (от -10 °C до -30 °C) при испытаниях на ударный изгиб на образцах типа IX по ГОСТ 6996 должна быть не менее 39,2 Дж/см2 (4,0 кгс × м/см2) для зоны сплавления и 34,3 Дж/см2 (3,50 кгс ∙ м/см2) для центра шва сварных соединений элементов из стали перлитного класса.
12.5.5.20 Показатели механических свойств определяют как среднее арифметическое результатов, полученных на заданном числе образцов (по каждому виду испытаний для каждого контрольного сварного стыка). Общий результат испытаний считается неудовлетворительным, если результаты испытаний хотя бы одного из образцов ниже норм:
- по временному сопротивлению разрыву и углу изгиба - более чем на 10 %;
- по ударной вязкости - более чем на 10 Дж/см2 (1 кгс × м/см2).
12.5.5.21 При получении неудовлетворительных результатов по какому-либо виду испытаний допускаются повторные испытания на удвоенном числе образцов, вырезанных из тех же контрольных сварных соединений, взамен каждого образца, показавшего неудовлетворительные результаты. Если при повторном испытании хотя бы на одном из образцов (кроме образцов газопроводов) получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным.
В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке газопровода, все стыки, сваренные данным сварщиком в течение календарного месяца на данном объекте, должны быть удалены, а стыки, сваренные дуговой сваркой, должны быть проверены радиографией.
12.5.5.22 Изломы образцов, которые получены при механических испытаниях, следует просматривать и обнаруженные крупные дефекты заносить в протоколы механических испытаний. При выявлении хотя бы на одном образце трещин или других дефектов, выходящих за пределы норм, установленных настоящим стандартом, даже при удовлетворительных результатах механических испытаний и приемлемых результатах металлографического исследования, образцы необходимо забраковывать.
12.5.5.23 Образцы (шлифы) для металлографического исследования сварных соединений нужно вырезать поперек шва. Образцы для макро- и микро исследования сварных соединений должны включать все сечение шва, обе зоны термического влияния, прилегающие к ним участки основного металла, а также подкладное кольцо, если оно применялось и не подлежит удалению на производственных стыках.
Расстояние от края образца до линии сплавления должно быть не менее 12 мм, а площадь контролируемого сечения - не менее 25×25 мм.
При изготовлении образцов для металлографического исследования угловых и тавровых сварных соединений, выполненных на трубных элементах, контролируемые сечения необходимо разрезать вдоль оси штуцера (привариваемой трубы).
12.5.5.24 Сварные соединения бракуют, если при металлографическом исследовании макроструктуры хотя бы на одном поперечном шлифе, вырезанном из контрольного сварного соединения, выявлены следующие дефекты:
- трещины любых размеров и всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
- непровары (несплавления), расположенные у поверхности и по сечению сварного, соединения (между основным металлом и металлом шва, а также между отдельными валиками и слоями шва);
- поры, расположенные в виде сплошной сетки, незаваренные (или не полностью заваренные) прожоги, свищи, смещения внутренних кромок состыкованных труб (деталей), превышающие нормы;
- местные непровары, вогнутость или выпуклость корня шва (рисунок 12.5.7), превышающие нормы;

а - выпуклость корня шва на участке стыка, сваренного в нижнем положении; б - вогнутость корня шва на участке стыка, сваренного в потолочном положении; в - непровар в корне шва
Рисунок 12.5.7 - Дефекты корня шва
- поры, шлаковые и вольфрамовые включения, превышающие нормы, приведенные в таблице 12.5.3. Показатель концентрации дефектов Кд определяется как сумма наибольших линейных размеров (по высоте шва) всех допустимых дефектов (объемных включений, непровара, смещения кромок и др.), выявленных на любой полосе шириной 10 мм, проходящей по высоте шва или параллельно линии сплавления. Схема подсчета приведена на рисунке 12.5.8.
12.5.5.25 Если при металлографическом исследовании контрольных сварных стыков в соответствии с п. 12.5.5.4, б, проверенных ультразвуком или радиографией, обнаружены недопустимые внутренние дефекты, которые по нормам этих методов контроля должны и могли быть выявлены примененным методом неразрушающего контроля, то все производственные сварные соединения, контролируемые дефектным стыком, подлежат 100 %-ной проверке тем же методом дефектоскопии независимо от предусмотренного и выполненного объема неразрушающего контроля. Эту проверку должен осуществлять наиболее опытный и квалифицированный дефектоскопист. Дефектоскописту, проверявшему контрольный стык и пропустившему в нем дефект, выполнять указанный контроль производственных стыков не разрешается.
Таблица 12.5.3 - Допустимые размеры включений, выявляемых при металлографическом исследовании
|
Номинальная толщина стенки труб (деталей) в стыковых соединениях или меньший катет шва в угловых, мм |
Допустимый наибольший размер одиночных включений и скоплений, мм |
Максимально допустимое число включений (скоплений) в шлифе |
Максимально допустимый показатель Кд, мм |
|
До 5 |
0,5 |
4 |
1,3 |
|
Свыше 5 до 6,5 |
0,6 |
4 |
1,4 |
|
Свыше 6,5 до 8,5 |
0,8 |
4 |
1,7 |
|
Свыше 8,5 до 12 |
1,0 |
4 |
2,0 |
|
Свыше 12 до 20 |
1,3 |
5 |
2,5 |
|
Свыше 20 до 35 |
2,0 |
6 |
3,5 |
|
Свыше 35 до 50 |
2,5 |
7 |
5,0 |
|
Свыше 50 |
3,0 |
8 |
8,0 |
|
Примечания 1 Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются. 2 Расстояние между любыми двумя включениями и скоплениями должно составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений. |
|||
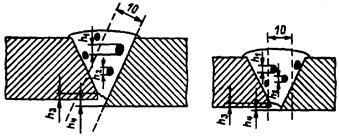
Рисунок 12.5.8 - Схема подсчета показателя концентрации дефектов (Kд):
Kд = h1 + h2 + h3 + h4, (19)
12.5.6 Капиллярный и магнитопорошковый контроль
12.5.6.1 Капиллярный или магнитопорошковый контроль сварных соединений проводится с целью определения поверхностных дефектов при ремонте сварных соединений для уточнения результатов визуального и других методов контроля.
12.5.6.2 Капиллярный контроль должен проводиться в соответствии с ГОСТ 18442, магнитопорошковый - с ГОСТ 21105 и унифицированными методиками контроля ПНАЭ Г-7-018-89 и ПНАЭ Г-7-015-89.
При капиллярном контроле класс чувствительности должен быть не ниже III, при магнитопорошковом - не ниже уровня Б.
12.5.6.3 При капиллярном контроле сварных соединений по индикаторным следам наличие удлиненных и неодиночных индикаторных следов является браковочным признаком. Число одиночных округлых индикаторных следов не должно превышать норм, для одиночных включений, а наибольший размер каждого индикаторного следа не должен превышать трехкратных значений этих норм.
12.5.6.4 Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для визуального контроля (п. 12.5.3.4 и таблица 12.5.2).
12.5.6.5 Выявленные при контроле в соответствии с пп. 12.5.7.3 и 12.5.7.4 дефекты допускается оценивать по фактическим показателям размеров после удаления реактива или эмульсии (порошка). При этом следует руководствоваться требованиями п. 12.5.3.4 и таблицей 12.5.2. Результаты этой оценки считаются окончательными.
12.5.7 Гидравлические испытания
12.5.7.1 Сварные соединения трубопроводов пара и горячей воды, на которые распространяются правила Ростехнадзора, проверяют на прочность и плотность гидравлическим испытанием, если это указано в чертеже, технических условиях или инструкции на изготовление изделия.
При отсутствии в этих документах указаний о величине пробного давления она должна быть равна 1,25 рабочего (избыточного), но не менее 0,2 МПа (2 кгс/см2).
12.5.7.2 Результаты гидравлического испытания считаются удовлетворительными, если манометр не показывает падение давления, а в сварных швах не обнаружено течи, «слезы» и «потения» и изделие не получило видимых остаточных деформаций.
13 Требования к лакокрасочным и вспомогательным материалам, применяемым для противокоррозионной защиты тепломеханического оборудования, сооружения и трубопроводов систем теплоснабжения
13.1 Выполнение требований к лакокрасочным и вспомогательным материалам установленных настоящим стандартом позволяют обеспечить оптимальные условия труда, безопасность и сохранение нормативов качества окружающей среды при производстве окрасочных и противокоррозионных работ на тепломеханическом оборудовании, сооружениях и трубопроводах систем теплоснабжения.
13.2 Основными лакокрасочными материалами, применяемыми при окрасочных работах на тепломеханическом оборудовании, сооружениях и трубопроводах систем теплоснабжения, являются одно- и многокомпонентные грунтовки, шпатлевки, мастики, лаки, эмали и полимерные композиции (приложение Н).
Вспомогательными материалами являются растворители, разбавители, ускорители, замедлители, пластификаторы.
13.3 Лакокрасочные материалы, применяемые для производства противокоррозионных покрытий на наружной поверхности трубопроводов и стальных конструктивных элементов тепловых сетей должны обеспечивать получение противокоррозионных покрытий со свойствами, отвечающими требованиям раздела 8 СТО 70238424.27.060.001-2008.
13.4 Каждая партия основных лакокрасочных материалов для окрасочных работ и производства противокоррозионных покрытий должна быть снабжена:
- заверенной копией санитарно-эпидемиологического заключения (СЭЗ), выданного государственными органами санитарно-эпидемиологического надзора с указанием гигиенических характеристик продукции, условий ее использования, хранения, транспортировки и мер безопасности;
- сопроводительным документом организации-производителя (паспортом), оформленным в соответствии с приложением П.
13.5 Нормативно-техническая документация на вспомогательные материалы, поставляемые отдельно, должна содержать информацию о факторах риска для организма человека и квалификацию вещества по:
- степени воздействия на организм работника - по ГОСТ 12.1.005 и ГОСТ 12.1.007;
- характеру воздействия на организм работника - по ГОСТ 12.0.003;
- потенциальной опасности вызывать пожар, усиливать опасные факторы пожара - по ГОСТ 12.1.004.
- перечень мер предосторожности (безопасности) при использовании.
13.6 Запрещается применять в качестве растворителей и разбавителей лакокрасочных материалов вещества первого и второго класса опасности, в частности: бензол, пиробензол, метиловый спирт. Рекомендуется ограничивать применение лакокрасочных материалов с содержанием в рецептурах растворителей третьего класса опасности более 35 % по массе.
13.7 Импортные лакокрасочные и вспомогательные материалы должны пройти санитарно-эпидемиологическую экспертизу в государственных органах санитарно-эпидемиологической службы с выдачей СЭЗ и дополнительно иметь:
- сертификат безопасности страны изготовителя, выданный уполномоченными на то органами;
- техническое описание продукции с указанием условий применения;
- контракт, или сведения о контракте на поставку продукции;
- представляемые документы должны быть переведены на русский язык и заверены в установленном порядке.
13.8 Тара для хранения и транспортировки основных и вспомогательных материалов должна соответствовать требованиям технических условий или стандартов на данную продукцию, быть исправной, герметичной и иметь маркировку, соответствующую требованиям санитарно-эпидемиологического заключения.
13.9 Транспортирование, хранение и размещение лакокрасочных материалов осуществляется в соответствии с требованиями правил пожарной безопасности.
13.10 Порядок обращения с отходами, образующимися в процессе применения лакокрасочных и сопутствующих материалов должен указываться в соответствующем разделе Паспорта (См. приложение П) и производиться в соответствии с требованиями раздела 14 «Требования к обращению с отходами производства и потребления на этапах строительства и эксплуатации тепловых сетей» настоящего стандарта.
14 Требования к обращению с отходами производства и потребления на этапах строительства и эксплуатации тепловых сетей
14.1 Отходами производства и потребления следует считать:
- остатки сырья, материалов, полуфабрикатов полностью или частично утратившие свои потребительские свойства в процессе строительства;
- трубопроводы, а также установленные на них готовые изделия (приборы контроля, тепломеханическое оборудование), утратившие в процессе эксплуатации потребительские свойства вследствие физического или морального износа.
14.2 Процессы обращения с отходами могут включать в себя следующие этапы: образование, накопление, временное хранение, первичную обработку (сортировка, тарирование, измельчение), транспортировку, вторичную переработку (модификация, утилизация, использование в качестве вторичного сырья), складирование, захоронение и сжигание.
14.3 В соответствии с Федеральными законами «О санитарно-эпидемиологическом благополучии населения» от 30 марта 1999 года № 52-ФЗ и «Об отходах производства и потребления» от 24 июня 1998 года № 89-ФЗ к процессам обращения с отходами предъявляются следующие санитарно-эпидемиологические требования:
- условия и способы сбора, использования, обезвреживания, транспортировки, хранения и захоронения отходов производства и потребления должны быть безопасными для здоровья населения и среды обитания и осуществляться в соответствии с санитарными правилами и иными нормативными актами Российской Федерации;
- порядок, условия и способы сбора, использования, обезвреживания, транспортировки, хранения и захоронения отходов производства и потребления устанавливаются органами местного самоуправления при наличии санитарно-эпидемиологического заключения о соответствии указанных порядка, условий и способов санитарным правилам;
- с целью обеспечения охраны окружающей среды и здоровья человека устанавливаются нормативы образования отходов и лимиты на их размещение;
- порядок разработки и утверждения нормативов образования отходов и лимитов на их размещение определяется «Правилами разработки и утверждения нормативов образования отходов и лимитов на их размещение», утвержденными Постановлением Правительства Российской Федерации от 16.06.2000 г. № 461.
14.4 Основанием для определения необходимых процессов обращения с отходами являются:
- степень (класс) опасности отходов, зависящий от их происхождения, агрегатного состояния, физико-химических свойств, количественного соотношения компонентов и устанавливаемый на основании данных Федерального классификационного каталога отходов, либо определяемый расчетным и экспериментальным путем в соответствии с [16];
- информация о необходимых и целесообразных способах утилизации, использования в качестве вторичного сырья, либо переработке во вторичное сырье, указываемая в паспорте (технических условиях, инструкции по применению) на материал (изделие, прибор и т.п.).
14.5 Требования к процессам обращения с возможными отходами производства и потребления, образующимися в процессе строительства и эксплуатации трубопроводов тепловых сетей, приведены в приложении Р.
Приложение
А
(рекомендуемое)
Материалы для изготовления корпусных деталей арматуры систем горячего водоснабжения
Таблица А.1 - Стали для литых корпусных деталей
|
Марка стали |
Нормативный документ на сталь |
Параметры применения |
||
|
PN, МПа (кгс/см2) |
DN |
Температура рабочей среды, °С |
||
|
20Л, 25Л |
ГОСТ 977 (группа 2) |
До 2,5 (25) включительно |
Не ограничено |
+150 |
|
20Л, 25Л |
ГОСТ 977 (группа 3) |
|||
|
20ГСЛ |
||||
|
20ГМЛ |
||||
|
Примечания 1. Стали 20Л и 25Л по ГОСТ 977 (группа 3) для деталей арматуры на температуру ниже -30 °С до -40 °С применяются в термообработанном состоянии (закалка или нормализация + высокий отпуск). Значение ударной вязкости должно быть KCU-40 ≥ 200 кДж/м2 (2,0 кгс ∙ м/см2). 2 Сталь 20ГСЛ по ГОСТ 977 для деталей арматуры на температуру до -60 °С применяется в термообработанном состоянии. Значение ударной вязкости должно быть KCU-60 ≥ 300 кДж/м2 (3,0 кгс ∙ м/см2). |
||||
Таблица А.2 - Стали для корпусных деталей из проката, поковок и штамповок
|
Марка стали |
Нормативный документ на сталь |
Параметры применения |
||
|
PN, МПа (кгс/см2) |
DN |
Температура, °С рабочей среды |
||
|
Ст3сп3 |
ГОСТ 8479 (группа IV) |
До 1,6 (16) включительно |
Не ограничено |
+150 |
|
20, 25, 22К |
ГОСТ 8479 (группа IV) |
До 2,5 (25) включительно |
||
|
10Г2, 09Г2С, 17Г1С, 10Г2С |
ГОСТ 8479 (группа IV) |
|||
|
Примечания: 1. Стали 20, 25 и 22К для деталей арматуры на температуру ниже -30 °С до -40 °С применяются в термически обработанном состоянии (закалка или нормализация + высокий отпуск). 2. Стали 10Г2, 09Г2С, 17Г1С, 10Г2С для деталей арматуры на температуру ниже -40 °С должны проходить испытания на ударный изгиб по ГОСТ 9454 с определением ударной вязкости на образцах типа 1 или 11. Значение ударной вязкости при отрицательной температуре должно быть KCU ≥ 300 кДж/м2 (3,0 кгс ∙ м/см2); KCU ≥ 250 кДж/м2 (2,5 кгс м/см2). |
||||
Таблица А.3 - Чугуны для корпусных деталей арматуры
|
Марка чугуна |
Нормативный документ на сталь |
Параметры применения |
||
|
PN, МПа (кгс/см ) |
DN |
Температура рабочей среды, °С |
||
|
СЧ15, СЧ20 |
До 1,0 (10) включительно |
До 300 включительно |
+150 |
|
|
До 0,6 (6) включительно |
До 600 Включительно |
|||
|
До 0,25 (2,5) включительно |
До 1600 включительно |
|||
|
КЧ30-6 |
До 1,6 (16) включительно |
До 80 Включительно |
||
|
ВЧ35, ВЧ40 |
До 2,5 (25) включительно |
До 1400 включительно |
||
|
Примечание - Чугун марок ВЧ35 и ВЧ40, предназначенный для работы при температуре ниже минус 15 °С, применять в термообработанном состоянии. |
||||
Приложение
Б
(справочное)
Зависимость температуры теплоносителя и длительности температурного режима от температуры воздуха различных климатических зон
Б.1 При задании температурного режима тепловых сетей необходимо воспроизвести максимальные значения температуры теплоносителя, возможные условия эксплуатации тепловых сетей в соответствии с температурным графиком теплоносителя. Поскольку в настоящее время подавляющее большинство тепловых сетей работает по графику от 150 до 70 °С, то максимальное значение температуры должно быть принято для этого типа графика. Продолжительность испытаний при максимальной температуре должна соответствовать длительности состояния расчетной температуры для отопления и может быть принята по длительности поддержания максимальной температуры воды для: средней полосы Европейской части страны - по таблице Б.1, Юга - по таблице Б.2, Сибири - по таблице Б.3, Дальнего Востока - по таблице Б.4.
Таблица Б.1 - Зависимость температуры теплоносителя и длительности температурного режима от температуры воздуха - Европейская часть
|
Температура теплоносителя, °С |
Продолжительность стояния температуры наружного воздуха, ч |
|||
|
Подающий трубопровод |
Обратный теплопровод |
За 1 год |
За 30 лет |
|
|
Ниже -35,0 |
150 |
70 |
11 |
330 |
|
-34,9 ÷ 30,0 |
150 ÷ 147,2 |
70 ÷ 69,1 |
49 |
1470 |
|
-29,9 ÷ 25,0 |
147,2 ÷ 133,7 |
69,1 ÷ 64,6 |
130 |
3900 |
|
-24,9 ÷ 20,0 |
133,7 ÷ 120,0 |
64,6 ÷ 59,8 |
332 |
9960 |
|
-19,9 ÷ 15,0 |
120,0 ÷ 105,9 |
59,8 ÷ 55,0 |
593 |
17790 |
|
-14,9 ÷ 10,0 |
105,9 ÷ 91,7 |
55,0 ÷ 49,8 |
940 |
28200 |
|
-9,9 ÷ 5 |
91,7 ÷ 77,1 |
49,8 ÷ 44,5 |
1238 |
37140 |
|
-4,9 ÷ 0 |
77,1 ÷ 70 |
44,5 ÷ 41 |
3408 |
102240 |
|
+0,1 ÷ 8,0 |
70 |
41 |
384 |
11520 |
Таблица Б.2 - Зависимость температуры теплоносителя и длительности температурного режима от температуры воздуха - Юг
|
Температура теплоносителя, °С |
Продолжительность стояния температуры наружного воздуха, ч |
|||
|
Подающий трубопровод |
Обратный теплопровод |
За 1 год |
За 30 лет |
|
|
Ниже -25,0 |
147,2 ÷ 133,7 |
69,1 ÷ 64,6 |
5 |
150 |
|
-24,9 ÷ 20,0 |
133,7 ÷ 120,0 |
64,6 ÷ 59,8 |
41 |
1230 |
|
-19,9 ÷ 15,0 |
120,0 ÷ 105,9 |
59,8 ÷ 55,0 |
178 |
5340 |
|
-14,9 ÷ 10,0 |
105,9 ÷ 91,7 |
55,0 ÷ 49,8 |
494 |
14820 |
|
-9,9 ÷ 5 |
91,7 ÷ 77,1 |
49,8 ÷ 44,5 |
1130 |
33900 |
|
-4,9 ÷ 0 |
77,1 ÷ 70 |
44,5 ÷ 41 |
2720 |
81600 |
|
+0,1 ÷ 8,0 |
70 |
41 |
4200 |
126000 |
Таблица Б.3 - Зависимость температуры теплоносителя и длительности температурного режима от температуры воздуха - Сибирь
|
Температура теплоносителя, °С |
Продолжительность стояния температуры наружного воздуха, ч |
|||
|
Подающий трубопровод |
Обратный теплопровод |
За 1 год |
За 30 лет |
|
|
Ниже -40 °С |
150 |
70 |
25 |
750 |
|
-39,9 ÷ 35,0 |
150 |
70 |
105 |
3150 |
|
-34,9 ÷ 30,0 |
150 ÷ ,2 |
70 ÷ 69,1 |
282 |
8460 |
|
-29,9 ÷ 25,0 |
147,2 ÷ 133,7 |
69,1 ÷ 64,6 |
600 |
18000 |
|
-24,9 ÷ 20,0 |
133,7 ÷ 120,0 |
64,6 ÷ 59,8 |
1065 |
31950 |
|
-19,9 ÷ 15,0 |
120,0 ÷ 105,9 |
59,8 ÷ 55,0 |
10660 |
319800 |
|
-14,9 ÷ 10,0 |
105,9 ÷ 91,7 |
55,0 ÷ 49,8 |
2390 |
71700 |
|
-9,9 ÷ 5 |
91,7 ÷ 77,1 |
49,8 ÷ 44,5 |
3140 |
94200 |
|
-4,9 ÷ 0 |
77,1 ÷ 70 |
44,5 ÷ 41 |
4130 |
123900 |
|
+0,1 ÷ 8,0 |
70 |
41 |
5430 |
162900 |
Таблица Б.4 - Зависимость температуры теплоносителя и длительности температурного режима от температуры воздуха - Дальний Восток
|
Температура теплоносителя, °С |
Продолжительность стояния температуры наружного воздуха, ч |
|||
|
Подающий трубопровод |
Обратный теплопровод |
За 1 год |
За 30 лет |
|
|
Ниже -35,0 |
150 |
70 |
2 |
60 |
|
-34,9 ÷ 30,0 |
150 ÷ 147,2 |
70 ÷ 69,1 |
53 |
1590 |
|
-29,9 ÷ 25,0 |
147,2 ÷ 133,7 |
69,1 ÷ 64,6 |
348 |
10440 |
|
-24,9 ÷ 20,0 |
133,7 ÷ 120,0 |
64,6 ÷ 59,8 |
1050 |
31500 |
|
-19,9 ÷ 15,0 |
120,0 ÷ 105,9 |
59,8 ÷ 55,0 |
1880 |
56400 |
|
-14,9 ÷ 10,0 |
105,9 ÷ 91,7 |
55,0 ÷ 49,8 |
2600 |
78000 |
|
-9,9 ÷ 5 |
91,7 ÷ 77,1 |
49,8 ÷ 44,5 |
3240 |
97200 |
|
-4,9 ÷ 0 |
77,1 ÷ 70 |
44,5 ÷ 41 |
3900 |
117000 |
|
+0,1 ÷ 8,0 |
70 |
41 |
4920 |
147600 |
Б.2 При приведенных температурных режимах срок службы изолированных труб и фасонных изделий должен быть не менее 30 лет.
Приложение
В
(рекомендуемое)
Определение толщины пенополиуретановой теплоизоляции стальных труб при бесканальной прокладке тепловых сетей в различных климатических зонах
В.1 Пример расчета толщины тепловой изоляции труб при бесканальной прокладке тепловых сетей приведен для климатических зон, указанных в приложении Б. Для других климатических зон расчёт проводят аналогично с применением местных расчетных характеристик.
В.2 Толщину ППУ изоляции стальных труб для бесканальной прокладки тепловых сетей рассчитывают по [11] с использованием нормированной плотности теплового потока.
В.3 В качестве расчетных значений плотности теплового потока через поверхность изоляции трубопроводов бесканальной прокладки приняты данные, приведённые в [11].
В.4 В соответствии с рекомендациями [11] за расчетные температуры воды в подающем и обратном трубопроводах принимают средние температуры за год (см. таблицу В.1).
Таблица В.1 - Средние расчетные температурные режимы
|
Средние расчетные температурные режимы, °С |
||
|
95 - 70 |
150 - 70 |
|
|
Подающий |
65 |
90 |
|
Обратный |
50 |
50 |
В.5 В качестве расчетной температуры окружающей среды принимают среднюю температуру наружного воздуха за год, так как при определении толщины ППУ значение заглубления верха теплоизоляционной конструкции трубопроводов принимают равной 0,7 м и менее (по действующим нормативным документам на тепловую изоляцию трубопроводов).
В.6 Среднегодовые температуры наружного воздуха в зависимости от района строительства - по [10].
В.7 За преобладающий вид грунта принимают суглинок со средним влагосодержанием 0,27 кг/кг. На основании этих данных в качестве значения расчетной теплопроводности грунта принимают 1,86 Вт/м ∙ °С, а в качестве значения расчетной теплопроводности пенополиуретановой изоляции в оболочке из полиэтилена - 0,033 Вт/м ∙ °С.
В.8 Расчетные значения толщины теплоизоляции ППУ для различных районов строительства представлены в таблице В.2.
В.9 На основании этих данных, с учетом размеров полиэтиленовых труб-оболочек определяют толщину пенополиуретановой изоляции индустриальных конструкций теплопроводов для бесканальной прокладки тепловых сетей.
Таблица В.2 - Расчетные значения толщины теплоизоляции ППУ для различных районов
В миллиметрах
|
Расчетные значения толщины теплоизоляции ППУ/наружный диаметр оболочек |
|||||||
|
Европейские районы |
Урал |
Западная Сибирь |
Восточная Сибирь |
Дальний Восток |
|||
|
Юг |
Центр |
Север |
|||||
|
57 |
31,5/125 |
31,5/125 |
31,5/125 |
31,5/125 |
31,5/125 |
38,5/140 |
31,5/125 |
|
76 |
29/140 |
29/140 |
39/160 |
39/160 |
39/160 |
39/160 |
39/160 |
|
89 |
32,5/160 |
32,5/160 |
42,5/180 |
42,5/180 |
42,5/180 |
42,5/180 |
42,5/180 |
|
108 |
33/180 |
33/180 |
43/200 |
43/200 |
43/200 |
43/200 |
43/200 |
|
133 |
42,5/225 |
42,5/225 |
42,5/225* |
42,5/225 |
42,5/225 |
54,5/250 |
42,5/225 |
|
159 |
41,5/250 |
41,5/250 |
55,5/280 |
41,5/250* |
55,5/280 |
55,5/280 |
55,5/280 |
|
219 |
42/315 |
62/355 |
62/355 |
62/355 |
62/355 |
62/355 |
62/355 |
|
273 |
57/400 |
57/400 |
57/400* |
57/400 |
57/400* |
81,5/450 |
57/400 |
|
325 |
55,5/450 |
55,5/450 |
79,5/500 |
55,5/450* |
79,5/500 |
79,5/500 |
79,5/500 |
|
426 |
58,2/560 |
58,2/560* |
92,4/630 |
92,4/630 |
92,4/630 |
92,4/630 |
92,4/630 |
|
530 |
79/710 |
79/710 |
79/710 |
79/710 |
79/710 |
79/710 |
79/710 |
|
630 |
72,5/800 |
72,5/800 |
72,5/800* |
72,5/800 |
72,5/800 |
72,5/800 |
72,5/800 |
|
720 |
76/900 |
76/900 |
76/900 |
76/900 |
76/900 |
76/900* |
76/900 |
|
820 |
72,5/1000 |
72,5/1000 |
122,5/1100 |
72,5/1000 |
72,5/1000* |
122,5/1100 |
72,5/1000* |
|
920 |
74,5/1100 |
74,5/1100 |
120,5/1200 |
74,5/1100 |
74,5/1100* |
120,5/1200 |
74,5/1100* |
|
1020 |
70,5/1200 |
70,5/1200* |
** |
70,5/1200* |
** |
** |
** |
|
1220 |
79,0/1425 |
79,0/1425 |
** |
79/1400* |
** |
** |
** |
|
1420 |
90,0/1600 |
90,0/1600 |
** |
90,0/1600* |
** |
** |
** |
|
Примечания: * Толщина теплоизоляции труб принята менее расчетной по условиям нормированных теплопотерь. ** Толщину теплоизоляции труб определяют по нестандартному наружному диаметру полиэтиленовой оболочки. |
|||||||
В.10 Рекомендации по применению изолированных труб типов 1 (стандартный) и 2 (усиленный) в зависимости от климатических районов строительства тепловых сетей приведены в таблице В.3.
Таблица В.3 - Рекомендации по применению изолированных труб
|
Тип изолированных труб по толщине изоляции (см. таблицу 1) |
Рекомендации по применению изолированных труб |
|
|
57 |
1 |
Европейский район - Юг, Центр, Север; Урал; Западная Сибирь; Дальний Восток; Восточная Сибирь (Юг, Центр) |
|
2 |
Восточная Сибирь |
|
|
76 |
1 |
Европейский район - Юг, Центр; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Урал; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
89 |
1 |
Европейский район - Юг, Центр; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Урал; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
108 |
1 |
Европейский район - Юг, Центр; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Урал; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
133 |
1 |
Европейский район - Юг, Центр; Север; Урал; Западная Сибирь; Дальний Восток; Восточная Сибирь (Юг, Центр) |
|
2 |
Восточная Сибирь |
|
|
159 |
1 |
Европейский район - Юг, Центр; Урал; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
219 |
1 |
Европейский район - Центр |
|
2 |
Европейский район - Центр; Север; Урал; Западная Сибирь; Дальний Восток; Восточная Сибирь (Юг, Центр) |
|
|
273 |
1 |
Европейский район - Юг, Центр; Север; Урал; Западная Сибирь; Дальний Восток |
|
2 |
Восточная Сибирь |
|
|
325 |
1 |
Европейский район - Юг, Центр; Урал; Западная Сибирь; Восточная Сибирь (Юг, Центр); Дальний Восток |
|
2 |
Европейский район - Север; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
426 |
1 |
Европейский район - Юг, Центр; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Урал; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
|
530 |
1 |
Все районы |
|
630 |
1 |
Все районы |
|
720 |
1 |
Все районы |
|
820 |
1 |
Европейский район - Юг, Центр; Урал; Западная Сибирь; Восточная Сибирь; Дальний Восток |
|
2 |
Европейский район |
|
|
920 |
1 |
Европейский район - Юг, Центр; Урал; Западная Сибирь; Дальний Восток; Восточная Сибирь (Юг, Центр) |
|
2 |
Европейский район - Север; Восточная Сибирь |
|
|
1020* |
1 |
Европейский район - Юг, Центр; Север; Урал; Восточная Сибирь (Юг, Центр) |
|
1220* |
1 |
Европейский район - Юг, Центр; Север; Урал; Восточная Сибирь (Юг, Центр) |
|
1420* |
1 |
Европейский район - Юг, Центр; Север; Урал; Восточная Сибирь (Юг, Центр) |
|
Примечание - * Стальные трубы диаметром 1020, 1220 и 1420 мм могут быть применены на севере Европейского района, в Западной и Восточной Сибири и Дальнем Востоке при условии использования полиэтиленовой оболочки нестандартного наружного диаметра. |
||
Приложение
Г
(рекомендуемое)
Сортамент фасонных изделий в заводской пенополиуретановой изоляции
Г.1 Отвод
Г.1.1 Конструкция и размеры отвода должны соответствовать рисунку Г.1 и таблице Г.1.
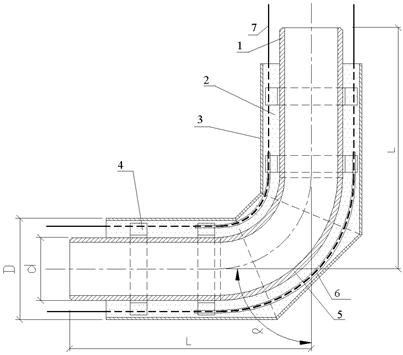
1 - стальная труба; 2 - изоляция из ППУ; 3 - оболочка; 4 - центрирующая опора; 5 - стальной отвод; 6 - электроизоляционная трубка (для труб со стальной оболочкой); 7 - проводник-индикатор системы ОДК (показан условно)
Рисунок Г.1 - Отвод
Таблица Г.1 - Отвод
В миллиметрах
|
Наружный диаметр изоляции |
Угол α** |
||||||
|
по полиэтиленовой оболочке D |
по металлической оболочке D |
90° |
60° |
45° |
30° |
||
|
Тип 1 |
Тип 2 |
тип 1 |
L |
||||
|
32 |
125 |
- |
125 |
1000 |
1000 |
1000 |
1000 |
|
38 |
125 |
- |
125 |
||||
|
45 |
125 |
- |
125 |
||||
|
57 |
125 |
140 |
140 |
||||
|
76 |
140 |
160 |
160 |
||||
|
89 |
160 |
180 |
180 |
||||
|
108 |
180 |
200 |
200 |
||||
|
133 |
225 |
250 |
225 |
||||
|
219 |
315 |
355 |
315 |
||||
|
273 |
400 |
450 |
400 |
||||
|
325 |
450 |
500 |
450 |
1050 |
860 |
786 |
720 |
|
426 |
560 |
630 |
560 |
1100 |
889 |
807 |
734 |
|
325 |
450 |
500 |
450 |
1050 |
860 |
786 |
720 |
|
426 |
560 |
630 |
560 |
1100 |
889 |
807 |
734 |
|
530 |
710 |
- |
675 |
1200 |
946 |
848 |
761 |
|
630 |
800 |
- |
775 |
1200 1280* |
945 1014* |
848 911* |
761 819* |
|
720*** |
900 |
- |
875 |
1370* |
1066* |
948* |
843* |
|
820*** |
1000 |
1100 |
975 |
1470* |
1073* |
990* |
820* |
|
920 |
1100 |
1200 |
1075 |
1570* |
1132* |
1032* |
846* |
|
1020 |
1200 |
- |
1175 |
1620* |
1189* |
1022* |
874* |
|
1220 |
1425 |
- |
1375 |
1820* |
1304* |
1105* |
927* |
|
1420 |
1600 |
- |
1575 |
2020* |
1420* |
1188* |
980* |
|
Примечания: * Сварные отводы. ** Допускается изготовление отводов с другими углами. *** Допускается изготовление крутоизогнутых отводов по ГОСТ 17375. |
|||||||
Г.1.2 Пример условного обозначения отвода 90° диаметром 57 мм, толщиной стенки 3 мм с тепловой изоляцией типа 1:
Отвод Ст 57×3-90°-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.2 Переход
Г.2.1 Конструкция и размеры перехода должны соответствовать рисунку Г.2 и таблице Г.2.
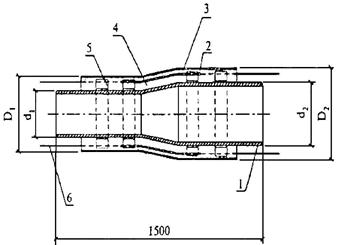
1 - стальная труба; 2 - электроизоляционная трубка (для труб со стальной оболочкой); 3 - оболочка; 4 - изоляция из ППУ; 5 - центрирующая опора; 6 - проводник-индикатор системы ОДК (показан условно)
Рисунок Г.2 - Переход
Г.2.2 Пример условного обозначения стального перехода диаметром 89 - 76 мм с изоляцией типа 2:
Переход Ст 89-76-2-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Таблица Г.2 - Переход
В миллиметрах
|
d1 |
|||||||||||||||||||
|
32 |
38 |
45 |
57 |
76 |
89 |
108 |
133 |
159 |
219 |
273 |
325 |
426 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
|
X |
|||||||||||||||||||
|
X |
X |
||||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
X |
||||||||||||||||
|
X |
X |
X |
X |
X |
|||||||||||||||
|
X |
X |
X |
X |
X |
X |
||||||||||||||
|
X |
X |
X |
X |
||||||||||||||||
|
X |
X |
X |
X |
X |
|||||||||||||||
|
X |
X |
X |
X |
||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
|||||||||||||||||
|
X |
X |
X |
X |
||||||||||||||||
|
Х |
Х |
Х |
Х |
||||||||||||||||
|
Х |
Х |
Х |
Х |
Х |
|||||||||||||||
|
2390 |
2165 |
1945 |
1720 |
Х |
|||||||||||||||
|
2550 |
2400 |
2186 |
1900 |
Х |
|||||||||||||||
|
Примечание - Знак «Х» - длина изделия равна 1500 мм. |
|||||||||||||||||||
Г.3 Тройник
Г.3.1 Конструкция и размеры тройника должны соответствовать рисунку Г.3 и таблице Г.3.
Пример условного обозначения тройника диаметром 57 - 57 мм с изоляцией типа 1:
Тройник Ст 57-57-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
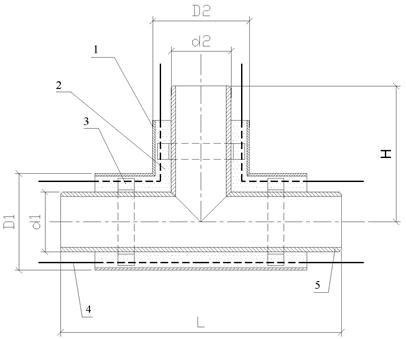
1 - оболочка; 2 - изоляция из пенополиуретана; 3 - центрирующая опора; 4 - проводник-индикатор системы ОДК; 5 - стальная труба
Рисунок Г.3 - Тройник
Таблица Г.3 - Тройник
В миллиметрах
|
d2 |
d1 |
32 |
38 |
45 |
57 |
76 |
89 |
108 |
133 |
159 |
219 |
273 |
325 |
426 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
1420 |
|
L |
1200 |
1200 |
1200 |
1200 |
1300 |
1300 |
1300 |
1300 |
1400 |
1400 |
1800 |
1800 |
1900 |
2000 |
2000 |
2000 |
2000 |
2100 |
2100 |
2400 |
2700 |
|
|
32 |
Н |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|
38 |
Н |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|
|
45 |
Н |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||
|
57 |
Н |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||
|
76 |
Н |
700 |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||
|
89 |
Н |
700 |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||
|
108 |
Н |
700 |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||
|
133 |
Н |
700 |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||||
|
159 |
Н |
700 |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||||
|
219 |
Н |
700 |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||||||
|
273 |
Н |
900 |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||||||
|
325 |
Н |
900 |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||||||||
|
426 |
Н |
1000 |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||||||||
|
530 |
Н |
1000 |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||||||||||
|
630 |
Н |
1000 |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||||||||||
|
720 |
Н |
1100 |
1200 |
1200 |
1300 |
1400 |
1500 |
|||||||||||||||
|
820 |
Н |
1200 |
1200 |
1300 |
1400 |
1500 |
||||||||||||||||
|
920 |
Н |
1200 |
1300 |
1400 |
1500 |
|||||||||||||||||
|
1020 |
Н |
1300 |
1400 |
1500 |
||||||||||||||||||
|
1220 |
H |
1400 |
1500 |
|||||||||||||||||||
|
1420 |
H |
1500 |
||||||||||||||||||||
|
Примечание - Возможно уменьшение длины L трубопровода с каждой стороны на величину ΔL (см. таблицу Г.5) при монтаже на строительной площадке |
||||||||||||||||||||||
Г.4 Тройниковое ответвление
Г.4.1 Конструкция и размеры тройникового ответвления должны соответствовать рисунку Г.4 и таблицам Г.4 и Г.5.
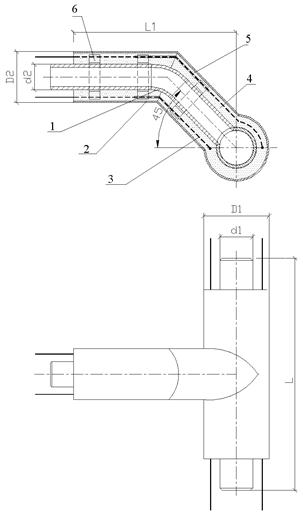
1 - стальной отвод; 2 - оболочка; 3 - проводник-индикатор системы ОДК; 4 - изоляция из пенополиуретана; 5 - электроизоляционная трубка (для труб со стальной оболочкой); 6 - центрирующая опора
Рисунок Г.4 - Тройниковое ответвление
Г.4.2 Пример условного обозначения тройникового ответвления диаметром 426 - 219 мм с изоляцией типа 1:
Тройниковое ответвление Ст 426-219-1 ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Таблица Г.4 - Тройниковое ответвление
В миллиметрах
|
d2 |
d1 |
32 |
38 |
45 |
57 |
76 |
89 |
108 |
133 |
159 |
219 |
273 |
325 |
426 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
1420 |
|
L |
1200 |
1200 |
1200 |
1200 |
1300 |
1300 |
1300 |
1300 |
1400 |
1400 |
1800 |
1800 |
1900 |
2000 |
2000 |
2000 |
2000 |
2100 |
2100 |
2400 |
2700 |
|
|
32 |
L1 |
730 |
730 |
730 |
730 |
760 |
790 |
810 |
850 |
880 |
980 |
|||||||||||
|
38 |
L1 |
730 |
730 |
730 |
760 |
790 |
810 |
850 |
880 |
980 |
1100 |
|||||||||||
|
45 |
L1 |
730 |
730 |
760 |
790 |
810 |
850 |
880 |
980 |
1100 |
1170 |
|||||||||||
|
57 |
L1 |
730 |
760 |
790 |
810 |
850 |
880 |
980 |
1100 |
1170 |
1320 |
|||||||||||
|
76 |
L1 |
770 |
800 |
820 |
860 |
900 |
990 |
1110 |
1180 |
1330 |
1550 |
|||||||||||
|
89 |
L1 |
810 |
830 |
870 |
910 |
1000 |
1120 |
1190 |
1340 |
1560 |
1680 |
|||||||||||
|
108 |
L1 |
850 |
880 |
920 |
1010 |
1130 |
1200 |
1360 |
1570 |
1700 |
1840 |
|||||||||||
|
133 |
L1 |
900 |
930 |
1030 |
1150 |
1220 |
1370 |
1580 |
1710 |
1850 |
1990 |
|||||||||||
|
159 |
L1 |
950 |
1040 |
1160 |
1230 |
1390 |
1600 |
1730 |
1870 |
2010 |
2140 |
|||||||||||
|
219 |
L1 |
1070 |
1190 |
1260 |
1420 |
1630 |
1760 |
1900 |
2040 |
2180 |
2290 |
|||||||||||
|
273 |
L1 |
1220 |
1290 |
1450 |
1660 |
1790 |
1930 |
2070 |
2220 |
2330 |
2630 |
|||||||||||
|
325 |
L1 |
1320 |
1480 |
1690 |
1820 |
1940 |
2100 |
2260 |
2380 |
2680 |
2980 |
|||||||||||
|
426 |
L1 |
1540 |
1750 |
1880 |
2020 |
2160 |
2300 |
2420 |
2720 |
3020 |
||||||||||||
|
530 |
L1 |
1710 |
1840 |
1980 |
2120 |
2340 |
2460 |
2760 |
3060 |
|||||||||||||
|
630 |
L1 |
1940 |
2080 |
2230 |
2380 |
2510 |
2810 |
3110 |
||||||||||||||
|
720 |
L1 |
2120 |
2260 |
2420 |
2555 |
2855 |
3155 |
|||||||||||||||
|
820 |
L1 |
2310 |
2455 |
2590 |
2890 |
3190 |
||||||||||||||||
|
920 |
L1 |
2490 |
2640 |
2940 |
3240 |
|||||||||||||||||
|
1020 |
L1 |
2680 |
2980 |
3280 |
||||||||||||||||||
|
1220 |
L1 |
3020 |
3320 |
|||||||||||||||||||
|
1420 |
L1 |
3370 |
||||||||||||||||||||
|
Примечание - Возможно уменьшение длины L трубопровода с каждой стороны на величину ΔL (см. таблицу Г.5) при монтаже на строительной площадке |
||||||||||||||||||||||
Таблица Г.5 - Значение ΔL для тройников, тройниковых ответвлений и параллельных тройников
В миллиметрах
|
d2 |
d1 |
32 |
38 |
45 |
57 |
76 |
89 |
108 |
133 |
159 |
219 |
273 |
325 |
426 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
1420 |
|
L |
1200 |
1200 |
1200 |
1200 |
1300 |
1300 |
1300 |
1300 |
1400 |
1400 |
1800 |
1800 |
1900 |
2000 |
2000 |
2000 |
2000 |
2100 |
2100 |
2400 |
2700 |
|
|
32 |
ΔL |
20 |
20 |
20 |
20 |
70 |
70 |
70 |
70 |
120 |
120 |
320 |
320 |
370 |
||||||||
|
38 |
ΔL |
20 |
20 |
20 |
70 |
70 |
70 |
70 |
120 |
120 |
320 |
320 |
370 |
|||||||||
|
45 |
ΔL |
20 |
20 |
70 |
70 |
70 |
70 |
120 |
120 |
320 |
320 |
370 |
||||||||||
|
57 |
ΔL |
20 |
70 |
70 |
70 |
70 |
120 |
120 |
320 |
320 |
370 |
|||||||||||
|
76 |
ΔL |
60 |
60 |
60 |
60 |
110 |
110 |
310 |
310 |
360 |
400 |
|||||||||||
|
89 |
ΔL |
50 |
50 |
50 |
100 |
100 |
300 |
300 |
350 |
400 |
300 |
|||||||||||
|
108 |
ΔL |
40 |
40 |
90 |
90 |
290 |
290 |
340 |
390 |
300 |
250 |
|||||||||||
|
133 |
ΔL |
28 |
78 |
78 |
278 |
278 |
328 |
378 |
300 |
250 |
200 |
|||||||||||
|
159 |
ΔL |
65 |
65 |
265 |
265 |
315 |
365 |
300 |
250 |
200 |
200 |
|||||||||||
|
219 |
ΔL |
33 |
233 |
233 |
283 |
333 |
300 |
250 |
200 |
200 |
200 |
|||||||||||
|
273 |
ΔL |
140 |
140 |
190 |
240 |
240 |
240 |
200 |
200 |
200 |
200 |
|||||||||||
|
325 |
ΔL |
115 |
165 |
215 |
215 |
215 |
200 |
200 |
200 |
200 |
245 |
|||||||||||
|
426 |
ΔL |
110 |
160 |
160 |
160 |
160 |
200 |
200 |
200 |
245 |
||||||||||||
|
530 |
ΔL |
85 |
85 |
85 |
85 |
135 |
135 |
200 |
245 |
|||||||||||||
|
630 |
ΔL |
40 |
40 |
40 |
90 |
90 |
200 |
245 |
||||||||||||||
|
720 |
ΔL |
0 |
0 |
40 |
40 |
200 |
245 |
|||||||||||||||
|
820 |
ΔL |
0 |
0 |
0 |
200 |
245 |
||||||||||||||||
|
920 |
ΔL |
0 |
0 |
160 |
245 |
|||||||||||||||||
|
1020 |
ΔL |
0 |
110 |
245 |
||||||||||||||||||
|
1220 |
ΔL |
0 |
160 |
|||||||||||||||||||
|
1420 |
ΔL |
0 |
Г.5 Параллельный тройник
Г.5.1 Конструкция и размеры параллельного тройника должны соответствовать рисунку Г.5 и таблице Г.6.
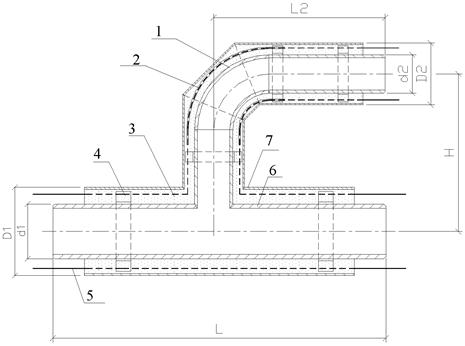
1 - стальной отвод; 2 - электроизоляционная трубка (для труб со стальной оболочкой); 3 - изоляция из ППУ; 4 - центрирующая опора; 5 - проводник-индикатор системы ОДК; 6 - стальная труба; 7 - оболочка
Рисунок Г.5 - Параллельный тройник
Г.5.2 Пример условного обозначения параллельного тройника диаметром 426 - 219 мм с изоляцией типа 2:
Тройник параллельный Ст 426-219-2-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Таблица Г.6 - Параллельный тройник
В миллиметрах
|
d2 |
d1 |
32 |
38 |
45 |
57 |
76 |
89 |
108 |
133 |
159 |
219 |
273 |
325 |
426 |
530 |
630 |
720 |
820 |
920 |
1020 |
1220 |
1420 |
|
L |
1200 |
1200 |
1200 |
1200 |
1300 |
1300 |
1300 |
1300 |
1400 |
1400 |
1800 |
1800 |
1900 |
2000 |
2000 |
2000 |
2000 |
2100 |
2100 |
2400 |
2700 |
|
|
32 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
||||||||
|
H |
275 |
275 |
275 |
283 |
293 |
303 |
313 |
325 |
338 |
370 |
413 |
438 |
493 |
|||||||||
|
38 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
|||||||||
|
H |
275 |
275 |
283 |
293 |
303 |
313 |
325 |
338 |
370 |
413 |
438 |
493 |
||||||||||
|
45 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
||||||||||
|
H |
275 |
283 |
293 |
303 |
313 |
325 |
338 |
370 |
413 |
438 |
493 |
|||||||||||
|
57 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
|||||||||||
|
H |
290 |
300 |
310 |
320 |
333 |
345 |
378 |
420 |
445 |
500 |
||||||||||||
|
76 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
|||||||||||
|
H |
310 |
320 |
330 |
343 |
355 |
388 |
430 |
455 |
510 |
585 |
||||||||||||
|
89 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
|||||||||||
|
H |
330 |
340 |
353 |
365 |
398 |
440 |
465 |
520 |
595 |
640 |
||||||||||||
|
108 |
L2 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
700 |
|||||||||||
|
H |
350 |
363 |
375 |
408 |
450 |
475 |
530 |
605 |
650 |
700 |
||||||||||||
|
133 |
L2 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
|||||||||||
|
H |
375 |
388 |
420 |
463 |
488 |
543 |
618 |
663 |
713 |
763 |
||||||||||||
|
159 |
L2 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
|||||||||||
|
H |
405 |
435 |
475 |
500 |
555 |
630 |
675 |
725 |
775 |
825 |
||||||||||||
|
219 |
L2 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
800 |
|||||||||||
|
H |
565 |
608 |
633 |
688 |
763 |
808 |
858 |
908 |
958 |
1008 |
||||||||||||
|
273 |
L2 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
|||||||||||
|
H |
650 |
675 |
730 |
805 |
850 |
900 |
950 |
1000 |
1050 |
1150 |
||||||||||||
|
325 |
L2 |
1100 |
1100 |
1100 |
1100 |
1100 |
1100 |
1100 |
1100 |
1100 |
1100 |
|||||||||||
|
H |
713 |
763 |
830 |
875 |
925 |
975 |
1025 |
1075 |
1175 |
1275 |
Г.6 Тройник с шаровым краном воздушника
Г.6.1 Конструкция и размеры тройника с шаровым краном воздушника должны соответствовать рисунку Г.6 и таблице Г.7.
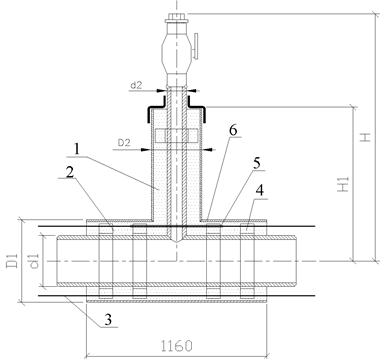
1 - изоляция из ППУ; 2 - центрирующая опора; 3 - проводник-индикатор СОДК; 4 - стальная труба; 5 - электроизоляционная трубка (для труб со стальной оболочкой); 6 - оболочка
Рисунок Г.6 - Тройник с шаровым краном воздушника
Таблица Г.7 - Тройник с шаровым краном воздушника
В миллиметрах
|
d1 |
d2 |
H |
H1 |
|
32 |
25 |
541 |
361 |
|
38 |
25 |
544 |
364 |
|
45 |
25 |
548 |
368 |
|
50 |
32 |
554 |
375 |
|
76 |
32 |
560 |
380 |
|
89 |
32 |
570 |
390 |
|
108 |
32 |
580 |
400 |
|
133 |
32 |
595 |
425 |
|
159 |
32 |
605 |
425 |
|
219 |
32 |
635 |
455 |
|
273 |
32 |
665 |
480 |
|
325 |
32 |
690 |
510 |
|
426 |
32 |
740 |
560 |
|
530 |
50 |
790 |
610 |
|
630 |
50 |
840 |
660 |
|
720 |
50 |
870 |
685 |
|
820 |
50 |
940 |
755 |
|
920 |
50 |
985 |
805 |
|
1020 |
50 |
1035 |
855 |
|
1220 |
50 |
1135 |
955 |
|
1420 |
50 |
1235 |
1055 |
Г.6.2 Пример условного обозначения тройника с шаровым краном воздушника диаметром 159-32 мм с изоляцией типа 1:
Тройник с шаровым краном воздушника Ст 159-32-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.7 Z-образный элемент
Г.7.1 Конструкция и размеры Z-образного элемента должны соответствовать рисунку Г.7 и таблице Г.8.
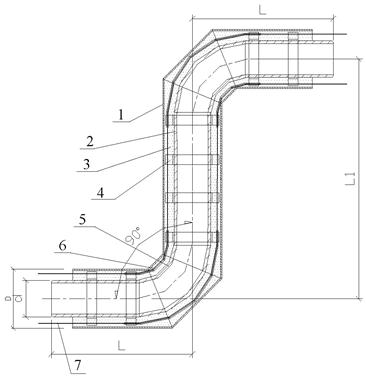
1 - оболочка; 2 - стальная труба; 3 - изоляция из ППУ; 4 - центрирующая опора; 5 - стальной отвод; 6 - электроизоляционная трубка (для труб со стальной оболочкой); 7 - проводник-индикатор СОДК
Рисунок Г.7 - Z-образный элемент
Таблица Г.8 - Z - образный элемент
В миллиметрах
|
L |
L1 |
|
|
32 |
1000 |
2000 |
|
38 |
1000 |
2000 |
|
45 |
1000 |
2000 |
|
57 |
1000 |
2000 |
|
76 |
1000 |
2000 |
|
89 |
1000 |
2000 |
|
108 |
1000 |
2000 |
|
133 |
1000 |
2000 |
|
159 |
1000 |
2000 |
|
219 |
1000 |
2000 |
|
273 |
1000 |
2000 |
|
325 |
1050 |
2100 |
|
426 |
1100 |
2200 |
|
530 |
1200 |
2400 |
|
630 |
1280 |
2560 |
|
720 |
1370 |
2770 |
|
820 |
1470 |
2940 |
|
920 |
1570 |
3140 |
|
1020 |
1620 |
3240 |
|
1220 |
1820 |
3640 |
|
1420 |
2020 |
4040 |
Г.7.2 Пример условного обозначения Z -образного элемента диаметром 108 мм с изоляцией типа 1:
Z-образный элемент Ст 108-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.8 Неподвижная опора
Г.8.1 Конструкция и размеры неподвижной опоры должны соответствовать рисунку Г.8 и таблице Г.9. При этом для стальной оболочки L = 2000 мм; для ПЭ- оболочки L: 2500 - для Dн ≤ 219 мм; 3000 - для Dн 273 ÷ 600 мм; 3500 - для Dн 720 ÷ 1020 мм
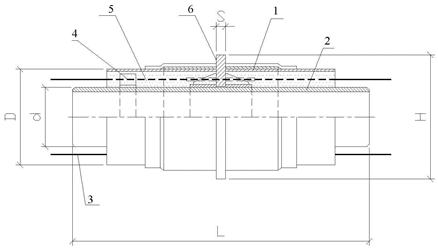
1 - ПЭ- оболочка; 2 - стальная труба; 3 - проводник-индикатор системы ОДК; 4 - центрирующая опора; 5 - изоляция из ППУ; 6 - неподвижная опора
Рисунок Г.8 - Неподвижная опора
Таблица Г.9 - Неподвижная опора
В миллиметрах
|
Н |
s |
Р*max, т |
|
|
32 |
255 |
16,0 |
3,6 |
|
38 |
255 |
16,0 |
4,2 |
|
45 |
255 |
16,0 |
5,0 |
|
57 |
255 |
16,0 |
7,5 |
|
76 |
275 |
16,0 |
9,5 |
|
89 |
295 |
16,0 |
12,5 |
|
108 |
315 |
16,0 |
19,0 |
|
133 |
340 |
16,0 |
23,5 |
|
159 |
400 |
20,0 |
36,0 |
|
219 |
460 |
24,0 |
50,0 |
|
273 |
550 |
30,0 |
75,0 |
|
325 |
650 |
40,0 |
90,0 |
|
426 |
750 |
40,0 |
120,0 |
|
530 |
900 |
40,0 |
150,0 |
|
630 |
1000 |
50,0 |
205,0 |
|
720 |
1100 |
50,0 |
235,0 |
|
820 |
1300 |
50,0 |
310,0 |
|
920 |
1300 |
60,0 |
430,0 |
|
1020 |
1400 |
60,0 |
470,0 |
|
1220 |
1600 |
-** |
- |
|
1420 |
1800 |
- |
- |
|
Примечания: * Максимальная нагрузка на элемент опоры. ** Определяется расчетом. |
|||
Г.8.2 Пример условного обозначения неподвижной опоры для трубы диаметром 76 мм, высотой 275 мм и толщиной 15 мм с изоляцией типа 1:
Неподвижная опора Ст 76-275×15-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.9 Металлическая заглушка изоляции
Г.9.1 Конструкция и размеры металлической заглушки изоляции должны соответствовать рисунку Г.9.
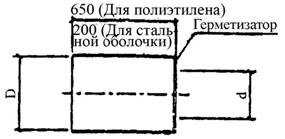
Рисунок Г.9 - Металлическая заглушка изоляции
Г.9.2 Пример условного обозначения заглушки длиной 650 мм для трубы диаметром 108 мм:
Заглушка 108×650 ГОСТ 30732-2006
Г.10 Элемент трубопровода с кабелем вывода
Г.10.1 Конструкция и размеры элемента трубопровода с кабелем вывода должны соответствовать рисунку Г.10.
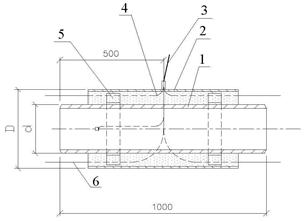
1 - стальная труба; 2 - оболочка; 3 - кабельный вывод; 4 - изоляция из ППУ; 5 - центрирующая опора; 6 - проводник-индикатор СОДК
Рисунок Г.10 - Промежуточный элемент трубопровода с кабелем вывода
Г.10.2 Пример условного обозначения элемента трубопровода с кабелем вывода диаметром 57 мм с изоляцией типа 1:
Элемент трубопровода с кабелем вывода Ст 57-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.11 Концевой элемент трубопровода с кабелем вывода
Г.11.1 Конструкция и размеры концевого элемента трубопровода с кабелем вывода должны соответствовать рисунку Г.11.
Допускается изготавливать концевой элемент с кабелем вывода из торцевой части.
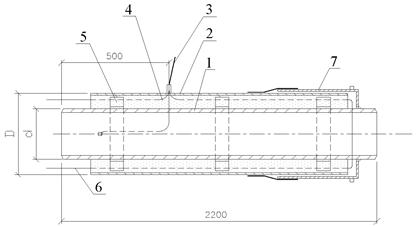
1 - стальная труба; 2 - оболочка; 3 - кабельный вывод; 4 - изоляция из ППУ; 5 - центрирующая опора; 6 - проводник-индикатор системы СДК; 7 - металлическая заглушка изоляции; 8 - герметик (термоусадочное полотно)
Рисунок Г.11 - Концевой элемент трубопровода с кабелем вывода
Г.11.2 Пример условного обозначения концевого элемента трубопровода с кабелем вывода диаметром 76 мм с изоляцией типа 1:
Концевой элемент трубопровода с кабелем вывода Ст 76-1-ППУ-ПЭ(ОЦ) ГОСТ 30732-2006
Г.12 Скользящая опора
Г.12.1 Конструкция и размеры скользящей опоры должны соответствовать рисунку Г.12 и таблице Г.10.
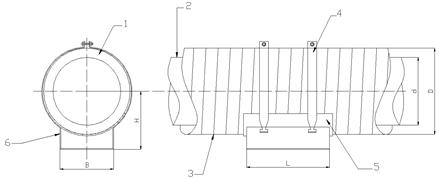
1 - изоляция из ППУ; 2 - стальная труба; 3 - оболочка; 4 - крепящие хомуты; 5 - резиновая прокладка; 6 - скользящая опора.
Рисунок Г.12 - Скользящая опора
Таблица Г.10 - Скользящая опора
|
Диаметр, d, мм |
D×S, мм |
B |
L |
|
|
В полиэтиленовой оболочке |
В оболочке из оцинкованной стали |
|||
|
32 |
125×3,0 |
125×1 |
100 |
320 |
|
38 |
125×3,0 |
125×1 |
||
|
45 |
125×3,0 |
125×1 |
||
|
57 |
125×3,0 |
125×1 |
||
|
140×3,0 |
- |
|||
|
76 |
140×3,0 |
140×1 |
||
|
160×3,0 |
- |
|||
|
89 |
160×3,0 |
160×1 |
||
|
180×3,0 |
- |
|||
|
108 |
180×3,0 |
180×1 |
||
|
200×3,2 |
- |
140 |
470 |
|
|
133 |
225×3,5 |
225×1 |
||
|
250×3,9 |
- |
|||
|
159 |
250×3,9 |
250×1 |
||
|
219 |
315×5,6 |
315×1 |
280 |
670 |
|
273 |
400×6,3 |
400×1 |
||
|
450×7,0 |
- |
|||
|
325 |
450×7,0 |
450×1 |
||
|
426 |
560×8,8 |
560×1 |
||
|
530 |
710×11,1 |
675×1 |
||
|
630 |
800×12,5 |
775×1 |
600 |
770 |
|
720 |
900×14,0 |
875×1 |
||
|
820 |
1000×15,6 |
975×1 |
970 |
|
|
1100×17,6 |
- |
800 |
||
|
920 |
1100×17,6 |
1075×1 |
||
|
1200×19,6 |
- |
|||
|
1020 |
1200×19,6 |
1175×1 |
||
|
1220 |
- |
1375×1 |
1200 |
|
Пример условного обозначения заказной спецификации скользящей опоры для стальной трубы наружным диаметром 426 мм с изоляцией типа 1 из пенополиуретана в полиэтиленовой оболочке:
Опора скользящая 426-1-ППУ-ПЭ ГОСТ 30732-2006
Приложение
Д
(справочное)
Расчетная масса одного метра изолированной трубы
Таблица Д.1 - Расчетная масса одного метра изолированной трубы
|
Наружный диаметр стальных труб и толщина стенки, мм |
Масса трубы, кг |
||
|
в полиэтиленовой оболочке |
в стальной оболочке |
||
|
Тип 1 |
Тип 2 |
||
|
32×3,0 |
4,08 |
- |
6,70 |
|
38×3,0 |
4,50 |
- |
7,12 |
|
45×3,0 |
4,98 |
- |
7,60 |
|
57×3,0 |
5,79 |
6,17 |
8,41 |
|
76×3,0 |
7,41 |
7,96 |
10,35 |
|
89×4,0 |
10,81 |
11,40 |
14,16 |
|
108×4,0 |
13,04 |
13,79 |
16,81 |
|
133×4,0 |
16,95 |
18,21 |
21,37 |
|
159×4,5 |
22,16 |
23,86 |
26,79 |
|
219×6,0 |
38,97 |
41,87 |
43,95 |
|
273×7,0 |
58,19 |
62,59 |
63,00 |
|
325×7,0 |
69,61 |
74,65 |
74,16 |
|
426×7,0 |
94,14 |
102,79 |
97,04 |
|
530×7,0 |
125,90 |
- |
121,04 |
|
630×8,0 |
150,22 |
- |
143,06 |
|
720×8,0 |
193,32 |
- |
181,65 |
|
820×9,0 |
243,33 |
266,81 |
226,07 |
|
920×10,0 |
278,07 |
303,89 |
253,14 |
|
1020×11,0 |
338,59 |
- |
304,91 |
|
1220×11,0 |
403,34 |
- |
363,99 |
|
1420×12,0 |
468,10 |
- |
423,08 |
|
Примечание - Плотность пенополиуретана принимают равной 80 кг/м3 |
|||
Приложение
Е
(рекомендуемое)
Определение теплопроводности методом «трубы»
Е.1 Для определения теплопроводности тепловой изоляции трубы применяют установку (см. рисунок Е.1), представляющую собой стальную трубу диаметром Dн = 100 - 150 мм, длиной не менее 2,0 м. Внутри трубы располагают нагревательный элемент, смонтированный на огнеупорном материале.
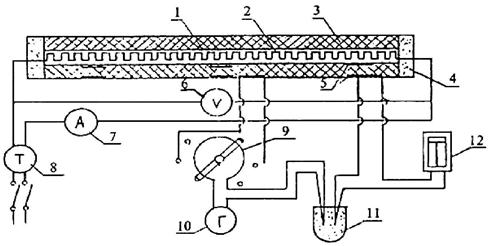
1 - стальная труба; 2 - электронагреватель; 3 - испытуемый материал; 4 - охранная секция; 5 - термопары; 6 - вольтметр; 7 - амперметр; 8 - автотрансформатор; 9 - переключатель; 10 - гальванометр; 11 - сосуд со льдом; 12 - самопишущий гальванометр
Рисунок Е.1 - Установка для определения теплопроводности тепловой изоляции трубы
Е.2 Нагревательный элемент разделяют на три самостоятельные секции по длине трубы. Центральная секция, занимающая 1/3 длины трубы, является рабочей, боковые секции служат для устранения утечек теплоты через торцы.
Е.3 Трубу устанавливают на подставках на расстоянии 1,5 - 2 м от пола и стен помещения, в котором проводят испытания.
Е.4 Температуру трубы и поверхности испытуемого материала измеряют термопарами. Путем регулировки электрической мощности, потребляемой охранными секциями, добиваются отсутствия перепада температур между рабочей и охранными секциями. Испытания проводят при установившемся тепловом режиме, при котором температура на поверхности трубы и изоляции постоянна во времени.
Расход электрической энергии рабочим нагревателем допускается определять как ваттметром, так и вольтметром и амперметром.
Теплопроводность тепловой изоляции X, вычисляют по формуле
![]() (Е.1)
(Е.1)
где t1 и t2 - температура на поверхности трубы и изоляции, °С;
l - длина рабочей секции, м;
d - наружный диаметр стальной трубы, м;
D - наружный диаметр трубы-оболочки, м.
Е.5 Тепловой поток Q, Вт, определяют по формуле
Q = I ∙ u, (Е.2)
где I - среднее измеренное значение силы тока, А;
u - измеренное напряжение рабочего нагревателя, В.
Приложение
Ж
(рекомендуемое)
Сортамент фасонных изделий в заводской пенополимерминеральной изоляции
|
|
|
|
Рисунок Ж.1 - Отвод с углом поворота 90° |
Рисунок Ж.2 - Отвод с углом поворота 60° |
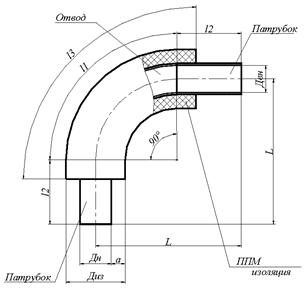
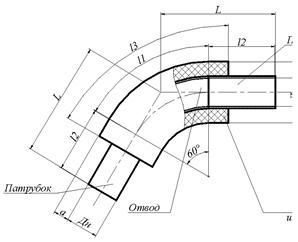
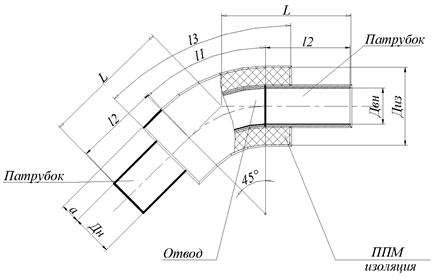
Рисунок Ж.3 - Отвод с углом поворота 45°
Таблица Ж.1 - Отводы в ППМ изоляции с углом поворота 90°
|
Марка изолированного отвода |
Диаметр стальной трубы, мм |
Толщина стенки, мм |
L |
Основные размеры изолированного отвода, мм |
Расход изоляции м3 |
Масса, кг |
|||||||||
|
Номинальный диаметр DN |
По наружному диаметру Дн |
отвода |
трубы |
Диаметр трубы с изоляцией, Ди3 |
Толщина слоя изоляции |
Длина отвода l1 |
Длина патрубка l2 |
Длина изолированного участка l3 |
отвода |
патрубков |
изоляции |
Всего элемента |
|||
|
Отвод 90 ППМ-57 |
50 |
57 |
4 |
3 |
300 |
150 |
46,5 |
120 |
225 |
170 |
0,0026 |
0,5 |
1,80 |
0,58 |
2,88 |
|
Отвод 90 ППМ-76 |
65 |
76 |
4 |
3,5 |
350 |
184 |
54 |
160 |
250 |
260 |
0,0057 |
1,0 |
2,70 |
1,29 |
4,99 |
|
Отвод 90 ППМ-89 |
80 |
89 |
4 |
3,5 |
350 |
184 |
47,5 |
190 |
230 |
250 |
0,0051 |
1,4 |
3,40 |
1,145 |
5,95 |
|
Отвод 90 ППМ-108 |
100 |
108 |
4 |
4 |
400 |
207 |
49,5 |
235 |
250 |
335 |
0,0082 |
2,5 |
5,13 |
1,845 |
9,48 |
|
Отвод 90 ППМ-133 |
125 |
133 |
4 |
4 |
450 |
259 |
63 |
300 |
260 |
420 |
0,0163 |
3,8 |
6,62 |
3,665 |
14,09 |
|
Отвод 90 ППМ-159 |
150 |
159 |
6 |
4,5 |
450 |
259 |
50 |
355 |
225 |
405 |
0,0133 |
6,1 |
7,72 |
2,99 |
16,81 |
|
Отвод 90 ППМ-219 |
200 |
219 |
6 |
6 |
550 |
309 |
45 |
470 |
250 |
570 |
0,0213 |
14,9 |
15,76 |
4,79 |
35,45 |
|
Отвод 90 ППМ-273 |
250 |
273 |
8 |
7 |
600 |
359 |
43 |
590 |
225 |
640 |
0,0273 |
30,8 |
20,67 |
6,145 |
57,62 |
|
Отвод 90 ППМ-325 |
300 |
325 |
8 |
8 |
700 |
414 |
44,5 |
710 |
250 |
810 |
0,0418 |
43,9 |
31,27 |
9,41 |
84,58 |
|
Отвод 90 ППМ-377 |
350 |
377 |
10 |
9 |
750 |
466 |
44,5 |
825 |
225 |
875 |
0,0515 |
74,6 |
36,76 |
11,595 |
122,96 |
|
Отвод 90 ППМ-426 |
400 |
426 |
10 |
9 |
850 |
517 |
45,5 |
945 |
250 |
1045 |
0,0704 |
121,0 |
46,28 |
15,84 |
183,12 |
Таблица Ж.2 - Отводы в ППМ изоляции с углом поворота 60°
|
Марка изолированного отвода |
Диаметр стальной трубы, мм |
Толщина стенки, мм |
L |
Основные размеры изолированного отвода, мм |
Расход изоляции м3 |
Масса, кг |
|||||||||
|
Номинальный диаметр DN |
По наружному диаметру Дн |
отвода |
трубы |
Диаметр трубы с изоляцией, Диз |
Толщина слоя изоляции а |
Длина отвода l1 |
Длина патрубка l2 |
Длина изолированного участка l3 |
отвода |
патрубков |
изоляции |
Всего элемента |
|||
|
Отвод 60 ППМ-57 |
50 |
57 |
4 |
3 |
300 |
150 |
46,5 |
80 |
257 |
194 |
0,0029 |
0,3 |
2,06 |
0,66 |
3,02 |
|
Отвод 60 ППМ-76 |
65 |
76 |
4 |
3,5 |
300 |
184 |
54 |
105 |
243 |
191 |
0,0042 |
0,7 |
2,62 |
0,95 |
4,27 |
|
Отвод 60 ППМ-89 |
80 |
89 |
4 |
3,5 |
300 |
184 |
47,5 |
125 |
231 |
187 |
0,0038 |
0,9 |
3,41 |
0,855 |
5,17 |
|
Отвод 60 ППМ-108 |
100 |
108 |
4 |
4 |
350 |
207 |
49,5 |
160 |
263 |
286 |
0,0070 |
1,7 |
5,40 |
1,575 |
8,68 |
|
Отвод 60 ППМ-133 |
125 |
133 |
4 |
4 |
350 |
259 |
63 |
200 |
240 |
280 |
0,0108 |
2,5 |
6,11 |
2,425 |
11,04 |
|
Отвод 60 ППМ-159 |
150 |
159 |
6 |
4,5 |
350 |
259 |
50 |
235 |
220 |
275 |
0,0090 |
4,1 |
7,55 |
2,03 |
13,68 |
|
Отвод 60 ППМ-219 |
200 |
219 |
6 |
6 |
400 |
309 |
45 |
315 |
227 |
369 |
0,0138 |
10,0 |
14,31 |
3,1 |
27,41 |
|
Отвод 60 ППМ-273 |
250 |
273 |
8 |
7 |
450 |
359 |
43 |
395 |
233 |
461 |
0,0197 |
20,5 |
21,40 |
4,425 |
46,33 |
|
Отвод 60 ППМ-325 |
300 |
325 |
8 |
8 |
500 |
414 |
44,5 |
470 |
240 |
550 |
0,0284 |
29,3 |
30,02 |
6,39 |
65,71 |
|
Отвод 60 ППМ-377 |
350 |
377 |
10 |
9 |
550 |
466 |
44,5 |
550 |
247 |
644 |
0,0379 |
49,7 |
40,65 |
8,535 |
98,59 |
|
Отвод 60 ППМ-426 |
400 |
426 |
10 |
9 |
600 |
517 |
45,5 |
630 |
254 |
738 |
0,0497 |
80,7 |
47,02 |
11,185 |
138,91 |
Таблица Ж.3 - Отводы в ППМ изоляции с углом поворота 45°
|
Марка изолированного отвода. |
Диаметр стальной трубы, мм |
Толщина стенки, мм |
L |
Основные размеры изолированного отвода, мм |
Расход изоляции м3 |
Масса, кг |
|||||||||
|
Номинальный диаметр DN |
По наружному диаметру Дн |
отвода |
трубы |
Диаметр трубы с изоляцией, Ди3 |
Толщина слоя изоляции |
Длина отвода l1 |
Длина патрубка l2 |
Длина изолированного участка l3 |
отвода |
патрубков |
изоляции |
Всего элемента |
|||
|
Отвод 45 ППМ-57 |
50 |
57 |
4 |
3 |
250 |
150 |
46,5 |
60 |
220 |
100 |
0,0015 |
0,3 |
1,76 |
0,34 |
2,4 |
|
Отвод 45 ППМ-76 |
65 |
76 |
4 |
3,5 |
300 |
184 |
54 |
80 |
259 |
198 |
0,0044 |
0,5 |
2,80 |
0,985 |
4,29 |
|
Отвод 45 ППМ-89 |
80 |
89 |
4 |
3,5 |
300 |
184 |
47,5 |
95 |
250 |
195 |
0,0040 |
0,7 |
3,69 |
0,895 |
5,29 |
|
Отвод 45 ППМ-108 |
100 |
108 |
4 |
4 |
300 |
207 |
49,5 |
120 |
238 |
196 |
0,0048 |
1,3 |
4,88 |
1,08 |
7,26 |
|
Отвод 45 ППМ-133 |
125 |
133 |
4 |
4 |
300 |
259 |
63 |
150 |
221 |
192 |
0,0074 |
1,9 |
5,63 |
1,675 |
9,21 |
|
Отвод 45 ППМ-159 |
150 |
159 |
6 |
4,5 |
350 |
259 |
50 |
180 |
257 |
294 |
0,0096 |
3,1 |
8,82 |
2,17 |
14,09 |
|
Отвод 45 ППМ-219 |
200 |
219 |
6 |
6 |
350 |
309 |
45 |
235 |
226 |
287 |
0,0107 |
7,5 |
14,25 |
2,41 |
24,16 |
|
Отвод 45 ППМ-273 |
250 |
273 |
8 |
7 |
400 |
359 |
43 |
295 |
245 |
385 |
0,0164 |
15,4 |
22,50 |
3,695 |
41,60 |
|
Отвод 45 ППМ-325 |
300 |
325 |
8 |
8 |
450 |
414 |
44,5 |
355 |
264 |
483 |
0,0250 |
22,0 |
33,02 |
5,61 |
60,63 |
|
Отвод 45 ППМ-377 |
350 |
377 |
10 |
9 |
450 |
466 |
44,5 |
415 |
233 |
481 |
0,0283 |
37,3 |
38,06 |
6,875 |
82,24 |
|
Отвод 45 ППМ-426 |
400 |
426 |
10 |
9 |
500 |
517 |
45,5 |
475 |
252 |
579 |
0,0390 |
60,5 |
46,65 |
8,775 |
115,93 |
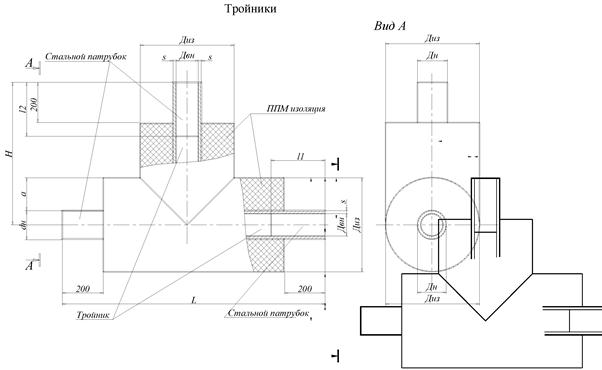
Рисунок Ж.4 - Тройник равнопроходной
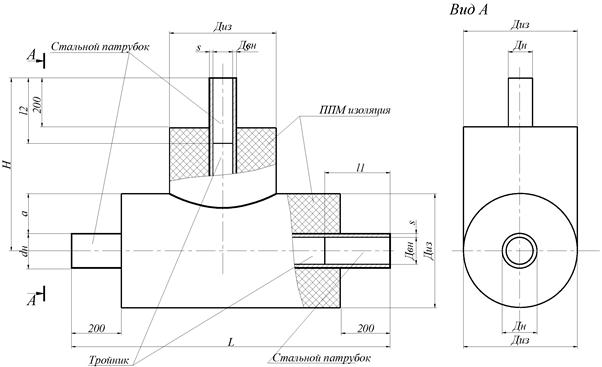
Рисунок Ж.5 - Тройник переходной
Таблица Ж.4 - Тройник равнопроходной
|
Марка изолированного равнопроходного тройника |
Номинальный диаметр DN |
Наружный диаметр, мм Дн |
Толщина стенки трубы, мм S |
Основные размеры изолированного тройника, мм |
Расход изоляции м3 |
Масса, кг |
||||||||
|
Диаметр трубы с 153 изоляцией, Диз |
Толщина слоя изоляции |
Н |
L |
Длина патрубка 11 |
Длина патрубка l2 |
Тройника |
Патрубка |
Изоляции |
Всего элемента |
|||||
|
Тройник ППМ-57×3 |
50 |
57 |
3 |
150 |
46,5 |
300 |
600 |
250 |
255 |
0,0035 |
0,8 |
3,0 |
0,788 |
4,5 88 |
|
Тройник ППМ-76×3,5 |
65 |
76 |
3,5 |
184 |
54 |
300 |
600 |
235 |
240 |
0,0046 |
1,5 |
3,8 |
1,035 |
6,335 |
|
Тройник ППМ- 89×3,5 |
80 |
89 |
3,5 |
184 |
47,5 |
300 |
700 |
270 |
230 |
0,0063 |
2,6 |
5,7 |
1,418 |
9,718 |
|
Тройник ППМ-108×4 |
100 |
108 |
4 |
207 |
49,5 |
350 |
700 |
250 |
270 |
0,0084 |
3,2 |
7,9 |
1,890 |
12,99 |
|
Тройник ППМ-133×4 |
125 |
133 |
4 |
259 |
63 |
350 |
700 |
240 |
255 |
0,0121 |
4,3 |
9,4 |
2,723 |
16,423 |
|
Тройник ППМ-159×4,5 |
150 |
159 |
4,5 |
259 |
50 |
350 |
800 |
270 |
240 |
0,0134 |
6,5 |
13,4 |
3,015 |
22,915 |
|
Тройник ППМ-219×6 |
200 |
219 |
6 |
309 |
45 |
400 |
800 |
240 |
260 |
0,0157 |
13,5 |
23,3 |
3,533 |
40,333 |
|
Тройник ППМИ-273×7 |
250 |
273 |
7 |
359 |
43 |
400 |
900 |
260 |
225 |
0,0207 |
31,3 |
34,2 |
4,658 |
70,158 |
|
Тройник ППМ-325×8 |
300 |
325 |
8 |
414 |
44,5 |
450 |
900 |
230 |
250 |
0,0256 |
40,1 |
44,4 |
5,76 |
90,26 |
|
Тройник ППМ-377×9 |
350 |
377 |
9 |
466 |
44,5 |
450 |
1000 |
260 |
225 |
0,0329 |
53,5 |
60,9 |
7,403 |
121,803 |
|
Тройник ППМ-426×9 |
400 |
426 |
9 |
517 |
45,5 |
500 |
1000 |
230 |
250 |
0,0385 |
67,7 |
65,7 |
8,633 |
142,063 |
Таблица Ж.5 - Тройник переходной
|
Марка изолированного переходного тройника |
Номинальный диаметр DN |
Наружный диаметр, мм |
Толщина стенки трубы мм |
Основные размеры изолированного тройника |
Расход изоляции |
Масса, кг |
|||||||||||||
|
Диаметр трубы с изоляцией |
Толщина слоя изоляции |
Н |
L |
Длина патрубков |
Тройника |
Патрубка |
Изоляции |
Всего элемента |
|||||||||||
|
Ду |
dу |
Дн |
dн |
S1 |
S2 |
Ди3 |
dи3 |
a1 |
a2 |
l1 |
l2 |
||||||||
|
Тройник ППМ-76×3,5-57×3 |
65 |
50 |
76 |
57 |
3,5 |
3 |
184 |
150 |
54 |
46,5 |
300 |
600 |
235 |
240 |
0,0047 |
1,6 |
3,5 |
1,05 |
6,16 |
|
Тройник ППМ-89×3,5-57×3 |
80 |
50 |
89 |
57 |
3,5 |
3 |
184 |
150 |
47,5 |
46,5 |
300 |
700 |
270 |
230 |
0,0065 |
1,9 |
4,9 |
1,46 |
8,27 |
|
Тройник ППМ-89×3,5-76×3,5 |
80 |
65 |
89 |
76 |
3,5 |
3,5 |
184 |
184 |
47,5 |
54 |
300 |
700 |
270 |
230 |
0,0064 |
2,2 |
5,2 |
1,44 |
8,84 |
|
Тройник ППМ-108×4-76×3,5 |
100 |
65 |
108 |
76 |
4 |
3,5 |
207 |
184 |
49,5 |
54 |
350 |
700 |
250 |
270 |
0,0086 |
3,1 |
6,6 |
1,93 |
11,64 |
|
Тройник ППМ-108×4-89×3,5 |
100 |
80 |
108 |
89 |
4 |
3,5 |
207 |
184 |
49,5 |
47,5 |
350 |
700 |
250 |
270 |
0,0084 |
3,1 |
7,1 |
1,89 |
12,09 |
|
Тройник ППМ-133×4-89×3,5 |
125 |
80 |
133 |
89 |
4 |
3,5 |
259 |
184 |
63 |
47,5 |
350 |
700 |
240 |
255 |
0,0123 |
3,8 |
8,0 |
2,76 |
14,57 |
|
Тройник ППМ-133×4-108×4 |
125 |
100 |
133 |
108 |
4 |
4 |
259 |
207 |
63 |
49,5 |
350 |
700 |
240 |
255 |
0,0122 |
4,1 |
8,7 |
2,74 |
15,55 |
|
Тройник ППМ-159×4,5-108×4 |
150 |
100 |
159 |
108 |
4,5 |
4 |
259 |
207 |
50 |
49,5 |
350 |
800 |
270 |
240 |
0,0138 |
6,0 |
11,8 |
3,10 |
20,91 |
|
Тройник ППМ-159×4,5-133×4 |
150 |
125 |
159 |
133 |
4,5 |
4 |
259 |
259 |
50 |
63 |
350 |
800 |
270 |
240 |
0,0139 |
6,1 |
12,4 |
3,12 |
21,63 |
|
Тройник ППМ-219×6-133×4 |
200 |
125 |
219 |
133 |
6 |
4 |
309 |
259 |
45 |
63 |
400 |
800 |
240 |
260 |
0,0169 |
13,7 |
18,4 |
3,80 |
35,90 |
|
Тройник ППМ-219×6-159×4,5 |
200 |
150 |
219 |
159 |
6 |
4,5 |
309 |
259 |
45 |
50 |
400 |
800 |
240 |
260 |
0,0163 |
13,2 |
19,6 |
3,66 |
36,47 |
|
Тройник ППМ-273×7-159×4,5 |
250 |
150 |
273 |
159 |
7 |
4,5 |
359 |
259 |
43 |
50 |
400 |
900 |
260 |
225 |
0,0288 |
23,1 |
27,8 |
6,48 |
57,38 |
|
Тройник ППМ-273×7-219×6 |
250 |
200 |
273 |
219 |
7 |
6 |
359 |
309 |
43 |
45 |
400 |
900 |
260 |
225 |
0,0215 |
27,6 |
31,0 |
4,83 |
63,44 |
|
Тройник ППМ-325×8-219×6 |
300 |
200 |
325 |
219 |
8 |
6 |
414 |
309 |
44,5 |
45 |
450 |
900 |
230 |
250 |
0,0270 |
38,0 |
36,7 |
6,07 |
80,78 |
|
Тройник ППМ-325×8-273×7 |
300 |
250 |
325 |
273 |
8 |
7 |
414 |
359 |
44,5 |
43 |
450 |
900 |
230 |
250 |
0,0263 |
35,6 |
40,3 |
5,92 |
81,82 |
|
Тройник ППМ-377×9-273×7 |
350 |
250 |
377 |
273 |
9 |
7 |
466 |
359 |
44,5 |
43 |
450 |
1000 |
260 |
225 |
0,0351 |
55,5 |
52,8 |
7,9 |
116,2 |
|
Тройник ППМ-377×9-325×8 |
350 |
300 |
377 |
325 |
9 |
8 |
466 |
414 |
44,5 |
44,5 |
450 |
1000 |
260 |
225 |
0,0341 |
53,9 |
56,6 |
7,67 |
118,1 |
|
Тройник ППМ-426×9-325×8 |
400 |
300 |
426 |
325 |
9 |
8 |
517 |
414 |
45,5 |
44,5 |
500 |
1000 |
230 |
250 |
0,0407 |
70,7 |
58,2 |
9,15 |
138,0 |
|
Тройник ППМ-426×9-377×9 |
400 |
350 |
426 |
377 |
9 |
9 |
517 |
466 |
45,5 |
44,5 |
500 |
1000 |
230 |
250 |
0,0397 |
67,7 |
63,0 |
8,93 |
139,6 |
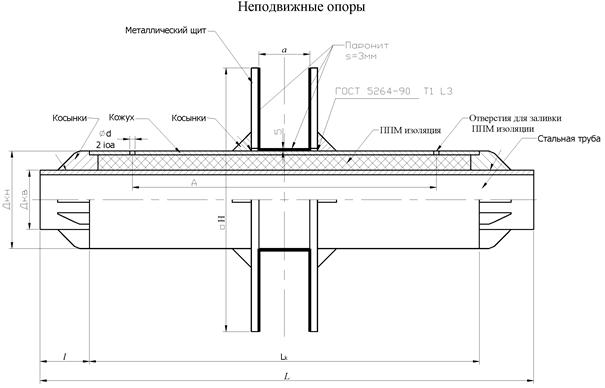
Рисунок Ж.6 - Неподвижная опора в ППМ изоляции
Таблица Ж.6 - Неподвижная опора
|
Марка неподвижной опоры |
Номинальный диаметр DN |
Диаметр кожуха наружный Дкн, мм |
Диаметр кожуха внутренний Дкв, мм |
Размеры, мм |
Приблизительная масса НО, кг |
||||||
|
L |
Lk |
l |
H |
A |
d |
a |
|||||
|
НО-1 |
40 |
159 |
1500 |
1100 |
200 |
300 |
700 |
50 |
300 |
- |
|
|
НО-2 |
50 |
57 |
42,6 |
||||||||
|
НО-3-1 |
65 |
76 |
47,4 |
||||||||
|
НО-3-2 |
65 |
219 |
76 |
360 |
75,6 |
||||||
|
НО-4 |
80 |
89 |
77,1 |
||||||||
|
НО-5-1 |
100 |
102 |
82,6 |
||||||||
|
НО-5-2 |
100 |
108 |
82,5 |
||||||||
|
НО-5-3 |
100 |
114 |
82,9 |
||||||||
|
НО-6-1 |
125 |
127 |
92,7 |
||||||||
|
НО-6-2 |
125 |
133 |
92,5 |
||||||||
|
НО-7 |
150 |
273 |
159 |
1600 |
1200 |
420 |
800 |
60 |
124,4 |
||
|
НО-8 |
200 |
325 |
219 |
470 |
400 |
165,6 |
|||||
|
НО-9 |
250 |
377 |
273 |
1700 |
1300 |
550 |
70 |
223,1 |
|||
|
НО-10 |
300 |
426 |
325 |
650 |
287,3 |
||||||
|
НО-11 |
400 |
530 |
426 |
1800 |
1400 |
750 |
388,4 |
||||
Приложение И
(справочное)
Предельные отклонения по наружному диаметру стальных труб и минимальная толщина стенок
Таблица И.1 - Предельный минусовой допуск по толщине стенки трубы в зависимости от толщины стенки (S) трубы
|
Толщина стенки трубы S, мм |
Предельное минусовое отклонение (допуск), мм |
|
до 2,2 |
-0,2 |
|
от 2,2 до 2,5 |
-0,21 |
|
от 2,5 до 3,0 |
-0,25 |
|
от 3,0 до 3,5 |
-0,29 |
|
от 3,5 до 3,9 |
-0,31 |
|
от 3,9 до 5,5 |
-0,50 |
|
от 5,5 до 7,5 |
- 0,60 |
|
более 7,5 |
-0,8 |
Таблица И.2 - Предельные отклонения по наружному диаметру труб (Дн). Овальность труб
|
Дн, мм |
Предельные отклонения по наружному диаметру торцов труб |
Обоснование |
|
57 - 159 |
0,8 % от Дн |
ГОСТ 10704-91 |
|
219 - 426 |
0,75 % от Дн |
ГОСТ 10704-91 |
|
530 - 880 |
2 мм |
ГОСТ 20295-85 |
|
920 |
2 мм |
|
|
1000 |
2 мм |
ТУ 14-3-1138-82 ТУ 14-3-620-77 |
Овальность труб Дн 57 - 426 мм не должна быть более предельных отклонений по наружному диаметру труб. Для труб Дн 530 мм и более овальность не должна превышать 1 % от Дн.
Таблица И.3 - Минимальные толщины стенок стальных труб из стали марок ВСт3сп5, Ст10, Ст20 при бесканальной прокладке тепловых сетей
|
Номинальный диаметр DN |
Наружный диаметр, Дн, мм |
Минимальная толщина стенки, S, мм |
Расчетные параметры теплоносителя |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
|
50 |
57 |
3,0 |
При применении других марок сталей, других параметров теплоносителя и способах прокладки тепловых сетей толщину стенки труб следует определять расчетом. |
|
|
65 |
76 |
3,0 |
||
|
80 |
89 |
3,5 |
||
|
100 |
108 |
4,0 |
||
|
125 |
133 |
4,0 |
||
|
150 |
159 |
4,5 |
Р ≤ 1,6 МПа |
|
|
200 |
219 |
6,0 |
t ≤ 150 °С |
|
|
250 |
273 |
6,0 |
||
|
300 |
325 |
7,0 |
||
|
350 |
377 |
7,0 |
||
|
400 |
426 |
7,0 |
||
|
500 |
530 |
7,0 |
||
|
600 |
630 |
8,0 |
||
|
700 |
720 |
8,0 |
||
|
800 |
820 |
9,0 |
||
|
900 |
920 |
10,0 |
||
|
1000 |
1020 |
11,0 |
Приложение К (справочное)
Сортамент фасонных изделий теплоизоляционных конструкций (тип «СТУ»)
К.1 Принципы теплоизоляционной конструкции
К.1.1 Конструкция должна соответствовать рисунку К.1.
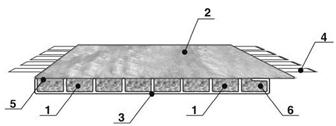
1 - волокнистые теплоизоляторы (от П-35 до П-175, базальтовые маты); 2 - покровный слой (фольма-ткань, стеклоткань); 3 - конструкционный материал (стеклоткань, стеклохолст, базальтовая ткань и т.д.); 4 - стеклобандажная лента (оцинкованная проволока); 5 - планка фиксации горизонтального нахлёста; 6 - компенсационный сегмент.
Рисунок К.1 - Устройство теплоизоляционной конструкции
К.1.2 Волокнистые изоляторы в каждом сегменте устанавливаются волокнами перпендикулярно изолируемой поверхности, что позволяет решить три проблемы:
К.1.2.1 Значительно снизить проминание теплоизоляционной конструкции, придать ей жесткость;
К.1.2.2 Разрушение синтетического связующего волокнистых изоляторов, связанное с тепловыми режимами и временным фактором, в конструкции не влияет на геометрические и прочностные характеристики изделия. Коэффициент теплопроводности, в связи с разрушением синтетического связующего, только улучшается;
К.1.2.3 В процессе исследования теплоизоляционных характеристик волокнистых изоляторов установлена следующая закономерность соотношения плотности, рабочей температуры и коэффициента теплопроводности:
- при рабочей температуре до плюс 100 °С теплопроводность ниже у изоляторов с плотностью до 75 кг/м3;
- при рабочей температуре плюс 100 °С и более, теплопроводность ниже у изоляторов с плотностью более 75 кг/м3.
Поскольку сегменты конструкции при облегании трубы принимают форму равнобедренной трапеции, плотность в них диффиренцированно увеличивается по мере приближения к изолируемой поверхности, за счет чего создан наиболее эффективный вариант работы волокнистых теплоизоляторов.
К.1.3 Конструкция поставляется в комплекте с покровным слоем и всеми необходимыми вспомогательными материалами, что позволяет значительно сократить сроки ведения монтажных работ.
К.1.4 Конструкция состоит из негорючих материалов. При температурах теплоносителя более 350 °С она монтируется в два слоя.
К.1.5 Толщины изоляционного слоя от 40 мм до 150 мм в однослойном исполнении.
К.1.6 Длина конструкции равняется 1 м.п. на все диаметры трубопроводов.
К.1.7 Покровный слой:
К.1.8 для надземной прокладки - фольматкань П-380;
К.1.9 для канальной прокладки и теплопроводов в подвалах и помещениях - фольматкань П-280 или стеклоткань.
При наложении на трубу конструкция немного провисает, а ее сегменты принимают форму равнобедренной трапеции.
При обтягивании стеклобандажной ленты компенсационный сегмент сжимается, что обеспечивает плотное облегание конструкции по всему диаметру трубы.
К.2 Изоляция прямолинейных участков теплопроводов
Наложить СТУ на трубопровод таким образом, чтобы при соединении краев горизонтальный стык пришелся на боковую поверхность трубы;
Зафиксировать это положение, затянув бандажные ленты на узлы;
Свободные концы ленты аккуратно заправить внутрь горизонтального стыка;
Верхним краем покровного слоя накрыть горизонтальный стык, закрепить его на планке фиксации оцинкованными скобами с помощью механического степлера.
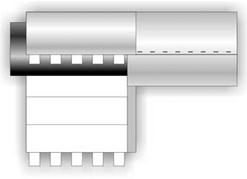
Следующую конструкцию СТУ плотно надвинуть на предыдущую таким образом, чтобы свободный край покровного слоя полностью перекрыл вертикальный стык, а теплоизоляционные сегменты СТУ, в свою очередь, были плотно прижаты к предыдущим для исключения «тепловых мостиков»;

Выровнять нахлёст на сборке и закрепить скобами.
К.3 Изоляция прямолинейных участков теплопроводов в районе опор
При монтаже конструкции СТУ в районе опор, необходимо произвести соответствующие технологические вырезы с помощью острозаточенного режущего инструмента. Планку фиксации вырезать ножовкой по дереву.
Стык конструкции опускается до края опоры. При необходимости бандажную ленту в месте выреза сохранить.
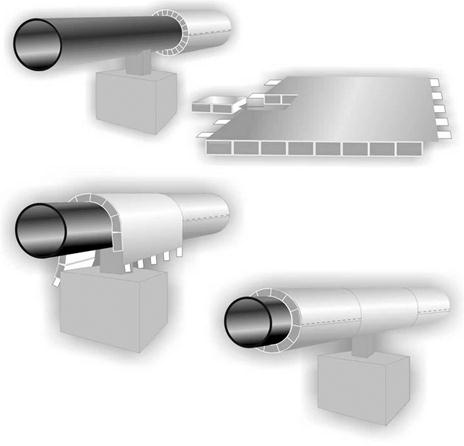
К.4 Изоляция прямолинейных участков теплопроводов в районе отводов
Для изоляции отводов технологический вырез выполнить по границе стыка изоляции. При необходимости бандажную ленту в месте реза сохранить.
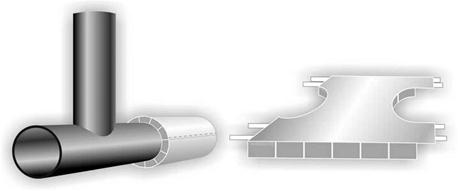
При монтаже конструкции СТУ на отвод выполнить дополнительные технологические вырезы для обеспечения плотного прилегания теплоизоляционных конструкций. Зону контакта конструкций покрыть антикоррозионной мастикой. Плотно надвинуть вертикально расположенную конструкцию СТУ.
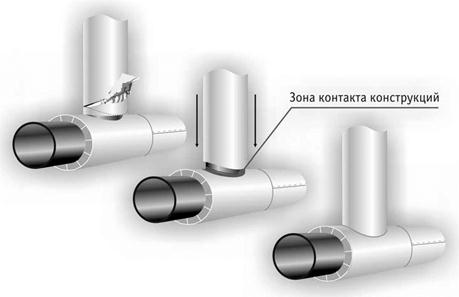
К.5 Изоляция углов поворотов
Для выполнения качественной изоляции углов поворотов при толщине изоляции, сопоставимой с диаметром трубопровода, работы выполняются методом подрезания по месту. Линия стыка герметизируется «рыбкой», изготовленной из покровного слоя с предустановленной оцинкованной проволокой (поставляется в комплекте).
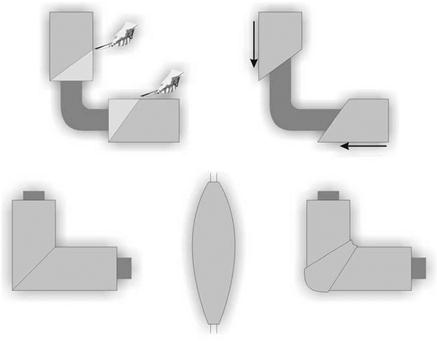
Если диаметр трубопровода значительно превышает толщину изоляционного слоя СТУ, поставляется специальный комплект для изоляции углов поворотов.
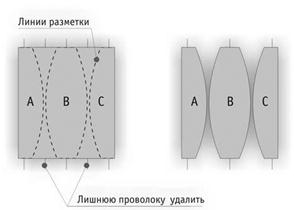
Из цельных конструкций (бандажная лента заменена на оцинкованную проволоку) по месту вырезаются «рыбки», при необходимости лишняя проволока вытаскивается из конструкции.
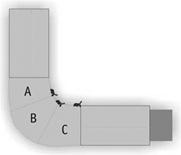
«Рыбки» накладываются на угол поворота и фиксируются оцинкованной проволокой.
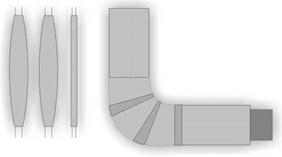
Швы на угле поворота закрываются «рыбками» из покровного слоя.
К.6 Изоляция переходов
Если трубопровод переводится с одного диаметра на другой, вставляется конусообразный переход. При монтаже изоляции зона перехода изолируется в следующем порядке:
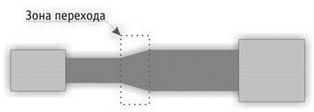
Изоляция СТУ трубопровода меньшего диаметра подводится вплотную к зоне перехода.

Изоляция СТУ трубопровода большего диаметра заканчивается за 30 см до зоны перехода.
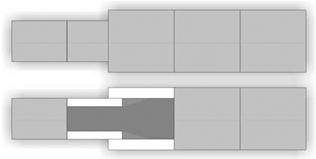
СТУ с предварительно гидроизолированным торцом монтируется на зону перехода с перекрытием.
В случае необходимости пустоты заполняются мягкими волокнистыми изоляторами.
К.7 Изоляция арматуры
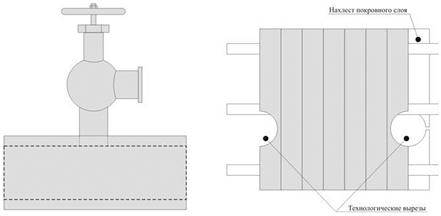
Перед монтажом СТУ на арматуру необходимо сделать соответствующие технологические вырезы.
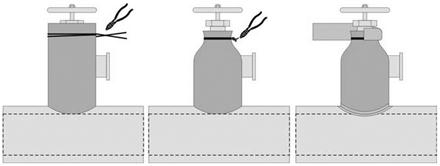
Верхняя часть СТУ туго обтягивается проволокой.
Для исключения попадания влаги при протечке через сальник штока клапана верхняя часть СТУ герметизируется липкой алюминиевой лентой или антикоррозионной мастикой.
При необходимости другие участки сопряжений герметизируются аналогичным способом.
К.8 Изоляция хомутовых опор

При изоляции хомутовых опор в СТУ сделать вырезы под выступы стягивающих шпилек.

На район выступов установить второй слой СТУ с предварительно гидроизолированными торцами.
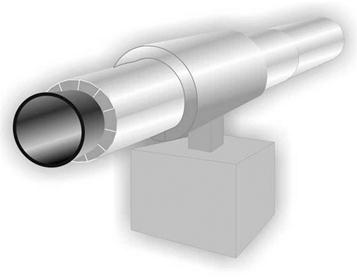
Внешний вид изолированной хомутовой опоры
К.9 Монтаж СТУ в двухслойном варианте
При установке двухслойной изоляции СТУ техника монтажа остается без изменений. Но при монтаже второго слоя необходимо ориентировать конструкции таким образом, чтобы места стыков первого слоя перекрывались вторым.
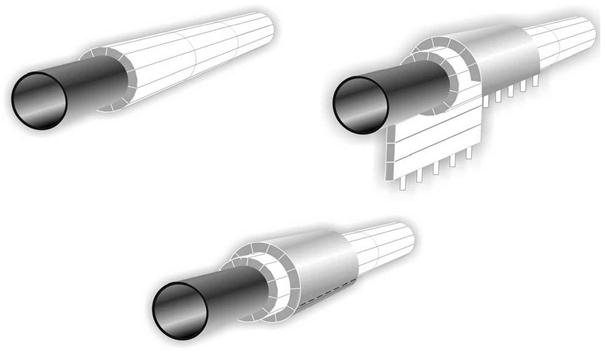
К.10 Изоляция группы трубопроводов
В случаях, когда в непосредственной близости между собой проходит несколько трубопроводов, возможно различного диаметра и толщина зазоров межтрубного пространства меньше толщины изоляции, целесообразно их изолировать как единое целое.

Перед монтажом конструкции трубы обвязываются мягкой проволокой.

Межтрубное пространство заполняется мягкими волокнистыми изоляторами (П-25, минеральная или базальтовая вата).
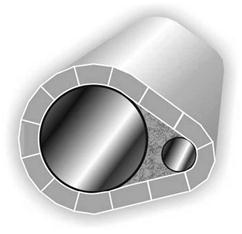
Конструкция накладывается горизонтальным швом на боковой части трубы большего диаметра.
К.11 Изоляция трубопровода с тепловым «спутником»
Изоляция трубопровода с тепловым «спутником» производится аналогично изоляции группы трубопроводов, только отпадает необходимость заполнения межтрубного пространства волокнистым изолятором, и мы рекомендуем «подложить» под «спутник» алюминиевую фольгу толщиной 50 мкм для большей эффективности работы последнего.
К.12 Усиление поверхностного слоя
Очень часто это требование возникает, когда прокладка трубопроводов не исключает возможность хождения по ним. В этом случае рекомендуется следующая схема монтажа:
1. Установить на трубопровод усиленную конструкцию с сегментами из пеностекла или П-175 (П-125) в верхней части.
2. На верхнюю часть изоляции наложить оцинкованный лист толщиной 0,5 - 0,7 мм, ширина листа примерно четверть длины окружности. Края листа должны лежать на плотных сегментах.
3. Лист закрепить бандажной металлической лентой и обратными заклепками.
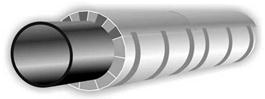
На участках, подверженных проявлению актов вандализма, рекомендуется закрывать металлическими листами 2/3 поверхности.
Приложение
Л
(справочное)
Примеры сборочных чертежей сварных элементов трубопроводов
Л.1 В настоящем приложении приведены эскизы (чертежи) элементов трубопроводов.
Для α 15° и 30°
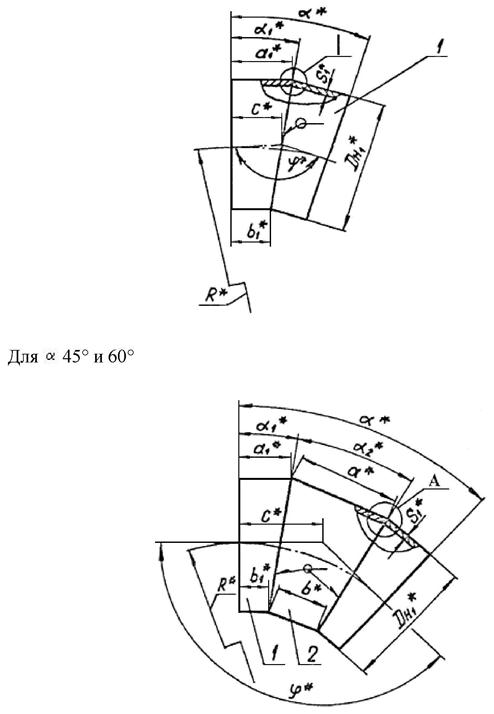
Рисунок Л.1 - Колена сварные. Геометрические размеры в соответствии с ОСТ
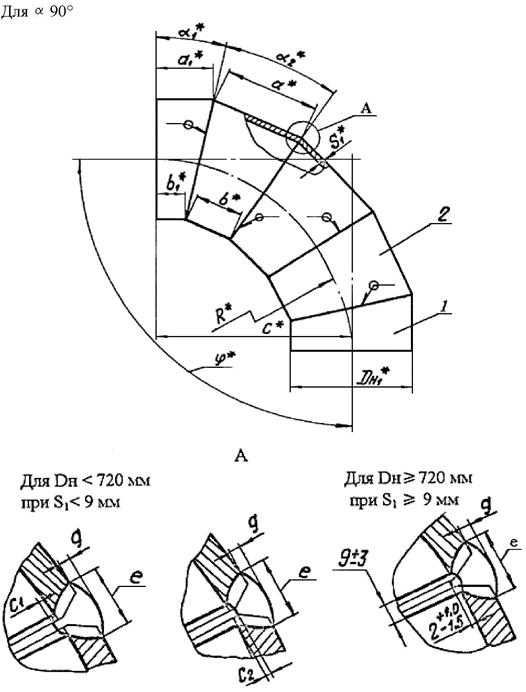
Рисунок Л.2 - Секторный отвод. Геометрические размеры в соответствии с ОСТ
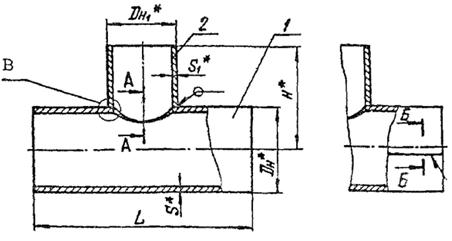
Рисунок Л.3 - Тройник сварной. Геометрические размеры в соответствии с ОСТ
Приложение М
(рекомендуемое)
Материалы для изготовления присоединительных патрубков сильфонных компенсаторов
Таблица М.1
|
Марка стали |
Нормативный документ |
Предельные параметры применения |
||
|
на лист (на трубы) |
на сталь |
температура, °С |
давление, МПа (кгс/см2) |
|
|
Листовая сталь |
||||
|
Ст3пс3 Ст3сп3 Ст3Гпс3 Ст3пс4 Ст3сп5 Ст3Гпс4 |
200 |
1,6 (16) |
||
|
20 |
300 |
1,6 (16) |
||
|
17ГС, 17Г1С |
350 |
Не ограничено |
||
|
14ХГС |
350 |
Не ограничено |
||
|
16ГС, 09Г2С, 10Г2С1 |
450 |
Не ограничено |
||
|
12МХ |
530 |
Не ограничено |
||
|
12ХМ |
540 |
Не ограничено |
||
|
10Х2М |
570 |
Не ограничено |
||
|
12Х1МФ |
570 |
Не ограничено |
||
|
08Х18Н10Т 12Х18Н9Т 12Х18Н10Т |
600 |
Не ограничено |
||
|
Бесшовные трубы |
||||
|
10, 20 |
425 |
6,4 (64) |
||
|
20 |
ГОСТ 550 группа А |
425 |
5,0 (50) |
|
|
20, 20-ПВ |
450 |
Не ограничено |
||
|
10Г2 |
ГОСТ 8731 группа В ГОСТ 8733 группа В |
350 |
5,0 (50) |
|
|
09Г2С |
425 |
5,0 (50) |
||
|
15ГС |
ТУ 1108-874 |
450 |
Не ограничено |
|
|
16ГС |
450 |
Не ограничено |
||
|
15ХМ |
550 |
Не ограничено |
||
|
Сварные прямошовные трубы |
||||
|
Ст3сп |
300 |
2,5 (25) |
||
|
20 |
350 |
2,5 (25) |
||
|
350 |
2,5 (25) |
|||
|
09Г2С |
350 |
2,5 (25) |
||
|
16ГС |
350 |
2,5 (25) |
||
|
17ГС |
350 |
2,5 (25) |
||
|
17Г1С |
425 |
2,5 (25) |
||
|
350 |
2,5 (25) |
|||
|
17Г1С-У |
425 |
2,5 (25) |
||
|
350 |
2,5 (25) |
|||
Приложение
Н
(справочное)
Общая характеристика основных лакокрасочных материалов и покрытий на их основе
Таблица Н.1
|
Преимущественное назначение покрытия |
Лакокрасочный материал |
||
|
Наименование материала |
Вид материала |
Характеристика покрытия по типу пленкообразующего |
|
|
Для внутренних работ (ограниченно атмосферостойкие) |
ПФ-266 |
эмаль |
пентафталиевое |
|
ПФ-283 |
лак |
пентафталиевое |
|
|
ВД-ВА*** |
краска |
винилацетатное |
|
|
ВД-АК-201*** |
краска |
акриловое |
|
|
МА-25 |
краска |
масляная |
|
|
Атмосферостойкие |
МА-15 |
краска |
масляная |
|
«Вектор 1253»** |
мастика |
полиуретановое |
|
|
ПФ-115 |
эмаль |
пентафталиевое |
|
|
ГФ-021 |
грунтовка |
глифталиевое |
|
|
ПФ-133 |
эмаль |
пентафталиевое |
|
|
НЦ-132 |
эмаль |
нитроцеллюлозное |
|
|
ПФ-170 |
лак |
пентафталиевое |
|
|
Термостойкие |
КО-8104, КО-8101 |
эмаль |
кремнийорганическое |
|
«Вектор 1236»** |
мастика |
полиуретановое |
|
|
ЭП-140 (серебристая) |
эмаль |
эпоксидное |
|
|
ПФ-837 |
эмаль |
пентафталиевое |
|
|
ОС-82-03М |
полимерная композиция |
органосиликатное |
|
|
Маслобензостойкие |
ХС-717 |
эмаль |
сополимерно-винилхлоридное |
|
ФЛ-61 |
эмаль |
фенольное |
|
|
ВЛ-515 |
эмаль |
поливинилацетальное |
|
|
ЭП-730 |
лак |
эпоксидное |
|
|
Химстойкие |
ЭП-0010 |
шпатлевка |
эпоксидное |
|
ХВ-784 |
лак |
перхлорвиниловое |
|
|
ХВ-785 |
эмаль |
перхлорвиниловое |
|
|
ЭП-773 |
эмаль |
эпоксидное |
|
|
ФЛ-412 |
эмаль |
фенольное |
|
|
ХС-068 |
грунт |
сополимерно-винилхлоридное |
|
|
Специальные |
«Вектор 1025»** |
мастика |
полиуретановое |
|
ЭП-969** |
эмаль |
эпоксидное |
|
|
«Магистраль»* |
полимерная композиция |
полиуретановое |
|
|
Б-ЭП* |
эмаль |
эпоксидное |
|
|
ОС-51-03 |
полимерная композиция |
органосиликатное |
|
|
Электропроводные |
ХС-928 |
эмаль |
сополимерно-винилхлоридное |
|
Примечания: * - не содержит растворителей. ** - содержание растворителей не превышает 35 %. *** - вододисперсионные |
|||
Приложение
П
(рекомендуемое)
Форма паспорта лакокрасочного материала, применяемого для производства защитных покрытий
ПАСПОРТ
лакокрасочного материала, применяемого для производства защитных покрытий
|
1. Наименование организации-производителя ________________________________ 2. Наименование продукции _______________________________________________ 3. № партии ____________ масса нетто ______________________________________ 4. Дата изготовления ______________________________________________________
5. Рекомендуемые растворители и разбавители _______________________________ ________________________________________________________________________ 6. Рекомендуемые способы нанесения _______________________________________ ________________________________________________________________________ 7. Порядок обращения с отходами производства ______________________________ ________________________________________________________________________ 8. Дополнительные сведения о продукции ___________________________________ ________________________________________________________________________ Паспорт составил: __________________ _________________________________ должность Ф. И. О. Дата оформления паспорта: ________________ ____________________________ М.П личная подпись |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение
Р
(справочное)
Процессы обращения с отходами производства и потребления тепловых сетей (при утилизации)
Таблица Р.1
|
Наименование отходов |
Процесс образования отхода |
Класс опасности отходов |
Требования к процессам обращения с отходом (жизненный цикл отходов) |
|
Обрезки труб, листового и профильного металла |
На этапе строительства, при монтаже трубопроводов и опорных конструкций |
5 |
Накопление, временное хранение, транспортировка и сдача на пункты сбора вторичного сырья для последующей утилизации. |
|
Трубы, трубные секции |
При ремонтных работах на этапе эксплуатации и реконструкции тепловых сетей. |
5 |
Накопление, временное хранение, транспортировка и сдача на пункты сбора вторичного сырья для последующей утилизации. |
|
Отходы минерального волокна (подвесная минераловатная теплоизоляция) |
При монтаже и демонтаже тепловой изоляции на этапах строительства, ремонта и реконструкции тепловых сетей. |
4 |
Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. |
|
Отходы полиэтилена в виде лома. |
При монтаже и демонтаже трубопроводов с индустриальной тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке на этапах строительства, ремонта и реконструкции. |
5 |
а) Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. б) Сдача на пункты сбора вторичного сырья для последующей переработки в полиэтилен вторичный или гранулят вторичный. |
|
Отходы затвердевшего полиуретана, полиуретановой пены или пленки. |
При монтаже и демонтаже трубопроводов с индустриальной тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке на этапах строительства, ремонта и реконструкции. |
5 |
Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. |
|
Готовые изделия (приборы, тепломеханическое оборудование и оборудование для электрохимической защиты) |
На этапе эксплуатации при ремонтных работах, реконструкции и модернизации трубопроводов, и тепловых пунктов, средств защиты от электрохимической коррозии |
- |
В соответствии с документацией, регламентирующей обращение с изделием и способы его утилизации (паспорт, технические условия, инструкция и т.п.) |
|
Отходы цемента в кусковой форме |
На этапах строительства, эксплуатации и реконструкции тепловых сетей. |
5 |
Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. |
|
Накипь котельная |
При ремонтных работах на этапах эксплуатации и реконструкции трубопроводов тепловых сетей. |
5 |
Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. |
|
Отходы стекловолокна (стеклоткани) |
При монтаже и демонтаже тепловой изоляции трубопроводов. |
5 |
Накопление, временное хранение, транспортировка и хранение на полигонах для промышленных или твердых бытовых отходов. |
|
Теплоноситель (вода) |
При ремонтных работах на этапе эксплуатации и реконструкции (перекладке) трубопроводов. |
- |
а) Перекачка в специально предусмотренные накопительные и запасные емкости с последующим использованием в качестве теплоносителя. б) Дренирование в систему канализации при условии соответствия теплоносителя следующим параметрам: температура - не выше 40 °С, водородный показатель (рН) 6,5 - 8,5. в) В соответствии с инструкцией, составленной применительно к местным условиям и согласованной с местными органами санитарно-эпидемиологического надзора. |
|
Провод медный незагрязненный, утративший потребительские свойства. |
На этапах строительства, ремонта и реконструкции, при монтаже и демонтаже средств электрохимической защиты, систем оперативно-дистанционного контроля трубопроводов с индустриальной тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке. |
3 |
Накопление, временное хранение, транспортировка и сдача на пункты сбора вторичного сырья или лома цветных металлов для последующей утилизации. |
|
Материалы, применяемые при производстве противокоррозионных покрытий, утратившие свои потребительские свойства (лакокрасочные материалы, растворители, отвердители) |
На этапах строительства, ремонта и реконструкции тепловых сетей. |
- |
В соответствии с документацией, регламентирующей обращение с материалом и способами его утилизации (гигиеническое заключение, паспорт безопасности, технические условия, инструкция и т.п.). |
Приложение
С
(рекомендуемое)
Расчетная масса одного метра изолированной трубы
Таблица С.1
|
Диаметр условного прохода трубопровода, мм |
Размеры, мм |
Вес одного метра изоляции, кг |
|
|
Наружный диаметр трубы, d |
Толщина слоя теплоизоляции, δ |
||
|
32 |
42,3 |
44,5 |
2,80 |
|
40 |
48 |
40,5 |
2,94 |
|
50 |
57 |
46,5 |
4,53 |
|
65 |
76 |
37,0 |
3,96 |
|
80 |
89 |
45,5 |
5,76 |
|
100 |
108 |
36,0 |
4,83 |
|
125 |
133 |
36,0 |
5,67 |
|
150 |
159 |
49,0 |
9,63 |
|
200 |
219 |
45,0 |
9,90 |
|
250 |
273 |
43,0 |
12,90 |
|
300 |
325 |
43,5 |
15,06 |
|
350 |
377 |
42,5 |
16,75 |
|
400 |
426 |
44,0 |
19,50 |
|
500 |
530 |
60,0 |
33,30 |
|
600 |
630 |
60,0 |
38,40 |
|
700 |
720 |
70,0 |
52,2 |
|
800 |
820 |
70,0 |
62,62 |
|
900 |
920 |
70,0 |
69,63 |
|
1000 |
1020 |
70,0 |
76,67 |
Библиография
[1] СНиП 41-02-2003. Тепловые сети. Государственный комитет Российской Федерации по строительству и жилищно-коммунальному комплексу. М. 2004.
[2] СанПиН 2.1.4.1074-01. Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества. 2002.
[3] ПБ 10-573-03 Правила устройства и безопасности эксплуатации трубопроводов пара и горячей воды. Утверждены постановлением Госгортехнадзора России от 11.06.2003 г. № 90, зарегистрировано в Минюсте России 18.06.2003 г., рег. № 4719.
[4] ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов.
[5] ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
[6] СанПиН 4723-88 Санитарные правила устройства и эксплуатации систем централизованного горячего водоснабжения № 4723-88. Государственное санитарно-эпидемиологическое нормирование Российской Федерации. М. 2001.
[8] СП 34-101-98. 1998 г Свод правил. Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте.
[9] СНиП 2.05.06-85. 1997 г. Строительные нормы и правила. Магистральные трубопроводы.
[10] СНиП 23.01-99 Строительная климатология.
[11] СНиП 41 -03-2003 Строительные нормы и правила. Тепловая изоляция оборудования и трубопроводов.
[12] СанПиН 3183-84 Порядок накопления, транспортировки, обезвреживания и захоронения токсичных промышленных отходов
[13] ОСТ 34-10-752-97 Детали и сборочные единицы трубопроводов ТЭС. На Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Колена секторные сварные. Конструкция и размеры.
[14] ОСТ 34-10-753-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t < 425 °С. Переходы сварные листовые. Конструкция и размеры.
[15] ОСТ 34-10-764-97 Тройники сварные переходные и равнопроходные альбом «Изделия и детали трубопроводов для тепловых сетей серия 5.903-13».
[16] «Критерии отнесения опасных отходов к классу опасности для окружающей природной среды, утверждены приказом Министерства природных ресурсов РФ от 15 июня 2001 года № 511.
|
Ключевые слова: тепловые сети, паропроводы, трубопроводы горячего водоснабжения, насосные станции, тепловая изоляция, неподвижные опоры, скользящие опоры, стальные грубы, теплопаропроводы, сильфонные компенсаторы, сварка, электроды, стальные трубы, теплоноситель, пенополиуретановая изоляция, пенополимерминеральная изоляция, испытания, маркировка |
|
Руководитель организации-разработчика ОАО «ВНИПИэнергопром» наименование организации |
||
|
Генеральный директор должность |
|
В.Г. Семенов инициалы, фамилия |
|
Руководитель разработки |
||
|
Заместитель генерального директора должность |
|
В.Н. Папушкин инициалы, фамилия |
|
Исполнители: |
||
|
Главный инженер должность |
|
Л.А. Тутыхин инициалы, фамилия |
|
Заведующий лабораторией должность |
|
Г.Х. Умеркин инициалы, фамилия |
|
Заместитель начальника отдела должность |
|
Х.А. Алимов инициалы, фамилия |
|
Главный специалист должность |
|
А.Н. Краснов инициалы, фамилия |
|
СОИСПОЛНИТЕЛИ Руководитель организации-соисполнителя |
||
|
_____________________ |
______________ |
_________________ |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель организации-соисполнителя |
||
|
________________________ |
______________ |
_________________ |
|
должность |
личная подпись |
инициалы, фамилия |
|
Руководитель разработки |
||
|
________________________ |
______________ |
_________________ |
|
должность |
личная подпись |
инициалы, фамилия |